Спосіб вилучення індію зі сплаву індій-олово та пристрій для його реалізації
Номер патенту: 79019
Опубліковано: 10.05.2007
Автори: Козін Валентин Хомич, Козін Роман Валентинович, Омельчук Анатолій Опанасович
Формула / Реферат
1. Спосіб вилучення і рафінування індію зі сплаву індій-олово, що включає електроліз з електродами, катодом і анодом, який відрізняється тим, що вилучення і рафінування індію здійснюють в багатоелектродному біполярному електролізері, в якому електроди розділено композитним твердофазним електролітом на основі β-глинозему та тетрахлоріндату індію.
2. Спосіб по п. 1, який відрізняється тим, що вилучення і рафінування ведуть в композиційному твердофазному електроліті наступного складу, мас.%:
тетрахлоріндат індію 15-35
β-глинозем 65-85.
3. Пристрій для вилучення і рафінування індію, який відрізняється тим, що корпус містить біполярні електроди та катод і анод, поверхні яких паралельні одна одній, рівні за величиною, а міжелектродні відстані розділені між собою твердофазним електролітом.
Текст
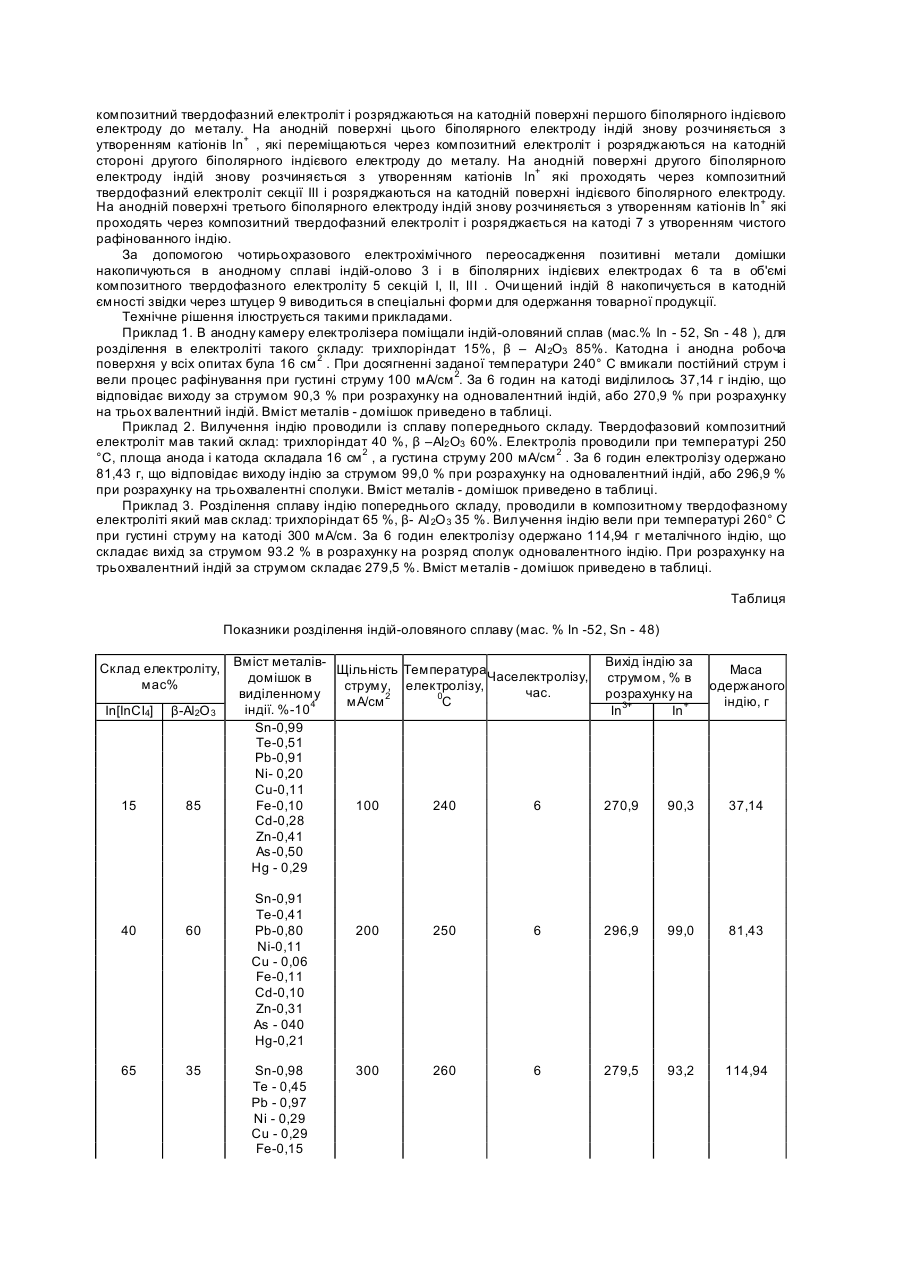
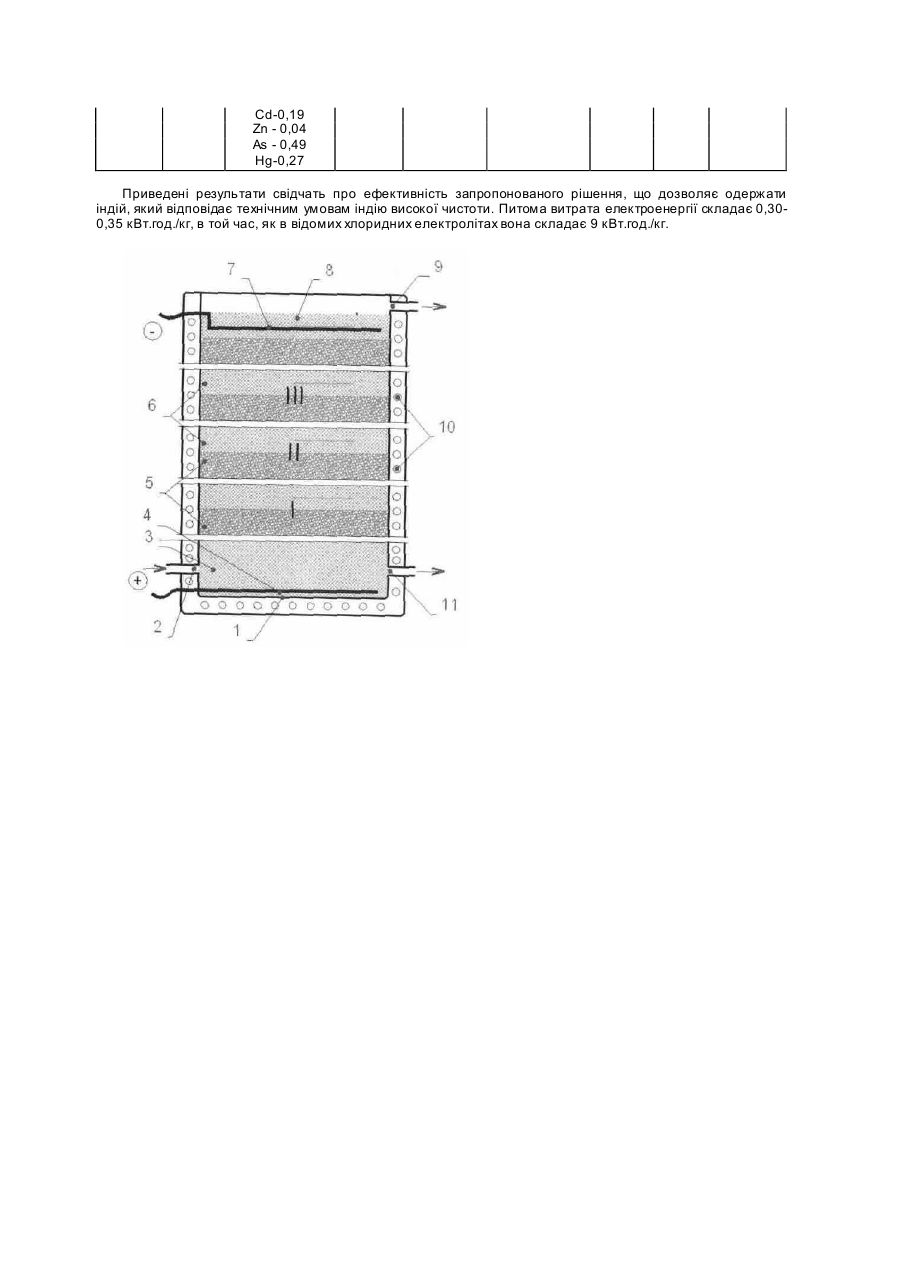
Спосіб відноситься до галузі металургії рідких і розсіяних металів, зокрема до технології розділення сплаву індій олово на поставні компоненти. Широкий спектр сплавів на основі індію застосовуються в радіотелевізійній та напівпровідниковій промисловості для виготовлення прокатно-тягнутих виробів, припоїв, фольги, покриття металів сплавом індій-олово. Технологічний відпрацьований сплав індій-олово, а також технологічний індій, що застосовується в різних галузях виробництв можуть підлягати розділенню на складові компоненти. Переробці підлягали індій-оловяні сплави ПоИн-58, які містять в мас.% In –58, Sn – 48. Відомі способи по розділенню індію та олова основані на їх фізико-хімічних властивостях. Метод електрохімічного (амальгамного) розділення індію та олова, оснований на анодному окисленні індієвооловяної амальгами в сильно кислих солянокислих електролітах [1,2]. Недоліками відомих способів є токсичність ртуті і повторний електроліз для відділення слідів ртуті з послідуючим вакуумним випарюванням при температурі 900-1000°С на протязі довгого часу. Найбільш близьким по технічній суті та досягненням результату є спосіб відділення олова зонною плавкою його низших хлоридів [3]. Цей спосіб прийнятий за прототип. Запропонований спосіб включає синтез сполук Іn2СІ3, ІП4СІ7 і евтектики ІпСІз з ІП4СІ7, очистку сполук проводять зонною плавкою з послідуючим електролітичним відділенням індію в хлоридному електроліті. Спосіб має ряд суттєви х недоліків: тривалий і складний процес синтезу сполук ІпзСІз, Іn4СІ7 (інертне середовище, висока температура 500-700°С . Зонна очистка проводилась зі швидкістю переміщення зони 2 см/год при ширині 20 мм і температурі 350°С. Зонна очистка вимагає 15-20 проходів через зону розплавлення-кристалізації, що приводить до великих енергозатрат і потребує складного технічного обладнання. Запропонований спосіб малопродуктивний, так як виконується в ампульних реакторах малих розмірів. Запропоноване технічне рішення розділення індій-оловяного сплаву здійснюється електрохімічним методом з застосуванням композитного твердофазного електроліту Іn[ІnСІ4]+β-АІ2O 3 при таких співвідношеннях компонентів, мас.% тетрахлоріндату - 15-35β- глинозем (АІ 2О3) -65-85. Розділення здійснюються в електролізері з індієвими біполярними електродами, які відділяються від аноду і катоду композитним твердофазним електролітом. А в секціях І, II, III індієві біполярні електроди контакту ються також з композитними твердофазними електролітами. Через композитний твердофазний електроліт здійснюється процес розділення індію від олова, шляхом селективного розчинення індію і його рафінування з біполярними індієвими електродами. Метою те хнічного рішення, що пропонується є селективне розділення індію від олова, зменшення переносу металів-домішок з аноду на катод і питомих витрат електроенергії та електроліту при високому виході індію за струмом. Поставлена задача досягається за рахунок того, що селективне розчинення індію проводять через композитний твердофазний електроліт розплавленого тетрахлоріндату та β-глинозему в електролізері з індієвими біполярними електродами. Твердофазний композитний електроліт розділяє анод від біполярного індієвого електроду і біполярного електроду від катоду. Експериментальне встановлено, що при зміні складу композитного твердофазного електроліту можна впливати на рівноважний потенціал сплаву індій-олово і металів-домішок, а також в цілому на процес розділення індію від олова. Композитний твердофазний електроліт приведеного складу при тривалій роботі електролізера забезпечує найбільш сталі показники. Застосування композитного твердофазового електроліту збільшує концентрацію носіїв заряду ln+ навколо частинок β-Al2O3, що приводить до підвищення провідності електроліту. Для здійснення високого ступеню рафінування одержаного індію пропонується секційний електролізер з трьома індієвими біполярними електродами, та композитним електролітом, що розділяє анод і катод індієвих біполярних електродів. У третій секції протікають аналогічні процеси, як і в другій. При розділенні сплаву індій-олово індій розчиняється, так як має негативний потенціал, а олово має позитивний потенціал і не впливає на анодний процес. В подальшому при рафінуванні індію метали домішки, що мають більш позитивний потенціал концентруються на аноді і на біполярних індієвих електродах, а метали домішки, які мають більш негативний потенціал, -концентруються в електроліті. Високий вихід індію за струмом досягається за допомогою композитного твердофазового електроліту, до складу якого входять катіони одновалентного індію, що розряджаються на катоді і біполярних індієвих електродах. Електрохімічний еквівалент одновалентного індію становить 4,28 г/А-ч, що в три разі більше за електрохімічний еквівалент тривалентного індію. Для реалізації способу запропоновано електроліз з біполярними електродами принципова схема якого приведена на малюнку. Електролізер складається із корпусу 1, в якому є вхідний патрубок 2 для вводу початкового індій-оловяного сплаву 3 і аноду 4. Зверху поміщають три секції І, II, III в яких розміщено композитний твердофазний електроліт 5 і біполярні індієві електроди 6. Зверху третьої секції також розміщається композитний твердофазний електроліт. На катоді 7 накопичується чистий рафінований індій 8, який через штуцер 9 поступає в ізложниці. По всьому периметру електролізеру розташовані обігрівачі 10. Патрубок 11 забезпечує вивід рафінованого олова з електролізера. Електролізер працює таким чином: в розігрітий до заданої температури корпус поміщають сплав індійолово, зверху розміщують три секції, в яких чергуються композитний твердофазний електроліт 5 і біполярні індієві електроди 6. На поверхню індієвого біполярного електроду поміщають композитний твердофазний електроліт, над яким встановлюють катод 7. При пропусканні постійного струму, металічний індій зі сплаву індій-олово розчиняється на основному аноді з утворенням катіонів ln+ , які переносяться через композитний твердофазний електроліт і розряджаються на катодній поверхні першого біполярного індієвого електроду до металу. На анодній поверхні цього біполярного електроду індій знову розчиняється з утворенням катіонів ln+ , які переміщаються через композитний електроліт і розряджаються на катодній стороні другого біполярного індієвого електроду до металу. На анодній поверхні другого біполярного електроду індій знову розчиняється з утворенням катіонів ln+ які проходять через композитний твердофазний електроліт секції III і розряджаються на катодній поверхні індієвого біполярного електроду. На анодній поверхні третього біполярного електроду індій знову розчиняється з утворенням катіонів ln+ які проходять через композитний твердофазний електроліт і розряджається на катоді 7 з утворенням чистого рафінованного індію. За допомогою чотирьохразового електрохімічного переосадження позитивні метали домішки накопичуються в анодному сплаві індій-олово 3 і в біполярних індієвих електродах 6 та в об'ємі композитного твердофазного електроліту 5 секцій І, II, III . Очи щений індій 8 накопичується в катодній ємності звідки через штуцер 9 виводиться в спеціальні форми для одержання товарної продукції. Технічне рішення ілюструється такими прикладами. Приклад 1. В анодну камеру електролізера поміщали індій-оловяний сплав (мас.% In - 52, Sn - 48 ), для розділення в електроліті такого складу: трихлоріндат 15%, β – АІ 2О3 85%. Катодна і анодна робоча поверхня у всіх опитах була 16 см 2 . При досягненні заданої температури 240° С вмикали постійний струм і вели процес рафінування при густині струму 100 мА/см 2. За 6 годин на катоді виділилось 37,14 г індію, що відповідає виходу за струмом 90,3 % при розрахунку на одновалентний індій, або 270,9 % при розрахунку на трьох валентний індій. Вміст металів - домішок приведено в таблиці. Приклад 2. Вилучення індію проводили із сплаву попереднього складу. Твердофазовий композитний електроліт мав такий склад: трихлоріндат 40 %, β –АІ2 О3 60%. Електроліз проводили при температурі 250 °С, площа анода і катода складала 16 см 2 , а густина струму 200 мА/см 2 . За 6 годин електролізу одержано 81,43 г, що відповідає виходу індію за струмом 99,0 % при розрахунку на одновалентний індій, або 296,9 % при розрахунку на трьохвалентні сполуки. Вміст металів - домішок приведено в таблиці. Приклад 3. Розділення сплаву індію попереднього складу, проводили в композитному твердофазному електроліті який мав склад: трихлоріндат 65 %, β- АІ 2О 3 35 %. Вилучення індію вели при температурі 260° С при густині струму на катоді 300 мА/см. За 6 годин електролізу одержано 114,94 г металічного індію, що складає вихід за струмом 93.2 % в розрахунку на розряд сполук одновалентного індію. При розрахунку на трьохвалентний індій за струмом складає 279,5 %. Вміст металів - домішок приведено в таблиці. Таблиця Показники розділення індій-оловяного сплаву (мас. % In -52, Sn - 48) Склад електроліту, Вміст металів- Щільність Температура Часелектролізу, домішок в мас% струму, електролізу, час. виділенному 2 0 мА/см С індії. %-10 4 Іn[ІnСІ4] β-Аl2O 3 Sn-0,99 Те-0,51 Pb-0,91 Ni- 0,20 Сu-0,11 15 85 Fe-0,10 100 240 6 Cd-0,28 Zn-0,41 As-0,50 Hg - 0,29 40 60 65 35 Sn-0,91 Те-0,41 Pb-0,80 Ni-0,11 Сu - 0,06 Fe-0,11 Cd-0,10 Zn-0,31 As - 040 Hg-0,21 Sn-0,98 Те - 0,45 Pb - 0,97 Ni - 0,29 Сu - 0,29 Fe-0,15 Вихід індію за струмом, % в розрахунку на In3+ In+ Маса одержаного індію, г 270,9 90,3 37,14 200 250 6 296,9 99,0 81,43 300 260 6 279,5 93,2 114,94 Cd-0,19 Zn - 0,04 As - 0,49 Hg-0,27 Приведені результати свідчать про ефективність запропонованого рішення, що дозволяє одержати індій, який відповідає технічним умовам індію високої чистоти. Питома витрата електроенергії складає 0,300,35 кВт.год./кг, в той час, як в відомих хлоридних електролітах вона складає 9 кВт.год./кг.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for indium extraction from indium-tin alloy and device for realization the same
Автори англійськоюKozin Valentyn Khomych, Omelchuk Anatolii Opanasovych, Kozin Roman Valentynovych
Назва патенту російськоюСпособ извлечения индия из сплава индий-олово и устройство для его реализации
Автори російськоюКозин Валентин Хомич, Омельчук Анатолий Афанасьевич, Козин Роман Валентинович
МПК / Мітки
МПК: C22B 58/00
Мітки: спосіб, вилучення, сплаву, індію, індій-олово, пристрій, реалізації
Код посилання
<a href="https://ua.patents.su/3-79019-sposib-viluchennya-indiyu-zi-splavu-indijj-olovo-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб вилучення індію зі сплаву індій-олово та пристрій для його реалізації</a>
Спосіб розділення технологічного сплаву індій-галій-олово і прилад для його здійснення
Номер патенту: 22248
Опубліковано: 30.06.1998
Автори: Козін Валентин Хомич, Іванова Катерина Георгієвна, Шкроб Ігор Георгієвич, Вінник Валерій Михайлович, Омельчук Анатолій Опанасович
МПК: C22B 58/00
Мітки: технологічного, прилад, здійснення, сплаву, індій-галій-олово, розділення, спосіб
Формула / Реферат:
1. Способ разделения технологического сплава индий-галлий-олово, включающий электролиз в расплавленных гaлогенидных, электролитах, отличающийся тем, что электролиз ведут в расплавленной смеси галогенидов одновалентного индия, посредством биполярных электродов.2 Способ поп. 1, отличающийся тем, что электролиз ведут в электролите, имеющем следующий состав, мас.%;Бромид индия (I) 60-90Хлорид индия (I) ...
Комплексний електроліт для осадження сплаву олово-свинець
Номер патенту: 23860
Опубліковано: 31.08.1998
Автори: Глядіна Надія Олексіївна, Філіна Ірина Арсентівна, Тарасенко Володимир Миколайович, Пашинський Леонід Миколайович, Афонін Олександр Васильович, Стрільчук Людмила Василівна, Калуш Олександр Захарович, Шуляр Галина Степанівна, Гасьмаєв Віктор Корнійович, Свиридович Олександр Микитович
МПК: C25D 3/56
Мітки: олово-свинець, електроліт, сплаву, осадження, комплексний
Формула / Реферат:
Комплексний електроліт для осадження сплаву олово-свинець, який містить сполуки свинцю Pb2+ та олова Sn2+, який відрізняється тим, що як комплексоутворювач використовують хлорид-іони при такому співвідношенні компонентів:Сполуки Sn2+ 7,5-32 г/л (в перерахунку на метал)Сполуки Рb2+ 8,5-35 г/л...
Спосіб рафінування галію і пристрій для його реалізації
Номер патенту: 45105
Опубліковано: 15.03.2002
Автори: Омельчук Анатолій Опанасович, Козін Валентин Хомич
МПК: C22B 58/00
Мітки: пристрій, галію, спосіб, рафінування, реалізації
Формула / Реферат:
1. Спосіб рафінування галію, що включає електроліз в розплавлених електролітах в електролізерах з біполярними електродами, який відрізняється тим, що рафінування ведуть в гетерофазній суміші розплавленого дихлориду галію та b-глинозему, а біполярні електроди відділяються від композиційного електроліту діафрагмами.2. Спосіб по п. 1, який відрізняється тим, що рафінування ведуть в електролітній суміші такого складу, мас. % ...
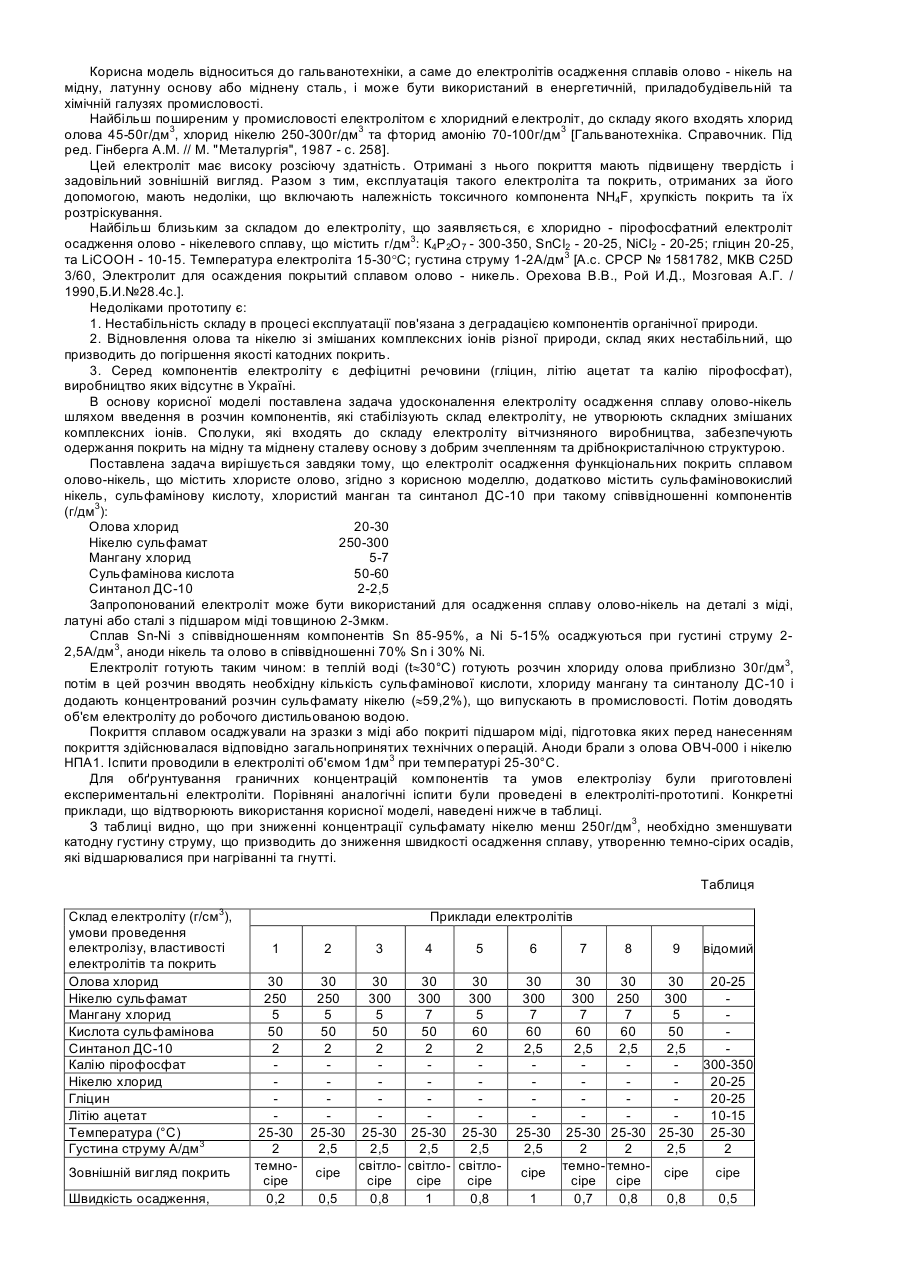
Електроліт осадження функціональних покриттів сплавом олово-нікель
Номер патенту: 22594
Опубліковано: 25.04.2007
Автори: Бобков Дмитро Валерійович, Байрачний Борис Іванович, Зюбанова Світлана Івановна
МПК: C25D 3/56
Мітки: електроліт, осадження, олово-нікель, функціональних, покриттів, сплавом
Формула / Реферат:
Електроліт осадження функціональних покриттів сплавом олово-нікель, що містить хлорид олова, який відрізняється тим, що він додатково містить сульфамат нікелю, сульфамінову кислоту, хлорид мангану та синтанол ДС-10 при такому співвідношенні компонентів (г/дм3): олова хлорид 20-30 нікелю сульфамат 250-300 мангану хлорид 5-7 ...
Спосіб вилучення рідких нафтопродуктів з поверхні грунтових вод і система для його реалізації
Номер патенту: 56538
Опубліковано: 15.10.2004
Автор: Петік В’ячеслав Олексійович
МПК: E21B 43/00, E02D 19/00, C02F 1/00, F04D 15/00
Мітки: вилучення, поверхні, вод, нафтопродуктів, рідких, реалізації, система, грунтових, спосіб
Формула / Реферат:
Спосіб вирощування лікарських рослин, що включає намочування насіння в водному розчині, який постійно насичують киснем відрізняється тим, що на базі високоефективного способу передпосівної підготовки насіння додатково використовується барботування насіння шавлії лікарської в середовищі води стиснутим повітрям.
Попередній патент: Рутенієвий комплекс та спосіб його одержання, проміжна сполука та спосіб її одержання, спосіб проведення реакцій метатезису та замикання циклу
Наступний патент: Спосіб виготовлення теплообмінника
Випадковий патент: Спосіб виробництва м'ясних паштетів