Нероз`ємна заморожена модель
Номер патенту: 83882
Опубліковано: 26.08.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Формула / Реферат
1. Нероз'ємна заморожена модель, яка складається з льоду і наповнювача, оточених крижаною оболонкою, котра має форму виробу, яка відрізняється тим, що як наповнювач використовують заморожену водно-газову піну або газ, подаваний додатково до прес-форми перед заморожуванням моделі.
2. Модель за п. 1, яка відрізняється тим, що використовують крижану оболонку товщиною ![]() , що визначають за залежністю:
, що визначають за залежністю:
![]() ,
,
де ![]() - радіус найменшого описаного кола, в яке поміщається модель при виді зверху при формуванні, м;
- радіус найменшого описаного кола, в яке поміщається модель при виді зверху при формуванні, м;
![]() - коефіцієнт Пуассона для льоду;
- коефіцієнт Пуассона для льоду;
![]() - питома вага формувальної суміші, Н/м2;
- питома вага формувальної суміші, Н/м2;
![]() - висота шару суміші над моделлю, м;
- висота шару суміші над моделлю, м;
![]() - міцність льоду при вигині, Па.
- міцність льоду при вигині, Па.
Текст
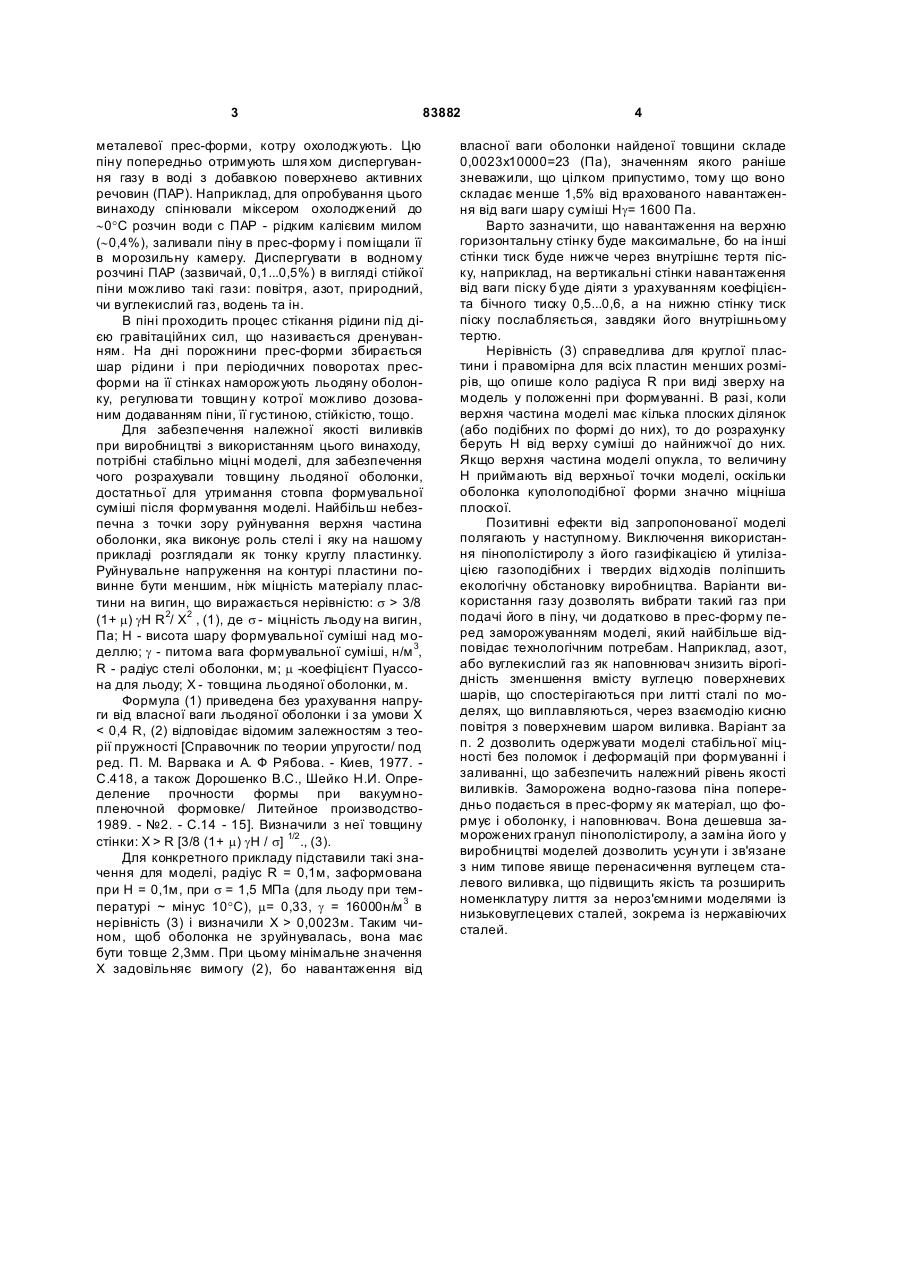
1. Нероз'ємна заморожена модель, яка складається з льоду і наповнювача, оточених крижаною оболонкою, котра має форму виробу, яка відрізняється тим, що як наповнювач використовують заморожену водно-газову піну або газ, подаваний додатково до прес-форми перед заморожуванням моделі. 2. Модель за п. 1, яка відрізняється тим, що використовують крижану оболонку товщиною X , що визначають за залежністю: Винахід відноситься до ливарного виробництва, зокрема до моделей з наповнювачем, що газифікується, для виготовлення ливарних форм. Відома нероз'ємна модель, що складається з льоду та наповнювача, оточених льодяною оболонкою [Акцептована заявка Японії № 48-965, МПК11А231, опубл. 1973]. Застосування наповнювача, як окремого матеріалу, що поміщається в матеріал оболонки, ускладнює процес виготовлення моделі і збільшує працевитрати. Найбільш близькою за технічною сутністю та ефектом, що досягається, являється нероз'ємна заморожена модель, що складається з льоду та наповнювача, оточених льодяною оболонкою [Авторське свідоцтва CPCP №112108, МПК В22С7/00, опубл. 1984]. Цій моделі притаманні ті ж недоліки, що й пінополістирольним моделям, а саме, забруднююча дія продуктів її газифікації на оточуюче середовище. Тому заміна їх на такі, продуктами деструкції в формі котрих є вода, чи переважно вода, якими є льодяні моделі, екологічно оправдана. Задача винаходу - підвищення екологічної безпеки, здешевлення процесу виготовлення та підвищення якості виливків. Поставлена задача досягається тим, що в нероз'ємній моделі, що складається з льоду та напо внювача, оточених льодяною оболонкою, котра має форму виробу, згідно з винаходом, як наповнювач, використовують заморожену водно-газову піну або газ. Крім того, згідно з винаходом, використовують льодяну оболонку товщиною X, м, котру визначають за математичною залежністю: Х > R [3/8 (1+ m) gН / s] ½, де R - радіус найменшого описаного кола, в яке поміщається модель при виді зверху при формовці, м; m - коефіцієнт Пуассона для льоду; g - питома вага формувальної суміші, н/м 2; H - висота шару формувальної суміші над моделлю, м; s - міцність льоду на вигин, Па. На Фіг.1 при виді зверху показана заморожена модель, наприклад, круглої плоскої деталі радіуса R, на Фіг.2 - ця ж модель засипана формувальною сумішшю в формі. Модель складається з льодяної оболонки 1, внутрішня порожнина котрої згідно з одним варіантом винаходу містить заморожену водно-газову піну 2, у випадку застосування в якості газу повітря, цю піну називають пінольодом. При формовці модель розміщують, наприклад, горизонтальною плоскою поверхнею догори та формують шля хом засипання формувальною сумішшю 3 з шаром над моделлю заввишки H. Модель отримують, наприклад, пошаровим намороженням водяної піни на стінках порожнини (19) UA (11) 83882 (13) C2 X > R[3 / 8(1+ m)gH / s]1/ 2 , де R - радіус найменшого описаного кола, в яке поміщається модель при виді зверху при формуванні, м; m - коефіцієнт Пуассона для льоду; 2 g - питома вага формувальної суміші, Н/м ; H - висота шару суміші над моделлю, м; s - міцність льоду при вигині, Па. 3 83882 металевої прес-форми, котру охолоджують. Цю піну попередньо отримують шля хом диспергування газу в воді з добавкою поверхнево активних речовин (ПАР). Наприклад, для опробування цього винаходу спінювали міксером охолоджений до ~0°C розчин води с ПАР - рідким калієвим милом (~0,4%), заливали піну в прес-форму і поміщали її в морозильну камеру. Диспергувати в водному розчині ПАР (зазвичай, 0,1...0,5%) в вигляді стійкої піни можливо такі гази: повітря, азот, природний, чи вуглекислий газ, водень та ін. В піні проходить процес стікання рідини під дією гравітаційних сил, що називається дренуванням. На дні порожнини прес-форми збирається шар рідини і при періодичних поворотах пресформи на її стінках наморожують льодяну оболонку, регулюва ти товщин у котрої можливо дозованим додаванням піни, її густиною, стійкістю, тощо. Для забезпечення належної якості виливків при виробництві з використанням цього винаходу, потрібні стабільно міцні моделі, для забезпечення чого розрахували товщину льодяної оболонки, достатньої для утримання стовпа формувальної суміші після формування моделі. Найбільш небезпечна з точки зору руйнування верхня частина оболонки, яка виконує роль стелі і яку на нашому прикладі розглядали як тонку круглу пластинку. Руйнувальне напруження на контурі пластини повинне бути меншим, ніж міцність матеріалу пластини на вигин, що виражається нерівністю: s > 3/8 (1+ m) gН R2/ X2 , (1), де s - міцність льоду на вигин, Па; H - висота шару формувальної суміші над моделлю; g - питома вага формувальної суміші, н/м 3, R - радіус стелі оболонки, м; m -коефіцієнт Пуассона для льоду; X - товщина льодяної оболонки, м. Формула (1) приведена без урахування напруги від власної ваги льодяної оболонки і за умови X R [3/8 (1+ m) gН / s] 1/2 ., (3). Для конкретного прикладу підставили такі значення для моделі, радіус R = 0,1м, заформована при H = 0,1м, при s = 1,5 МПа (для льоду при температурі ~ мінус 10°C), m= 0,33, g = 16000н/м 3 в нерівність (3) і визначили X > 0,0023м. Таким чином, щоб оболонка не зруйнувалась, вона має бути товще 2,3мм. При цьому мінімальне значення X задовільняє вимогу (2), бо навантаження від 4 власної ваги оболонки найденої товщини складе 0,0023x10000=23 (Па), значенням якого раніше зневажили, що цілком припустимо, тому що воно складає менше 1,5% від врахованого навантаження від ваги шару суміші Hg= 1600 Па. Варто зазначити, що навантаження на верхню горизонтальну стінку буде максимальне, бо на інші стінки тиск буде нижче через внутрішнє тертя піску, наприклад, на вертикальні стінки навантаження від ваги піску буде діяти з урахуванням коефіцієнта бічного тиску 0,5...0,6, а на нижню стінку тиск піску послабляється, завдяки його внутрішньому тертю. Нерівність (3) справедлива для круглої пластини і правомірна для всіх пластин менших розмірів, що опише коло радіуса R при виді зверху на модель у положенні при формуванні. В разі, коли верхня частина моделі має кілька плоских ділянок (або подібних по формі до них), то до розрахунку беруть H від верху суміші до найнижчої до них. Якщо верхня частина моделі опукла, то величину H приймають від верхньої точки моделі, оскільки оболонка куполоподібної форми значно міцніша плоскої. Позитивні ефекти від запропонованої моделі полягають у наступному. Виключення використання пінополістиролу з його газифікацією й утилізацією газоподібних і твердих відходів поліпшить екологічну обстановку виробництва. Варіанти використання газу дозволять вибрати такий газ при подачі його в піну, чи додатково в прес-форму перед заморожуванням моделі, який найбільше відповідає технологічним потребам. Наприклад, азот, або вуглекислий газ як наповнювач знизить вірогідність зменшення вмісту вуглецю поверхневих шарів, що спостерігаються при литті сталі по моделях, що виплавляються, через взаємодію кисню повітря з поверхневим шаром виливка. Варіант за п. 2 дозволить одержувати моделі стабільної міцності без поломок і деформацій при формуванні і заливанні, що забезпечить належний рівень якості виливків. Заморожена водно-газова піна попередньо подається в прес-форму як матеріал, що формує і оболонку, і наповнювач. Вона дешевша заморожених гранул пінополістиролу, а заміна його у виробництві моделей дозволить усун ути і зв'язане з ним типове явище перенасичення вуглецем сталевого виливка, що підвищить якість та розширить номенклатуру лиття за нероз'ємними моделями із низьковуглецевих сталей, зокрема із нержавіючих сталей. 5 Комп’ютерна в ерстка Л. Купенко 83882 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSolid frozen pattern
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюНеразъемная замороженная модель
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 7/00
Мітки: нероз`ємна, заморожена, модель
Код посилання
<a href="https://ua.patents.su/3-83882-nerozehmna-zamorozhena-model.html" target="_blank" rel="follow" title="База патентів України">Нероз`ємна заморожена модель</a>
Модель для вакуумної формовки
Номер патенту: 80656
Опубліковано: 10.10.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: формовки, модель, вакуумної
Формула / Реферат:
1. Модель для вакуумної формовки, що виготовлена з матеріалу, який легко видаляється, і має порожнини у вигляді каналів, що проходять через ливник і випор, яка відрізняється тим, що канали виконані сполученими з поверхнею моделі і з боку поверхні моделі закриті газопроникними вентами, здатними утримувати пісок.2. Модель за п. 1, яка відрізняється тим, що венти, виготовлені з матеріалу, який легко видаляється.3. Модель за п. 1,...
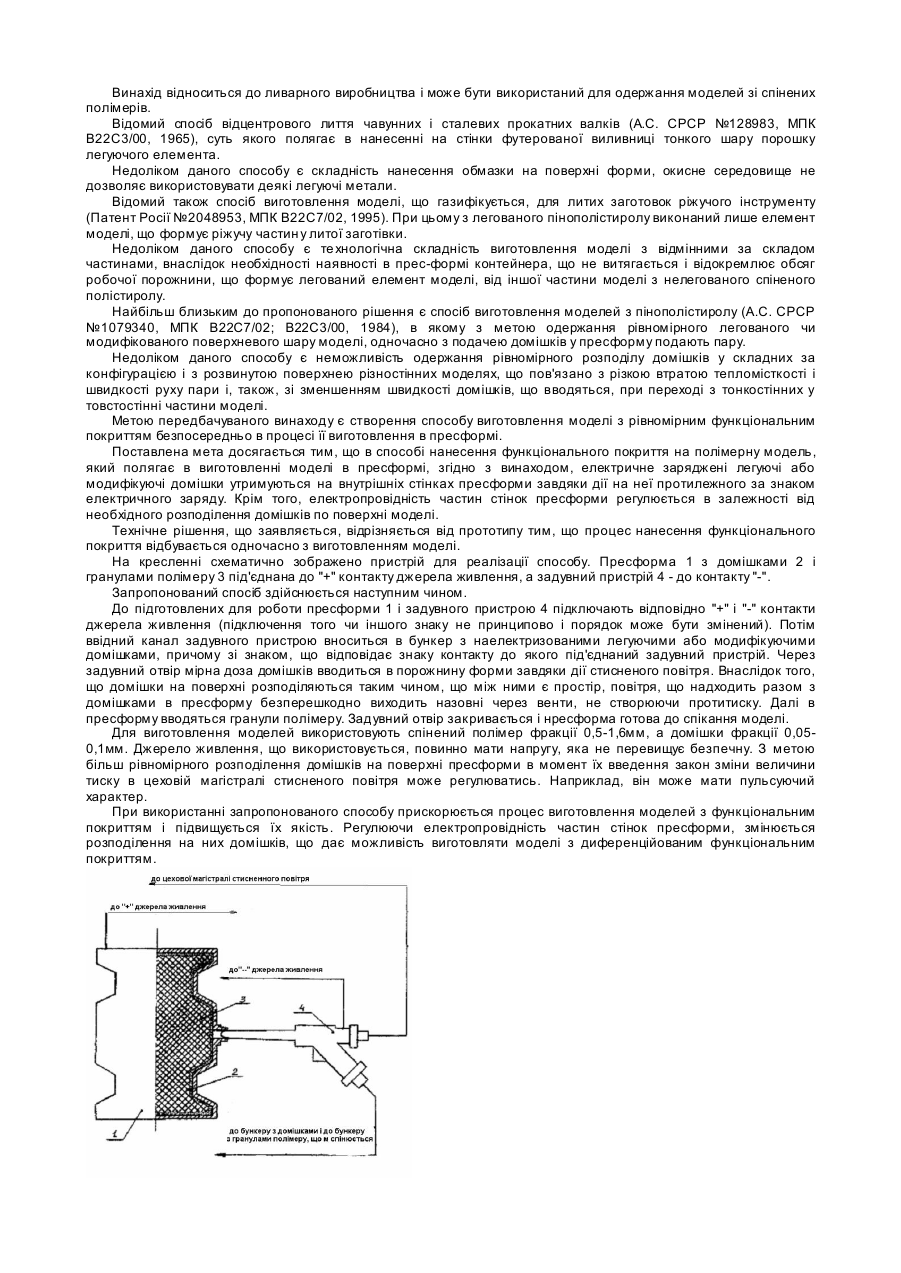
Спосіб нанесення функціонального покриття на полімерну модель
Номер патенту: 68840
Опубліковано: 16.08.2004
Автори: Бабіч Володимир Миколайович, Притуляк Анатолій Самуїлович, Яковишин Олег Анатолійович, Бабіч Микола Володимирович, Тарасевич Микола Іванович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
МПК: B22C 9/04
Мітки: покриття, модель, спосіб, полімерну, функціонального, нанесення
Формула / Реферат:
1. Спосіб нанесення функціонального покриття на полімерну модель, що полягає у виготовленні моделі в прес-формі з внесенням у прес-форму легувальних або модифікуючих домішок, який відрізняється тим, що легувальні або модифікуючі домішки наносять на стінки прес-форми.2. Спосіб за п. 1, який відрізняється тим, що прес-форму і домішки заряджають різнойменними електричними зарядами.3. Спосіб за п. 2, який відрізняється тим, що...
Ливарна одноразова модель

Номер патенту: 83447
Опубліковано: 10.07.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/00, B22C 7/00, B22C 9/02, B22C 9/04, B22C 9/22
Мітки: одноразова, модель, ливарна
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, що зібрана з елементів, сполучених з ливниково-живильною системою як несучою конструкцією, яка відрізняється тим, що ці елементи розташовані уздовж ливниково-живильної системи за принципом ботанічного явища філотаксису.2. Модель за п. 1, яка відрізняється тим, що елементи моделі закріплені на трубках з синтетичної плівки, що є частиною ливниково-живильної...
Гвинт для нероз’ємного різьбового з’єднання
Номер патенту: 62814
Опубліковано: 15.12.2003
Автор: Горбаньов Олександр Миколайович
МПК: F16B 25/00
Мітки: різьбового, гвинт, з'єднання, нероз'ємного
Формула / Реферат:
Гвинт для нероз'ємного різьбового з'єднання, що містить різьбовий стержень і потайну головку з центральним прорізом під викрутку, який відрізняється тим, що кожна поверхня головки по обидва боки від прорізу має нахил у горизонтальній площині у протилежних напрямках під кутом, який забезпечує повну вибірку прорізу за глибиною тільки з одного краю з боків, протилежних напряму загвинчування гвинта, причому кожна зазначена поверхня головки може...
Спосіб виготовлення нероз’ємних ливарних форм
Номер патенту: 19722
Опубліковано: 25.12.1997
Автори: Шинський Олег Йосипович, Краснощоков Марко Михайлович, Католіченко Володимир Іванович
МПК: B22C 9/00
Мітки: виготовлення, спосіб, форм, нероз'ємних, ливарних
Формула / Реферат:
Способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитным сыпучим материалом и упрочнение материала вибрацией и магнитным полем, отличающийся тем, что до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала, примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля.
Попередній патент: Піридо- та піримідопіримідинові похідні як антипроліферативні агенти
Наступний патент: Спосіб отримання похідних (3-оксо-2,3-дигідро-1н-ізоіндол-1-іл)ацетилгуанідину
Випадковий патент: Спосіб одержання жирового мастила