Спосіб оцінювання форми штаби при прокатуванні
Номер патенту: 14354
Опубліковано: 25.04.1997
Автори: Рудь Володимир Павлович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Федорінов Володимир Анатольович

Формула / Реферат
Способ оценки формы полосы при прокатке, путем измерения относительного распределения натяжений по ее ширине, отличающийся тем, что, с целью упрощения реализации и расширения диапазона использования, прокатываемую полосу после выхода из валкой подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульсов, например, высоту подъема тел после удара о полосу, и по наличию разницы судят о неравномерности вытяжки полосы по ее ширине.
Текст
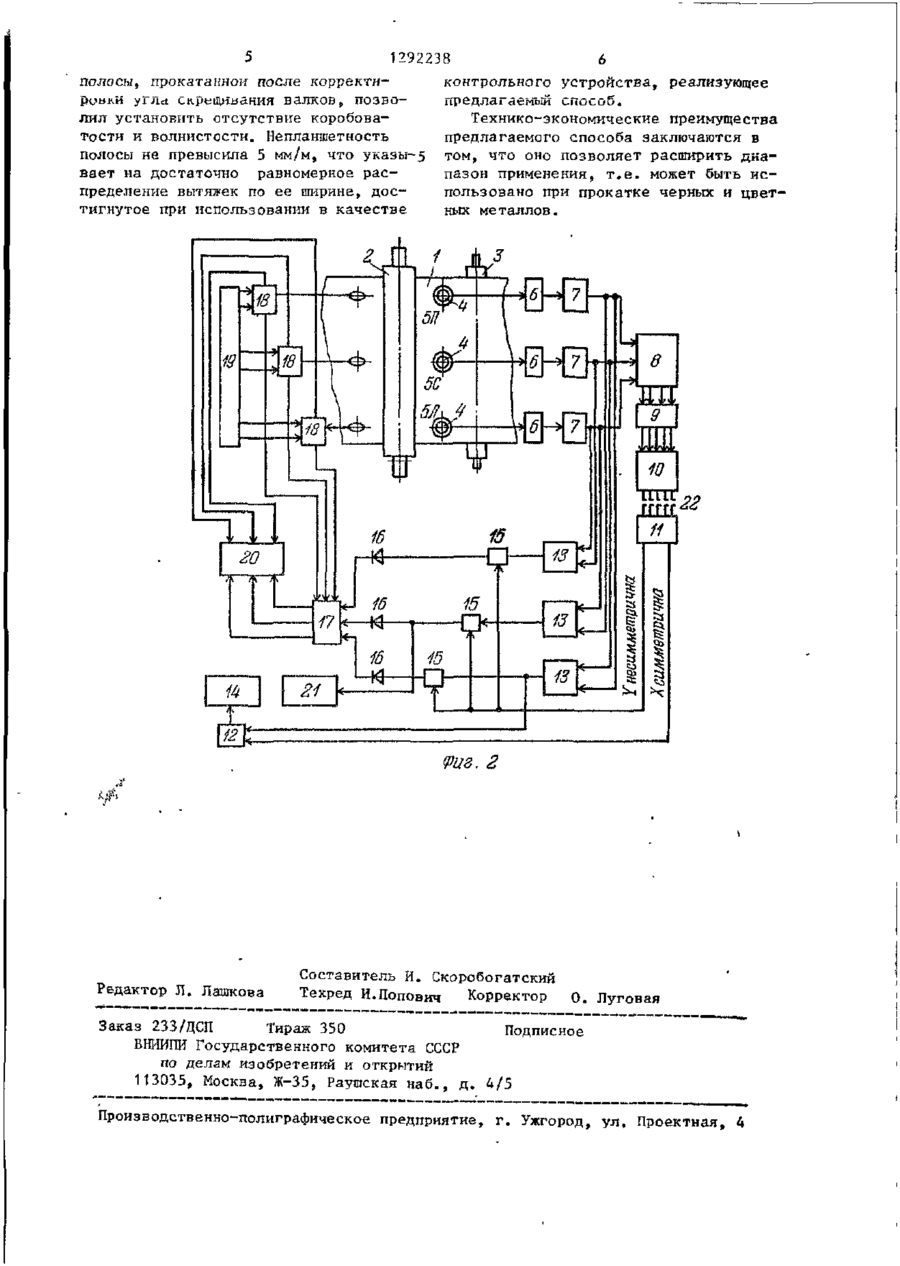
ЛЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ № , f Л СОЦИАЛИСТИЧЕСНИХ I (51)4 « -^ £** ^J loaoooo В 2 1 Б 3 7 / О 6 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3889282/22-02 (22) 24.04.85 (71) Краматорский индустриальный институт (72) В.Ф. Потзпкин, В.А, Федоринов, В,П. Рудь и А.В. Сатонин (53) 621.771.237.04.08(088.8) (56) Pearson W.K. I . I n s t . m e t a l , 1964-65, v . 9 3 , p.169. Железнов Ю,Д. Прокатка ровных листов и полос.- М.і Металлургия, 1971, с . 1 1 3 , 115„ Патент Англии № 1350901, кл. G 0 1 п 3/20, 1974. Бюллетень Черметинформация, 1967, № 2, с . 3 7 . (54) (57) СПОСОБ ОЦЕНКИ ФОРШ ПОЛОСЫ ПРИ ПРОКАТКЕ, путем измерения относительного распределения натяжений по ее ширине, о т л и ч а ю щ и й с я тем, ч т о , с целью упрощения р е а лизации и расширения диапазона использования, прокатываемую полосу после выхода из валков подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульс о в , например, высоту подъема тел после удара о полосу, и по наличию разницы судят о неравномерности вытяжки полосы по ее ширине. СО го 00 '7> Г' і 1 1292233 Изобретение относится к прокатному но здесь возможно появление волниспроизводству, а точнее к контролю тости или коробоватости. формы и плоскости проката, и может Устройство, реализующее способ» быть использовано при регулировании может работать в индикаторном (для распределения вытякек по ширине поло-5 оценки формы полосы) и управляющем сы на станах холодной прокатки. режимах. Исправления неплоскостности Цель изобретения - упрощение реав том и другом случаях осуществляется лизации и расширение диапазона и с воздействием на нажимной механизм пользования. системы противоизгиба и охлаждения На фиг.1 представлена принцшгааль-*" ,палков рабочей клети прокатного стана. Датчики 5 с упругими тепами 4 усная схема устройства для реализации тановлены в трех точках по ширине поспособа; на фиг.2 - блок-схема у с т лосы 1. Выходные сигналы датчиков 5 ройства, осуществляющего регулироваподают в блоки суммирования и усредние формы полосы на основе этого спонения сигналов 6, а затем блоки усилесоба. ния средних сигналов 7. После этого При прокатке полосы 1 в валках 2 сигналы правого 5П и левого 5Л датчиклети прокатного стана с натяжениями ков порознь сравнивают со средним 5С„ попосу, опирающуюся на ролик 3, посИз блока сравнения 8 сигналы постуле выхода ее из валков подвергают 20 пают в блок логической обработки 9, контрольным синхронным ударам тел 4 который управляет сигнальным табло 10 с одинаковыми упругими свойствами и и показывающими приборами, установленмассой. Минимальное число тел - три. ными на рабочем месте вальцовщика. Удар одного из них должен приходиться Сочетание горящих (погашенных или 25 мерцающих) лампочек табло 1Q дает посоєдине полосы, а двух других в районах кромок, симметрично продоль- мнемоническое изображение эпюры р а с ной оси полосы 1, При выборе большепределения q удельных натяжений по го числа тел 4 (это число должно быть ширине полоси 1. Одновременно сигнанечетным) их также размещают симметлы из блока логической обработки 9 рично продольной оси полосы 1 по ее 3 поступают із блок дискриминации сим< ширине, причем удар среднего тела метрии сигналов 11, который вырабадолжен приходиться посредине полосы, тывает разрешающий сигнал в зависиК моменту ударов о полосу тепа 4 мости от того, симметрична эпюра расдолжны иметь одинаковую кинематическую пределения натяжения или н е т , и подаэнергию. Это условие можно выполнить,35 е т его на блоки выбора управляющего например, сбросив тела на полосу с одканала. ной высоты. Величина ударного ітмпуль-*Сигнал от блока дискриминации симса каждого из тел 4, косвенно выраметрии 11 управляется ключом 12, к о жающаяся, например высотой подъема торый пропускает вепичину рассогласотела после удара, заврісит от распре- л вания показаний со среднего 5С и праделения q натяжения по ширине полосьі вого 5П датчиков, поступающую из бло1 после выхода ее из валков 2, котока суммирования сигналов 13. Эта в е рые, в свою очередь, функционально личина рассогласования, проходя через связаны с распределением вытяжек по ключ, поступает в систему управления ширине полосы, определяющим, в конеч- 45 t4 механизмом противоизгиба валков. ном счете, ее форму (наличие или отСигнал из блока дискриминации симсутствие волнистости, коробоватости метрии 11 открывает ключи 15, через И серповидности)„ Преобразовав великоторые проходят величины рассогласочину ударного импульса тела, напривания сигналов из блоков суммирования мер, высоту его подъема, в электри- 50 13. Положительные величины, проходя ческий сигнал, сравнивают значение через диоды 16, поступают в блок л о этих сигналов. Наличие разницы в сиггической обработки 17. В этот же блок налах показывает на неравномерную поступают сигналы из блоков 18 сраввытяжку полосы 1 по ее ширине» в р е нения температуры валков 2 с эталонзультате чего следует ожидать иска- 55 г юй, задаваемой устройством 19. Б жение формы полосы (отклонения форЯы блоке логической обработки 17 выраполосы от плоской) . Чем раньше сигнал, батываются сигнащ.1, которые поступатем выше козффиціїєнт вытяжки полосы на ют в систему управления 20 охлаждеданном контролируемом участке и именнием валков. 1292238 4 са толщиной ^-З^ мм со стенанью предВеличина рассогласования левого варительной деформации в холодном 5Л и правого 5П датчиков после ключа состоянии на 25%. На верхнем торце 15 подается з систему управления 21 каждого сердечника был закреплен нажимными механизмами клети прокатхвостовик с шайбой на конце, предназного стана. наченные для вывода упругих тел на При симметричной эпюре вытяжек по исходную высоту И = 400 мм. ширине полосы левый и правый нажимМасса каждого из трех упругих тел ные механизмы работают вместе, а при совместно с сердечником, хвостовиком несимметричной раздельно* Ю и шайбой составила 16,0+0,15 г. ОдРеле 22 может отключать систему нозначность упругих свойств тел в регулирования и тогда работать будет сборе с сердечниками и хвостовиками только система контроля (оценки) форпроверили, фиксируя высоту подъема мы полосы. С целью получения контрольтел после ударов о стальную шлифованных или управляющих сигналов в датчиках 5 с упругими телами 4, например '5 ную плиту, сбрасывая на нее Б О Д Н О М месте поочередно тела с высоты 400 мм. могут быть использованы информационРазница в подъеме тел после тарироные преобразующие элементы (не покавочных ударов не превысила 5%. заны) . В процессе прокатки, синхронно Ниже приведен конкретный пример 20 сбрасывая тела с высоты 400 мм на повоплощения предлагаемого способа лосу: одно в средней ее части, а два оценки формы полосы при прокатке. других на расстоянии 25 мм от каждой На стане 50/160x450 с ручным мекромки, отметили, что высота подъема ханизмом регулирования формы полосы тел после ударов на кромках превысила путем симметричного скрещивания ра25 высоту подъема тела, сбрасываемого бочих валков, оборудованном со сторопосредине полосы, на 45-48 мм. ны выхода полосы из валков устройством, осуществляющим предлагаемый споС целью контрольной проверки возсоб, вели прокатку полосы из сплава можности оценки формы полосы предлаЛ63 (ГОСТ 2208-70) толщиной 0,65 мм 30 гаемым способом, на выходной стороне и шириной 310 мм со скоростью 1,5 м/с стана вместо опорного ролика у мотали натяжением полосы после выхода ее ки установили также стерссометр, выиз валков, равным 20 кН. Толщину пополненный в виде пятисекционного тенлосы после прокатки поддерживали равзоролика диаметром 160 мм с кольцевыми ной 0,4 мм. Исходный угол скрещивания 35 месдозами, расположенными под опорами валков составил 0,0349 рад. После секций. Его ввели в действие одноврепрокатки 20% рулона без контрольной менно с устройством, реализующим оценки формы полосы стан остановили. предлагаемый способ оценки формы поПосле снятия натяжения визуально налосы. Положительная разность между блюдалась коробоватость полосы - при- 40 усиленными сигналами (коэффициент знак больших вытяжек в средней ее усиления — |0), снимаемыми с месдоз части по ширине. Не изменяя положепериферийных секций, и месдозы средния нажимных винтов и значения угла ней секции, составила 23-26 мА. скрещивания валков, возобновили проПоказания стрессометра и устройсткатку, введя в действие устройство, 45 ва, реализующего предлагаемый способ, реализующее предлагаемый способ оценкачественно указали на повышенную выки формы полосы, в котором в корпусе тяжку полосы в ее средней части, что на расстоянии 130 мм друг от друга определило^ необходимость регулировабыли вертикально установлены три • ния профиля полосы, в данном случае, трубки длиной 500 мм из прозрачного $д путем уменьшения угла скрещивания стекла, внутренние отверстия диаметвалков. Уменьшив этот угол до ром 10 мм которых выполняли роль на0,025 рад., отметили одинаковую высоправляющих-каналов. В отверстия тру- ' ту подъема после синхронных ударов бок поместили сердечники из феррита, всех трех тел (при этом разница в на нижнем торце каждого из которых было 55 показаниях месдоз периферийных и закреплено упругое тело, выполненное средней секций стрессометра не превыв виде полой полусферы диаметром 9 мм сила 2 м А ) . При таком значении угла из латуни Л63. Заготовкой для изгоскрещивания была завершена прокатка товления упругих тел послужила полооставшейся в рулоне полосы. Осмотр 1292238 полосы, прокатанной после корректиконтрольного устройства, реализующее ровки углеї скрещивания валков, позвопредлагаемый способ. лил установить отсутствие коробоваТехнико-экономические преимущества тости и волнистости. Иепланшетность предлагаемого способа заключаются в полосы не превысила 5 мм/м, что указы~з том, что оно позволяет расширить диапазон применения, т . е . может быть исвает на достаточно равномерное распользовано при прокатке черных и цветпределение вытяжек по ее ширине, досных металлов. тигнутое при использовании в качестве 8 7 9 10 TLTU 15 •а 16 20 17 15 16 16 щ 11 О 15 № \ \ ™ 21 L 22 13 13 ч 12 Фиг. 2 Редактор Л. Лашкова Составитель И. Скоробогатский Техред И.Попович Корректор О. Луговая Заказ 233/ДСП Тираж 350 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of evaluating the shape of strip at rolling
Автори англійськоюPotapkin Viktor Fedorovych, Fedorinov Volodymyr Anatoliovych, Rud Volodymyr Pavlovych, Satonin Oleksandr Volodymyrovych
Назва патенту російськоюСпособ оценки формы полосы при прокатке
Автори російськоюПотапкин Виктор Федорович, Федоринов Владимир Анатольевич, Рудь Владимир Павлович, Сатонин Александр Владимирович
МПК / Мітки
МПК: B21B 37/16
Мітки: спосіб, оцінювання, прокатуванні, штаби, форми
Код посилання
<a href="https://ua.patents.su/4-14354-sposib-ocinyuvannya-formi-shtabi-pri-prokatuvanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінювання форми штаби при прокатуванні</a>
Спосіб визначення пружних деформацій валків
Номер патенту: 14117
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 38/00
Мітки: деформацій, пружних, спосіб, визначення, валків
Формула / Реферат:
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы и определение величин упругих деформаций валков, отличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы используют стальную полосу с вставками, расположенными по контуру в полосе, а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание...
Спосіб торкретування футеровки агрегатів циліндрічної форми
Номер патенту: 12277
Опубліковано: 25.12.1996
Автори: Мигаль Михайло Степанович, Трохименко Анатолій Леонтійович
МПК: C21C 5/44
Мітки: агрегатів, форми, футеровки, торкретування, спосіб, циліндричної
Формула / Реферат:
Способ торкретирования футеровки агрегатов цилиндрической формы, например, миксера, включающий нанесение торкрет-покрытия по всему периметру футеровки слоями толщиной 30 - 50 мм и высотой 300 - 500 мм, заливку чугуна в миксер после нанесения каждого слоя и выдержку чугуна в миксере после выполнения всего торкрет-покрытия, отличающийся тем, что, с целью повышения стойкости торкрет-покрытия, заливку чугуна осуществляют со скоростью подъема...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Кліменко Ігор Валентинович, Байков Євген Вікторович, Горелік Вадім Семенович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: смуг, прокатки, спосіб, листів
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Романіко Сергій Павлович, Волков Ігор Анатольєвич, Пилипенко Сергій Степанович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Трофімов Віталій Олександрович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
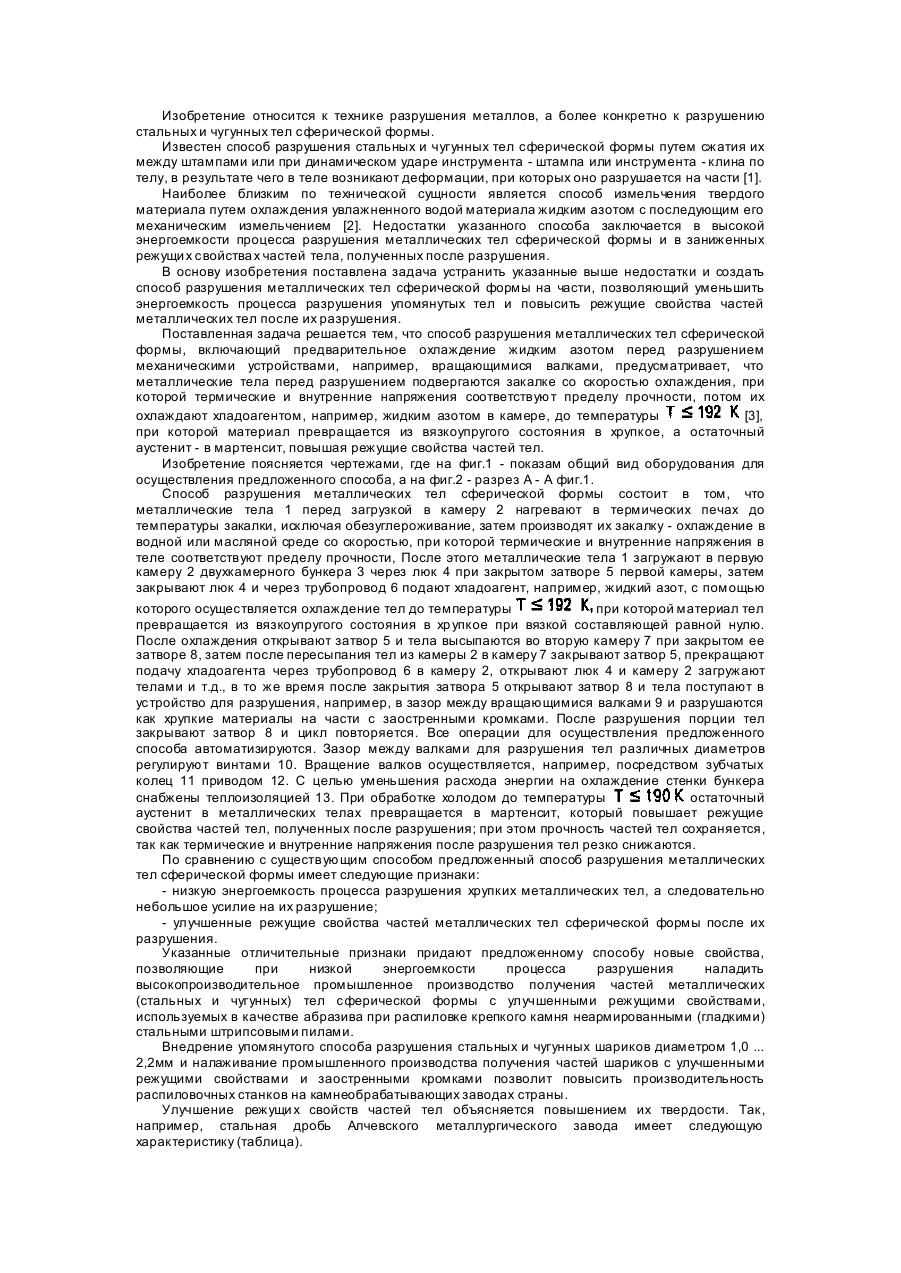
Спосіб руйнування металевих тіл сферічної форми
Номер патенту: 9520
Опубліковано: 30.09.1996
Автори: Кобяко Ігор Петрович, Кураколов Едуард Петрович, Тарасов Юрій Михайлович, Бондарєв Валентин Степанович
МПК: B02C 19/00, B02C 19/18, B02C 1/00
Мітки: сферичної, тіл, металевих, форми, спосіб, руйнування
Формула / Реферат:
Способ разрушения металлических тел сферической формы, включающий охлаждение жидким азотом и разрушение механическими устройствами, например, вращающимися валками, отличающийся тем, что металлические тела перед разрушением подвергают закалке со скоростью охлаждения, при которой внутренние напряжения достигают предела прочности, а охлаждение жидким азотом проводят в камере до температуры, при которой материал превращается из...
Попередній патент: Обладнання для об’язування рулонів
Наступний патент: Багатоярусний конусний сепаратор
Випадковий патент: Пристрій вібраційного контролю турбоагрегату