Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем
Номер патенту: 73809
Опубліковано: 15.09.2005
Автори: Ігнатенко Вадим Юрійович, Шкурко Віктор Григорійович, Качинський Володимир Станіславович, Кривенко Валерій Георгійович, Андрієнко Федір Олександрович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем, яка містить встановлені на напрямних рухомий та нерухомий блоки, станину з напрямними пазами, гідроциліндри осадки з напрямними, виконаними у вигляді штоків, корпуси яких закріплені на нерухомому блоці, кожен механізм затиснення обладнаний копіром, привід відкидного затискача виконаний у вигляді встановленого в блоці циліндра, рухомий елемент якого шарнірно зв'язаний з відкидним затискачем, механізм корегування положення торців деталей, що зварюють, встановлений на одній із напрямних, яка відрізняється тим, що гідроциліндри осадки виконані як циліндри двосторонньої дії з одностороннім штоком.
Текст
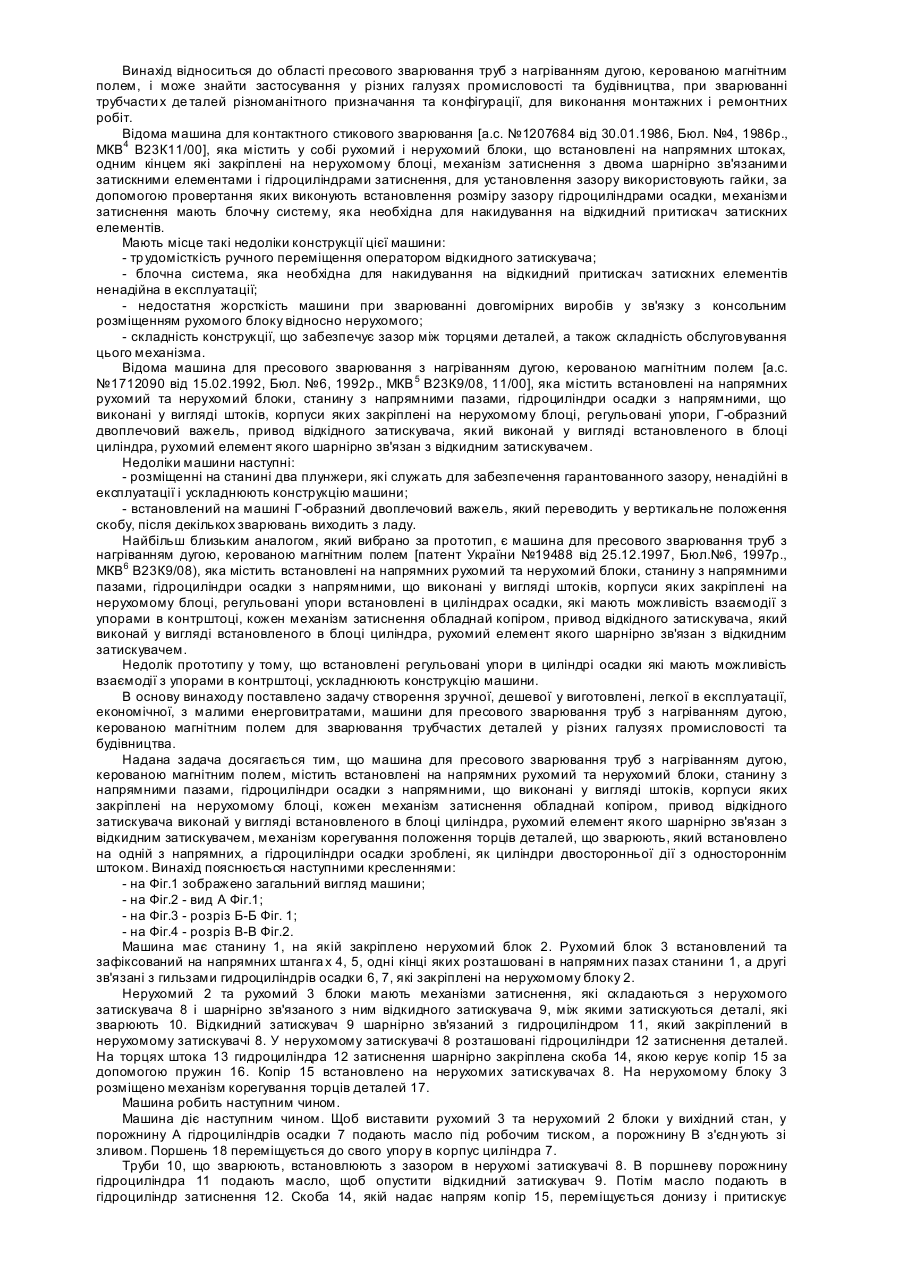
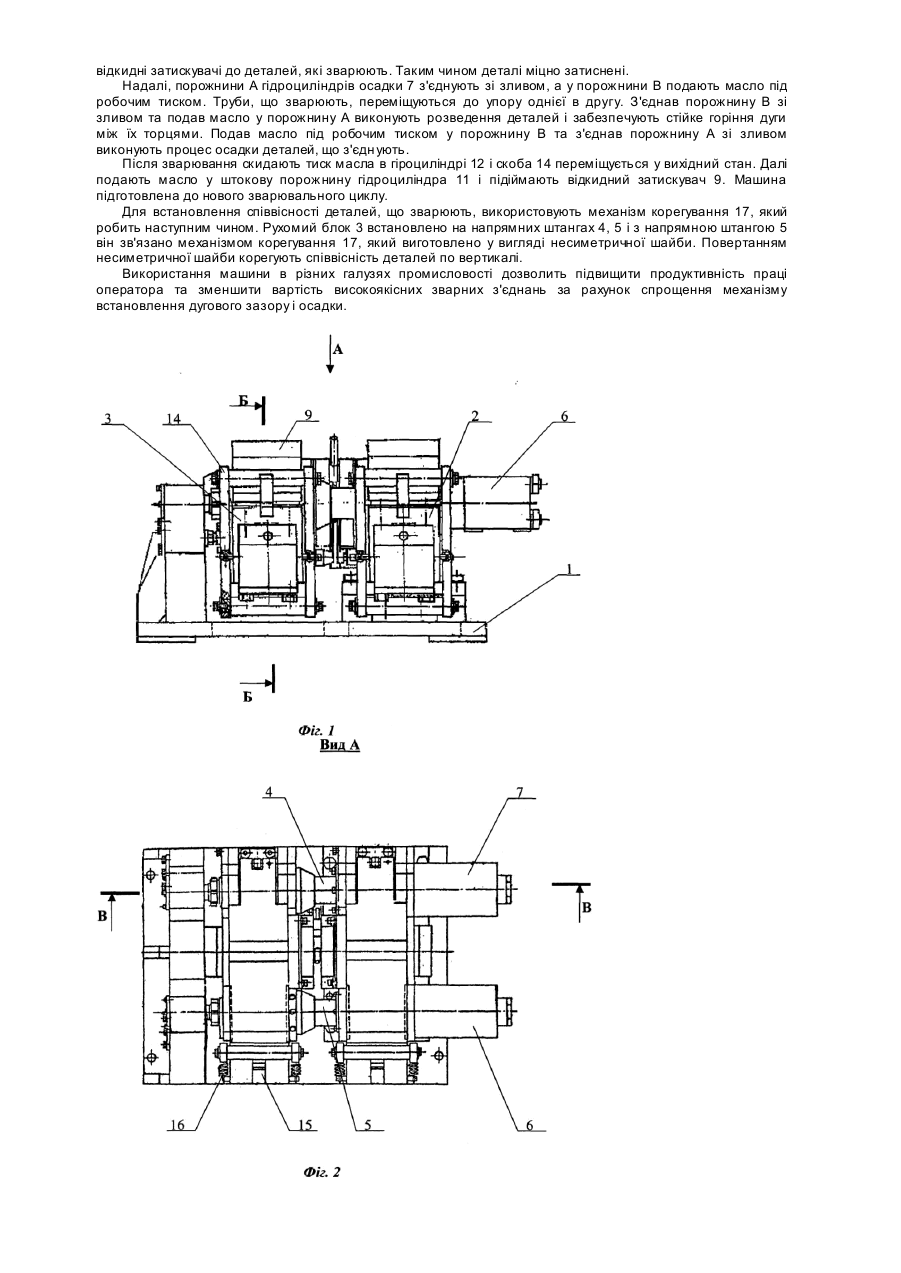
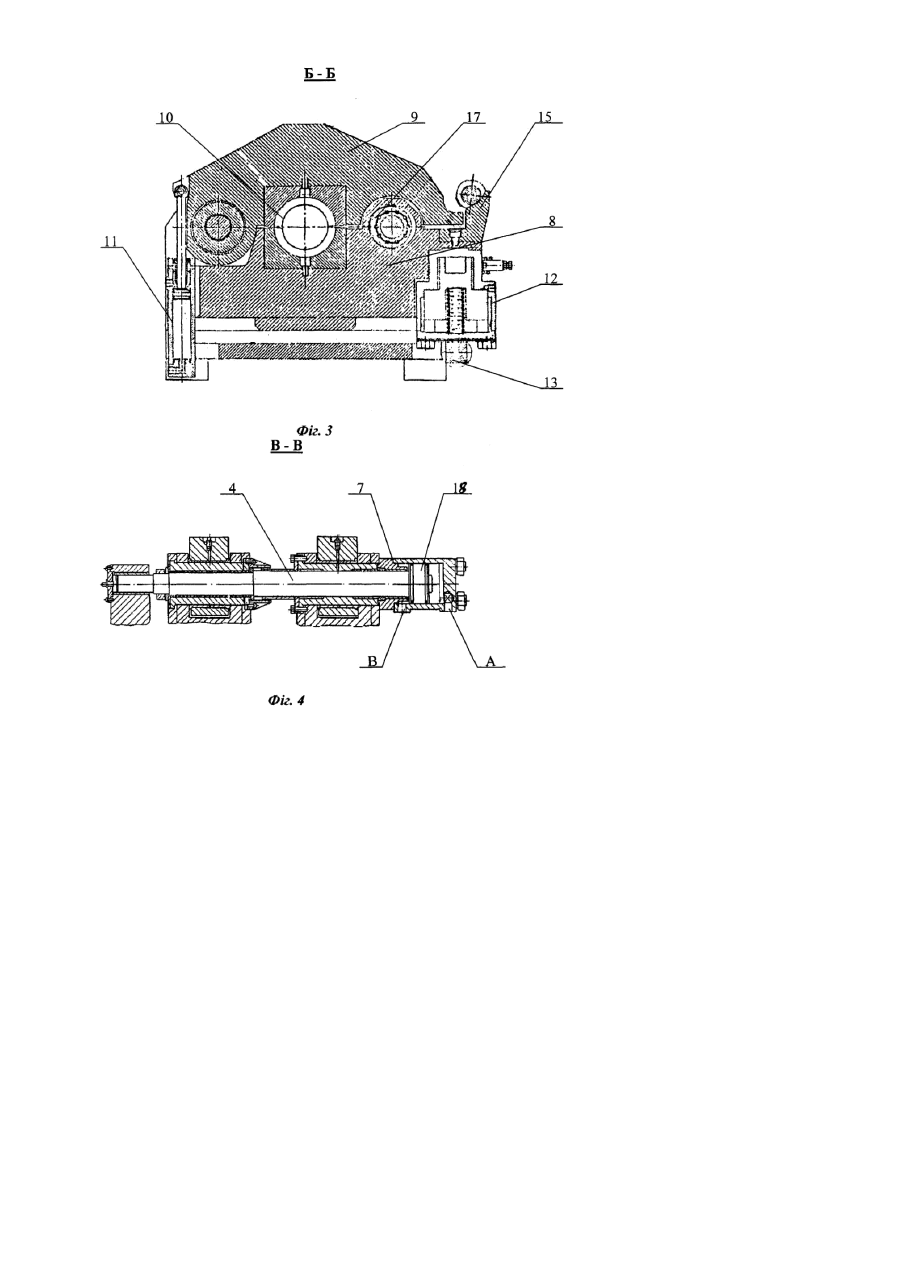
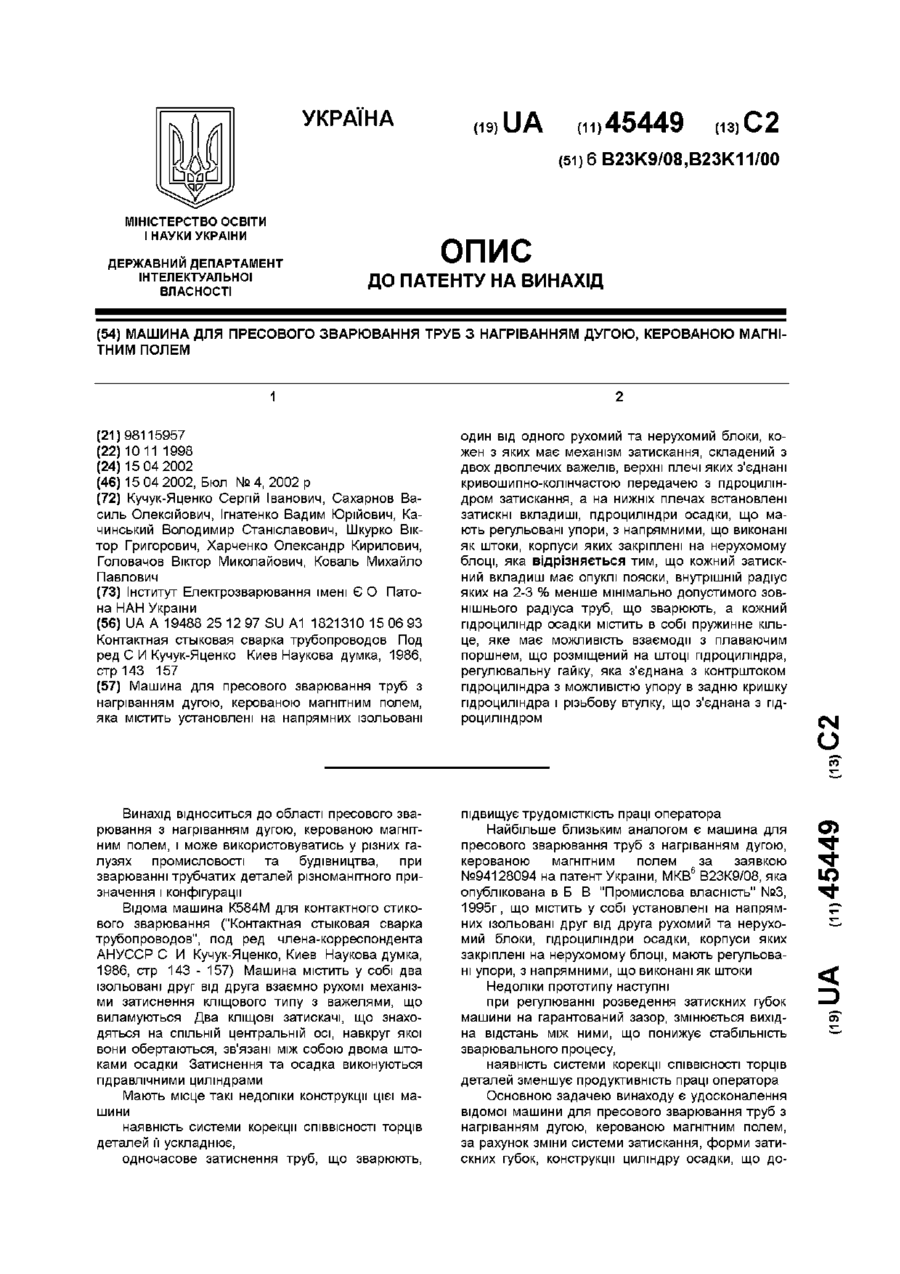
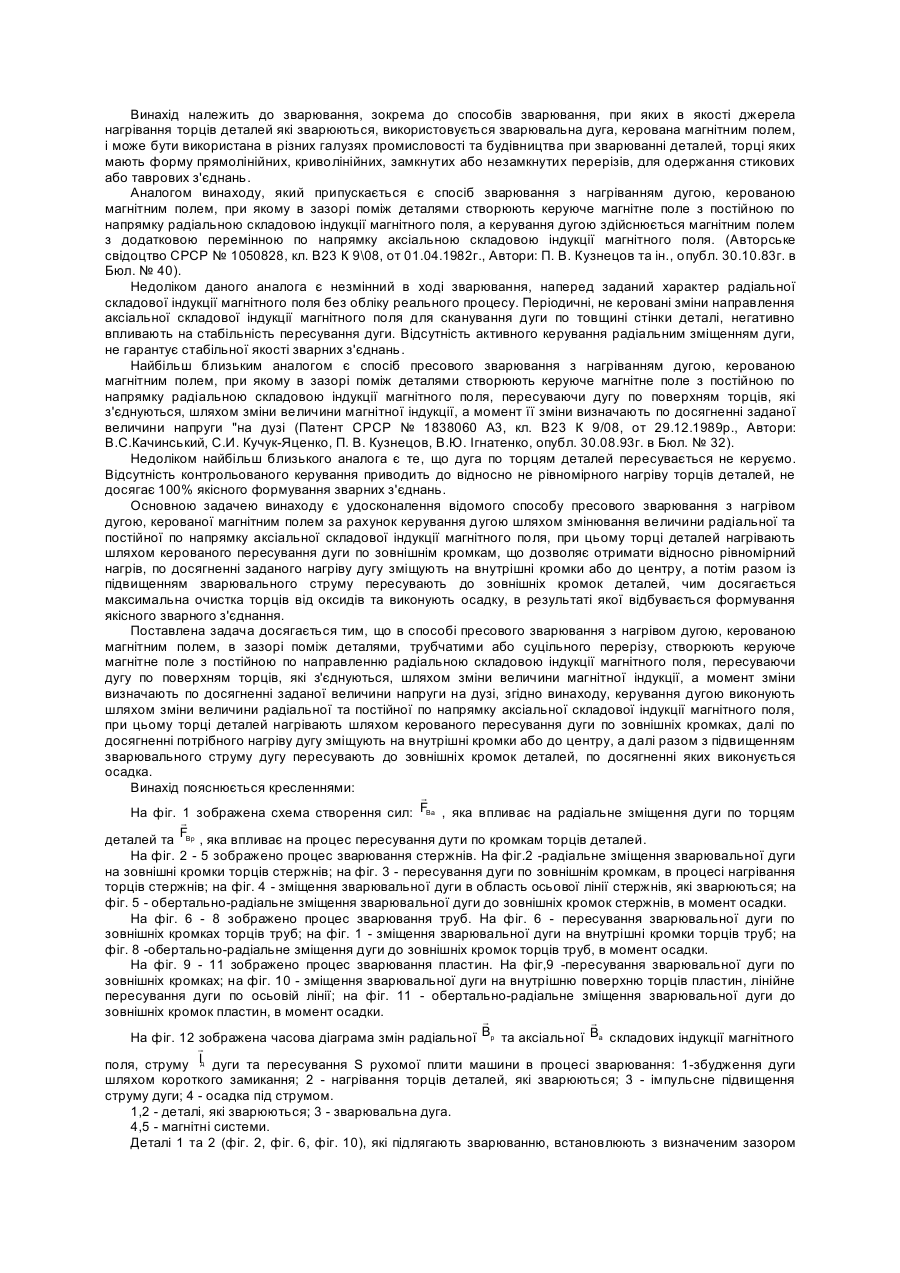
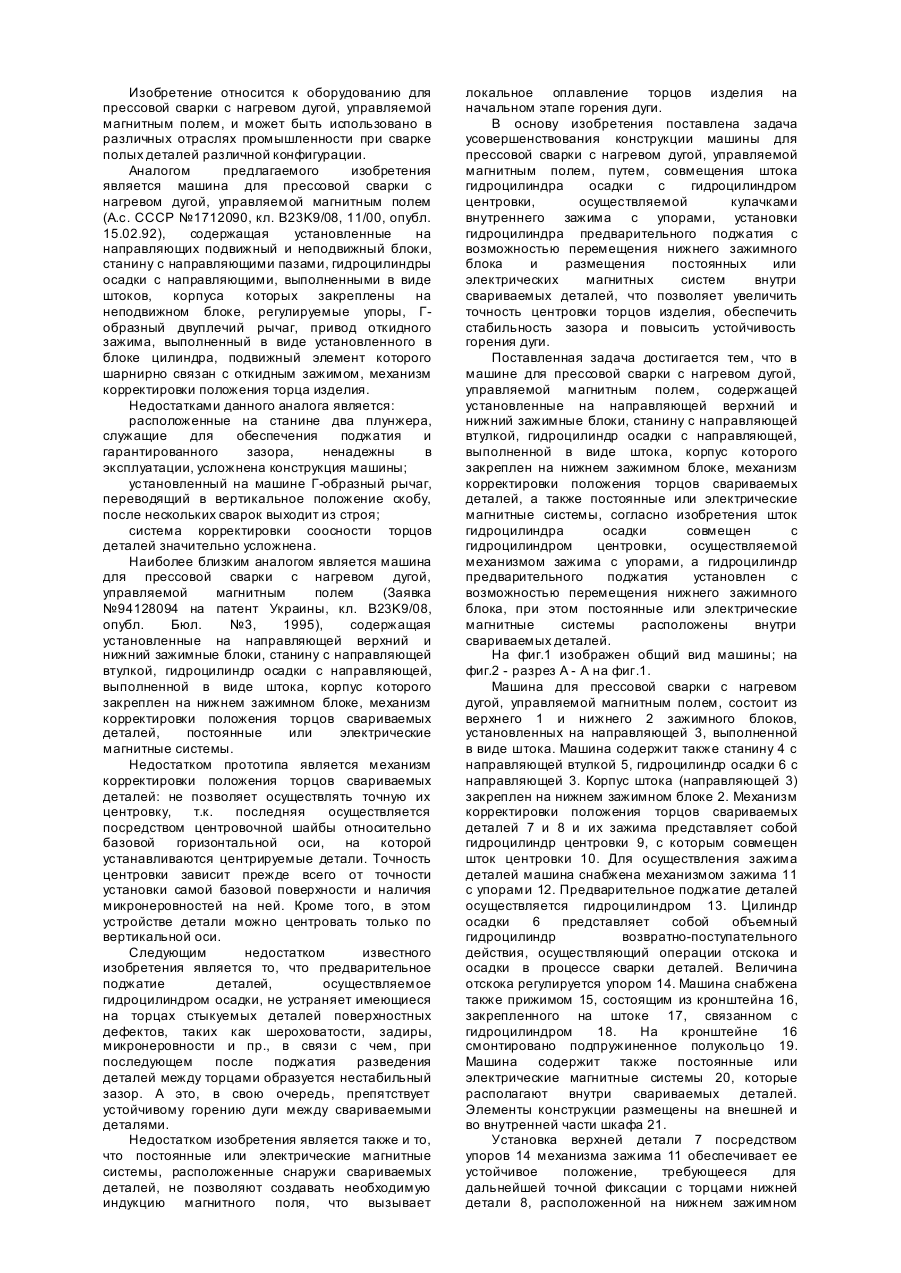
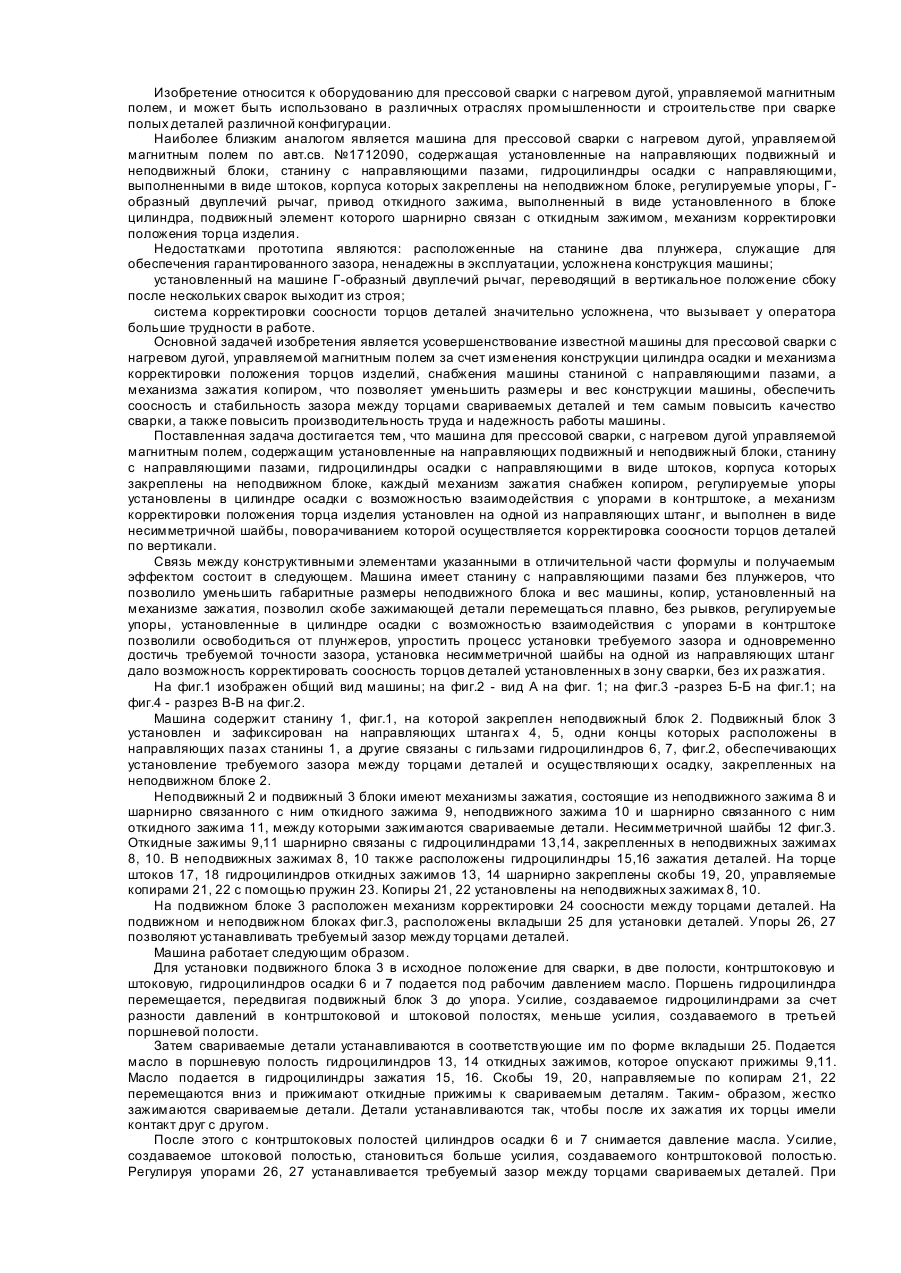
Винахід відноситься до області пресового зварювання труб з нагріванням дугою, керованою магнітним полем, і може знайти застосування у різних галузях промисловості та будівництва, при зварюванні трубчасти х де талей різноманітного призначання та конфігурації, для виконання монтажних і ремонтних робіт. Відома машина для контактного стикового зварювання [а.с. №1207684 від 30.01.1986, Бюл. №4, 1986р., ΜКΒ4 Β23К11/00], яка містить у собі рухомий і нерухомий блоки, що встановлені на напрямних штоках, одним кінцем які закріплені на нерухомому блоці, механізм затиснення з двома шарнірно зв'язаними затискними елементами і гідроциліндрами затиснення, для установлення зазору використовують гайки, за допомогою провертання яких виконують встановлення розміру зазору гідроциліндрами осадки, механізми затиснення мають блочну систему, яка необхідна для накидування на відкидний притискач затискних елементів. Мають місце такі недоліки конструкції цієї машини: - тр удомісткість ручного переміщення оператором відкидного затискувача; - блочна система, яка необхідна для накидування на відкидний притискач затискних елементів ненадійна в експлуатації; - недостатня жорсткість машини при зварюванні довгомірних виробів у зв'язку з консольним розміщенням рухомого блоку відносно нерухомого; - складність конструкції, що забезпечує зазор між торцями деталей, а також складність обслуговування цього механізма. Відома машина для пресового зварювання з нагріванням дугою, керованою магнітним полем [а.с. №1712090 від 15.02.1992, Бюл. №6, 1992р., МКВ 5 В23К9/08, 11/00], яка містить встановлені на напрямних рухомий та нерухомий блоки, станину з напрямними пазами, гідроциліндри осадки з напрямними, що виконані у вигляді штоків, корпуси яких закріплені на нерухомому блоці, регульовані упори, Г-образний двоплечовий важель, привод відкідного затискувача, який виконай у вигляді встановленого в блоці циліндра, рухомий елемент якого шарнірно зв'язан з відкидним затискувачем. Недоліки машини наступні: - розміщенні на станині два плунжери, які служать для забезпечення гарантованного зазору, ненадійні в експлуатації і ускладнюють конструкцію машини; - встановлений на машині Г-образний двоплечовий важель, який переводить у вертикальне положення скобу, після декількох зварювань виходить з ладу. Найбільш близьким аналогом, який вибрано за прототип, є машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем [патент України №19488 від 25.12.1997, Бюл.№6, 1997р., МКВ6 В23К9/08), яка містить встановлені на напрямних рухомий та нерухомий блоки, станину з напрямними пазами, гідроциліндри осадки з напрямними, що виконані у вигляді штоків, корпуси яких закріплені на нерухомому блоці, регульовані упори встановлені в циліндрах осадки, які мають можливість взаємодії з упорами в контрштоці, кожен механізм затиснення обладнай копіром, привод відкідного затискувача, який виконай у вигляді встановленого в блоці циліндра, рухомий елемент якого шарнірно зв'язан з відкидним затискувачем. Недолік прототипу у тому, що встановлені регульовані упори в циліндрі осадки які мають можливість взаємодії з упорами в контрштоці, ускладнюють конструкцію машини. В основу винаходу поставлено задачу створення зручної, дешевої у виготовлені, легкої в експлуатації, економічної, з малими енерговитратами, машини для пресового зварювання труб з нагріванням дугою, керованою магнітним полем для зварювання трубчастих деталей у різних галузях промисловості та будівництва. Надана задача досягається тим, що машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем, містить встановлені на напрямних рухомий та нерухомий блоки, станину з напрямними пазами, гідроциліндри осадки з напрямними, що виконані у вигляді штоків, корпуси яких закріплені на нерухомому блоці, кожен механізм затиснення обладнай копіром, привод відкідного затискувача виконай у вигляді встановленого в блоці циліндра, рухомий елемент якого шарнірно зв'язан з відкидним затискувачем, механізм корегування положення торців деталей, що зварюють, який встановлено на одній з напрямних, а гідроциліндри осадки зроблені, як циліндри двосторонньої дії з одностороннім штоком. Винахід пояснюється наступними кресленнями: - на Фіг.1 зображено загальний вигляд машини; - на Фіг.2 - вид А Фіг.1; - на Фіг.3 - розріз Б-Б Фіг. 1; - на Фіг.4 - розріз В-В Фіг.2. Машина має станину 1, на якій закріплено нерухомий блок 2. Рухомий блок 3 встановлений та зафіксований на напрямних штанга х 4, 5, одні кінці яких розташованів напрямних пазах станини 1, а другі зв'язані з гильзами гидроциліндрів осадки 6, 7, які закріплені на нерухомому блоку 2. Нерухомий 2 та рухомий 3 блоки мають механізми затиснення, які складаються з нерухомого затискувача 8 і шарнірно зв'язаного з ним відкидного затискувача 9, між якими затискуються деталі, які зварюють 10. Відкидний затискувач 9 шарнірно зв'язаний з гидроциліндром 11, який закріплений в нерухомому затискувачі 8. У нерухомому затискувачі 8 розташовані гідроциліндри 12 затиснення деталей. На торцях штока 13 гидроциліндра 12 затиснення шарнірно закріплена скоба 14, якою керує копір 15 за допомогою пружин 16. Копір 15 встановлено на нерухомих затискувачах 8. На нерухомому блоку 3 розміщено механізм корегування торців деталей 17. Машина робить наступним чином. Машина діє наступним чином. Щоб виставити рухомий 3 та нерухомий 2 блоки у вихідний стан, у порожнину А гідроциліндрів осадки 7 подають масло під робочим тиском, а порожнину В з'єдн ують зі зливом. Поршень 18 переміщується до свого упору в корпус циліндра 7. Труби 10, що зварюють, встановлюють з зазором в нерухомі затискувачі 8. В поршневу порожнину гідроциліндра 11 подають масло, щоб опустити відкидний затискувач 9. Потім масло подають в гідроциліндр затиснення 12. Скоба 14, якій надає напрям копір 15, переміщується донизу і притискує відкидні затискувачі до деталей, які зварюють. Таким чином деталі міцно затиснені. Надалі, порожнини А гідроциліндрів осадки 7 з'єднують зі зливом, а у порожнини В подають масло під робочим тиском. Труби, що зварюють, переміщуються до упору однієї в другу. З'єднав порожнину В зі зливом та подав масло у порожнину А виконують розведення деталей і забезпечують стійке горіння дуги між їх торцями. Подав масло під робочим тиском у порожнину В та з'єднав порожнину А зі зливом виконують процес осадки деталей, що з'єдн ують. Після зварювання скидають тиск масла в гіроциліндрі 12 і скоба 14 переміщується у вихідний стан. Далі подають масло у штокову порожнину гідроциліндра 11 і підіймають відкидний затискувач 9. Машина підготовлена до нового зварювального циклу. Для встановлення співвісності деталей, що зварюють, використовують механізм корегування 17, який робить наступним чином. Рухомий блок 3 встановлено на напрямних штангах 4, 5 і з напрямною штангою 5 він зв'язано механізмом корегування 17, який виготовлено у вигляді несиметричної шайби. Повертанням несиметричної шайби корегують співвісність деталей по вертикалі. Використання машини в різних галузях промисловості дозволить підвищити продуктивність праці оператора та зменшити вартість високоякісних зварних з'єднань за рахунок спрощення механізму встановлення дугового зазору і осадки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for pressure welding of tubes with heating by arc controlled by magnetic field
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Kachynskyi Volodymyr Stanislavovych, Andriienko Fedir Oleksandrovych, Ihnatenko Vadym Yuriiovych, Shkurko Viktor Hryhoriiovych
Назва патенту російськоюМашина для прессовой сварки труб с нагреванием дугой, управляемой магнитным полем
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Качинский Владимир Станиславович, Андриенко Федор Александрович, Игнатенко Вадим Юрьевич, Шкурко Виктор Григорьевич
МПК / Мітки
МПК: B23K 9/08
Мітки: дугою, зварювання, пресового, нагріванням, полем, труб, магнітним, керованою, машина
Код посилання
<a href="https://ua.patents.su/3-73809-mashina-dlya-presovogo-zvaryuvannya-trub-z-nagrivannyam-dugoyu-kerovanoyu-magnitnim-polem.html" target="_blank" rel="follow" title="База патентів України">Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем</a>
Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем
Номер патенту: 45449
Опубліковано: 15.04.2002
Автори: Харченко Олександр Кирилович, Сахарнов Василь Олексійович, Качинський Володимир Станіславович, Головачов Віктор Миколайович, Коваль Михайло Павлович, Ігнатенко Вадим Юрійович, Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08, B23K 11/00
Мітки: пресового, труб, полем, машина, дугою, зварювання, нагріванням, керованою, магнітним
Формула / Реферат:
Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем, яка містить установлені на напрямних ізольовані один від одного рухомий та нерухомий блоки, кожен з яких має механізм затискання, складений з двох двоплечих важелів, верхні плечі яких з'єднані кривошипно-колінчастою передачею з гідроциліндром затискання, а на нижніх плечах встановлені затискні вкладиші, гідроциліндри осадки, що мають регульовані упори, з...
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Ігнатенко Вадим Юрійович, Коваль Михайло Павлович, Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: дугою, зварювання, магнітним, нагріванням, спосіб, полем, пресового, керованою
Формула / Реферат:
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим,...
Машина для пресового зварювання дугою, керованою магнітним полем
Номер патенту: 20241
Опубліковано: 15.07.1997
Автори: Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович, Кривенко Валерій Георгійович, Андрієнко Федір Олександрович, Головченко Сергій Йосипович, Степанченко Василь Андрійович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: магнітним, полем, пресового, дугою, керованою, машина, зварювання
Формула / Реферат:
Машина для прессовой сварки дугой, управляемой магнитным полем, содержащая установленные на направляющей верхний и нижний зажимные блоки, станину с направляющей втулкой, гидроцилиндр осадки с направляющей, выполненной в виде штока, корпус которого закреплен на нижнем зажимном блоке, механизм корректировки положения торцов свариваемых деталей, постоянные или электрические магнитные системы, отличающаяся тем, что шток гидроцилиндра...
Машина для пресового зварювання з нагрівом дугою, керованою магнітним полем
Номер патенту: 19488
Опубліковано: 25.12.1997
Автори: Кривенко Валерій Георгійович, Головченко Сергій Іосипович, Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: пресового, полем, керованою, нагрівом, машина, дугою, зварювання, магнітним
Формула / Реферат:
Машина для прессовой сварки с нагревом дугой, управляемой магнитным полем, содержащая установленные на направляющих подвижный и неподвижный блоки, станину с направляющими пазами, гидроцилиндры осадки с направляющими, выполненными в виде штоков, корпуса которых закреплены на неподвижном блоке, регулируемые упоры, Г-образный двуплечий рычаг, привод откидного зажима, выполненный в виде установленного в блоке цилиндра, подвижный элемент которого...
Спосіб пресового зварювання дугою, керованою магнітним полем
Номер патенту: 46036
Опубліковано: 15.05.2002
Автори: Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович, Коваль Михайло Павлович
МПК: B23K 9/08
Мітки: пресового, спосіб, зварювання, полем, керованою, магнітним, дугою
Формула / Реферат:
Спосіб пресового зварювання дугою, керованою магнітним полем, при якому нагрівають деталі, що зварюються, при цьому визначають момент досягнення деталями необхідної температури нагрівання на торцях деталей, потім збільшують зварювальний струм і виконують осадження, який відрізняється тим, що в процесі нагрівання деталей задають еталонну величину напруги на зварювальній дузі між торцями деталей, які зварюються, відповідну оптимальному...
Попередній патент: Спосіб регенерації алмазного інструмента
Наступний патент: Спосіб одержання похідних тіазолу, які мають пестицидну активність
Випадковий патент: Розпушувач ґрунту