Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі
Формула / Реферат
Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що керування процесом подачі теплоносія проводять за величиною еквівалентного діаметра частинок в апараті для забезпечення активного гідродинамічного режиму, для покращення якості цільового продукту за рахунок підвищення точності регулювання вивантаження гранул регулюють в залежності від поточного значення перепаду тиску псевдозрідженого шару, а підвищення якості керування процесом зневоднення і гранулювання розчинів у псевдозрідженому шарі здійснюють за рахунок вимірювання температури псевдозрідженого шару в характеристичних точках із корекцією за вологістю вихідних відпрацьованих газів.
Текст
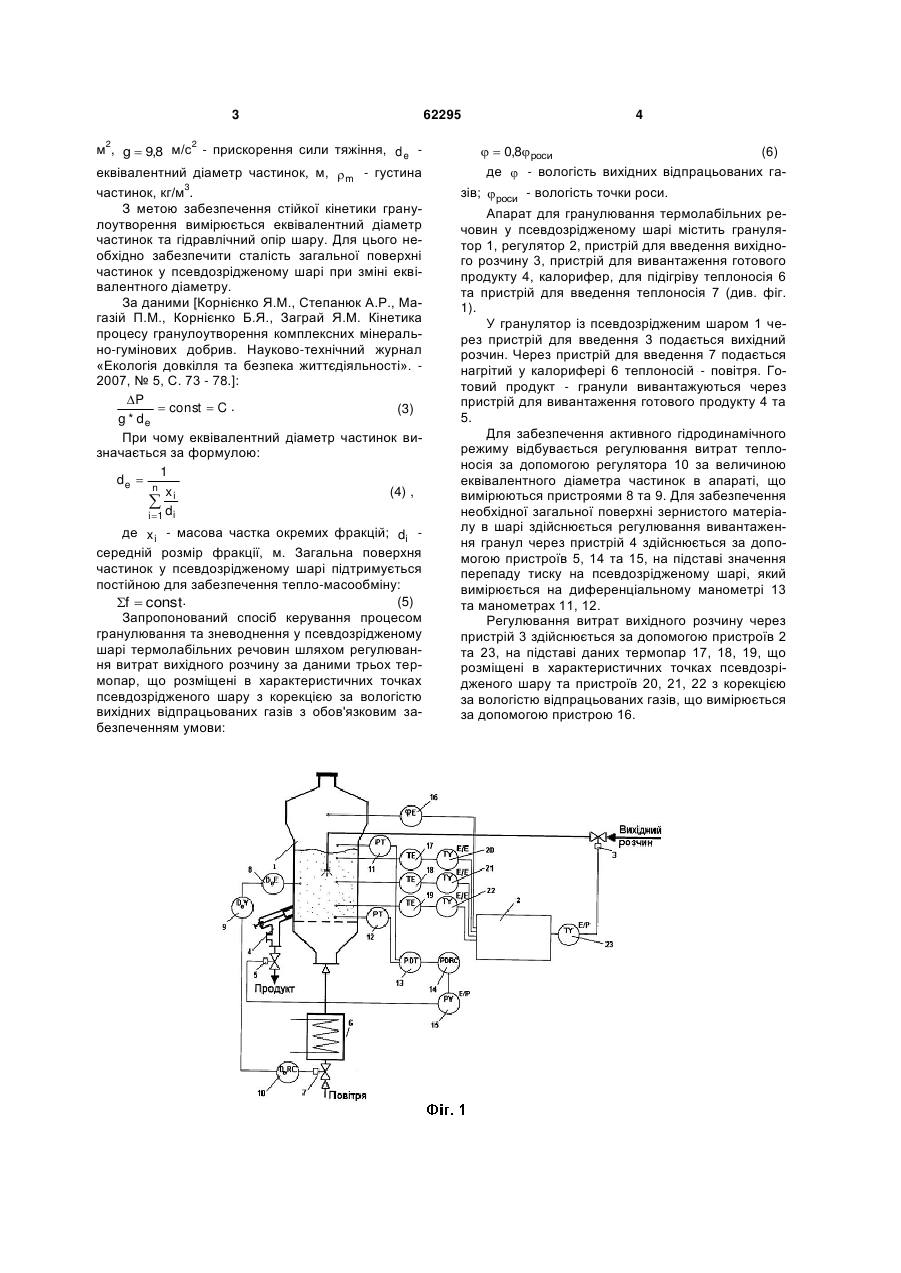
УКРАЇНА (19) UA (11) 62295 (13) U (51) МПК (2011.01) B01J 8/18 (2006.01) B01J 8/40 (2006.01) B01J 2/00 ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ видається під відповідальність власника патенту ОПИС ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СПОСІБ АВТОМАТИЧНОГО КЕРУВАННЯ ПРОЦЕСОМ ЗНЕВОДНЕННЯ ТА ГРАНУЛЮВАННЯ У ПСЕВДОЗРІДЖЕНОМУ ШАРІ 1 2 апарату з розчином, кг/с; f - загальна поверхня 2 зернистого матеріалу в шарі, м . Загальна поверхня зернистого матеріалу в шарі обчислюється: P * F * 6 , f (2) g de * m де P - перепад тиску на псевдозрідженому шарі, , F - площа газорозподільної решітки, (13) 62295 (11) Досягається це наступним чином. З метою підвищення ефективності масообміну при зневодненні та гранулюванні у псевдозрідженому шарі та стійкої кінетики гранулоутворення пропонується при збільшенні еквівалентного діаметру частинок збільшувати робочу швидкість теплоносія в апараті, що виражається відповідним значенням числа псевдозрідження K w . Збільшення витрат теплоносія призведе до збільшення підведеної теплоти до псевдозрідженого шару. Це зумовить збільшення витрат робочого розчину, що призведе до перезволоження гранул і буде супроводжуватись значним пилоутворенням. Для запобігання цьому необхідно відповідно збільшити загальну поверхню шару так, щоб щільність зрошення поверхні шару f залишалась сталою: M (1) f вол , f де Mвол - витрати вологи, що надходять до UA Корисна модель належить до автоматичного керування багатофакторними процесами при зневодненні і грануляції розчинів в апаратах із псевдозрідженим шаром. Відомий спосіб автоматичного регулювання процесу сушки дисперсних матеріалів у киплячому шарі, що продувається теплоносієм, шляхом вимірювання температури теплоносія та визначенню впливу за перепадом тиску на псевдозрідженому шарі і впливу за перепадом на кількість висушеного матеріалу, що вивантажується із шару [Авторське свідоцтво СРСР № 1210031, кл. F26В21/10, 1986]. Найбільш близьким за технічною суттю до корисної моделі є спосіб автоматичного керування процесом гранулювання у псевдозрідженому шарі з забезпеченням мінімального відхилення температури псевдозрідженого шару від заданої, яка забезпечує необхідну якість гранулометричного складу продукту [Корниенко Б.Я., Новиков А.Н. Оптимальное управление процессом гранулирования удобрений в псевдоожиженном слое. Наукове видання «Вісник Київського міжнародного університету цивільної авіації» - 1999, №1, С. 284288]. Основним керуючим впливом є витрати рідкої фази з метою підтримання температури псевдозрідженого шару у заданому діапазоні. Задача корисної моделі - підвищити ефективність масообміну при зневодненні та гранулюванні у псевдозрідженому шарі. U забезпечення активного гідродинамічного режиму, для покращення якості цільового продукту за рахунок підвищення точності регулювання вивантаження гранул регулюють в залежності від поточного значення перепаду тиску псевдозрідженого шару, а підвищення якості керування процесом зневоднення і гранулювання розчинів у псевдозрідженому шарі здійснюють за рахунок вимірювання температури псевдозрідженого шару в характеристичних точках із корекцією за вологістю вихідних відпрацьованих газів. (19) (21) u201100314 (22) 11.01.2011 (24) 25.08.2011 (46) 25.08.2011, Бюл.№ 16, 2011 р. (72) КОРНІЄНКО БОГДАН ЯРОСЛАВОВИЧ (73) КОРНІЄНКО БОГДАН ЯРОСЛАВОВИЧ (57) Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що керування процесом подачі теплоносія проводять за величиною еквівалентного діаметра частинок в апараті для 3 2 2 м , g 9,8 м/с - прискорення сили тяжіння, d e еквівалентний діаметр частинок, м, m - густина 3 частинок, кг/м . З метою забезпечення стійкої кінетики гранулоутворення вимірюється еквівалентний діаметр частинок та гідравлічний опір шару. Для цього необхідно забезпечити сталість загальної поверхні частинок у псевдозрідженому шарі при зміні еквівалентного діаметру. За даними [Корнієнко Я.М., Степанюк А.Р., Магазій П.М., Корнієнко Б.Я., Заграй Я.М. Кінетика процесу гранулоутворення комплексних мінерально-гумінових добрив. Науково-технічний журнал «Екологія довкілля та безпека життєдіяльності». 2007, № 5, С. 73 - 78.]: P const C . (3) g * de При чому еквівалентний діаметр частинок визначається за формулою: 1 de n x (4) , i i 1 di де x i - масова частка окремих фракцій; di середній розмір фракції, м. Загальна поверхня частинок у псевдозрідженому шарі підтримується постійною для забезпечення тепло-масообміну: (5) f const. Запропонований спосіб керування процесом гранулювання та зневоднення у псевдозрідженому шарі термолабільних речовин шляхом регулювання витрат вихідного розчину за даними трьох термопар, що розміщені в характеристичних точках псевдозрідженого шару з корекцією за вологістю вихідних відпрацьованих газів з обов'язковим забезпеченням умови: 62295 4 0,8роси (6) де - вологість вихідних відпрацьованих газів; роси - вологість точки роси. Апарат для гранулювання термолабільних речовин у псевдозрідженому шарі містить гранулятор 1, регулятор 2, пристрій для введення вихідного розчину 3, пристрій для вивантаження готового продукту 4, калорифер, для підігріву теплоносія 6 та пристрій для введення теплоносія 7 (див. фіг. 1). У гранулятор із псевдозрідженим шаром 1 через пристрій для введення 3 подається вихідний розчин. Через пристрій для введення 7 подається нагрітий у калорифері 6 теплоносій - повітря. Готовий продукт - гранули вивантажуються через пристрій для вивантаження готового продукту 4 та 5. Для забезпечення активного гідродинамічного режиму відбувається регулювання витрат теплоносія за допомогою регулятора 10 за величиною еквівалентного діаметра частинок в апараті, що вимірюються пристроями 8 та 9. Для забезпечення необхідної загальної поверхні зернистого матеріалу в шарі здійснюється регулювання вивантаження гранул через пристрій 4 здійснюється за допомогою пристроїв 5, 14 та 15, на підставі значення перепаду тиску на псевдозрідженому шарі, який вимірюється на диференціальному манометрі 13 та манометрах 11, 12. Регулювання витрат вихідного розчину через пристрій 3 здійснюється за допомогою пристроїв 2 та 23, на підставі даних термопар 17, 18, 19, що розміщені в характеристичних точках псевдозрідженого шару та пристроїв 20, 21, 22 з корекцією за вологістю відпрацьованих газів, що вимірюється за допомогою пристрою 16. 5 Комп’ютерна верстка Мацело М. 62295 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic control of process of granulation and drying in fluidized bed
Автори англійськоюKorniienko Bohdan Yaroslavovych
Назва патенту російськоюСпособ автоматического управления процессом гранулирования и обезвоживания в псевдоожиженном слое
Автори російськоюКорниенко Богдан Ярославович
МПК / Мітки
МПК: B01J 2/00, B01J 8/40, B01J 8/18
Мітки: псевдозрідженому, автоматичного, гранулювання, керування, спосіб, зневоднення, шарі, процесом
Код посилання
<a href="https://ua.patents.su/3-62295-sposib-avtomatichnogo-keruvannya-procesom-znevodnennya-ta-granulyuvannya-u-psevdozridzhenomu-shari.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі</a>
Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі
Номер патенту: 60754
Опубліковано: 25.06.2011
Автор: Корнієнко Богдан Ярославович
МПК: B01J 2/00, B01J 8/40, B01J 8/18
Мітки: автоматичного, керування, спосіб, шарі, процесом, псевдозрідженому, зневоднення, гранулювання
Формула / Реферат:
Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі шляхом зміни витрат вихідного розчину, який відрізняється тим, що підвищення якості керування процесом зневоднення і гранулювання розчинів у псевдозрідженому шарі здійснюється за рахунок вимірювання температури псевдозрідженого шару в характеристичних точках із корекцією за вологістю вихідних відпрацьованих газів.
Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі
Номер патенту: 61565
Опубліковано: 25.07.2011
Автор: Корнієнко Богдан Ярославович
МПК: B01J 2/00, B01J 8/18, B01J 8/40
Мітки: керування, процесом, спосіб, зневоднення, псевдозрідженому, гранулювання, шарі, автоматичного
Формула / Реферат:
1. Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що з метою забезпечення ефективного процесу грануляції рідких систем керування витратами робочого розчину проводиться за відповідними показаннями температури в псевдозрідженому шарі.2. Спосіб автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі, який відрізняється тим, що керування...
Спосіб автоматичного керування процесом зневоднення та гранулювання у псевдозрідженому шарі
Номер патенту: 59791
Опубліковано: 25.05.2011
Автор: Корнієнко Богдан Ярославович
МПК: B01J 2/00, B01J 8/18, B01J 8/40
Мітки: автоматичного, зневоднення, шарі, процесом, керування, гранулювання, псевдозрідженому, спосіб
Формула / Реферат:
Система автоматичного керування процесом гранулювання та зневоднення у псевдозрідженому шарі шляхом вивантаження гранул, яка відрізняється тим, що для покращення якості цільового продукту за рахунок підвищення точності регулювання, вивантаження гранул регулюють в залежності від поточного значення перепаду тиску певдозрідженого шару з корекцією по еквівалентному діаметру.
Спосіб сушіння і гранулювання термолабільних продуктів з розчинів і суспензій у псевдозрідженому шарі
Номер патенту: 22340
Опубліковано: 25.04.2007
Автор: Марчевський Віктор Миколайович
Мітки: розчинів, псевдозрідженому, термолабільних, суспензій, гранулювання, продуктів, спосіб, шарі, сушіння
Формула / Реферат:
Спосіб сушіння і гранулювання розчинів і суспензій у псевдозрідженому шарі, що включає нанесення рідкого продукту в потоці теплоносія та розподілення вихідного рідкого продукту у вигляді плівки на поверхні напрямних, розміщених в шарі гранул, який відрізняється тим, що рідину розподіляють у вигляді кільцевої плівки по поверхні рухомих елементів, занурених в псевдозріджений шар, які створюють і направляють потік гранул і теплоносія по поверхні...
Спосіб автоматичного керування процесом гранулювання комбікормів
Номер патенту: 36673
Опубліковано: 10.11.2008
Автори: Отрощенко Сергій Леонідович, Левінський Валерій Михайлович
МПК: A23P 1/02
Мітки: спосіб, автоматичного, керування, комбікормів, гранулювання, процесом
Формула / Реферат:
Спосіб автоматичного керування процесом гранулювання комбікормів, що передбачає взаємозв'язане регулювання температури проміжного продукту і струму навантаження головного двигуна преса, який відрізняється тим, що температуру проміжного продукту регулюють перед пресом шляхом змінення подачі пари у змішувач, підтримку струму навантаження двигуна преса здійснюють частотним регулятором, який змінює швидкість обертання шнека живильника подачі...
Попередній патент: Спосіб ремонту кантувача рулонів
Наступний патент: Спосіб побудови системи розмірних рядів твердих лікарських форм (тлф) із застосуванням золотого логарифма
Випадковий патент: Пристрій для загинання стальних прямокутних труб