Спосіб зварювання легованих сталей плавким електродним матеріалом
Номер патенту: 102452
Опубліковано: 10.07.2013
Формула / Реферат
1. Спосіб зварювання легованих сталей плавким електродним матеріалом з отриманням високолегованого металу шва аустенітного класу, який відрізняється тим, що високолегований аустенітний шов формують електродним матеріалом на основі прутка або порожнистого дроту із нелегованої сталі з порошками металічних марганцю і хрому, феротитану і ферованадію та неметалевих мінералів з отриманням металу, що містить в % 12,0-30,0 Μn; 4,0-15,0 Сr і до 0,45 С; 0,30 V і 0,15 Ті.
2. Спосіб за п. 1, який відрізняється тим, що поверхневими шарами шва покривають прилеглі ділянки основного металу, що окрихчені та знеміцнені від термічної дії при зварюванні.
3. Спосіб за п. 1 або 2, який відрізняється тим, що шов піддають ударному пластичному деформуванню зі зменшенням висоти його опуклостей, зокрема в місцях, прилеглих до основного металу.
Текст
Реферат: Винахід належить до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій із гартівних сталей. Згідно з способом зварювання легованих сталей плавким електродним матеріалом зварювання здійснюють покритими електродами або порошковим дротом на основі прутків або згорнутої стрічки із маловуглецевої сталі з легувальними елементами, якими отримують шви зі структурою високолегованого хромомарганцевого аустеніту. Зварне з'єднання з аустенітним швом набуває підвищеної міцності. UA 102452 C2 (12) UA 102452 C2 UA 102452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій із легованих сталей. Відомо спосіб багатошарового зварювання високоміцних сталей перлітного класу, що включає виконання попереднього підігрівання вище температури утворення холодних тріщин і супутнього підігрівання з підвищенням температури на 20-100 °C через кожні чотири і більше проходів після закінчення зварювання з витримкою її протягом не менше 2-х годин (авт. свідоцтво СРСР № 514024). Відомо спосіб зварювання високоміцних сталей плавким аустенітним електродом у середовищі інертних газів, який включає використання дроту з метастабільною структурою, охолодження до мінусових температур та наступне старіння зварного з'єднання (авт. свідоцтво СРСР № 568345). Відомо також спосіб зварювання гартівних сталей аустенітним електродом, згідно з яким у частину зварювальної ванни, що охолоджується, подають додатково присадковий метал ферито-перлітного класу (авт. свідоцтво СРСР № 525511). Наведені способи є аналогами. Найбільш близьким до заявленого способу за суттю та ознаками є спосіб зварювання легованих, зокрема перлітних, сталей плавким високолегованим хромнікельмолібденовим аустенітним матеріалом з отриманням високолегованого металу шва аустенітного класу (Готальский Ю.Н. Сварка перлитных сталей аустенитными материалами. - К.: Наукова думка, 1992.-224 с.). Його вибрано за прототип. Недоліком відомого способу за прототипом є велика вартість використовуваного високолегованого електродного матеріалу та низька міцність утвореного аустенітного шва. В основу винаходу поставлена задача удосконалити відомий спосіб зварювання легованих сталей плавким електродним матеріалом з отриманням високолегованого металу шва аустенітного класу зміненням системи і рівня легування шва. Суть винаходу полягає у тому, що у способі зварювання легованих сталей плавким електродним матеріалом з отриманням високолегованого металу шва аустенітного класу, шов формують електродним матеріалом на основі прутка або порожнистого дроту із нелегованої сталі з порошками металічних марганцю і хрому, феросплавів ванадію і титану та неметалевих мінералів, отримуючи метал, що містить в % 12,0-30,0 Μn; 4,0-15,0 Сr і до 0,45 С; 0,30 V; 0,15 Ті. Поверхневими шарами шва покривають прилеглі ділянки основного металу, окрихчені та знеміцнені від термічної дії під час зварювання. Шов піддають ударному пластичному деформуванню зі зменшенням висоти його опуклостей, зокрема біля основного металу. Відмінність винаходу від відомого способу полягає у формуванні високолегованого у конкретних межах аустенітного шва системи Fe-Mn-Cr неаустенітним електродним матеріалом на основі нелегованої сталі з легувальними складовими, покриванні поверхневими шарами шва окрихчених та знеміцнених прилеглих ділянок основного металу, ударному пластичному деформуванні марганець-хромового шва зі зменшенням висоти його потовщення, зокрема біля основного металу. Аустенітну структуру металу, прийнятну для шва, отримують легуванням останнього 12,030,0 % Μn; 4,0-15,0 % Сr і до 0,45 % С. Згідно з структурною діаграмою системи Fe-Mn-Cr при меншому вмісті Μn і Сr у структурі металу шва з'являється мартенситна складова, а при більшому вмісті Сr - феритна складова. З перевищенням верхніх меж пропонованого вмісту Μn і С шви схильні до утворення гарячих тріщин. Запобіганню їх виникнення сприяє наведене легування металу шва V і Ті, при перевищенні якого тріщиностійкість істотно не підвищується, погіршується формування і збільшуються невиправдано витрати цих елементів. Високолеговані марганець-хромові аустенітні електродні матеріали не виробляються. Високолегований аустенітний шов належного легування системи Fe-Mn-Cr виконують неаустенітним електродним матеріалом у вигляді прутка або порожнистого дроту із нелегованої сталі з порошками легувальних елементів та неметалевих матеріалів. Для отримання в металі шва сумарного вмісту Μn і Сr до 43 % їх вводять як чисті метали у складі електродного матеріалу. Відносно невеликий вміст С, V, Ті в металі шва забезпечують використанням у складі електродного матеріалу ферометалів, які поліпшують стабільність дугового процесу. Неметалевими мінералами у складі плавкого електрода здійснюють належний газошлаковий захист зони зварювання та прийнятне формування зварного з'єднання. Плавким електродним матеріалом на основі сталевого прутка, тобто покритим електродом, виконують ручне зварювання; на основі порожнистого дроту, чи порошковим дротом, здійснюють механізоване зварювання легованої сталі. Такий електродний матеріал і отримуване ним з'єднання характеризуються відсутністю дорогих дефіцитних Ni та Мо, невеликою енергоємністю і вартістю виконання. 1 UA 102452 C2 5 10 15 20 25 При покриванні поверхневими шарами високолегованого марганець-хромового аустенітного шва прилеглих ділянок основного металу, окрихчених та знеміцнених під час зварювання, забезпечують збільшення площі поперечного перерізу зварного з'єднання і зменшення напруження від силового навантаження. Цим підвищують міцність і роботоспроможність зварного з'єднання легованої сталі. Так як високолегований аустенітний метал системи Fe-MnCr схильний до деформаційного зміцнення, то міцність та опір втомі зварного з'єднання збільшують також виконанням ударного пластичного деформування зі зменшенням висоти опуклостей такого шва, зокрема в місцях, прилеглих до основного металу. Прикладом запропонованого способу є кількапрохідне ручне і механізоване зварювання встик легованої сталі ЗОХГСА товщиною 10 мм зі скошеними кромками. При зварюванні наведеними електродними матеріалами з отриманням у металі шва 0,08-0,28 % С; 9,8-20,5 % Μn; 6,5-9,5 % Сr; 0,07-0,12 % Ті і до 0,30 % V утворюють аустенітну структуру без тріщин. Виконаний порошковим дротом шов, що містить 0,28 % С, 20,0 % Μn, 9,5 % Сr, 0,10 % V і 0,10 % +20 2 = Ті, має σΟ2=560 МПа, σΒ=760 МПа, δ=28 %, KCU =190 Дж/см , які значно перевищують σΟ2 450 +20 2 МПа, σΒ=600 МПа, δ=22 %, КСU =180 Дж/см аустенітного шва, звареного аустенітним хромнікельмолібденовим дротом Св-10 × 16Н22М6. У зварному з'єднані виявляється також крихкий мартенситний прошарок високої твердості в зоні сплавлення різнорідних сталей, по якій відбувається руйнування при σΒ=730 МПа під час випробування на розрив. Цей прошарок і знеміцнені під час термічної дії зварювання ділянки сталі шириною до 6 мм покривали поверхневими шарами шва. Опуклість шва висотою до 1,5-2,0 мм зменшували до 1,0-1,5 мм ударним пластичним деформуванням або видаляли до основного металу шліфуванням. Після механічного видалення опуклостей аустенітного шва твердістю HV-0,2-(205-260) термозміцненої до HV-0,2-(230-240) сталі 30ХГСА, звареної покритими електродами відповідно до даного способу, руйнування при випробуванні на розрив відбувається по шву зі шлаковими включеннями при σB=700-710 МПа, тобто без суттєвого зниження міцності. А збереження опуклостей шва і покривання поверхневими його шарами мартенситного прошарку та ділянки знеміцнення до HV-0,2-(l75-220) основного металу на відстані до 6 мм забезпечує підвищення міцності з'єднання гартівної сталі до σB=910 МПа. Після ударного обтискання шва по висоті міцність зварного з'єднання підвищується до σΒ=930 МПа. 30 ФОРМУЛА ВИНАХОДУ 35 40 1. Спосіб зварювання легованих сталей плавким електродним матеріалом з отриманням високолегованого металу шва аустенітного класу, який відрізняється тим, що високолегований аустенітний шов формують електродним матеріалом на основі прутка або порожнистого дроту із нелегованої сталі з порошками металічних марганцю і хрому, феротитану і ферованадію та неметалевих мінералів з отриманням металу, що містить в % 12,0-30,0 Μn; 4,0-15,0 Сr і до 0,45 С; 0,30 V і 0,15 Ті. 2. Спосіб за п. 1, який відрізняється тим, що поверхневими шарами шва покривають прилеглі ділянки основного металу, що окрихчені та знеміцнені від термічної дії при зварюванні. 3. Спосіб за п. 1 або 2, який відрізняється тим, що шов піддають ударному пластичному деформуванню зі зменшенням висоти його опуклостей, зокрема в місцях, прилеглих до основного металу. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding alloy steels by consumable electrode material
Автори англійськоюKulyk Viktor Mykhailovych, Demchenko Eduard Leonidovych
Назва патенту російськоюСпособ сварки легированных сталей плавящимся электродным материалом
Автори російськоюКулик Виктор Михайлович, Демченко Эдуард Леонидович
МПК / Мітки
Мітки: матеріалом, легованих, зварювання, плавким, електродним, спосіб, сталей
Код посилання
<a href="https://ua.patents.su/4-102452-sposib-zvaryuvannya-legovanikh-stalejj-plavkim-elektrodnim-materialom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання легованих сталей плавким електродним матеріалом</a>
Спосіб зварювання високоміцних сталей аустенітним електродом
Номер патенту: 97711
Опубліковано: 12.03.2012
Автори: Демченко Едуард Леонідович, Савицький Михайло Михайлович, Єлагін Валерій Павлович, Кулик Віктор Михайлович
МПК: C21D 9/50, B23K 9/16, C21D 8/10
Мітки: зварювання, електродом, аустенітним, спосіб, сталей, високоміцних
Формула / Реферат:
Спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, який відрізняється тим, що старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням.
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B22D 19/00, B23K 9/04
Мітки: деталей, наплавлення, плавким, електродом, сталей, вуглецевих, спосіб
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Бернацький Артемій Володимирович, Тимошенко Олександр Микитович, Лебедєв Володимир Олександрович, Гончаров Павло Васильович, Максимов Сергій Юрійович, Лобанов Леонід Михайлович
МПК: B23K 9/09
Мітки: впливом, імпульсним, зварювання, спосіб, дугового, електродом, комбінованим, плавким
Формула / Реферат:
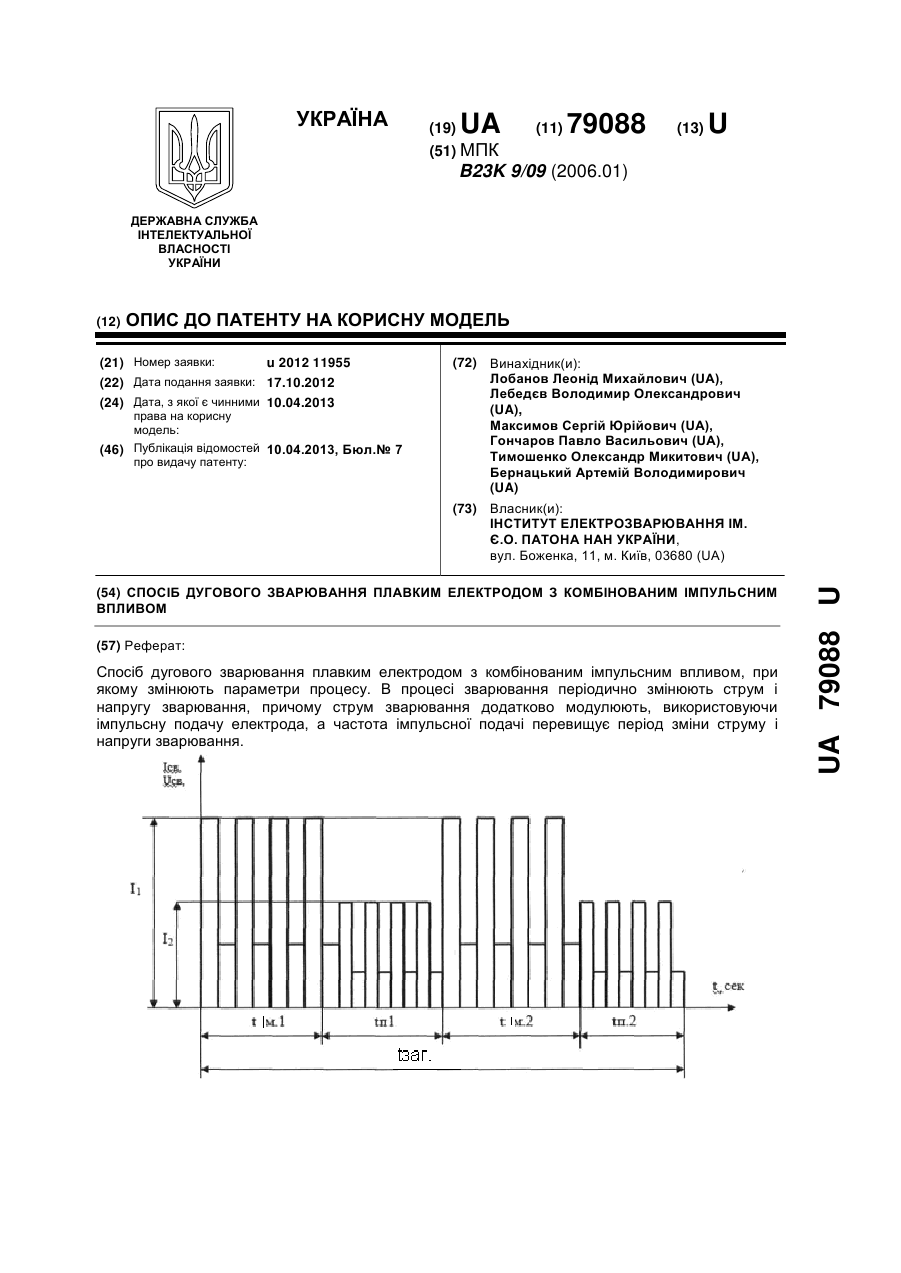
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Видмиш Павло Олександрович
Мітки: електродом, дугового, плавким, наплавлення, спосіб, подовжньому, полі, зварювання, магнітному
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Спосіб гартування легованих сталей
Номер патенту: 27059
Опубліковано: 28.02.2000
Автор: Кобаско Микола Іванович
МПК: C21D 1/18
Мітки: легованих, гартування, сталей, спосіб
Формула / Реферат:
Способ закалки легированных сталей, включающий нагрев до температуры аустенизации, интенсивное охлаждение в жидкой среде, выдержку при температуре кипения пристенного слоя жидкой среды, охлаждение до температуры окружающей среды и отпуск, отличающийся тем, что выдержку ведут в условиях интенсивного теплообмена до получения мартенсита в переохлажденном аустените в области 50%, определяемого скоростью перемещения и выгрузки изделий по...
Попередній патент: Спосіб одержання тригліцеридної композиції
Наступний патент: Ніжка ендопротеза кульшового суглоба
Випадковий патент: Поверхневе покриття, яке складається з шаруватих панелей і зовнішнього фіксуючого елемента