Спосіб виготовлення профільованих деталей
Номер патенту: 12272
Опубліковано: 25.12.1996
Автори: Шумейко Дмитро Іванович, Біла Людмила Марківна, Кравчун Степан Іванович, Морозов Вячеслав Дмитрович, Білий Євген Тимофійович, Шуліка Микола Олександрович
Формула / Реферат
Способ изготовления профилированных деталей, включающий профилирование и формирование по меньшей мере на одной из поверхностей заготовки упрочняющего рельефа, отличающийся тем, что, с целью повышения качества изделий и экономичности за счет уменьшения материалоемкости изделий и энергоемкости процесса, упрочняющий рельеф формируют на поверхности плоской заготовки прокаткой непосредственно перед ее профилированием.
Текст
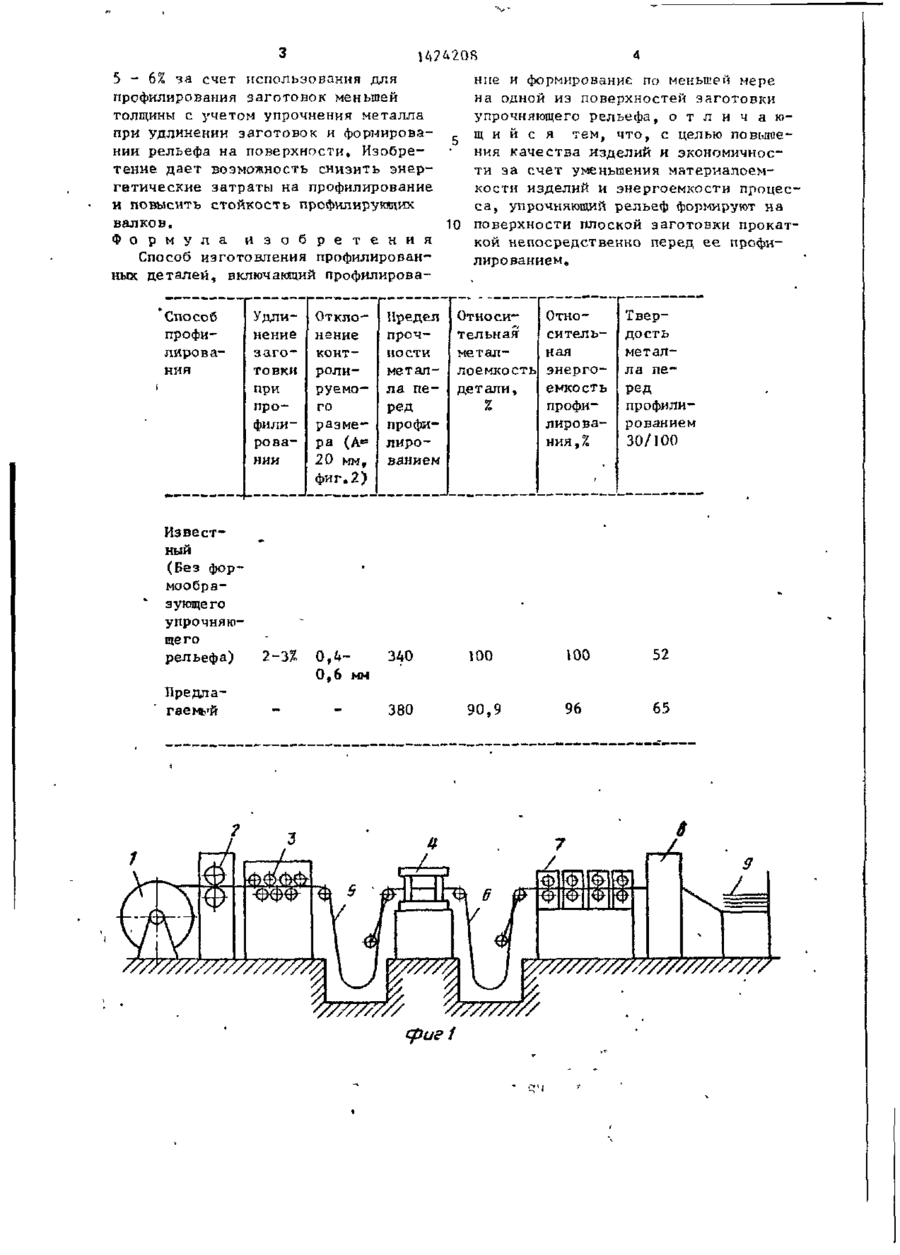
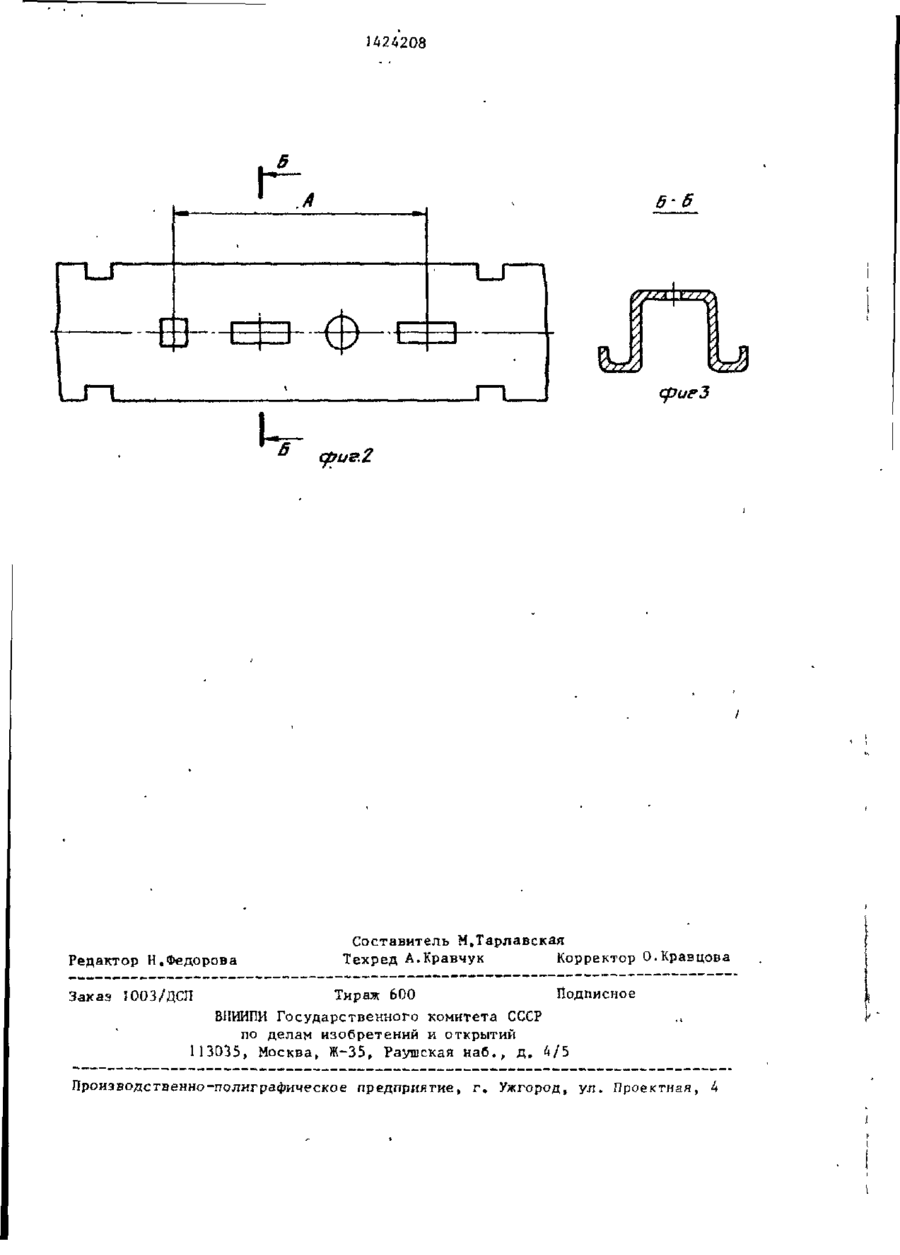
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении профилированных деталей или панелей из листового металла, полос или лент в автомобилестроении, машиностроении, металлургии. Цель - повышение точ 34-88 ности готовых деталей, снижение их металлоемкости и энергозатрат при изготовлении. Перед профилированием или перед предварительной штамповкой и последующим Профилированием на поверхности плоской заготовки формируют упрочняющий рельеф прокаткой в валках с рельефом в виде однородных впадин различной конфигурации. За счет использования перед профилированием заготовок меньшей толщины удается снизить металлоемкость деталей.Уменьшение энергозатрат осуществляется за счет снижения потерь на трение и отсутствия геометрического скольжения при профилировании в цилиндрических валках. Упрочнение заготовки перед ее профилированием обеспечивает точность ее размеров. 3 ил*, 1 табл. 1 424208 ' Изобретение относится к обработпрофилированием уменьшается контактке металлов давлением и может быть ное трение между заготовкой и профииспользовано при изготовлении профилирующими валками. Этому способствулированных деталей или панелей из с ет также поверхностный рельеф, обеслистового металла, полос или лент печивающий доставку смазки в контактв автомобилестроении, машиностроении, ную зону при профилировании. Снижеметаллургии и других отраслях проние контактного трения и упрочнение мышленности. заготовок практически исключают вытяжку металла и з - з а межклетьевого наЦель изобретения - повышение точ- 10 тяжения при профилировании. При этомности качества изделий и экономичнособеспечивается точность размеров " ' ти за счет уменьшения материалоем предварительно отштампованных отверкости изделий и энергоемкости процесстий и контуров деталей, снижение са. энергетических затрат на контактное На фиг.1 приведена схема автомати-15 трение при профилировании и снижеческой линии для изготовления профиние износа профилирующих валков. лированных деталей по данному способу; па фиг.2 - конфигурация заготовПредлагаемый способ может быть ки с предварительно отштампованным реализован на линии, состоящей из контуром и вырубленными отверстиями 20 устройства 1 для разматывания рулоперед профилированием; на фиг.З нов, прокатной клети 2, правильного профиль детали, используемой для изустройства 3 , пресса 4 для выполнеготовления кузова автомобиля ЗАЗния предварительных штамповочных опе986М и изготовленной в соответствии раций, в том числе перфорации, петс данным способом, 25 левых устройств 5 и 6, профильного стана 7» отрезного пресса или л е т у - , Упрочняющий рельеф на поверхности чей пилы 8 и стапелирующего устройметалла формируют одновременно с ства 9. удлинением заготовок перед профилированием или предварительной штамповкой П р и м е р , Профилирование д е т а с последующим профилированием, при30 ли производят из стальной ленты чем формирование упрочняющего рельеО8КП шириной 26 мм, толщиной 1 мм фа на поверхности металла сопровождас предварительно накатанным на одну ется одновременно удлинением заготот из ее поверхностей рельефом в виде вок. Это достигается прокаткой лисоднородных впадин глубиной 160 тов, полос и лент в валках с соответ- « 180 мкм. Расстояние между выступами ствующим рельефом поверхности. рельефа, ограничивающими впадины, В результате выполнения этих операсоставляет ъ среднем I мм. Толщина ций происходит упрочнение металла по заготовок после накатки уменьшается' всему сечению заготовки и более интенна 2 - 3%, ширина не изменяется, сивное на ее поверхности, 40 уменьшение массы на единицу длины Поверхностный рельеф может быть ленты вследствие удлинения заготоввыполнен в виде углублений различной ки составляет 9,1%. конфигурации глубиной 0,1.».О,2 толВ таблице приведены сравнительные щины заготовки. Удлинение .• одновре. характеристики прочности и точности менно с формированием упрочняющего д5 профилированных деталей, изготбвлен- . рельефа на поверхности заготовок ньгх по предлагаемому и известному обеспечивает снижение металлоемкости способам из стали 08КП толщиной 1 мм, изделий после профилирования. •~~ Сравнение приведенных характерисУпрочнение металла обеспечивает тик показывает, что формирование по снижение металлоемкости за счет профименьшей мере на одной из поверхнос50 лирования деталей из заготовок меньтей металла упрочняющего рельефа шей толщины при обеспечении требуеодновременно с удлинением заготовок мой прочности профилей. перед предварительной штамповкой и последующим профилированием повышает Кроме того, упрочняющий рельеф точность деталей, снижает металлоемна поверхности металла формируют 55 кость профилей на 9-15% при обеспеперед профилированием или предваричении требуемой их прочности (9-10%) тельной штамповкой с последующим проза счет удлинения заготовок одноврефилированием, в результате упрочнеменно с формированием рельефа и на ния поверхности слоя заготовок перед 5 - 6% за счет использования для ниє и формирование по меньшей мере профилирования заготовок меньшей на одной из поверхностей заготовки толщины с учетом упрочнения металла упрочняющего рельефа, о т л и ч а ю при удлинении заготовок и формироващ и й с я тем, что, с целью повышений рельефа на поверхности. Изобрения качества изделий и экономичностение дает возможность снизить энерти за счет уменьшения материалоемгетические затраты на профилирование кости изделий и энергоемкости процеси повысить стойкость профилиругацих с а , упрочняющий рельеф формируют на валков. 10 поверхности плоской заготовки прокаткой непосредственно перед ее профиФ о р м у л а и з о б р е т е н и я лированием. Способ изготовления профилированных деталей, включающий профилирова'Способ профилирова ния Удлинение заготовки при профнлирова нии Известный (Без формообразующе го упрочняющего рельефа) Отклонение контролируемо Предел прочности металла пе го ред размера (А= 20 мм, фиг.2) профилированием % Относитель ная энергоемкость профилирования, % Твердость металла пе ред профилированием 30/100 < 340 100 100 380 2-3% 0,6 Предлагаемый Относительная1 металлоемкость детали, 90,9 96 мм 65 У/////////////////// У////////У фиг І У////////У 1424208 5-6 сриеЗ 6 Редактор Н.Федорова Составитель М.Тарлавская Техред А.Кравчук Корректор О.Кравцова Заказ І003/ДСП Тираж 600 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва» Ж-35, Раушская н а б . , д . Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, U
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of shaped components
Автори англійськоюBilyi Yevhen Tymofiiovych, Kravchun Stepan Ivanovych, Shumeiko Dmytro Ivanovych, Bila Liudmyla Markivna, Shulika Mykola Oleksandrovych, Morozov Viacheslav Dmytrovych
Назва патенту російськоюСпособ изготовления профилированных деталей
Автори російськоюБелый Евгений Тимофеевич, Кравчун Степан Иванович, Шумейко Дмитрий Иванович, Белая Людмила Марковна, Шулика Николай Александрович, Морозов Вячеслав Дмитриевич
МПК / Мітки
МПК: B21D 53/00
Мітки: виготовлення, спосіб, профільованих, деталей
Код посилання
<a href="https://ua.patents.su/4-12272-sposib-vigotovlennya-profilovanikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профільованих деталей</a>
Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Шумейко Дмитрій Іванович, Кравчук Степан Іванович, Шумейко Андрій Дмитрович
МПК: B21D 53/00
Мітки: спосіб, виготовлення, деталей, зігнутих, профілю, таврового
Формула / Реферат:
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе,...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Шмидт Рудольф Якович, Зайденко Анатолій Михайлович
МПК: B21K 21/00
Мітки: виготовлення, деталей, спосіб, порожнистих
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: виготовлення, деталей, спосіб
Формула / Реферат:
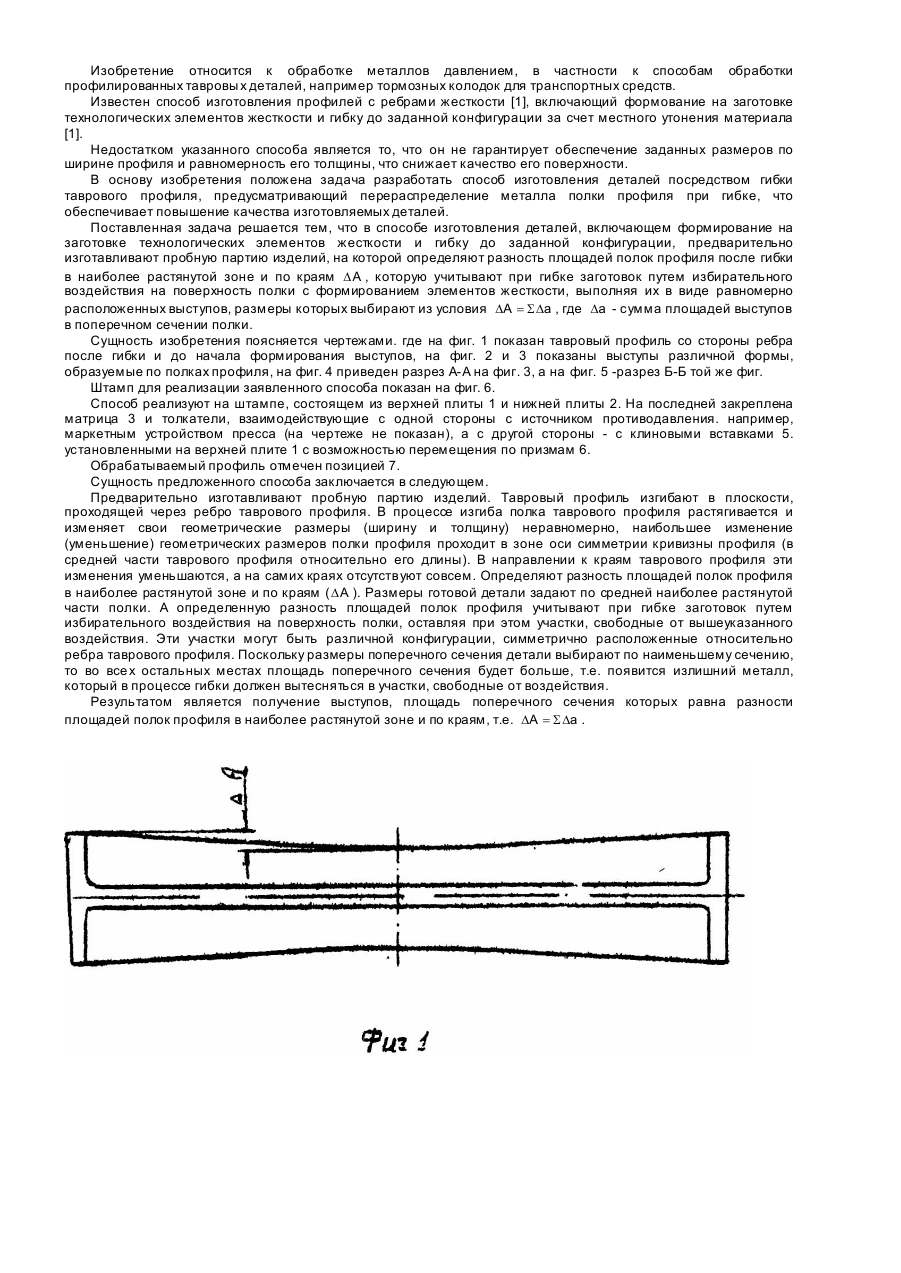
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: виготовлення, спосіб, деталей, пружинних
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Спосіб виготовлення деталей
Номер патенту: 3032
Опубліковано: 26.12.1994
Автори: Цветков Арнольд Васильович, Старков Миколай Володимирович, Сізьов Анатолій Миколаєвич
МПК: B21D 22/12
Мітки: деталей, виготовлення, спосіб
Формула / Реферат:
Способ изготовления деталей путем гибки, вытяжки с торцевым подпором и распрямления изогнутого участка с калибровкой, отличающийся тем, что гибку осуществляют на 180°, вытяжку производят давлением жидкости, а торцевой подпор прикладывают а зоне изгиба.
Попередній патент: Спосіб одержання гольчатого гамма-окису заліза для носіїв магнітного запису
Наступний патент: Пристрій для намотки полосового матеріалу
Випадковий патент: Пристрій в'язальних машин