Спосіб виготовлення термічно зміцненного прокату
Номер патенту: 11863
Опубліковано: 25.12.1996
Автори: Твердохліб Вячеслав Іванович, Гоменюк Володимир Васильович, Болотников Володимир Митрофанович, Суріков Ігор Миколайович, Черненко Валерій Тарасович, Воробйов Михайло Федорович, Худик Валеріан Тарасович, Нечепоренко Анатолій Петрович, Івченко Олександр Васильович, Костюченко Михайло Іванович
Формула / Реферат
Способ изготовления термически упрочненного проката, преимущественно из малоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью выше критической после выхода проката из последней клети стана и порезку на мерные длины в промежутке между ступенями охлаждения, отличающийся тем, что, с целью повышения качества проката путем увеличения однородности свойств по длине раскатов и улучшения условий порезки, охлаждение после окончания прокатки начинают через 0,1-0,15 с и ведут его до достижения среднемассовой температуры 730-550°С, затем прокат подвергают порезке и не позднее 0,1-0,3 с после порезки ведут охлаждение.
Текст
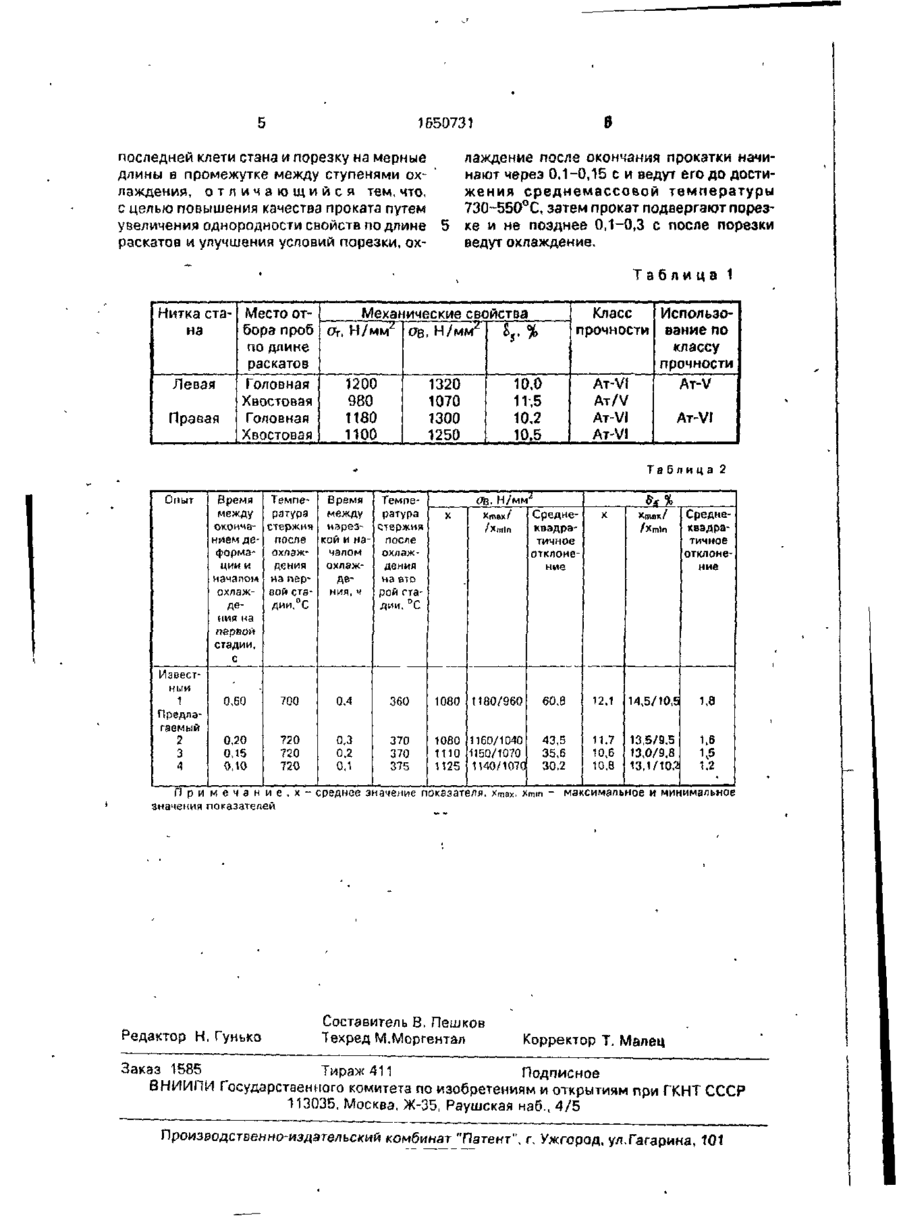
Изобретение относится к черной металлургии, в частности к термической обработке проката, преимущественно к термическому упрочнению арматурных стержней мелких и средних профилей сортовой стали в линиях непрерывных станов. Цель - повышение качества проката путем увеличения однородности свойств по длине раскатов и улучшение условий порезки. Термически упрочненные арматурные стержни Ns 14 из стали 20 ГС охлаждают спустя 0,2 с после окончания- деформации до 700°С, проводят порезку и через 0,3 с ускоренно охлаждают до 370°С, далее на воздухе. Способ позволяет увеличить выход годного проката высоких классов прочности. 2 табл. Изобретение относится к черной металлургии, а частности к термической обработке проката, преимущественно к термическому упрочнению арматурных стержней мелких и средних профилей сортовой стали в линии непрерывных станов. Цель изобретения - повышение качества проката путем увеличения однородности свойств по длине раскатов и улучшение условий порезки. Сущность способа состоит в том, что при проведении закалки после выхода из последней клети стана и порезки на мерные длины в промежутке между ступенями охлаждение на первой ступени начинают через 0,10-0,15 с после окончания деформации и ведут его до достижения среднемассовой температуры 730-550°С, при которой прокат подвергают порезке, э охлаждение на второй ступени начинают не позднее 0,1-0,3 с после порезки и закачивают при температуре не менее 350°С. Регламентация паузы между концом деформации и началом охлаждения на первой ступени необходима для уменьшения протяженности участка, на котором хвостовая часть раската подвергается разгону, что приводит к неоднородности. Установлено, что при начале охлаждения через 0,10— 0,15 с неоднородность свойств практически отсутствует. Дальнейшее увеличение паузы (более 0,15 с) приводит к заметному ее влиянию, а уменьшение (менее 0,10), не улучшая стабильность свойств, приводит к техническим трудностям при размещении 1650731 оборудования для осуществления способа и через 2 с повторное охлаждение (закалка) в его обслуживания. БГОдо380-350°С. Понижение среднемассовой темпераПо правой нитке стана реализуют предтуры проката на первой ступени охлажделагаемый способ: охлаждение на I ступени ний до 730°С и менее в сочетании с паузой 5 начинают через 0.15 с после выхода арматумежду порезкой и охлаждением н а второй ры из стана и ведут до 700-730°С, после чего проводят порезку и повторное охлаждение ступени обеспечивает однородность в БГО до 380-350°С. Повторное охлаждение свойств по длине раскатов и улучшает услоначинают через 0,2 с после порезки, при вия порезки при раскрое заготовки на 80100-метровые отрезки благодаря снижению 10 этом выдержка между I и II ступенями охпластичности металла, связанному с понилаждения составляет 0,4 с. Общая длина жением температуры. Снижение темпера гузоны охлаждения по обеим ниткам стана ры (550°С улучшает равномерность свойств, близка между собой. но вызывает частую смену ножей летучих Результаты испытаний приведены в ножниц из-за их поломок, что приводит к 15 табл. 1, простоям оборудоазния и снижению произИспытания на статическое растяжение водительности. контрольных образцов, отобранных от головной и хвостовой частей раскатов арматуры Начало охлаждения на второй ступени (табл. 1), позволяют выявить преимущества осуществляют не позднее 0,1-0,3 с после порезки, что благодаря сокращению протя- 20 предлагаемого способа по сравнению с изженности участка разгона стержней после вестным. раскроя и в сочетавши с понижением темпеКак следует из табл. 1, при одинаковой ратуры на первой ступени охлаждения блаобщей длине трассы охлаждения (термогоприятно сказывается на однородности установки) ограничение паузы между конмеханических свойств упрочненной стали. 25 цом деформации и началом охлаждения на Обеспечение охлаждения ранее, чем через первой ступени, а также между порезкой 0,1 с после порезки, невозможно по технираската и началом охлаждения на второй ческим причинам, увеличение паузы (> 0,3 с) ступени разброс прочностных свойств по сказывается на однородности свойств. длине раскатов термически упрочненной П р и м е р , Реализацию известного и 30 стержневой арматуры уменьшается от 220250 Н/мм2 по известному способу, до 60предлагаемого способов осуществляют на 80 Н/мм по предлагаемому. При этом действующей установке для термического прокат, изготовленный по предлагаемому упрочнения арматурной стали в потоке мелспособу, отправляют потребителю и примекосортного стана 250-1, имоюаіего различное расположение охлаждающих устройств 35 няют в Ж5К как арматуру класса Ат-Vi, в то в потоке левой и правой ниток стзна. По время, как прокат, изготовленный по извелевой нитке стана первый блок охлаждения стному способу, может быть использован (1 форсунка) оасположен на расстоянии 10 как арматура класса AT-V. м от прокатного стана, далее расположены В табл. 2 представлены данные, обоснобарабанные ножницы, блок глубокого ох- 40 вывающие граничные значения предлагаелаждения (БГ0)(4 форсунки) отстоит от пермого способа. вого блока на расстоянии 35 м. По правой Использование предлагаемого способа нитке стана первый блок удлиняют и приуменьшает разброс механических свойств ближают непосредственно к последней клепо длине раскатов термически упрочненной ти стана, а блок глубокого охлаждения 45 арматурой стали от 220 Н/мм до 100располагают на расстоянии, позволившем 120 Н/м2. установить между блоками барабанные Использование предлагаемого способа ножницы. Это позволяет проаести прямой обеспечивает увеличение однородности меэксперимент по термическому упрочнению ханических свойств по длине раскатов и, как арматурой стали 20ГС (0,22% углерода, 50 следствие, увеличение выхода годного про1,01 % марганца и 1,09% кремния). Стержни ката высоких классов прочности. диаметром 14 мм прокатывают по правой и левой ниткам стана со скоростью 17,5 м/с и Формула изобретения упрочняют путем двухступенчатой прерванной закалки в прямоточных охлаждающих 55 Способ изготовления термически упустройствах, в которые вода подается под рочненного проката, преимущественно из давлением 18-20 ати-. малоуглеродистой и низколегированной По левой нитке стана реализуют известный способ: охлаждение на 1 ступени от 1050 до 830-850°С, порезка на ножницах, стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью выше критической после выхода проката из б 1650731 лаждение после окончания прокатки начинают через 0,1-0,15 с и ведут его до достижения среднемассовой температуры 73О~550°С, затем прокат подвергают порезке и не позднее 0,1-0,3 с после порезки ведут охлаждение. последней клети стана и порезку на мерные длины в промежутке между ступенями охлаждений, о т л и ч а ю щ и й с я тем, что, с целью повышения качества проката путем увеличения однородности свойств подлине раскатов и улучшения условий порезки, ох Таблица 1 Нитка ста- Место отМеханические свойства на бора проб От. H/MM Z О&, H / M M Z по длине раскатов Левая Головная 1200 1320 10,0 Хвостовая 980 1070 11,5 Правая Головная 1180 10,2 1300 Хвостовая 1100 1250 10.5 v% Класс Использопрочности вание по классу прочности Ат-VI AT-V AT/V Ат-VI Ат-VI AT-VI Таблица 2 Опыт Время между окончанием деформации и качаном охлаждения на первой стадии, с Время ТемпеТемпература между ратура стержня нарез- стержня после кой и на- после охлажчалом охлаждения охлаждения на пердена вто вой ста- ния, V рой гтадии,°С дии. °С
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of termal strengthening of rolled stock
Автори англійськоюIvchenko Oleksandr Vasyliovych, Khudyk Valerian Tarasovych, Chernenko Valerii Tarasovych, Kostiuchenko Mykhailo Ivanovych, Necheporenko Anatolii Petrovych, Tverdokhlib Viacheslav Ivanovych, Homeniuk Volodymyr Vasyliovych, Vorobiov Mykhailo Fedorovych, Surikov Ihor Mykolaiovych, Bolotnykov Volodymyr Mytrofanovych
Назва патенту російськоюСпособ изготовления термически упрочненного проката
Автори російськоюИвченко Александр Васильевич, Худик Валерий Тарасович, Черненко Валерий Тарасович, Костюченко Михаил Иванович, Нечепоренко Анатолий Петрович, Твердохлеб Вячеслав Иванович, Гоменюк Владимир Васильевич, Воробьев Михаил Федорович, Суриков Игорь Николаевич, Болотников Владимир Митрофанович
МПК / Мітки
Мітки: термічної, зміцненного, виготовлення, прокату, спосіб
Код посилання
<a href="https://ua.patents.su/4-11863-sposib-vigotovlennya-termichno-zmicnennogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термічно зміцненного прокату</a>
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Худик Валер'ян Тарасович, Нечепоренко Анатолій Петрович, Костюченко Михайло Іванович, Кокшаров Олександр Миколайович, Гунькін Ігор Олександрович, Івченко Олександр Васильович, Нечепоренко Володимир Андрійович, Черненко Валерій Тарасович
Мітки: сталі, термічно-зміцненого, виготовлення, спосіб, прокату, низьковуглецевої, низьколегованої
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Спосіб виготовлення прокату
Номер патенту: 7867
Опубліковано: 26.12.1995
Автори: Івченко Олександр Васильович, Мадатян Сергій Ашотович
МПК: C21D 1/02
Мітки: виготовлення, прокату, спосіб
Формула / Реферат:
Способ изготовления проката, преимущественно арматурных стержней, включающий получение стальной заготовки, нагрев заготовки, горячую прокатку, прерванную закалку потоком воды в закрытой камере до достижения заданной среднемассовой температуры с самоотпуском, отличающийся тем, что заготовку получают из стали с содержанием углерода 0,12... 0,24%, закалку осуществляют до среднемассовой температуры 540 ... 660°С, при этом с повышением...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: стального, прокату, спосіб, обробки
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виробництва прокату
Номер патенту: 8047
Опубліковано: 26.12.1995
Автори: Сердюк Генадій Анатолійович, Стурза Василь Іванович, Мінаєв Олександр Анатолійович, Холодило Валерій Андрійович, Кацнельсон Генріх Майорович, Бердічевський Юрій Євгенович, Сайгаков Анатолій Авраамович
МПК: C21D 8/00, B21B 45/02, B21B 1/38
Мітки: спосіб, прокату, виробництва
Формула / Реферат:
Способ производства проката, преимущественно арматурных и угловых профилей, включающий нагрев металла, деформацию в черновых и чистовых проходах и послед еформационное охлаждение, отличающийся тем, что, с целью обеспечения заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой, величину скорости охлаждения проката обеспечивают, исходя из соотношениягде v0 - скорость охлаждения проката с...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Нечепоренко Анатолій Петрович, Худик Юрій Тарасович, Костирко Сергій Андрійович, Івченко Олександр Васильович, Приходько Євгенія Валер'янівна, Костюченко Михайло Іванович, Рибалка Віктор Федорович, Нечепоренко Володимир Андрійович, Худик Валер'ян Тарасович, Гунькін Ігор Олександрович
Мітки: спосіб, прокату, зміцнення, термічного
Формула / Реферат:
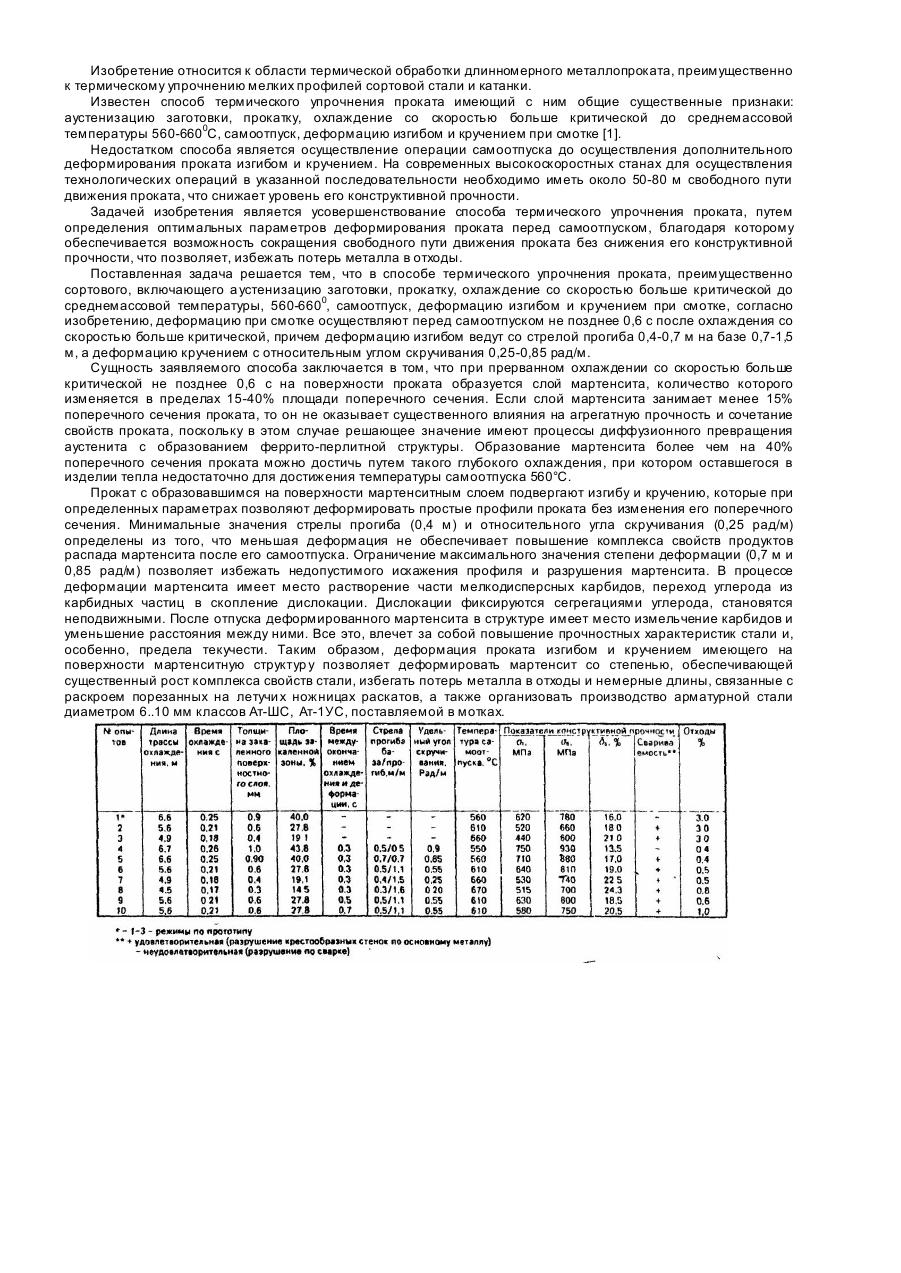
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Попередній патент: Спосіб термічного зміцнення прокату
Наступний патент: Спосіб автоматичного захисту парового барабанного котла
Випадковий патент: Харчовий продукт р2