Спосіб визначення величини дійсного припуску при токарній обробці

Формула / Реферат
Спосіб визначення величини дійсного припуску при токарній обробці, що включає вимірювання діаметра заготовки до обробки і після за допомогою двох лазерних далекомірів, який відрізняється тим, що при точінні на верстаті сигнали про справжні розміри поверхонь оброблюваної заготовки передають в ПК, після чого порівнюють дійсний припуск і розрахунковий і, у разі необхідності, із застосуванням системи ЧПУ проводять корекцію положення ріжучого інструменту.
Текст
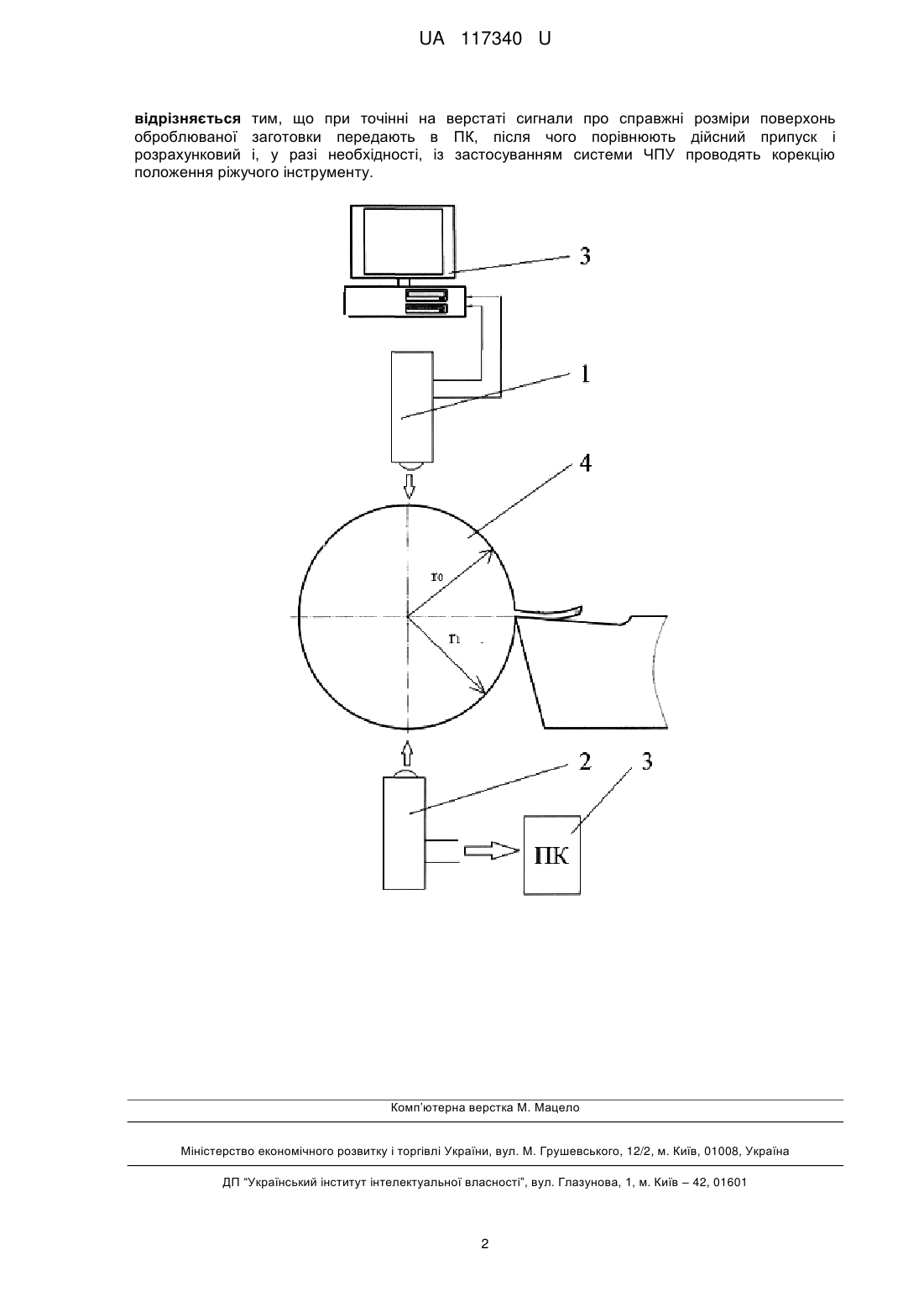
Реферат: Спосіб визначення величини дійсного припуску при токарній обробці включає вимірювання діаметра заготовки до обробки і після за допомогою двох лазерних далекомірів. При точінні на верстаті сигнали про справжні розміри поверхонь оброблюваної заготовки передають в ПК. Після чого порівнюють дійсний припуск і розрахунковий і, у разі необхідності, із застосуванням системи ЧПУ проводять корекцію положення ріжучого інструменту. UA 117340 U (54) СПОСІБ ВИЗНАЧЕННЯ ВЕЛИЧИНИ ДІЙСНОГО ПРИПУСКУ ПРИ ТОКАРНІЙ ОБРОБЦІ UA 117340 U UA 117340 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до обробки металів різанням, а саме до способів розбиття загального припуску на чорновому і чистовому проходах при обробці на токарних верстатах. Відомий спосіб визначення проміжних припусків чорнового і чистового проходів [1], при якому за нормативами визначають сумарний припуск чорнового і чистового проходів, а потім розбивають цей припуск між проходами, при цьому виконують два косих розрізи, причому при першому розрізу глибину різання по довжині зразка змінюють від нуля до величини сумарного припуску, а при виконанні другого розрізу - від величини сумарного припуску до нуля, фіксують при цьому контрольовані параметри хвиль напружень, будують графік зміни параметрів хвиль напружень по довжині зразка, за яким визначають припуски чорнового і чистового проходів на ділянці між його екстремумів і точкою перегину. Недоліками відомого способу є: зниження зносостійкості оброблених поверхонь. Це пояснюється тим, що верхній шар покриття є дефектним, що включає шлаки, різні домішки, підвищену пористість і ін. А визначення припусків чорнового і чистового проходів по нормативах в одних випадках не регламентує знімання всього верхнього дефектного шару, а в інших - крім неякісного верхнього шару може частково або повністю зніматися нижчележачий якісний шар, що веде до підвищеної витрати дорогих легованих матеріалів, підвищення трудомісткості процесу різання при видаленні якісного матеріалу, зниження зносостійкості виробів. Найближчим аналогом є спосіб контролю величини припуску при торцешліфуванні кілець підшипників [2], в якому кільце підшипника базують торцем перед операцією шліфування на плиті, фіксують призмою та встановлюють поряд з кільцем датчик у формі мікрокатора з наконечником голчастого типу, при цьому встановлення датчика здійснюють так, щоб голка наконечника торкалася до фаски і перед шліфуванням торця підшипника, і після шліфування. Величину знятого припуску визначають як різницю показників датчика до і після шліфування та тангенсу кута нахилу фаски підшипника. Суттєвим недоліком такого способу контролю величини припуску є складність устаткування для реалізації способу та через те недостатні надійність і точність вимірів. В основу корисної моделі поставлена задача спрощення устаткування для реалізації способу контролю припуску та підвищення точності та надійності технологічних операцій. Поставлена задача вирішується тим, що cпосіб визначення величини дійсного припуску при токарній обробці, що включає вимірювання діаметра заготовки до обробки і після за допомогою двох лазерних далекомірів, який відрізняється тим, що при точінні на верстаті сигнали про справжні розміри поверхонь оброблюваної заготовки передають в ПК, після чого порівнюють дійсний припуск і розрахунковий і, у разі необхідності, із застосуванням системи ЧПУ проводять корекцію положення ріжучого інструменту. Реалізацію корисної моделі представлено на кресл. - схема визначення величини дійсного припуску при токарній обробці. Розроблено контрольний комплекс, який дозволяє визначати величину шару, що видаляється. Спосіб включає застосування двох лазерних далекомірів (1, 2) і розрахункового комплексу (3), вбудованого в систему ЧПУ верстата. Кожен лазерний далекомір розташований співвісно з оброблюваної заготівлею (4). Лазерний далекомір (1) вимірює радіус заготовки до обробки r0, а далекомір (2) - радіус заготовки після обробки r1. Величина припуску, що видаляється Zoп, визначають по співвідношенню Zoп = r0-r1, де r0 - радіус заготовки до обробки, r1 - радіус заготовки після обробки. Запропонований спосіб визначення величини дійсного припуску дозволяє спростити устаткування, підвищити точність оброблених поверхонь, що, в свою чергу, підвищує точність і надійність технологічного процесу металообробки на верстатах з числовим програмним керуванням (ЧПУ). 50 55 Джерела інформації: 1. Рижов Е.В., Клименко С.А., Полонський Л.Г. Спосіб визначення сумарного припуску чорнового та чистового проходів. Патент UA № 5507, МПК В23В1/00, від 28.12.1994. 2. Мороз С.А., Марчук В.І. Спосіб контролю величини припуску при торцешліфуванні кілець підшипників. Патент UA № 65976, МПК G01B7/28, від 26.12.2011. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб визначення величини дійсного припуску при токарній обробці, що включає вимірювання діаметра заготовки до обробки і після за допомогою двох лазерних далекомірів, який 1 UA 117340 U відрізняється тим, що при точінні на верстаті сигнали про справжні розміри поверхонь оброблюваної заготовки передають в ПК, після чого порівнюють дійсний припуск і розрахунковий і, у разі необхідності, із застосуванням системи ЧПУ проводять корекцію положення ріжучого інструменту. Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: токарний, величини, спосіб, обробці, припуску, визначення, дійсного
Код посилання
<a href="https://ua.patents.su/4-117340-sposib-viznachennya-velichini-dijjsnogo-pripusku-pri-tokarnijj-obrobci.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення величини дійсного припуску при токарній обробці</a>
Спосіб контролю величини припуску при торцешліфуванні кілець підшипників
Номер патенту: 65976
Опубліковано: 26.12.2011
Автори: Пташенчук Віталій Віталійович, Марчук Віктор Іванович, Мороз Сергій Анатолійович, Чалий Василь Дмитрович
МПК: G01B 7/28
Мітки: спосіб, припуску, підшипників, кілець, величини, контролю, торцешліфуванні
Формула / Реферат:
Спосіб контролю величини припуску при торцешліфуванні кілець підшипників, який включає базування оброблювального кільця підшипника та встановлювання поряд з ним датчика, який відрізняється тим, що датчик вибирають у формі мікрокатора з наконечником голчастого типу та встановлюють з можливістю торкання голки останнього до фаски підшипника перед та після здійснення операції шліфування, при цьому величину знятого припуску визначають за формулою...
Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями
Номер патенту: 100332
Опубліковано: 10.12.2012
Автори: Полонський Леонід Григорович, Лошенков Вадим Олександрович, Ночвай Володимир Матвійович, Степчин Олег Анатолійович, Кравченко Максим Павлович
МПК: B23B 1/00
Мітки: газотермічними, механічну, обробку, припуску, покриттями, виробів, визначення, спосіб
Формула / Реферат:
Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями, за яким обробляють зразок, пошарово видаляючи покриття, з урахуванням дефектного прошарку, який відрізняється тим, що на поперечному прямому шліфі, виготовленому зі зразка з покриттям, визначають мікротвердість покриття по глибині з кроком, що відповідає глибині різання при пошаровій механічній обробці зразка, потім обробляють пошарово зразок і вимірюють...
Спосіб аналізу автоколивань при токарній обробці

Номер патенту: 114015
Опубліковано: 27.02.2017
Автори: Зубарєв Андрій Євгенійович, Черновол Наталія Миколаївна, Кучугуров Марк Валерійович, Дядя Сергій Іванович, Внуков Юрій Миколайович
МПК: G01H 1/00
Мітки: аналізу, токарний, спосіб, автоколивань, обробці
Формула / Реферат:
Спосіб аналізу коливань деталі та/або інструмента для визначення надійності роботи та/або якості обробки, при якому реєструють і обробляють коливання, що виникають при контролі деталі та/або інструмента, при цьому реєструють та аналізують коливання, зберігають коливальний спектр, що містить зазначені коливання, для формування багатомірних даних, який відрізняється тим, що у збереженому коливальному спектрі вимірюють період кожного повного...
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічними покриттями
Номер патенту: 95566
Опубліковано: 10.08.2011
Автори: Машовець Наталія Сергіївна, Полонський Леонід Григорович, Кравченко Максим Павлович, Лошенков Олександр Григорович
МПК: B23B 1/00
Мітки: механічну, оптимального, припуску, виробів, газотермічними, визначення, покриттями, спосіб, обробку
Формула / Реферат:
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічним покриттям, за яким обробляють зразок, враховуючи дефектний прошарок, пошарово видаляючи покриття зі зразка за кількість проходів, рівну частці від ділення товщини покриття на величину глибини різання, яку вибирають мінімально можливою для використовуваного обладнання і кратною товщині покриття, який відрізняється тим, що при кожному проході визначають силу...
Пристосування для вимірювання сил різання при токарній обробці
Номер патенту: 64256
Опубліковано: 10.11.2011
Автори: Барабаш Галина Сергіївна, Симута Микола Олександрович
МПК: B23B 25/00
Мітки: сіль, різання, обробці, токарний, вимірювання, пристосування
Формула / Реферат:
Пристосування для вимірювання сил різання при токарній обробці, в яке встановлюється різець, який під дією сили різання деформує чутливі елементи, що являють собою оптоволоконні провідники, які є робочими плечима оптоволоконного інтерферометра, через провідники пропускається промінь монохроматичного когерентного випромінювання, що модулюється при дії зовнішніх сил, потім отриманий промодульований промінь порівнюється з опорним...
Попередній патент: Протекторний захист системи опалення
Наступний патент: Спосіб малоінвазивної аугментаційної ларингопластики
Випадковий патент: Лінія виготовлення порошкового дроту