Спосіб прокатки смуг
Формула / Реферат
Способ прокатки полос, включающий прокатку в профилированных валках с одним приводным валком, отличающийся тем, что, с целью улучшения качества полос за счет повышения их плоскости, профилировку рабочих валков осуществляют в соответствии с выражением

где ![]() - суммарная выпуклость рабочих валков;
- суммарная выпуклость рабочих валков;
![]() - суммарная базовая выпуклость (вогнутость) рабочих валков при прокатке в приводных валках равного диаметра с шероховатостью Ra == 0,8 мкм полос различной ширины, равная
- суммарная базовая выпуклость (вогнутость) рабочих валков при прокатке в приводных валках равного диаметра с шероховатостью Ra == 0,8 мкм полос различной ширины, равная
где m - показатель степени параболы;
δп-поперечная разнотолщинность полосы;
L-длина.бочек валков;
В - ширина полосы;
Rа - шероховатость поверхностей валков;
Dx ,Dп - соответственно диаметры холостого и приводного валков;
К - коэффициент, учитывающий влияние трения на усилие прокатки,
![]() К=0,8, при Dx < Dп , К=0,9 при Dx > Dп
К=0,8, при Dx < Dп , К=0,9 при Dx > Dп
Dx, Dп - соответственно диаметры меньшего и большего рабочих валков.
Текст
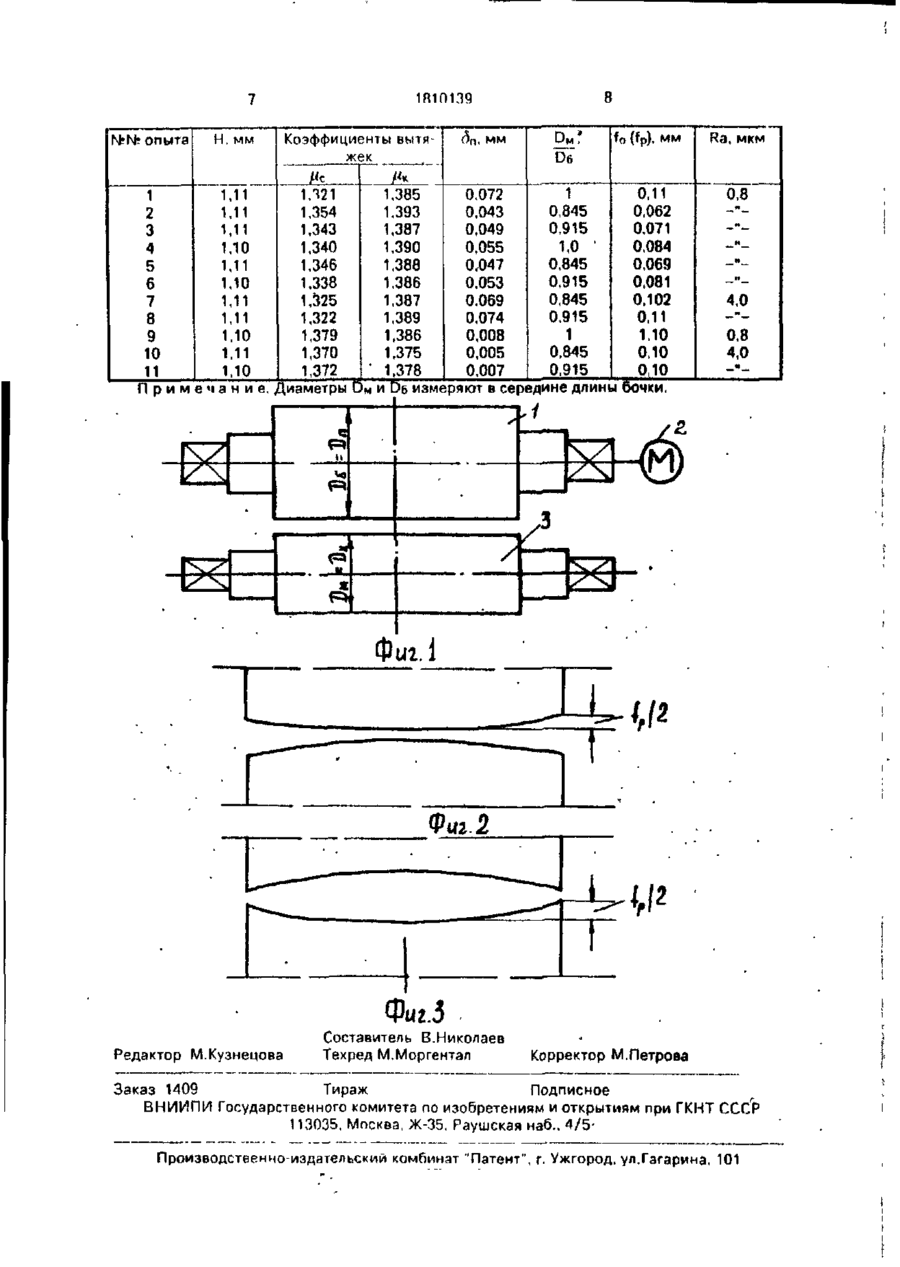
Использование' прокатка полосовой стали в горячем и холодном состояниях. Сущность изобретения в способе прокатки в профилированных рабочих валках, один из которых холостой, образующая бочек валков выполнена в соответствии с математическим выражением гдето= D n , D M , De - соответственно диаметры меньшего и большего рабочих валков 1 табл. Изобретение относится к прокатке полосовой стали в горячем и холодном состояниях. Цель изобретения - улучшение качества полос путем повышения их плоскостности. Поставленная цель достигается тем, что в способе прокатки в профилированных валках с одним приводным валком профилировку рабочих валков осуществляют et соответствии с выражением водных ва/гках равного диаметра с шероховатостью Ra = 0,8 мкм полос различной ши f p - K[fo+ 0.012 (Ra - 0,8)] & 2 , рины, равная f o = б п (=-) , где m - попе показатель степени параболы; дп речная разнотолщинность полосы, L - длина бочек валков, В - ширина полосы, Ra - шероховатость поверхностей вал ков, D x , Dn ~ соответственно диаметры холостого и приводного валков, К - коэффициент, учитывающий влияние трения на усилие прокатки К = 0 8 при Dx D n . D M , De соответственно диаметры меньшего и большего рабочих валков. (1) где fp - суммарная выпуклость рабочих валков; f o - суммарная базовая выпуклость (вогнутость) рабочих валков при прокатке в при *>• •»,. оо о оо 1810139 Коэффициент К учитывает степень влиэтом следует иметь ввиду, что режим дефоряния трения на сипу прокатки. При прокатке мации полос различной толщины составляв приводных валках одинакового диаметра, ют т а к и м о б р а з о м , что для д а н н ы х на контакте полосы с которыми действуют диаметров рабочих валков и Ra сила прокатодинаковые условия и силы трения, коэффики Р, а следовательно, проіиб и профилициент К = 1. Если приводным является один ровка рабочих валков остаются практически валок, то силы трения на верхнем и нижнем неизменными. При прокатке в таких валках контактах различны. При этом, как свидеобеспечивается снижение поперечной разтельствуют опыты, влияние сил грения на нотопщинности полосы зэ счет снижения силу прокатки снижается по сравнению с 10 силы прокатки, что позволяет повысить срок симметричным процессом. Снижение давслужбы валков в процессе износа, уменьления имеет большее значение в случае исшить количество перевалок и повысить припользования приводного валка с большим изводительность стана. диаметром (D x < Dn) и меньшее значение в Испытания предлагаемого способа выслучае, если приводной валок имеет меньполнены на четырехвалковом стане с диаший диамеі р (D n D x сила метром рабочих валков D p = 60...71 мм, прокат ки составляет 0,8, а при Dn < D x - 0,9 диаметром опорных валков Don ^ 130 мм и от общей прокатки при симметричном продлиной бочек L= 220 мм. Все опорные валки цессе. В связи с тем, что сила прокатки имели цилиндрический профиль образуюпропорционально изменяет величину вы - 20 щих бочек Применяли рабочие валки с шепуклости f p , то в формулу (1) внесен попрароховатостью Ra = 0,8 и 4 мкм вочный коэффициент, численно равный цилиндрическим и выпуклым профилем боотношению сил прокатки при несимметрич чек. Число оборотов рабочих валков 60 в ном и симметричном процессах. мин. Смазка - эмульсол Т. 25 На фиг.1 представлен валковый узел, Прокатывали полосы с толщиной Н = 1,1 используемый в способе, который включает мм и шириной В = 155'мм с обжатием верхний валок 1 с приводом 2 и нижний с ~ 2 7 % . В первой серии полосы прокатывавалок 3. На фиг 2 представлена образующая ли о цилиндрических опорных и приводных валка с выпуклым профили і а фигЗ - с рабочих ва/.ках диаметром D p = 65 мм. Фак?O тический профиль межвалкового зазора вогнутым профилем (прогиб валкового узла и неравномерное раСпособ осуществляется следующим обдиальное сплющивание валков) устанавлиразом вали по разнице толщин полос в середине Для донной клети стана, которая рабо (hc) и на кромках (hK) полосы тает с одним приг.сдным рабочим валком, предварительно по известным теоретичеа п = he - пк, (2) ским формулам рассчитывают необходимую где < п - поперечная разнотолщинность по5 базовую выпуклость рабочих в^лкэв fo при лосы. симметричных условиях прокатки (приводТолщины полос определяли из коэффиные рабочие валки одинакового диаметра) циентов вытяжек в середине ширины поло(шероховатость рабочих всілков R3 = 0,8MKM, сы и на расстоянии 5 мм от кромки: ширина полосы 3/L = 0,60...0,9 известная h c = H/,Uc; п к = Н//^, (3) профилировка новых опорных язлі'ов). Загде fxc и ик - коэффициенты вытяжек в сотем по выражению (1) определяют f p для ответствующих продольных сечениях поло-принятых значений Dx, D n Ra и изготавлисы, определенные экспериментально при вают профилировки бочек валков При этом базовой дпине между кернами на полосе до профилировка f 0 может быть выполнена на прокатки !_•= 100 мм С учетом выражений (2) обоих или одном валке. В случае применеи (3) имеем ния двух профилированных валков выпук
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling strips
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюСпособ прокатки полос
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 27/02, B21B 1/22
Код посилання
<a href="https://ua.patents.su/4-16820-sposib-prokatki-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки смуг</a>
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Горелік Вадім Семенович, Кліменко Ігор Валентинович
МПК: B21B 1/22
Мітки: смуг, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Кліменко Ігор Валентинович, Мітьєв Анатолій Петрович, Горелік Вадім Семенович, Феофілактов Андрій Вікторович, Байков Євген Вікторович
МПК: B21B 1/22
Мітки: листів, смуг, прокатки, спосіб
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Спосіб прокатки смуг
Номер патенту: 7897
Опубліковано: 26.12.1995
Автори: Ємченко Андрій Валентинович, Нікітенко Євген Миколайович, Байков Євген Вікторович, Лабецький Андрій Володимирович, Закарлюка Сергій Володимирович, Савіцкий Сергій Георгійович, Маншилін Олександр Гейнійович
МПК: B21B 37/78
Формула / Реферат:
Способ прокатки полос, включающий определение сопротивления деформации металла перед прокаткой по усилию реза полосы и корректировку режимов прокатки по результатам этого измерения, отличающийся тем, что, с целью повышения точности прокатываемых полос, а также стабилизации процесса прокатки, проводят обрезку боковых кромок полосы перед чистовой прокаткой, а корректировку режимов прокатки осуществляют непрерывно по текущему усилию реза...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Волков Ігор Анатольєвич, Романіко Сергій Павлович, Пилипенко Сергій Степанович, Ніколаєв Віктор Олександрович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Спосіб прокатування смуг
Номер патенту: 16818
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, смуг, прокатування
Формула / Реферат:
Способ прокатки полос, включающий деформацию металла в трех очагах деформации шестивалковой клети с натяжением концов полосы и регулированием скоростей валков, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки за счет рационального распределения обжатий между очагами деформации, полосу прокатывают в первом очаге деформации с обжатием , во втором...
Попередній патент: Спосіб вимірювання пікової девітації частоти
Наступний патент: Спосіб індукційного виміру електропровідності рідини і пристрій для його виконання
Випадковий патент: Спосіб збудження ультразвукових коливань при прокатці