Спосіб виготовлення конічних гвинтових заготовок з листового прокату
Номер патенту: 112516
Опубліковано: 26.12.2016

Формула / Реферат
Спосіб виготовлення конічних гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, що заготовку вирізують зі змінним кроком.
Текст
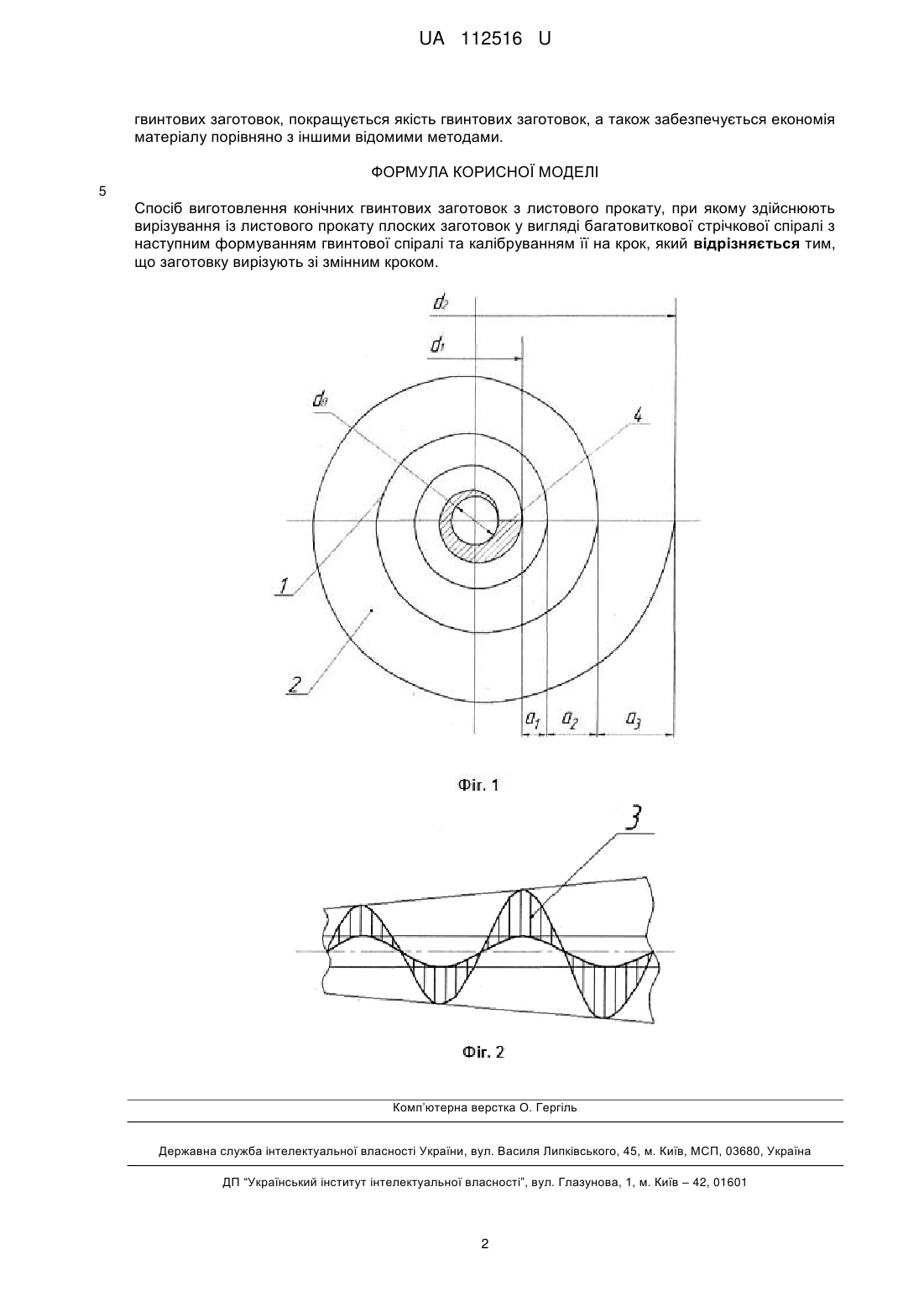
Реферат: UA 112516 U UA 112516 U 5 10 15 20 Корисна модель належить до технології машинобудування і може бути використана для виготовлення конічних гвинтових заготовок з листового прокату. Відомий спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок [Пат. України № 6426, B21D11/06, Бюл. № 5, Заявл. 10.08.2004, Опубл. 16.05.2005]. Недоліком вказаного способу є складність виготовлення різнопрофільних гвинтових заготовок, які характеризуються недостатньою точністю геометричних параметрів за кроком, а також зовнішнім і внутрішнім діаметрами витків спіралі. В основу корисної моделі поставлено задачу розширення технологічних можливостей та підвищення точності геометричних параметрів виготовлення конічних гвинтових заготовок з листового прокату, шляхом реалізації способу виготовлення конічних гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, причому плоску заготовку вирізають у вигляді багатовиткової стрічкової спіралі зі змінним кроком. На Фіг. 1 зображена форма розкрою плоскої листової заготовки; на Фіг. 2 - конічна гвинтова спіраль. Спосіб реалізується наступним чином: Із листового прокату по контуру 1 вирізують плоску багатовиткову стрічкову спіраль 2 зі змінним кроком, радіус якої задається залежністю: dо d1 a() , 2 2 де dо - внутрішній діаметр конічної гвинтової спіралі (діаметр оправи); d1 - зовнішній мінімальний діаметр конічної гвинтової спіралі; 25 30 35 a() - змінний крок багатовиткової плоскої спіралі. Вирізування може здійснюватись на висічних ножицях, на гідравлічних пресах методом покрокового штампування, лазерних розкрійних технологічних комплексах та іншими методами. Після цього здійснюють формування конічної гвинтової спіралі 3 шляхом навивання плоскої багатовиткової спіралі 2 на ребро на циліндричну оправу. При цьому оправу розміщують у середині такої спіралі, а її внутрішній кінець 4 відгинають і закріплюють в механізмі кріплення оправи (не показано). Навивання конічної спіралі може здійснюватися на заданий крок або у щільний пакет витків. У випадку навивання у щільний пакет витків, здійснюють калібрування на крок за відомими способами. Приклад виконання способу Здійснювали виготовлення конічної гвинтової спіралі з такими параметрами: Внутрішній діаметр конічної спіралі dо 20 мм, мінімальний (початковий) зовнішній діаметр d1 40 мм, максимальний зовнішній діаметр d2 80 мм, крок - 40 мм, товщина витка 2,5 мм. 40 45 50 55 Як матеріал використовується листовий прокат за ГОСТ 4041-71 товщиною 2,5 мм із відпаленої якісної конструкційної сталі 08 кп. Для вирізування плоскої багатовиткової стрічкової спіралі зі змінним кроком використовували лазерний розкрійний технологічний комплекс ТЛ - 1,5 вітчизняного виробництва. Здійснювали вирізування плоскої багатовиткової стрічкової спіралі зі змінним кроком з наступними параметрами: центральний отвір діаметром dо 20 мм, мінімальна (початкова) ширина витка 20 мм, максимальна ширина витка 60 мм, кількість витків - 3. Навивання плоскої багатовиткової спіралі зі змінним кроком здійснювали на ребро на токарному верстаті мод. 16К20 у суцільний конічний пакет витків за допомогою пристосування з перпендикулярним розміщенням осей ролика і оправи (А.с. № 1611505). Діаметр оправи - 20 мм, величина поздовжньої подачі інструменту - 2,8 мм, момент навивання Mmin=35 Нм, Мmах=90 Нм. У результаті одержали щільний конічний пакет гвинтової заготовки із такими параметрами: внутрішній діаметр - 22,5 мм; мінімальний (початковий) зовнішній діаметр d1 42,0 мм, максимальний зовнішній діаметр d2 815 мм, крок щільного пакета витків спіралі - 2,8-3,0 мм. , Калібрування на крок такої гвинтової заготовки здійснювали на токарному верстаті мод. 16К20 за допомогою відомого пристосування [Пат. України № 49377]. У результаті запропонованого способу виготовлення конічних гвинтових заготовок з листового прокату розширюються технологічні можливості виготовлення різнопрофільних 1 UA 112516 U гвинтових заготовок, покращується якість гвинтових заготовок, а також забезпечується економія матеріалу порівняно з іншими відомими методами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб виготовлення конічних гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, що заготовку вирізують зі змінним кроком. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 11/06
Мітки: листового, заготовок, гвинтових, прокату, виготовлення, спосіб, конічних
Код посилання
<a href="https://ua.patents.su/4-112516-sposib-vigotovlennya-konichnikh-gvintovikh-zagotovok-z-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення конічних гвинтових заготовок з листового прокату</a>
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50637
Опубліковано: 25.06.2010
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: прокату, листового, виготовлення, заготовок, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок у вигляді багатовиткової плоскої спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом навивання на ребро на оправу з багатовиткової стрічкової спіралі.
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 50091
Опубліковано: 25.05.2010
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: листового, спосіб, виготовлення, гвинтових, заготовок, прокату
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату заготовки у вигляді плоскої багатовиткової стрічкової спіралі з наступним формуванням витків гвинтової заготовки і розтягування на крок, який відрізняється тим, що плоску багатовиткову стрічкову спіраль вирізують з профілем у вигляді кільцевих сегментів, з'єднаних по торцях перетинками, а формування витків гвинтової заготовки...
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: листового, прокату, заготовок, спосіб, профільних, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Гевко Іван Богданович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: прокату, виготовлення, гвинтових, спосіб, листового, заготовок
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення гвинтових заготовок

Номер патенту: 56791
Опубліковано: 25.01.2011
Автори: Бобрик Віталй Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок, при якому здійснюють вирізування із листового прокату плоскої заготовки у вигляді багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування багатовиткової стрічкової спіралі по її ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Попередній патент: Кабель судновий герметизований вогнестійкий
Наступний патент: Широкосмуговий шнек
Випадковий патент: Спосіб вимірювання дальності