Система калібрів та спосіб прокатки в них круглих профілів
Номер патенту: 18721
Опубліковано: 25.12.1997
Автори: Віногадов Анатолій Вікторович, Сапригін Хразален Михайлович, Єфремов Віктор Іванович, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Гладков Владіслав Сєргєєвіч, Гончар Володимир Павлович, Матвєєв Генадій Леонідович, Крупник Ісаак Абрамович, Енвальд Анатолій Васильович
Формула / Реферат
(57) 1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отличающаяся тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "е", определяемую выражением
![]()
где ![]() - величина межвалкового зазора;
- величина межвалкового зазора;
r - переходный радиус между буртом и ручьем,
и с противоположным направлением смещений в указанных калибрах.
2. Система калибров по п. 1, отличающаяся тем, что овальный асимметричный калибр выполнен яйцеобразной формы, со держащей полукруг и полуовальные части сечения, а смещение его разъема направлено в сторону полукруглой части.
3. Способ прокатки круглых профилей в системе калибров, включающий прокатку в подготовительных, предчистовом и чистовом калибрах, отличающийся тем, что прокатку на входе в предчистовой калибр проводят без натяжения, а между предчистовым и чистовым калибрами создают натяжение раската путем его перегиба подпором, направленным в сторону, противоположную смещению разъема в предчистовом калибре.
Текст
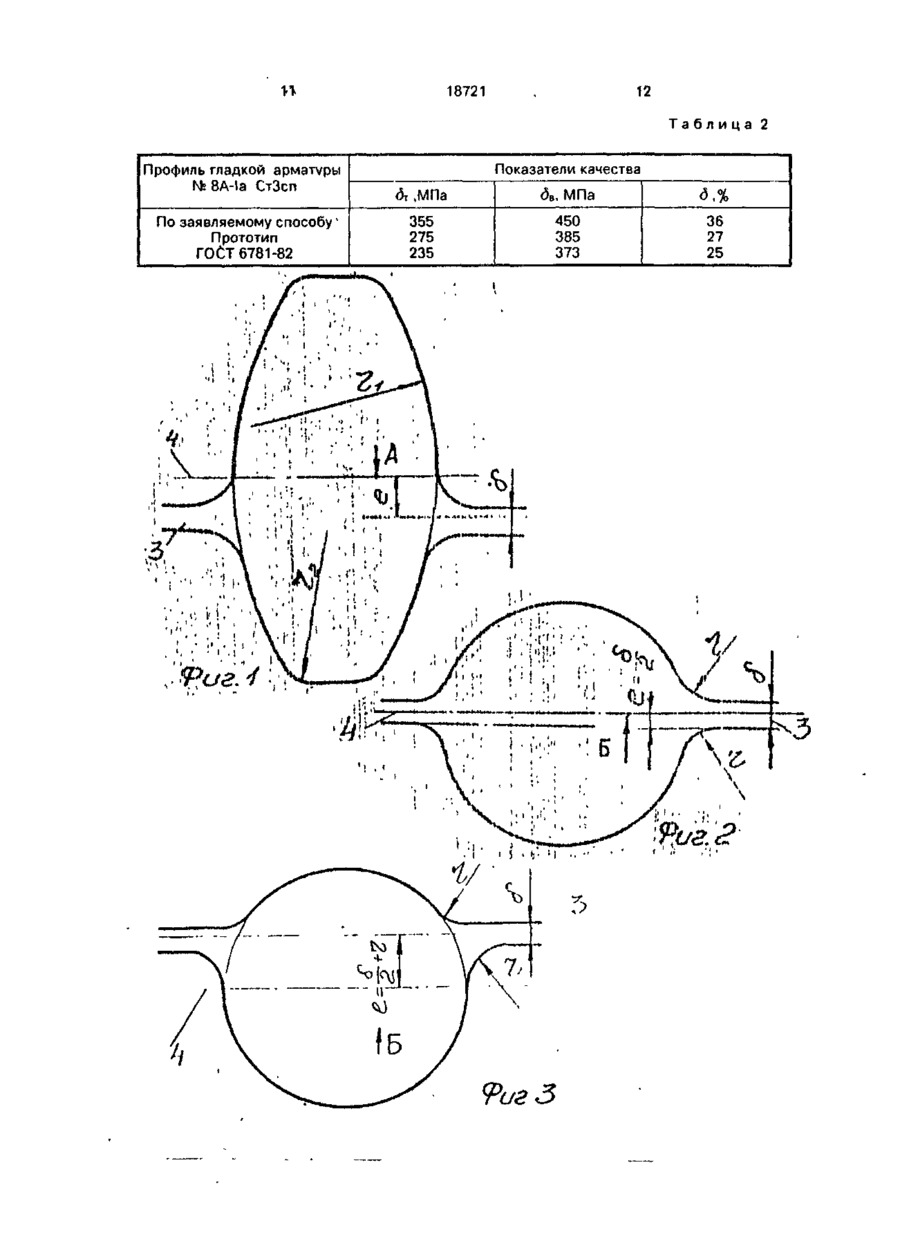
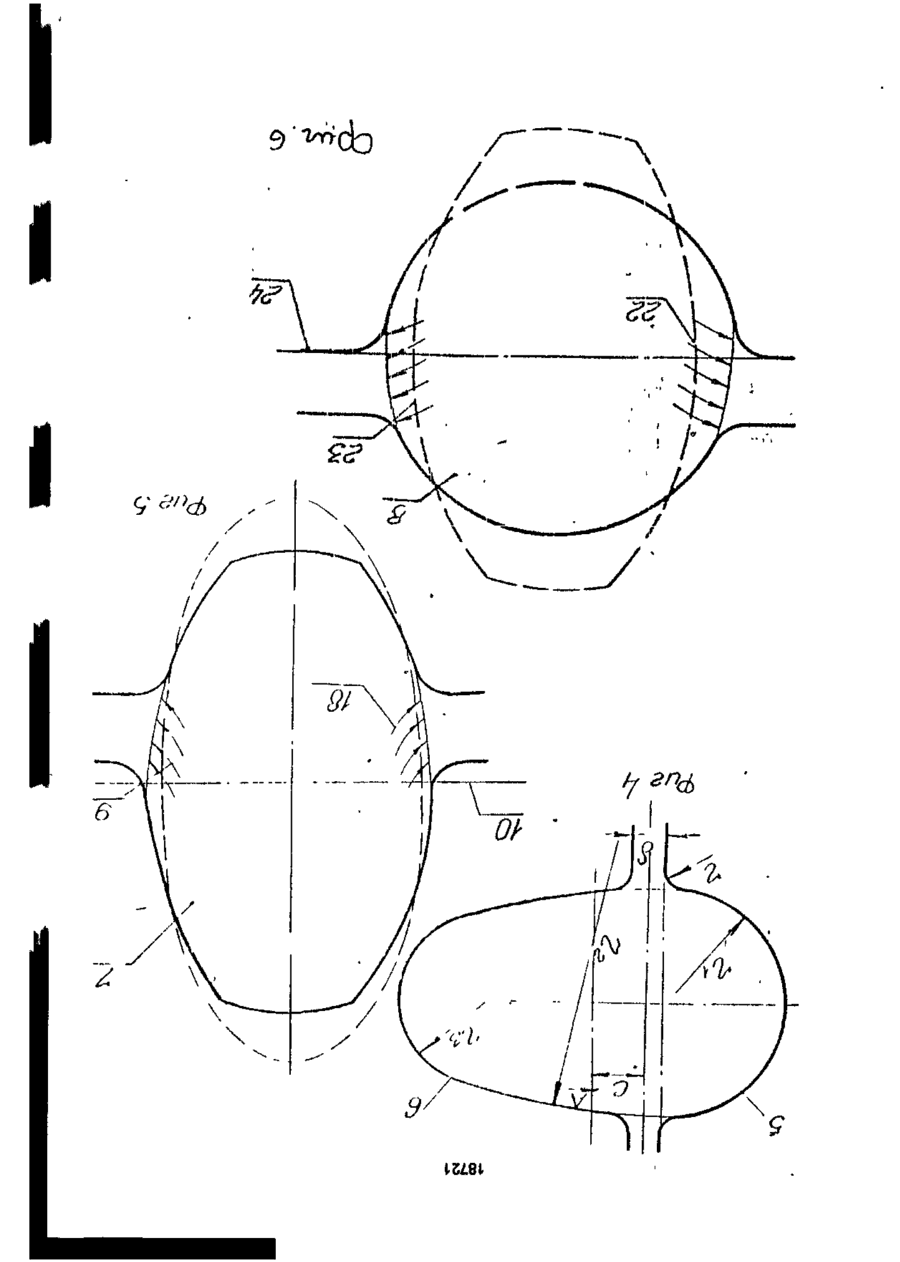
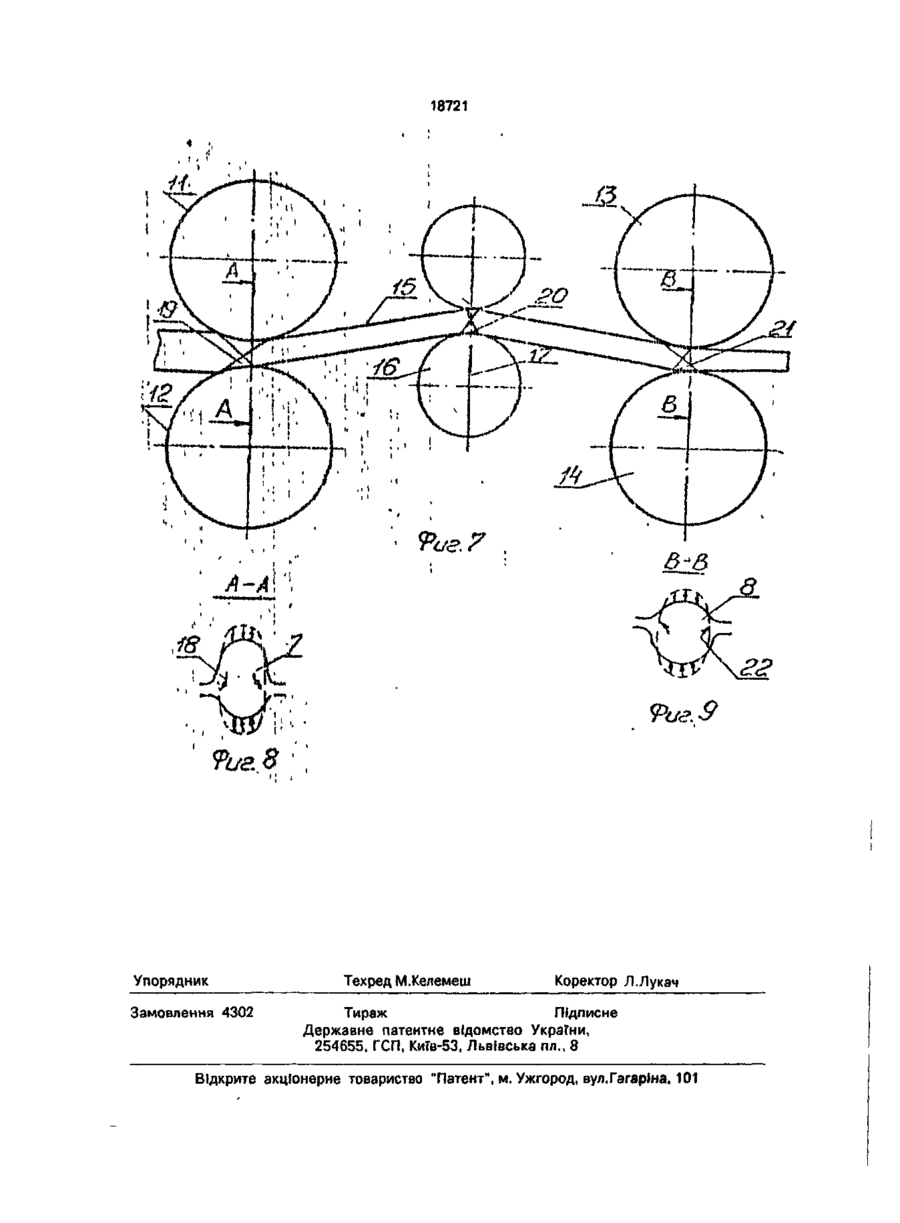
1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отлич а ю щ а я с я тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "ен, определяемую выражением а/2 00 О 18721 Наиболее близкой по технической сущности является система калибров для прокатки круглых профилей, включающая, кроме чистового круглого калибоа, предчистовой ребровой овал [3] Недостаток этого известного технического решения состоит в том, что при прокатке с использованием такой калибровки образующиеся на конце раскатов лампасы (даже незначительные) будут направлены по касательной овального сечения и в чистовом проходе круглого калибра лампасы не устраняются, а образуются закаты - неисправимый брак, что приведет к потерям металла и снижению производительности из-за расположения разъемов, выполненного в закрытом ребровом овальном калибре, что ухудшает проработку металла, приводит к снижению прочностных характеристик. В основу изобретения поставлена задача по рациональному расположению разъемов в овальном и круглом калибрах и способу прокатки, обеспечивающих поперечные смещения и улучшения проработки металла, повышение качества и экономию металла. Поставленная задача решается тем, что в системе калибров для прокатки круглых профилей, содержащей предчистовой ребровой овальный и чистовой круглый калибры, согласно изобретению, овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину е, определяемую выражением d / 2 < e < d / 2 + r, где д- значение межвалкового зазора; г - переходный радиус между буртом и ручьем , и с противоположным направлением смещений в указанных калибрах Овальный асимметричный калибр выполнен яйцеобразной формы, содержащей полукруглую и полуовальные части сечения, а смещение его разъема направлено в сторону полукруглой части. В результате использования заявляемого изобретения достигается технический результат, заключающийся в выполнении чистового и предчистового калибров асимметричными со смещенными на величину е и противоположно-направленными разъемами, обеспечивающие интенсивные и глубинные перемещения металла в калибрах на заключительной стадии прокатки. Выполнение калибровки с противоположным направлением смещений в предчистовом овальном и чистовом круглом калибрах позволяет не только улучшить качество заполнения чистового калибра ме 5 10 15 20 25 30 35 40 45 50 55 таллом и повысить точность размеров круглого или арматурного профиля, но и осуществить асимметричность обжатия профиля по высоте в предчистовом и чистовом калибрах. Кроме того, противоположное направление смещений позволит переместить по вертикали зоны уширения относительно нейтральной линии калибра, что в конечном итоге будет способствовать лучшей проработке металла центральной ликвационной зоны. Для улучшения этого эффекта прокатку между чистовым и предчистовым калибрами можно выполнять с натяжением и перегибом раската. Выполнение овального асимметрично* го калибра яйцеобразной формы, содержащей полукруглую и полуовальную части сечения позволяет использовать в предложенной системе калибров в качестве предчистового асимметричного не только ребровой овальный, но и плоский. Использование асимметричных предчистового и чистового калибров со смещениями в противоположном направлении на величину е разъемов позволяет сместить в калибре как зону обжатия так и зону уширения, лучше проработать ликвационную зону. В результате этого усиливается турбулентность перемещений металла, раздробляются зерна на заключительном этапе прокатки (при пониженных температурах), осуществляется по существу контролируемая прокатка, достигается повышение прочностных свойств металла. Кроме того, противонаправленное смещение зон уширения в противоположные по вертикали стороны позволяет лучше контролировать формовку в калибрах профиля на заключительном тапе прокатки, повысить точность профилей. Известен способ прокатки круглых профилей, включающий нагрев заготовок, прокатку их в системе калибров круг-круг с чередующимся положением разъемов относительно прутка [2] При этом прокатку ведут с чередованием упомянутых круглых калибров с симметрично расположенными по периметру пазами, соответствующими форме разъема калибров. Общими признаками для аналога и заявляемого изобретения являются прокатка круглых профилей, нагрев заготовок, прокатку в системе калибров с чередующим положением разъемов. Получение требуемого технического результата при использовании аналога невозможно, так как искажение формы круга из-за асимметрии предчистового раската, вызванное условиями его формообразования при смещенных разъемах, снижение качества проката, а малые вытяж 18721 ки не позволяют существенно проработать металл, повысить его прочностные характеристики. Известен также способ прокатки круглых профилей, реализуемый при использовании известной калибровки, включающий нагрев заготовки, формирование плоского овального раската и прокатку его с равномерным обжатием по ширине в чистовом калибре [1]. Общими признаками для аналога и заявляемого изобретения являются прокатка в овальном круглом калибрах. Получение требуемого технического результата при использовании аналога невозможно, так как при нестабильной прокатке подлине раската, например, при непрерывной прокатке с натяжением между клетями, после предчистового прохода появляются по концам раскатов лампасы (избыточное уширение), устранить которые в чистовом проходе не удается. А перераспределение обжатий по проходам для устранения лампасов проводит к появлению утяжки посредине длины раската, к искажению формы готового профиля. Наиболее близким по технической сущности к предлагаемому является способ прокатки круглых профилей в подготовительном овальном, в предчистовом закрытом и чистовом круглом калибрах, по которому заготовку нагревают, ведут прокатку в подготовительном, предчистовом и чистовом проходах [3]. Для прототипа и заявляемого объекта общими являются следующие признакипрокатка в подготовительном', предчистовом со смещенным разъемом и чистовом калибрах. Получение требуемого технического результата при использовании прототипа невозможно, поскольку при непрерывной или многониточной прокатке, когда затруднена стабилизация режима деформации по длине раската, в закрытом калибре ухудшается проработка металла, снижаются его прочностные характеристики, а также появляются лампасы, которые направлены по касательной к поверхности сечения, а при дальнейшей прокатке в чистовом калибре лампасы закатываются в виде плены, образуя неисправимый брак, что приводит к потере металла и снижению производительности. 5 10 15 20 25 30 35 40 45 50 Поставленная задача решается также 55 путем прокатки круглых профилей в подготовительном, предчистовом со смещением и в чистовом калибрах. В отличие от прототипа прокатку в предчистовом калибре ведут со скоростью не превышающей скорость прокатки в подготовительных калибрах, а между предчистовым и чистовым калибрами создают дополнительные смещения металла натяжением раската путем его перегиба подпором, направленным в сторону, противоположную смещению разъема в предчистовом калибре. Прокатка в предчистовом проходе со смещением зоны уширения по большой оси калибра относительно его нейтральной линии позволяет стабилизировать максимальный размер по ширине овального подката, сместить зону асимметричного обжатия металла в направлении смещения зоны уширения, что позволяет качественно выполнить профиль по разъему валков, подготовить подкат для дальнейшей качественной прокатки круглого профиля в чистовом круглом калибре. Прокатка со скоростью, не превышающей скорость прокатки в подготовительных проходах, позволяет избежать натяжения и стабилизирует уширение в этих проходах, что особенно важно при последующем асимметричном обжатии профиля в предчистовом и чистовом калибрах. Создание же между чистовым и предчистовым проходами дополнительного натяжения раската путем его перегиба вертикальным подпором в сторону, противоположную смещению зоны уширения, позволяет осуществить асимметричность обжатия по высоте, сместить величину обжатия в направлении смещения зоны уширения, что, в конечном итоге, будет способствовать лучшей проработке металла центральной ликвационной зоны. Выполнение прокатки в чистовом проходе со смещением зоны уширения относительно нейтральной линии в сторону, совпадающую с направлением подпора, позволяет вначале в процессе перегиба роликовой проводкой, а затем и в чистовом проходе, смещать как зону обжатия так и зону уширения, обеспечивая проработку ликвационной зоны, в результате чего усиливается турбулентность смещений металла, раздробляются зерна на заключительном этапе прокатки (при пониженных температурах), осуществляется по существу контролируемая прокатка, обеспечивается повышение прочностных свойств металла. Кроме того, поочередное смещение зон уширения в противоположные по вертикали стороны позволяют лучше контролировать формирование профиля на заключительном этапе прокатки, повысить точность профилей. Перегиб можно осуществлять также в валках дополнительной клети. 18721 8 На фиг. 1 изображен асимметричный ленным смещением очага деформации в зоовальный ребровый калибр со смещенным нах 19 и 21 и в зоне перегиба 20. В чистовом на величину е разъемом; на фиг. 2 - круглый проходе калибра 8 прокатку ведут со смещеасимметричный калибр со смещенным на нием 22 зоны уширения 23 относительно б 5 нейтральной линии 24 в сторону совпадающую с направлением подпора 17, величину е = 2 разъемом; на фиг. 3 - кругПредлагаемая система калибров была лый асимметричный калибр'со смещенным опробована при прокатке гладкой арматурной стали Ns 14. В процессе работы прокатку на величину е = w + г разъемом; на фиг. 4 ребровый яйцеобразный калибр; на фиг. 5 и ю исходной заготовки вели в обжимных, затем в черновых вытяжных калибрах. Получен6 - пооперационное выполнение способа ный подкат задавали вначале в ребровой формовкой в предчистовом и чистовом проовальный, затем в чистовой круглый калибходах со смещением зон уширения; на фиг. ры, имеющие противонаправленные сме7 - выполнение перегиба путем подпора, обеспечивающего асимметричную дефор- 15 щения на величину е разъемов 3 относительно нейтральной линии 4. мацию профиля; на фиг. 8 и 9 - схема смеПо второму варианту калибровки кругщения зон уширения в сопоставлении с лый подкат задавали в предчистовой асимнаправлением перегиба раската. метричный калибр яйцеобразной формы, Система калибров для прокатки круглых профилей содержит обжимные ящичные, 20 содержащий полукруглую 5 и полуовальную 1 части сечения. Предчистовой подкат зада6 черновые, вытяжные, овальные и круглые вали утоненной частью (с радиусом г) в чискалибры. товой круглый калибр (фиг. 2, 3). Врезы овального 1 и круглого 2 калибЗаключительную часть прокатки осуществров образованы со стороны каждого из валляют в условиях термомеханической обраков большим и меньшим ручьями, а калибры 25 ботки, затем охлаждают на холодильнике. выполнены асимметричными со смещением Прокатку арматурного профиля № 14 А, Б разъемов 3 по отношению к нейтралькласса А-1а с использованием предлагаеной линии 4 на величину е , определяемую мой системы калибров производили на стаиз выражения 6/2
ДивитисяДодаткова інформація
Автори англійськоюSapryhin Khrazalen Mykhailovych, Havrylenko Yevhen Dmytrovych, Filonov Yurii Vsevolodovych, Honchar Volodymyr Pavlovych, Krupnyk Isaak Abramovych, Envald Anatolii Vasyliovych
Автори російськоюСапрыгин Хразален Михайлович, Гавриленко Евгений Дмитриевич, Филонов Юрий Всеволодович, Гончар Владимир Павлович, Крупник Исаак Абрамович, Энвальд Анатолий Васильевич
МПК / Мітки
Мітки: калібрів, система, них, спосіб, круглих, профілів, прокатки
Код посилання
<a href="https://ua.patents.su/8-18721-sistema-kalibriv-ta-sposib-prokatki-v-nikh-kruglikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Система калібрів та спосіб прокатки в них круглих профілів</a>
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Лам Матвій Маркович, Губайдулін Вячеслав Фуатович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Левицький Анатолій Петрович
МПК: B21B 1/02
Мітки: заготовок, круглих, спосіб, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Морозов Василь Петрович, Губайдулін Вячеслав Фуатович, Чуков Іван Яковлевич, Ржевіцкий Сергій Миколайович, Ілатовський Віктор Федорович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки-розділення, профілів, гатунових, спосіб
Формула / Реферат:
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Следнев Володимір Петрович, Абалешев Валерій Олександрович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович
МПК: B21B 1/16
Мітки: заготівок, круглих, спосіб, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки швелерних профілів
Номер патенту: 12831
Опубліковано: 28.02.1997
Автори: Хорошілов Микола Макарович, Гавриленко Євген Дмитрович, Славський Анатолій Ілліч, Локтіонов Петро Якович, Скороход Микола Михайлович, Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович, Чудновець Олександр Миколайович, Филонов Юрій Всеволодович, Дорожко Іван Кирилович
МПК: B21B 1/08
Мітки: прокатки, швелерних, профілів, спосіб
Формула / Реферат:
(57) Способ прокатки швеллерных профилей, включающий получение в черновых калибрах полосового раската с треугольными выступами в местах сопряжений полок и стенки профиля, подгибку полок в предчистовых калибрах и окончательное формирование профиля в чистом калибре, отличающий-с я тем, что, по меньшей мере в первом проходе, осуществляемом с подгибкой полок профиля, обжимают полки раската на локальных участках, примыкающих к треугольным...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: профілів, спосіб, прокатування
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Попередній патент: Спосіб виділення контурів зображення
Наступний патент: Спосіб одержання покриттів
Випадковий патент: Спосіб стимулювання пророщування бобових