Система витяжних калібрів
Номер патенту: 7909
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Хрустенко Юрій Михайлович, Бабенко Михайло Антонович, Дишковец Генадій Анатольйович, Нечепоренко Володимир Андрійович

Формула / Реферат
1. Система вытяжных калибров, включающая последовательно расположенные восьмиугольный и шестиугольный пластовые и диагональный квадратный калибры, отличающаяся тем, что, с целью повышения вытяжной способности системы калибров, восьмиугольный пластовый калибр образован двумя ромбами, совмещенными по большим диагоналям, причем диагонали каждого из них перекрывают друг друга на 0,3-0,6 их длины.
2. Система по п.1, отличающаяся тем, что она включает дополнительно второй, расположенный по ходу прокатки, диагональный квадратный калибр меньшего размера.
Текст
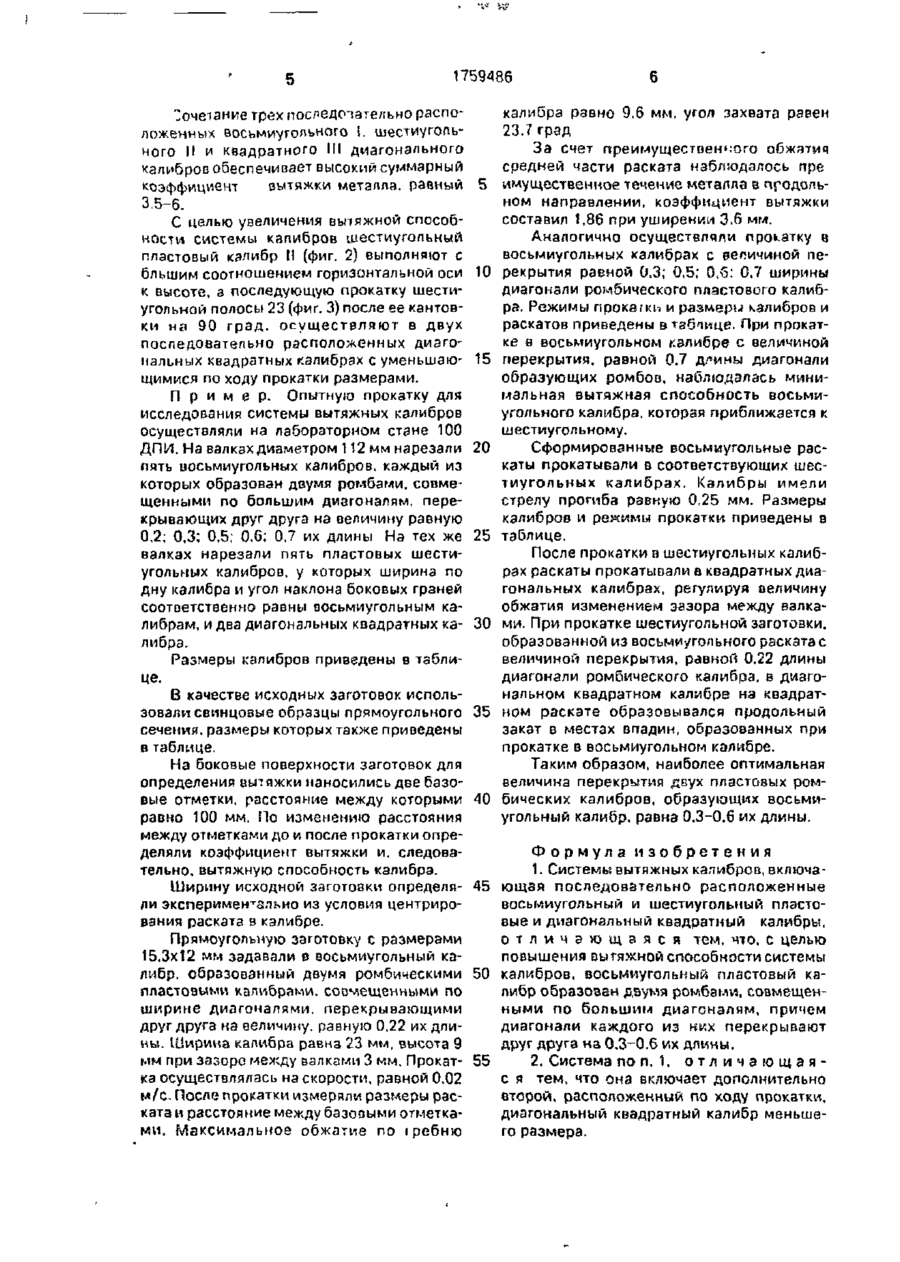
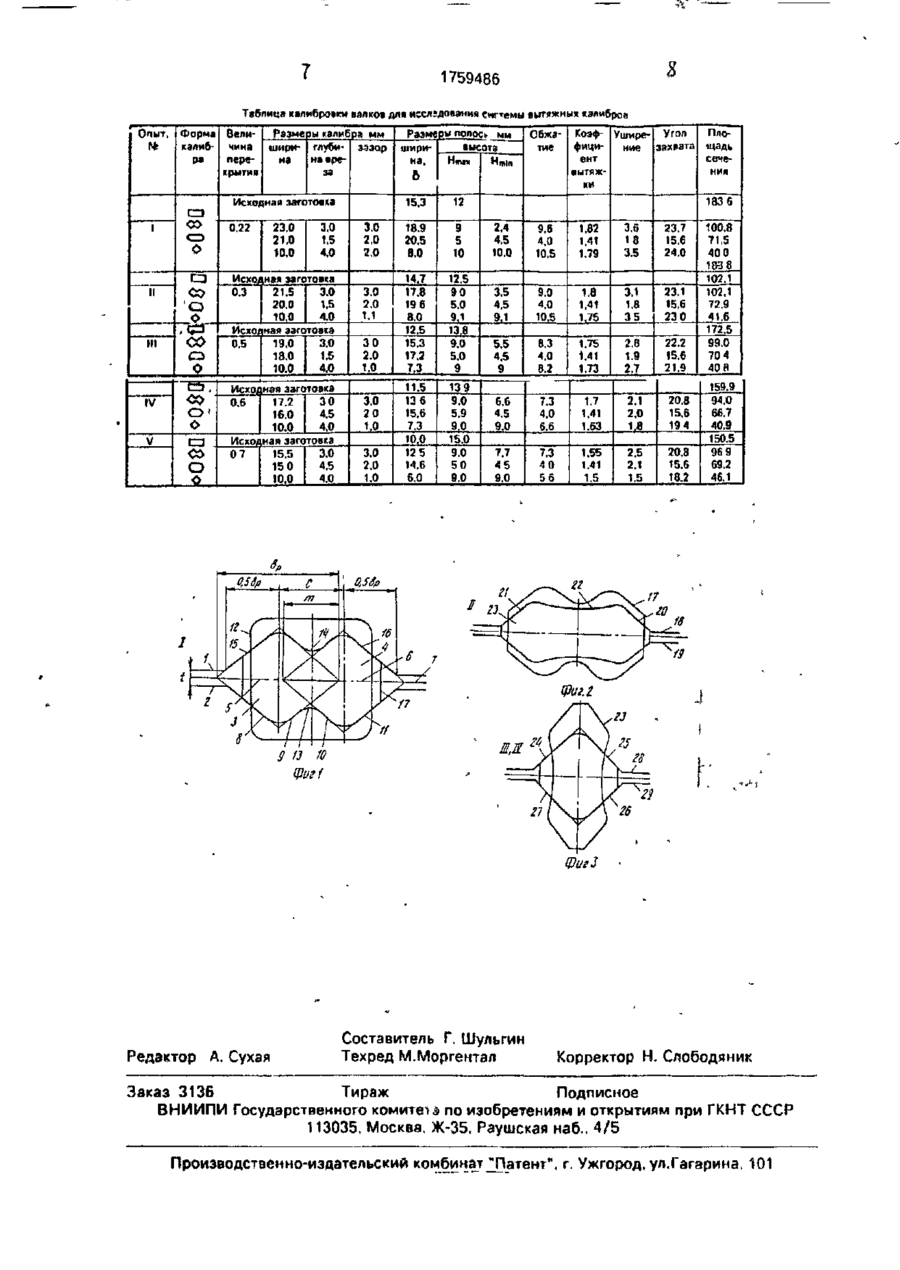
Исполь^^р!>нме нрокзткз торговых профилей Сущность изобретения система содержит восьмиугольный шестиугольный и диагональный юадрагный калибры Восьмиугольный f-аяибр образован двумя ромбами, совмещенными по большим диагоналям нэ 0.3 0,6 ич дгины Поі ышается вытяжная способность системы калибров 3 ил , 1 (21)4875643/27 (22) 27 08 90 (46)07 09 92 Бюл. №33 (71) Донецкий политехнический институт (72) Г М Шульгин А И Максаков, В А. Печелоренко, Г А Дышкоаец М А Бабенко и 10 М Хрустенко (56) Филиппов И Н и др Атлас калибровок валкоа прокатных станов М. "Черметинформация", 1965 с 262 табл. Изобретение относится к прокатному производству и может быть использовано при калибровке валков непрерывно-заготовочных, черновых и промежуточных групп клетей сортопых и проволочных станов Известна система калибров, включающая последовательно расположенные два обжимных восьмиугольных калибра диагональный пластівый и квадратные калибры со средствами кантовки раската между ними, причем угол наклона между гранями при вершине каждого последующего калибра этой системы выполнен меньше предыдущего на величину 10(1~п) где п - порядковый номер калибра в системе Недостатком ЗІОЙ системы калибров является наличие выпуклых вершин в центральной части дна восьмигранных калибров, что увеличивает глубину среза калибра в валки снижая тем самым захватывающую способность и обжатие (смещенный по пысоте объем металла) раската по сравнению с прямоугольными (ящичными) калибрами и следовательно способствует уменьшению РЫТЯЖНОИ способности калибров Наличие выпуклой вершины в диагональном пластовом кяпибре (ромбическом) значительно уменьшает свободное пространство на уширение металла при последующей прокатке ромба в квадратном калибре чго сущее.вепно снижает вытяжную способность квадратного калибра и срок опулбы ромбического калибра пи износу вершин Наиболее близким по технической сущности к зачвгчемой системе калибров является с и с т е м t апибров вкл ючающа? последовател ю расположенные восьмиугольный и шестиугольный пл^стозые и диЗ Г О Н З Л Ь І Ш Й квадратный t а пи бри со средствами кг ітовки раската между ними Недосгатюм чтой системы калибров РВ/•яется уменьшение вытяхной способности ^апибров, вызааниое тем, что пластовый восьмиугольный калибр имеет плоское дно по типу ящичного калибра и относительно г глубокий вр*з ручьев, ! о снижает захватывающую способность валков и обжатие раската Уменьшение смещенного объема металла по высоте способствует уменьшению вытяжной способности калибров Кроме того прокатка пластове о восьмиугольного калибра в ПЛЗСТОРОМ Ш Zтиугольном калибре с прчктичесіси naf л пельными широкими гооизонтальн ^i, гранями сопровождается более интен m * ным относительным обжатием средни JVрокич граней и менее интенси іьіи \{ 1759486 относительным обжатием крайних скошеннальный квадратный капибр меньшего разных граней. В связи с тем, что частная вымера. гяжка крайних частей раскат превышает При прокатке раската 12 (фиг 1), напричастную вытяжку центральной «CTH раскамер, квадратного семенил в восьмиугольном та, го за счет сдерживания вытяжки крайних 5 калибре, имеющем выпуклые клиновидные частей центральной частью имеет место поцентральные участии 13 и 14, образованные вышенное поперечное перемещение металконическими поверхностями 9 и 10 валков 1 ла в уширение. Это в свою очередь также и 2, существенно возрастает вытяжная споснижает вытяжную способность калибров. собность калибра В сравнении с восьмиЦелью изобретения является повыше- 10 угольным калибром этому способствует увеличение смещенного по высоте металла ние вытяжной способности системы калибза счет увеличения обжатия центральной чаров. сти раската клиновидными выступами 13,14 Поставленная цель достигается тем, что и боковых участков раската боковыми наD известной системе калибров, включающей последовательно расположенные ьосьми- 15 клонными стенками 8, 15 и 11, 16 восьмиугольного калибра. Кроме того, в связи с угсльный и шестиугольный пластовые и дмуменьшением глубины вреза калибра I о атональный квадратный калибры, валки увеличивается захватывающая сповосьмиугольный пластовий кплибр образособность, з значит и величина максимальнован двумя ромбами, совмещенными по so озжатия металла в калибре, что также большим диагоналам, причем диагонали 20 способствует увеличению смещенного по каждого из них перекрывают друг друга на высоте объема металла. Одновременно с 0,3-0,6 их длины. Кроме того, система каувеличением смещенного по.высоте металлибров включает дополнительно второй, ла уменьшается доля металла, смещенного расположенный по ходу прокатки, диагональный квадратный калибр меньшею раз- 25 в поперечном направлении (уширение) за счет сдерживающих боковых наклонных мера, вогнутых стенок 8. 15 и 11, 16 калибра. Все Предлагаемая система обеспечивает ото способствует увеличению оытяжной суммарный коэффициент вытяжки 3,5-6, что способности обжимного калибра I. позволяет сократить количество проходов или используемого оборудования и умень- 30 После выхода из обжимного калибра шить энергетические затраты, ІЮВЬІСИІЬ раскат 17 без кантовки прокатывается в шепроизводительность стана. стиугольном пластовом калибре II (фиг. 2), образованном врезанными в Болки 18. 19 На фиг 1 схематически показан обжимручьями, состоящими из двух конических ней восьмиугольный калибр и обжимаемая в нем заготовка; на фиг. 2 - пластовый шее- 35 поверхностей 20, 21 и дна 22, выполненного в виде цилиндра или выпуклой бочкообразтиугольный калибр, на фиг. 3 - квадратный ной поверхности. Сочетание размеров и диагональный калибр. формы раската 17. выходящего из обжимноОбжимной калибр I системы (фиг 1) го калибра, и шестиугольного пластового кавосьмиугольный, образованный верхним 1 обеспечивает надежное и нижним 2 валками, установленными с за- 40 либра центрирование раската в нем и высокую вызором t. Калибр I непосредственно выполтяжную способность, обеспечивающую нен из Дізух ромбических пластовых сдерживание уширения металла наклонныкзлибров 3 и 4. совмещенных диагоналями ми боковыми стенками 20. 21 калибра при 5 м б на ОДНОЙ прямой 7. являющейся осью восьмиугольного калибра і Ромбические 45 повышенной тенденции смещению металла по высоте гтпастовуз копибры 3 и 4 в свою очередь с&разоаачы ступенчатыми врезами в валки "і и 2, каждый из юторых образован комичеПосле выхода из валков 18 и 19 шестискими поверхностями 8, 9 и 10, 11 Ромбиугольный раскат 23 кантуется из 90 град и ческие калибры 3 и 4 смещены вдоль общей 50 прокатывается в квадратном калибре III оси 7 таким образом, что перекрывают друг (ФИГ. 3), образованном коническими повердруга, т.е. ширина Вр каждого из ромбичехностями 24.25 и 25.27. врезанными в валки ских калибров превышает расстояние С 28 и 29. С целью обеспечения максимальной можду осями этих калибров В р > С Следуювытяжной способности квадратного калибщий калибр S системы (фиі. 2) - пяастовый 55 ра III, определяемого предельным углом заI шестиугольный, а юегий калибр III (фиг. 3 ) хвата валков 28 и 29, боковые поверхности квадратный калибр, врезанный на ди,-го30 и 31 шестиугольного раската целесооб• наль. Кроме того, вытяжная система может разно выполнять вогнутыми, обеспечивая иь.'егь дополнительно второй калибр !У(фиг, свободное пространство на уширение и ис3). раї -пложенный по ходу прокатки, диагоключзя переполнение калибра. IJ 1759486 Сочетание трех последовательно расположенных восьмиугольного J. шестиугольного II и квадратного III диагонального калибров обеспечивает высокий суммарный коэффициент вытяжки металла, равный 5 3,5-6. С целью увеличения вытяжной способности системы калибров шестиугольный пластовый калибр II (фиг. 2) выполняют с бльшим соотношением горизонтальной оси 10 к высоте, з последующую прокатку шестиугольной полосы 23 (фиг. 3) после ее кантовки на 90 град, осуществляют в двух последовательно расположенных диагональных квадратных калибрах с уменьшаю- 15 щимися по ходу прокатки размерами. П р и м е р . Опытную прокатку для исследования системы вытяжных калибров осуществляли на лабораторном стане 100 ДПИ. На валках диаметром 112 мм нарезали 20 пять восьмиугольных калибров, каждый из которых образован двумя ромбами, совмещенными по большим диагоналям, перекрывающих друг друга на величину равную 0,2; 0,3; 0,5; 0,6; 0,7 их длины На тех же 25 валках нарезали пять пластовых шестиугольных калибров, у которых ширина по дну калибра и угол наклона боковых граней соответственно равны восьмиугольным калибрам, и два диагональных квадратных ка- 30 либра. Размеры калибров приведены в таблице. В качестве исходных заготовок использовали свинцовые образцы прямоугольного 35 сечения, размеры которых также приведены в таблице. На боковые поверхности заготовок для определения вытяжки наносились две базовые отметки, расстояние между которыми 40 равно 100 мм. По изменению расстояния между отметками до и после прокатки определяли коэффициент вытяжки и. следовательно, вытяжную способность калибра. Ширину исходной заготозки определя- 45 ли экспериментзлг-но из условия центрирования раската в калибре. Прямоугольную заготовку с размерами 15,3x12 мм задавали в восьмиугольный калибр, образованный двумя ромбическими 50 пластовыми калибрами, сообщенными по ширине диагоналями, перекрывающими друг друга на величину, равную 0,22 их длины. Ширина калибра равна 23 мм, высота 9 мм при зззорс между валками 3 мм. Прокат- 55 ка осуществлялась на скорости, равной 0,02 м/с. После прокатки измеряли размеры раската и расстояние между базооыми отметками. Максимальное обжатие по іребню калибра равно 9.6 мм, угол захвата равен 23.7 град За счет преимущественного обжатия средней части раската наблюдалось пре имущественное течение металла в продольном направлении, коэффициент вытяжки составил 1,86 при уширении 3-6 мм. Аналогично осуществляли прокатку в восьмиугольных калибрах с величиной перекрытия равной 0,3; 0,5; 0,6: 0,7 ширины диагонали ромбического пластового калибра. Режимы прокатки и размеры калибров и раскатов приведены в табпице. При прокатке в восьмиугольном калибре с величиной перекрытия, равной 0.7 длины диагонали образующих ромбов, наблюдалась минимальная вытяжная способность восьмиугольного калибра, которая приближается к шестиугольному. Сформированные восьмиугольные раскаты прокатывали в соответствующих шестиугольных калибрах. Калибры имели стрелу прогиба равную 0,25 мм. Размеры калибров и режимы прокатки приведены в таблице. После прокатки в шестиугольных калибрах раскаты прокатывали в квадратных диагональных калибрах, регулируя величину обжатия изменением зазора между валками. При прокатке шестиугольной заготовки, образованной из восьмиугольного раската с величиной перекрытия, равной 0,22 длины диагонали ромбического калибра, в диагональном квадратном калибре на квадратном раскате образовывался продольный закат в местах впадин, образованных при прокатке в восьмиугольном калибре. Таким образом, наиболее оптимальная величина перекрытия двух пластовых ромбических калибров, образующих восьмиугольный калибр, рзвнз 0,3-0.6 их длины. Формула изобретения 1. Системы вытяжных калибров, включающая последовательно расположенные восьмиугольный и шестиугольный пластовые и диагональный квадратный калибры, о т л и ч а ю щ а я с я тем, что, с целью повышения вытяжной способности системы калибров, восьмиугольный пластовый калибр образован двумя ромбами, совмещенными по большим диагоналям, причем диагонали каждого из кілх перекрывают друг другз на 0.3-0.6 их длины. 2. Система по п. 1. о т л и ч а ю щ а я с я тем, что она включает дополнительно второй, расположенный по ходу прокатки, диагональный квадратный калибр меньшего размера. 1759486 Таблица калибровги валков для исследования смпемы вытяжных калибров Опыт. 1* Форма калибра СИ 1 С=> Величина перекрытия Рэзме ры калибра мм шири- глуби- зэзор на врена за О II а со о о III СО 0 IV о$ V гтэ О' о о о 23.0 21.0 10.0 3.0 1.5 4,0 Исходная заготовка 3.0 0.3 21.5 20.0 1.5 10,0 4.0 Исхо/ пая заготовка 3.0 0.5 19,0 1,5 18.0 4.0 10.0 Исходная заготовка 30 17.2 0.6 4,5 16.0 4.0 10,0 Исходная заготовка 3.0 07 15.5 4.5 150 4.0 10.0 3.0 2.0 2.0 3.0 2.0 1.1 30 2.0 1.0 3.0 20 1,0 3.0 2.0 1,0 Обжатие 6 15.3 Исходная заготовка 0.22 Размеры полос», мм ширивысота Ищи на, Нщ|п 12 18.9 20.5 8.0 9 5 10 14.7 17.8 19 6 8.0 12.5 15.3 17,2 7.3 90 5.0 9.1 13.8 9.0 5.0 9 >2.5 11.5 13 6 15.6 7.3 10.0 12 5 14.6 6.0 13 9 9.0 5.9 9.0 1S.0 9.0 50 9.0 Коэф- Ушире- Угол фициние захвата ент вытяжки Площадь сечения 183 6 2.4 4.5 10.0 9.6 4.0 10,5 1.82 1.41 1.79 3.6 18 3.5 23.7 15.6 24.0 3.5 4,5 9.1 9.0 4,0 10.5 1.8 1.41 1,75 3,1 1.8 35 23.1 15.6 23 0 5,5 4.5 9 8.3 4.0 8.2 1.75 1.41 1.73 2.8 1.9 2.7 22.2 15,6 21.9 6.6 4.5 9.0 7.3 4.0 6.6 1.7 1.41 1.63 2,1 2,0 1,8 20.8 15.6 19 4 7.7 45 9.0 7.3 40 56 1.55 1.41 1.5 2.5 2.1 1.5 20,8 15,6 18.2 100,8 71.5 40 0 183 8 102.1 102,1 72.9 41.6 172.5 99.0 70 4 40 8 159.9 94.0 66.7 40.9 150.5 96 9 69.2 46,1 Г7 ФигЗ Редактор А. Сухая Составитель Г. Шульгин Техред М.Моргентал Корректор Н. Слободяник Заказ 313Б Тираж Подписное ВНИИПИ Государственного комитет & по изобретениям и открытиям при ГКНТ СССР 113035. Москва. Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат ^Патент", г. Ужгород, ул.Гагарина. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of drawing passes
Автори англійськоюShulhin Hryhoryi Mytrofanovych, Maksakov Anatolii Ivanovych, Necheporenko Volodymyr Andriiovych, Dyshkovets Hennadii Anatoliiovych, Babenko Mykhailo Antonovych, Khrustenko Yurii Mykhailovych
Назва патенту російськоюСистема вытяжных калибров
Автори російськоюШульгин Григорий Митрофанович, Максаков Анатолий Иванович, Нечепоренко Владимир Андреевич, Дышковец Геннадий Анатольевич, Бабенко Михаил Антонович, Хрустенко Юрий Михайлович
МПК / Мітки
МПК: B21B 1/02
Мітки: витяжних, система, калібрів
Код посилання
<a href="https://ua.patents.su/4-7909-sistema-vityazhnikh-kalibriv.html" target="_blank" rel="follow" title="База патентів України">Система витяжних калібрів</a>
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Єрємєєв Віктор Іванович, Андрійчук Сергій Андрійович, Шишко Юрій Борисович, Кузнєцов Лев Федорович, Холодило Валерій Андрійович, Ющевський Віктор Карлович, Букрєєв Іван Іванович
МПК: B21B 1/26
Мітки: штабів, спосіб, прокатки, безперервної
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Лам Матвій Маркович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Левицький Анатолій Петрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: круглих, спосіб, заготовок, прокатки
Формула / Реферат:
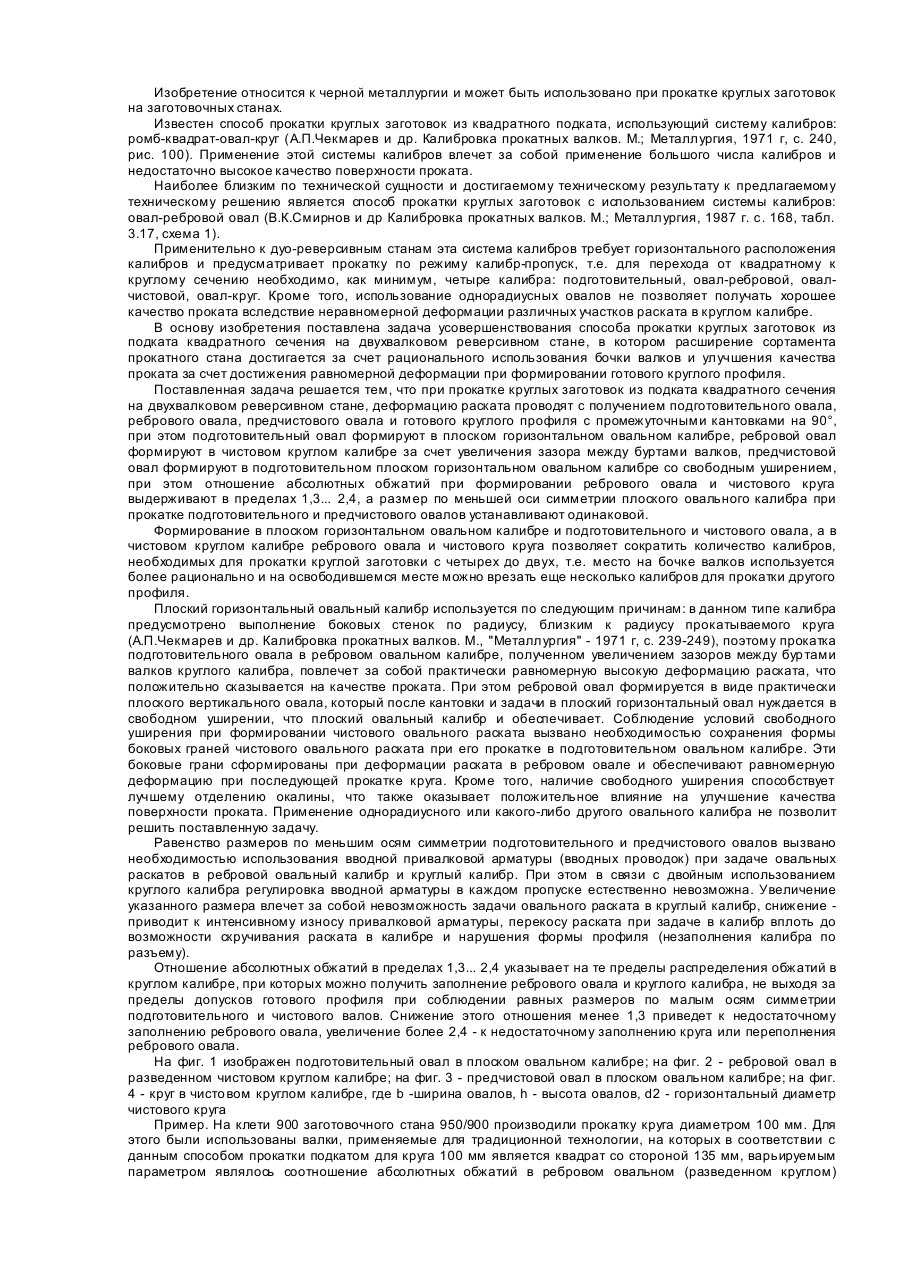
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: прокатування, профілів, спосіб
Формула / Реферат:
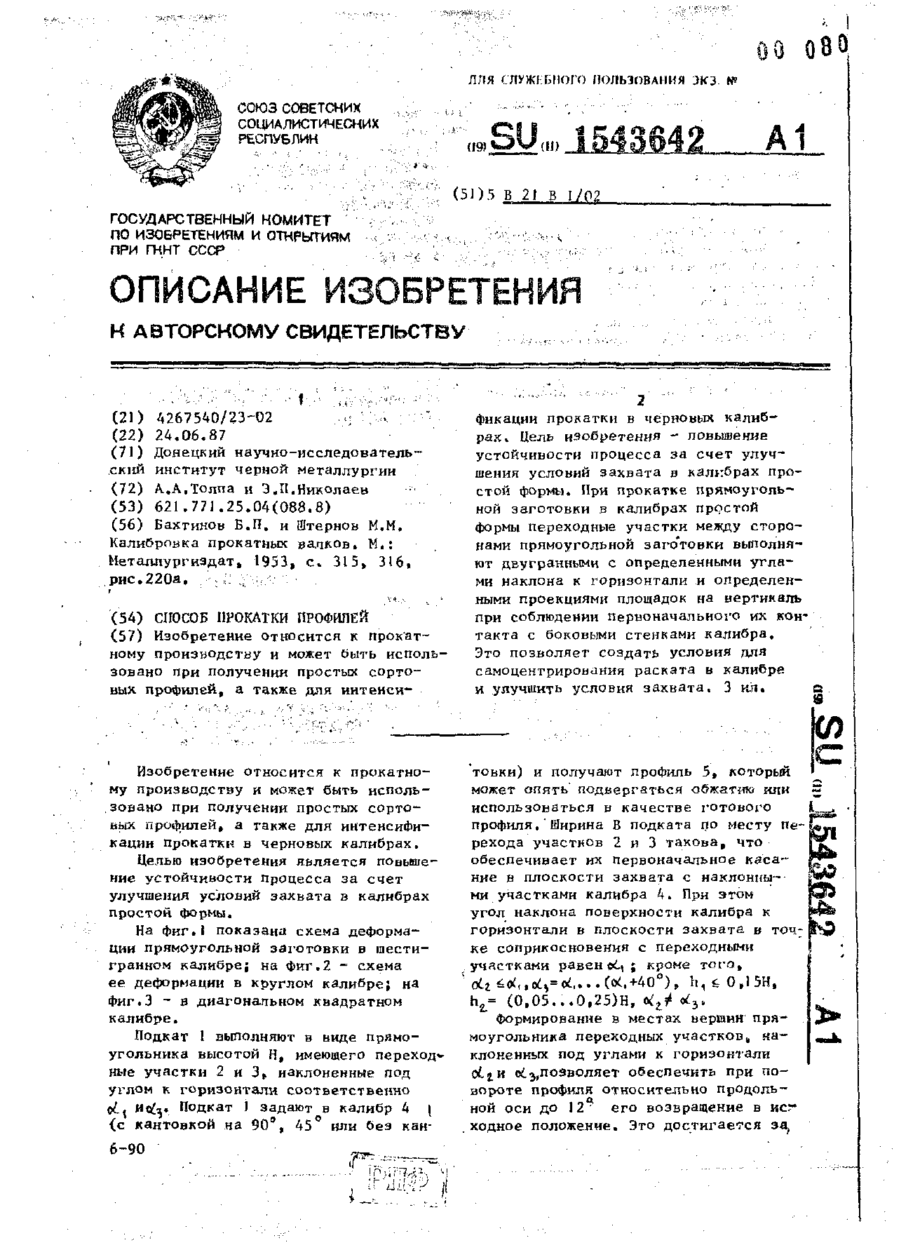
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Скороход Микола Михайлович, Луценко Віктор Олександрович, Молочєк Олександр Васильович, Дяченко Михайло Григорійович, Селіщев Сергій Єгорович, Дорожко Іван Кирилович, Локтіонов Петро Якович, Луцький Михайло Борисович, Міронов Євген Костянтинович, Чічкан Артур Олексійович, Плотніков Петро Іванович
МПК: B21B 1/02
Мітки: заготівки, спосіб, отримання, квадратної
Формула / Реферат:
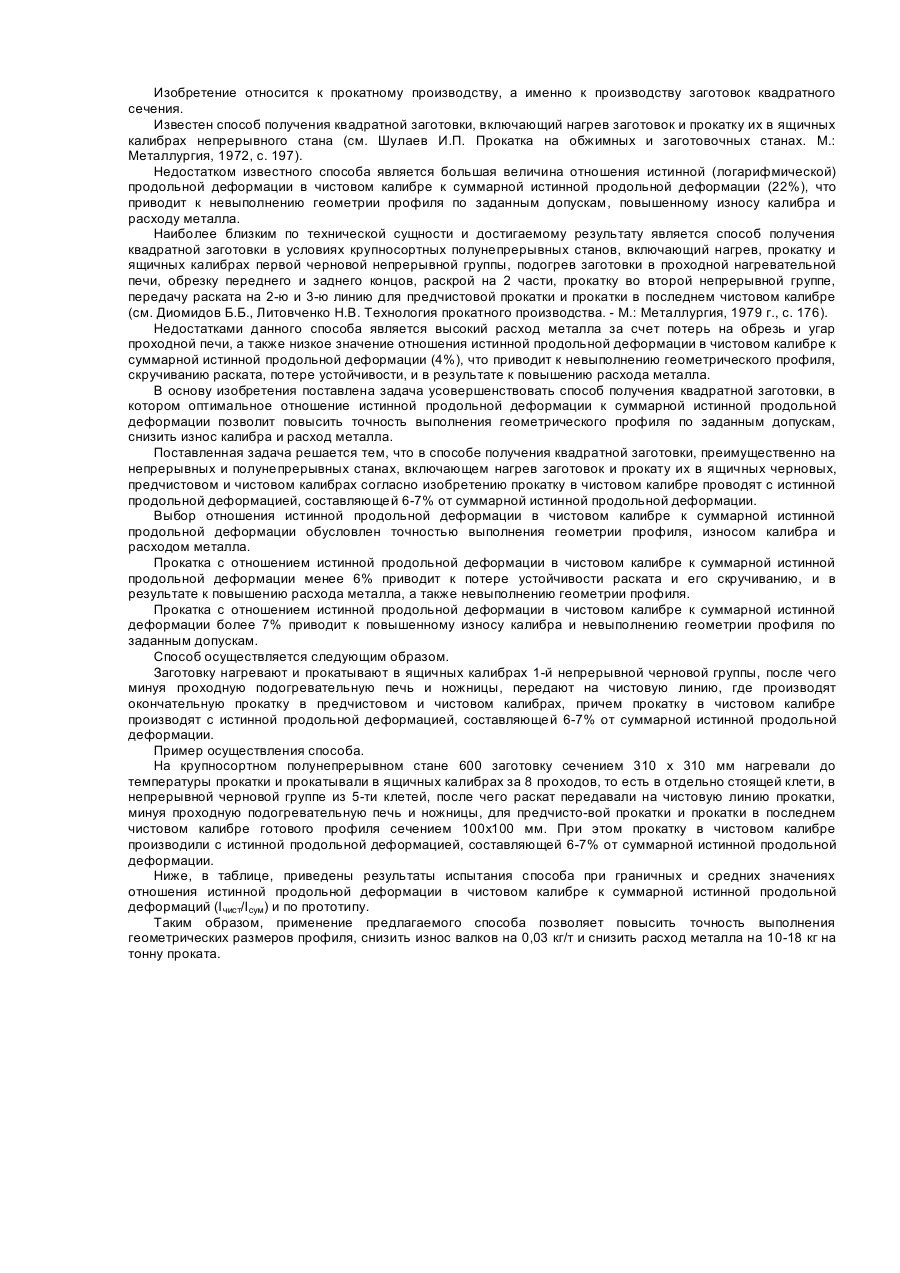
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: профілів, круглих, спосіб, прокатування
Формула / Реферат:
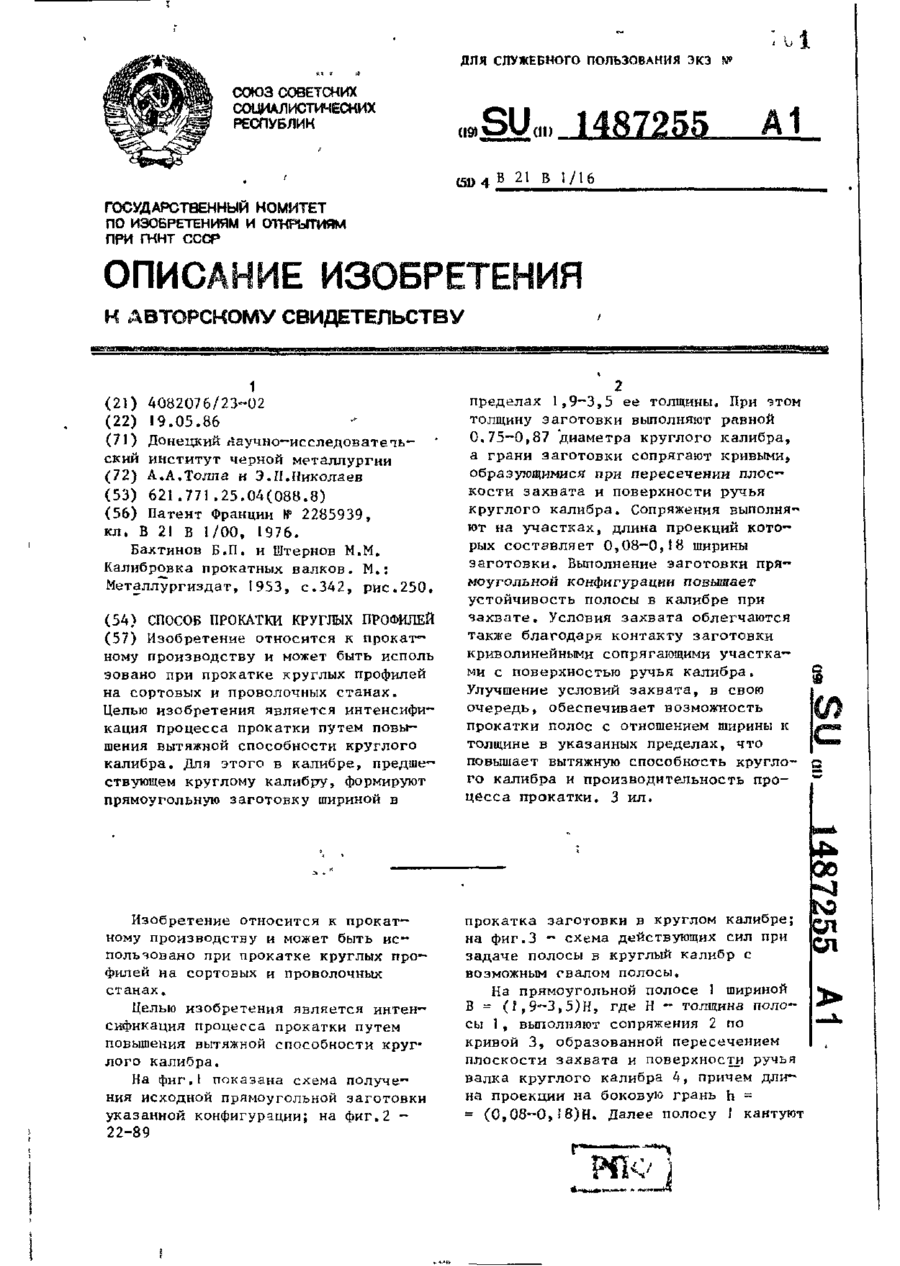
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Попередній патент: Станок до доїльної установки
Наступний патент: Спосіб виготовлення ущільних виробів з графіту
Випадковий патент: Пристрій для безупинного обрізування аркушевого матеріалу в потокових лініях