Спосіб лиття виливків
Номер патенту: 30760
Опубліковано: 16.12.2002
Автори: Кукуй Давид Пенхусович, Толпа Анатолій Андрійович, Лебедев Євген Миколайович

Формула / Реферат
Спосіб лиття виливків, при якому виливницю заповнюють металом, охолоджують головну частину виливка, витримують метал до твердіння і витягають виливок з виливниці, який відрізняється тим, що охолоджування не перекритої стінками виливниці поверхні головної частини виливка здійснюють на тепловідвідні елементи, які встановлюють у верхній частині виливниці до початку заповнювання її металом.
Текст
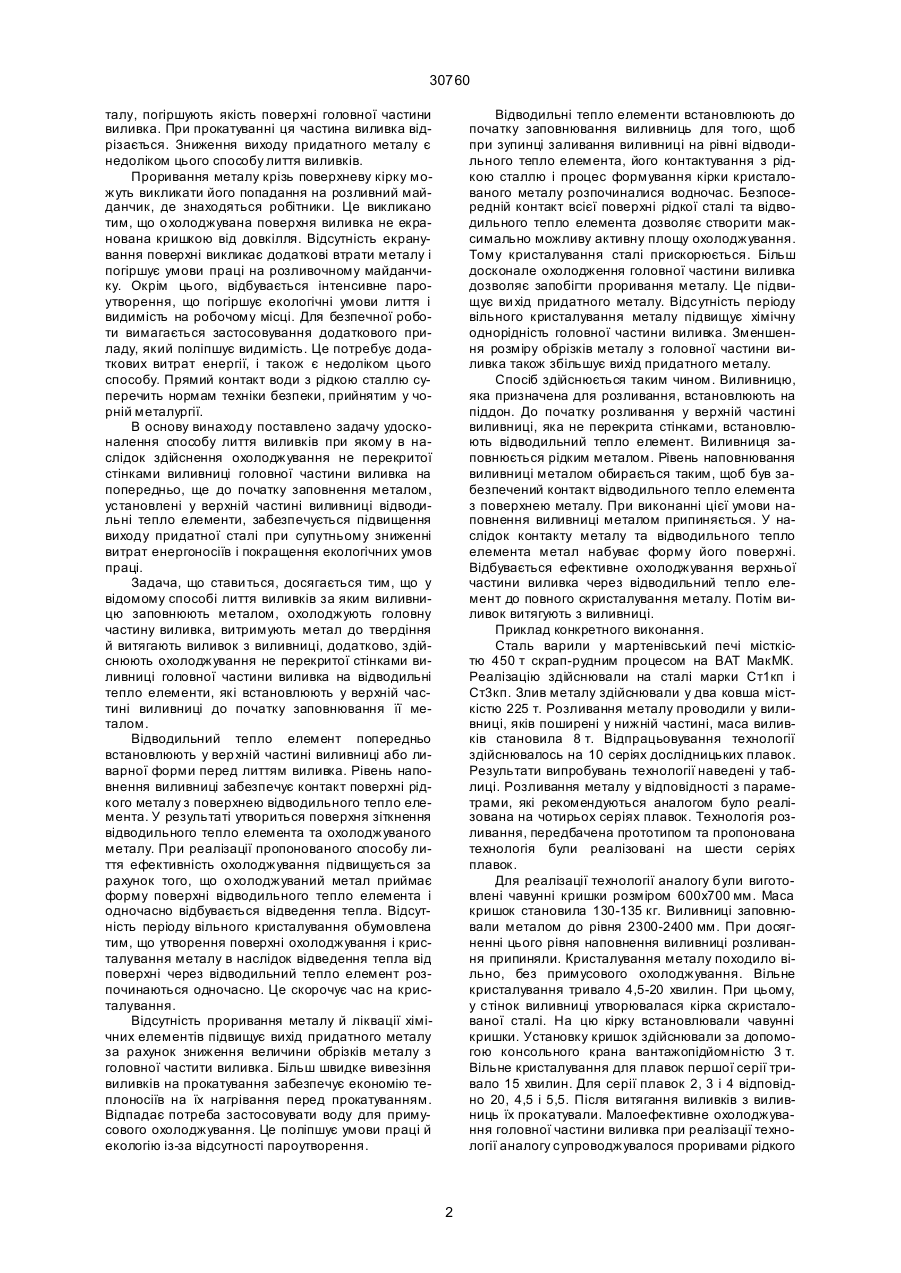
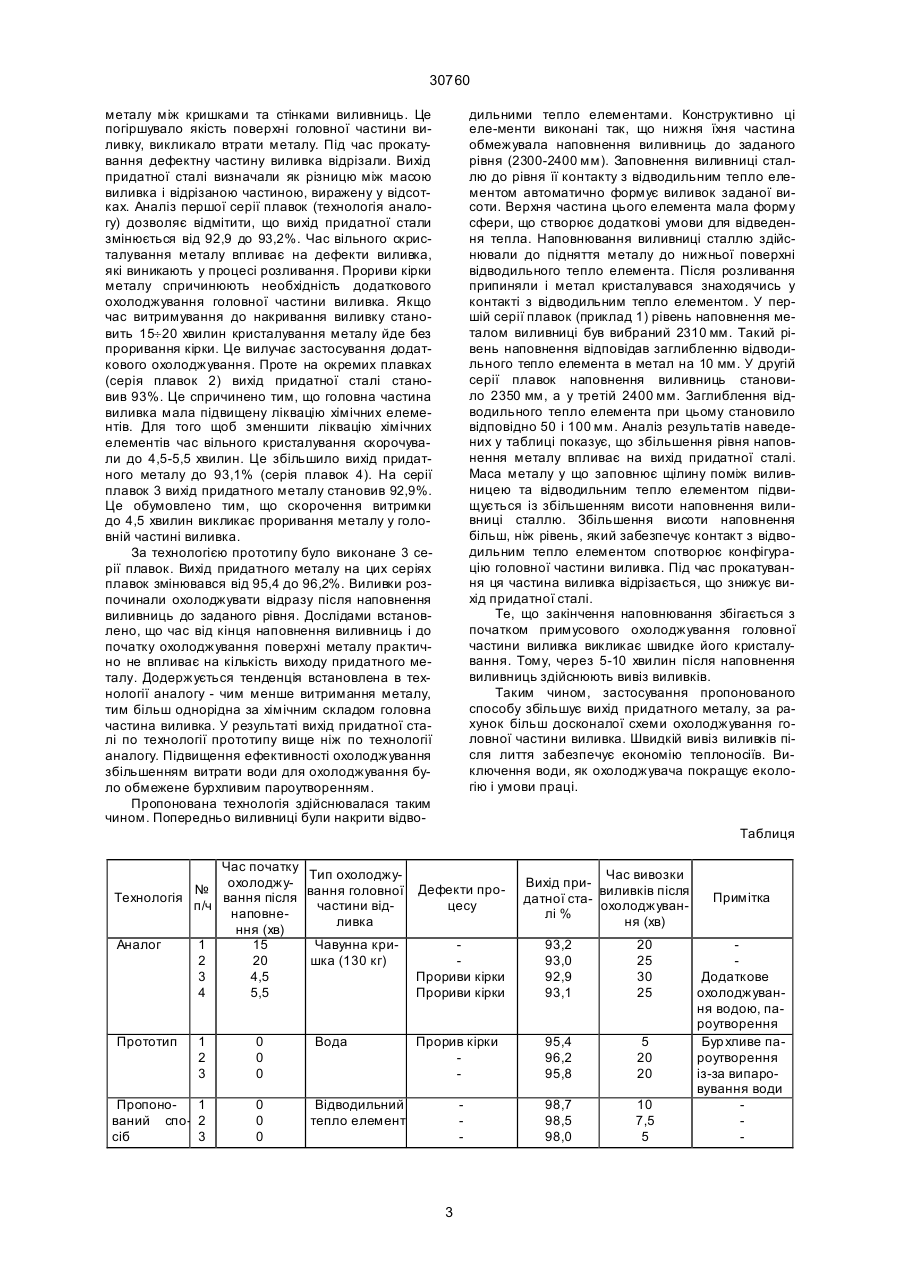
Спосіб лиття виливків, при якому виливницю заповнюють металом, охолоджують головну частину виливка, витримують метал до твердіння і витягають виливок з виливниці, який відрізняється тим, що охолоджування не перекритої стінками виливниці головної частини виливка здійснюють на тепловідвідні елементи, які встановлюють у верхній частині виливниці до початку заповнювання її металом. (19) (21) 98052502 (22) 14.05.1998 (24) 15.12.2000 (33) UA (46) 15.12.2000, Бюл. № 7, 2000 р. (72) Лебедев Євген Миколайович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович (73) НАУКОВО-ВИРОБНИЧЕ ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ З ІНОЗЕМНИМИ ІНВЕСТИЦІЯМИ "ДОНІКС", ЛЕБЕДЕВ ЄВГЕН 30760 талу, погіршують якість поверхні головної частини виливка. При прокатуванні ця частина виливка відрізається. Зниження виходу придатного металу є недоліком цього способу лиття виливків. Проривання металу крізь поверхневу кірку можуть викликати його попадання на розливний майданчик, де знаходяться робітники. Це викликано тим, що о холоджувана поверхня виливка не екранована кришкою від довкілля. Відсутність екранування поверхні викликає додаткові втрати металу і погіршує умови праці на розливочному майданчику. Окрім цього, відбувається інтенсивне пароутворення, що погіршує екологічні умови лиття і видимість на робочому місці. Для безпечної роботи вимагається застосовування додаткового приладу, який поліпшує видимість. Це потребує додаткових витрат енергії, і також є недоліком цього способу. Прямий контакт води з рідкою сталлю суперечить нормам техніки безпеки, прийнятим у чорній металургії. В основу винаходу поставлено задачу удосконалення способу лиття виливків при якому в наслідок здійснення охолоджування не перекритої стінками виливниці головної частини виливка на попередньо, ще до початку заповнення металом, установлені у верхній частині виливниці відводильні тепло елементи, забезпечується підвищення виходу придатної сталі при супутньому зниженні витрат енергоносіїв і покращення екологічних умов праці. Задача, що стави ться, досягається тим, що у відомому способі лиття виливків за яким виливницю заповнюють металом, охолоджують головну частину виливка, витримують метал до твердіння й витягають виливок з виливниці, додатково, здійснюють охолоджування не перекритої стінками виливниці головної частини виливка на відводильні тепло елементи, які встановлюють у верхній частині виливниці до початку заповнювання її металом. Відводильний тепло елемент попередньо встановлюють у вер хній частині виливниці або ливарної форми перед литтям виливка. Рівень наповнення виливниці забезпечує контакт поверхні рідкого металу з поверхнею відводильного тепло елемента. У результаті утвориться поверхня зіткнення відводильного тепло елемента та охолоджуваного металу. При реалізації пропонованого способу лиття ефективність охолоджування підвищується за рахунок того, що о холоджуваний метал приймає форму поверхні відводильного тепло елемента і одночасно відбувається відведення тепла. Відсутність періоду вільного кристалування обумовлена тим, що утворення поверхні охолоджування і кристалування металу в наслідок відведення тепла від поверхні через відводильний тепло елемент розпочинаються одночасно. Це скорочує час на кристалування. Відсутність проривання металу й ліквації хімічних елементів підвищує вихід придатного металу за рахунок зниження величини обрізків металу з головної частити виливка. Більш швидке вивезіння виливків на прокатування забезпечує економію теплоносіїв на їх нагрівання перед прокатуванням. Відпадає потреба застосовувати воду для примусового охолоджування. Це поліпшує умови праці й екологію із-за відсутності пароутворення. Відводильні тепло елементи встановлюють до початку заповнювання виливниць для того, щоб при зупинці заливання виливниці на рівні відводильного тепло елемента, його контактування з рідкою сталлю і процес формування кірки кристалованого металу розпочиналися водночас. Безпосередній контакт всієї поверхні рідкої сталі та відводильного тепло елемента дозволяє створити максимально можливу активну площу охолоджування. Тому кристалування сталі прискорюється. Більш досконале охолодження головної частини виливка дозволяє запобігти проривання металу. Це підвищує ви хід придатного металу. Відсутність періоду вільного кристалування металу підвищує хімічну однорідність головної частини виливка. Зменшення розміру обрізків металу з головної частини виливка також збільшує вихід придатного металу. Спосіб здійснюється таким чином. Виливницю, яка призначена для розливання, встановлюють на піддон. До початку розливання у верхній частині виливниці, яка не перекрита стінками, встановлюють відводильний тепло елемент. Виливниця заповнюється рідким металом. Рівень наповнювання виливниці металом обирається таким, щоб був забезпечений контакт відводильного тепло елемента з поверхнею металу. При виконанні цієї умови наповнення виливниці металом припиняється. У наслідок контакту металу та відводильного тепло елемента метал набуває форму його поверхні. Відбувається ефективне охолоджування верхньої частини виливка через відводильний тепло елемент до повного скристалування металу. Потім виливок витягують з виливниці. Приклад конкретного виконання. Сталь варили у мартенівський печі місткістю 450 т скрап-рудним процесом на ВАТ МакМК. Реалізацію здійснювали на сталі марки Ст1кп і Ст3кп. Злив металу здійснювали у два ковша місткістю 225 т. Розливання металу проводили у виливниці, яків поширені у нижній частині, маса виливків становила 8 т. Відпрацьовування технології здійснювалось на 10 серіях дослідницьких плавок. Результати випробувань технології наведені у таблиці. Розливання металу у відповідності з параметрами, які рекомендуються аналогом було реалізована на чотирьох серіях плавок. Технологія розливання, передбачена прототипом та пропонована технологія були реалізовані на шести серіях плавок. Для реалізації технології аналогу були виготовлені чавунні кришки розміром 600х700 мм. Маса кришок становила 130-135 кг. Виливниці заповнювали металом до рівня 2300-2400 мм. При досягненні цього рівня наповнення виливниці розливання припиняли. Кристалування металу походило вільно, без примусового охолоджування. Вільне кристалування тривало 4,5-20 хвилин. При цьому, у стінок виливниці утворювалася кірка скристалованої сталі. На цю кірку встановлювали чавунні кришки. Установку кришок здійснювали за допомогою консольного крана вантажопідйомністю 3 т. Вільне кристалування для плавок першої серії тривало 15 хвилин. Для серії плавок 2, 3 і 4 відповідно 20, 4,5 і 5,5. Після витягання виливків з виливниць їх прокатували. Малоефективне охолоджування головної частини виливка при реалізації технології аналогу супроводжувалося проривами рідкого 2 30760 металу між кришками та стінками виливниць. Це погіршувало якість поверхні головної частини виливку, викликало втрати металу. Під час прокатування дефектну частину виливка відрізали. Вихід придатної сталі визначали як різницю між масою виливка і відрізаною частиною, виражену у відсотках. Аналіз першої серії плавок (технологія аналогу) дозволяє відмітити, що вихід придатної стали змінюється від 92,9 до 93,2%. Час вільного скристалування металу впливає на дефекти виливка, які виникають у процесі розливання. Прориви кірки металу спричинюють необхідність додаткового охолоджування головної частини виливка. Якщо час витримування до накривання виливку становить 15¸20 хвилин кристалування металу йде без проривання кірки. Це вилучає застосування додаткового охолоджування. Проте на окремих плавках (серія плавок 2) вихід придатної сталі становив 93%. Це спричинено тим, що головна частина виливка мала підвищену ліквацію хімічних елементів. Для того щоб зменшити ліквацію хімічних елементів час вільного кристалування скорочували до 4,5-5,5 хвилин. Це збільшило вихід придатного металу до 93,1% (серія плавок 4). На серії плавок 3 вихід придатного металу становив 92,9%. Це обумовлено тим, що скорочення витримки до 4,5 хвилин викликає проривання металу у головній частині виливка. За технологією прототипу було виконане 3 серії плавок. Вихід придатного металу на цих серіях плавок змінювався від 95,4 до 96,2%. Виливки розпочинали охолоджувати відразу після наповнення виливниць до заданого рівня. Дослідами встановлено, що час від кінця наповнення виливниць і до початку охолоджування поверхні металу практично не впливає на кількість виходу придатного металу. Додержується тенденція встановлена в технології аналогу - чим менше витримання металу, тим більш однорідна за хімічним складом головна частина виливка. У результаті вихід придатної сталі по технології прототипу вище ніж по технології аналогу. Підвищення ефективності охолоджування збільшенням витрати води для охолоджування було обмежене бурхливим пароутворенням. Пропонована технологія здійснювалася таким чином. Попередньо виливниці були накрити відво дильними тепло елементами. Конструктивно ці еле-менти виконані так, що нижня їхня частина обмежувала наповнення виливниць до заданого рівня (2300-2400 мм). Заповнення виливниці сталлю до рівня її контакту з відводильним тепло елементом автоматично формує виливок заданої висоти. Верхня частина цього елемента мала форму сфери, що створює додаткові умови для відведення тепла. Наповнювання виливниці сталлю здійснювали до підняття металу до нижньої поверхні відводильного тепло елемента. Після розливання припиняли і метал кристалувався знаходячись у контакті з відводильним тепло елементом. У першій серії плавок (приклад 1) рівень наповнення металом виливниці був вибраний 2310 мм. Такий рівень наповнення відповідав заглибленню відводильного тепло елемента в метал на 10 мм. У другій серії плавок наповнення виливниць становило 2350 мм, а у третій 2400 мм. Заглиблення відводильного тепло елемента при цьому становило відповідно 50 і 100 мм. Аналіз результатів наведених у таблиці показує, що збільшення рівня наповнення металу впливає на вихід придатної сталі. Маса металу у що заповнює щілину поміж виливницею та відводильним тепло елементом підвищується із збільшенням висоти наповнення виливниці сталлю. Збільшення висоти наповнення більш, ніж рівень, який забезпечує контакт з відводильним тепло елементом спотворює конфігурацію головної частини виливка. Під час прокатування ця частина виливка відрізається, що знижує вихід придатної сталі. Те, що закінчення наповнювання збігається з початком примусового охолоджування головної частини виливка викликає швидке його кристалування. Тому, через 5-10 хвилин після наповнення виливниць здійснюють вивіз виливків. Таким чином, застосування пропонованого способу збільшує вихід придатного металу, за рахунок більш досконалої схеми охолоджування головної частини виливка. Швидкій вивіз виливків після лиття забезпечує економію теплоносіїв. Виключення води, як охолоджувача покращує екологію і умови праці. Таблиця Час початку Тип охолоджу№ охолоджу- вання головної Дефекти проТехнологія вання після п/ч частини відцесу наповнеливка ння (хв) Аналог 1 15 Чавунна кри2 20 шка (130 кг) 3 4,5 Прориви кірки 4 5,5 Прориви кірки Прототип 1 2 3 0 0 0 Пропоно1 ваний спо- 2 сіб 3 0 0 0 Вода Прорив кірки Відводильний тепло елемент 3 Час вивозки Вихід привиливків після датної ста- охолоджуванлі % ня (хв) 93,2 93,0 92,9 93,1 20 25 30 25 95,4 96,2 95,8 5 20 20 98,7 98,5 98,0 10 7,5 5 Примітка Додаткове охолоджування водою, пароутворення Бур хливе пароутворення із-за випаровування води 30760 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting ingots
Автори англійськоюKukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych
Назва патенту російськоюСпособ литья отливок
Автори російськоюКукуй Давид Пенхусович, Толпа Анатолий Андреевич
МПК / Мітки
МПК: B22D 7/06
Мітки: виливків, лиття, спосіб
Код посилання
<a href="https://ua.patents.su/4-30760-sposib-littya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття виливків</a>
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Коротченков Валерій Михайлович, Кукуй Давид Пенхусович, Бруханський Володимир Миколайович, Кекух Анатолій Володимирович, Сміяненко Ігор Миколайович, Бабенко Михайло Антонович, Феофілактова Катерина Володимирівна, Маншилін Олександр Гейнійович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович
Мітки: з'єднання, виливків, площі, розширених, спосіб, частин, прокатування, основної, головної
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Шинський Олег Йосипович, Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Санніков В'ячеслав Олександрович, Примак Іван Никонорович
МПК: B22D 7/04
Мітки: пристрій, порожнистих, зливків, спосіб, довгомірних, здійснення, виливків, одержання
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Кондратюк Станіслав Євгенович, Щеглов Володимир Михайлович, Примак Іван Никонорович, Шинський Олег Йосипович, Бречко Олена Львівна
МПК: B22D 7/04, B22D 27/11
Мітки: одержання, пристрій, довгомірних, виливків, спосіб, здійснення, порожнистих
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Котлярський Франко Мар'янович, Борисов Георгій Павлович
МПК: B22D 18/06
Мітки: тонкостінних, лиття, усмоктуванням, виливків, вакуумним, пристрій
Формула / Реферат:
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формулегде s - поверхностное...
Спосіб лиття по моделях, що газифікуються
Номер патенту: 34917
Опубліковано: 15.03.2001
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Ткачук Ігор Володимирович, Шульга Василь Тимофійович
МПК: B22C 9/04
Мітки: спосіб, лиття, моделях, газифікуються
Формула / Реферат:
Спосіб лиття по моделях/що газифікуються, шляхом гравітаційної заливки розплаву через ливникову систему в порожнину вакуумованої ливарної форми, який відрізняється тим, що заливку розплаву виконують почергово через дві ливникові системи - допоміжну і основну, при цьому починають заливку через допоміжну ливникову систему і продовжують її на протязі 0,05-0,10 від загально розрахованої тривалості заливки, після чого продовжують і закінчують...
Попередній патент: Вагінальний супозиторій
Наступний патент: Контейнер сміттєвоза
Випадковий патент: Прес-екструдер