Пристрій калібрування валків блюмінга
Номер патенту: 3667
Опубліковано: 15.12.2004
Автори: Луцький Михайло Борисович, Лігус Микола Миколайович, Чічкан Артур Олексійович, Чудновець Олександр Миколайович, Дорожко Іван Кирилович, Павленко Анатолій Несторович, Луценко Віктор Олександрович, Горецький Юрій Володимирович, Говоруха Валерій Петрович, Лук'янов Юрій Васильович
Формула / Реферат
Пристрій калібрування валків блюмінга, що включає послідовно розташовані ящикові калібри, утворені верхнім і нижнім рівчаками з опуклим дном, який відрізняється тим, що ширина дна рівчака передчистового калібру складає 0,87-0,89 його ширини розняття, а ширина опуклої ділянки складає 0,7-0,8 ширини дна рівчака, причому опуклість дна рівчака складає 0,026-0,032 ширини опуклої ділянки, а глибина рівчака складає 0,27-0,29 ширини дна рівчака, причому ширина дна рівчака чистового калібру складає 0,87-0,88 його ширини розняття, а ширина опуклої ділянки складає 0,45-0,49 ширини дна рівчака, причому опуклість дна рівчака складає 0,042-0,047 ширини опуклої ділянки, а глибина рівчака складає 0,33-0,34 ширини дна рівчака.
Текст
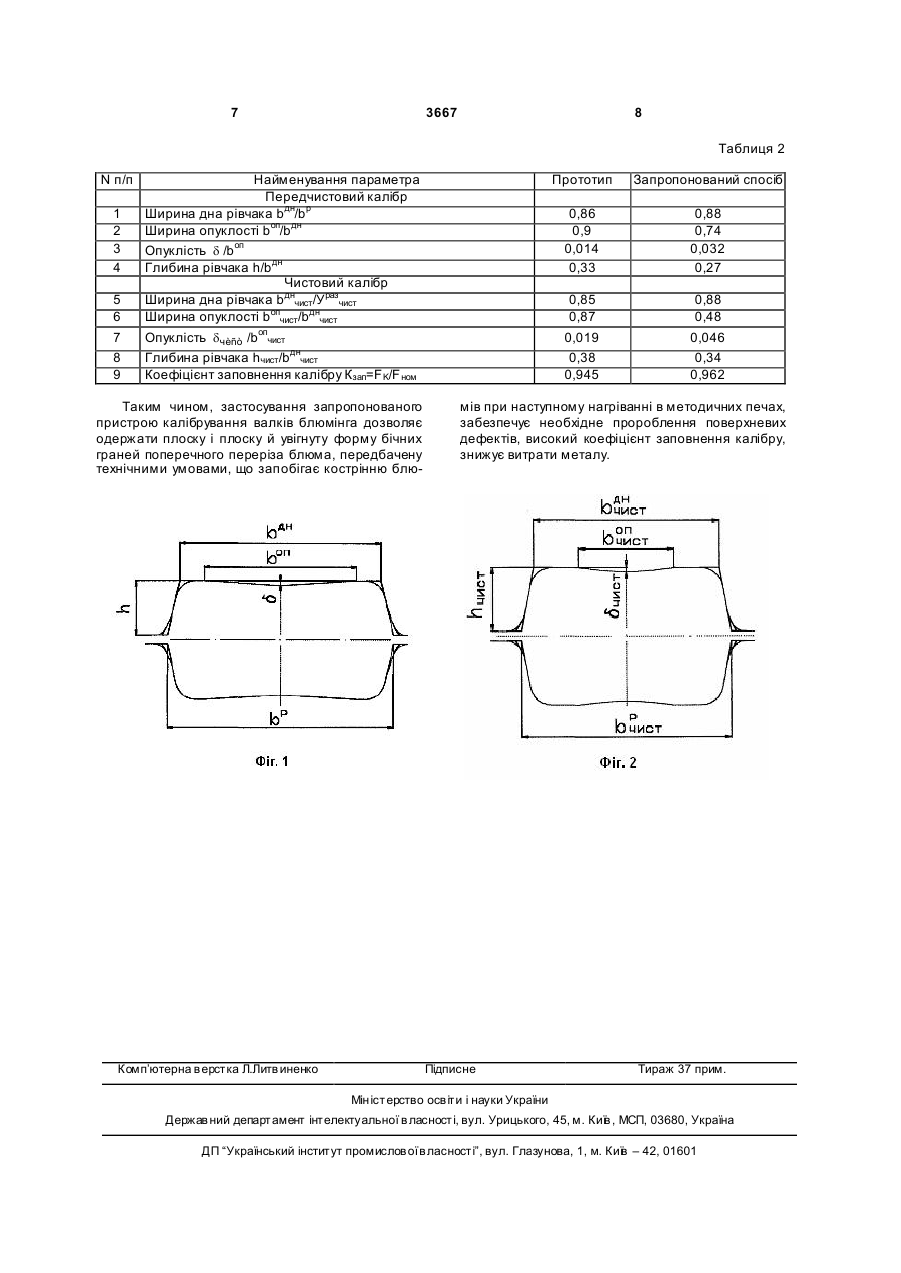
Пристрій калібрування валків блюмінга, що включає послідовно розташовані ящикові калібри, 3 3667 4 цих калібрах, внаслідок розширення металу, форякі поширюється обсяг правового захисту, тому що ма бічної грані блюмів не відповідає вимогам техвирішує поставлену задачу. Причинно-наслідковий нічних умов, відповідно до яких бічні грані повинні зв'язок відмітних ознак при їх взаємодії з загальмати увігнуту чи пряму й увігнуту поверхні, а є опуними ознаками в забезпеченні нових технічних клою, що утр удняє переміщення блюмів при навластивостей об'єкта корисної моделі, обумовлеступному нагріванні в методичних печах і привоних поставленою технічною задачею, полягає в дить до їх костріння, а також погіршує умови наступному. захоплення при наступній прокатці. Крім того, при Увігнута форма бічної поверхні після прокатки прокатці в чистовому калібрі на горизонтальних в чистовому калібрі забезпечується за рахунок гранях через недостатню обробку залишаються необхідної опуклості дна рівчака у передчистовому поверхневі дефекти. При прокатці в чистовому калібрі. При цьому дефекти, що накопичуються в калібрі прокатка відбувається при значенні фактообласті роз'єму в передчистовому калібрі, у рера форми Id/h>0,5. При цьому переважним є роззультаті достатнього пророблення опуклістю чисширення центральних по висоті шарів розкату, у тового калібру розкочуються. результаті чого при недостатній увігнутості бічних У пристрої калібрування валків блюмінга, що граней і великої довжини увігнутої ділянки, форма включає послідовно розташовані ящикові калібри, бічних граней блюмів стає опуклою і, в зв'язку з утворені верхнім і нижнім рівчаками з опуклим недостатньою величиною опуклості дна чистового дном, новим є те, що ширина дна рівчака передкалібру, залишаються поверхневі дефекти, що чистового калібру складає 0,87-0,89 його ширини накопичуються по роз'єму в передчистовому каліпо роз'єму, ширина опуклої ділянки складає 0,7-0,8 брі. Крім того, не оптимальне співвідношення шиширини дна рівчака, опуклість дна рівчака складає рини дна рівчака і ширини дна по роз'єму і глибини 0,026-0,032 ширини опуклої ділянки, глибина ріврівчака і ширини його дна приводять до низьких чака складає 0,27-0,29 ширини дна рівчака; ширизначень коефіцієнта заповнення калібру, що вина дна рівчака чистового калібру складає 0,87-0,88 кликає підвищену витрату металу при обрізанні його ширини по роз'єму, ширина опуклої ділянки кінців. При прокатці по цьому способу коефіцієнт складає 0,45-0,49 ширини дна рівчака, опуклість заповнення калібру складає 0,945. дна рівчака складає 0,042-0,047 ширини опуклої В основу корисної моделі поставлена задача ділянки, глибина рівчака складає 0,33-0,34 ширини розробки пристрою калібрування валків блюмінга, дна рівчака. Вибір співвідношення ширини дна що забезпечить шляхом вибору оптимальних співрівчака і ширини рівчака по роз'єму, ширини опуквідношень ширини дна рівчака і ширини рівчака по лої ділянки і ширини дна рівчака, опуклості дна роз'єму, ширини опуклої ділянки і ширини дна ріврівчака і ширини опуклої ділянки, глибини і ширини чака, опуклості дна рівчака і ширини опуклої діляндна рівчака визначений експериментальним шляки, глибини і ширини дна рівчака одержання форхом для даного способу калібрування. ми бічних граней блюмів, відповідними вимогам Обрані співвідношення параметрів елементів технічних умов, поліпшення обробки поверхневих калібрів забезпечують одержання після кантувандефектів, збільшення коефіцієнту заповнення чисня і прокатки у чистовому калібрі блюмів з увігнутового калібру і зниження витрат металу при обрітою чи з плоскою й увігн утою формою граней бічзанні кінців. ної поверхні, що відповідають вимогам технічних Поставлене технічне завдання вирішується умов, а також зниження витрати металу при обрітаким чином, що у відомому пристрої калібрування занні кінців за рахунок збільшення коефіцієнту валків блюмінга, який включає послідовно розтазаповнення чистового калібру. шовані ящикові калібри, утворені верхнім і нижнім Експериментально встановлено, що вибір зарівчаками з опуклим дном, відповідно до корисної значених співвідношень менше нижньої межі примоделі ширина дна рівчака передчистового калібводить до одержання опуклої форми після прокатру складає 0,87-0,89 його ширини по роз'єму, а ки в чистовому калібрі і не повній обробці дефектів ширина опуклої ділянки складає 0,7-0,8 ширини на горизонтальних гранях блюма, а вибір цього дна рівчака, опуклість дна рівчака складає 0,026співвідношення більше верхньої межі приводить 0,032 ширини опуклої ділянки, а глибина рівчака до зниження коефіцієнта заповнення чистового складає 0,27-0,29 ширини дна рівчака; ширина дна калібру і підвищенню витрати металу. рівчака чистового калібру складає 0,87-0,88 його Вибір значень ширини дна рівчака, ширини ширини по роз'єму, а ширина опуклої ділянки опуклої ділянки, опуклості дна рівчака і його глискладає 0,45-0,49 ширини дна рівчака, опуклість бини в зазначених межах визначений експеримендна рівчака складає 0,042-0,047 ширини опуклої тально, є оптимальним для цього способу калібруділянки, а глибина рівчака складає 0,33-0,34 шивання і забезпечує одержання профілю, що рини дна рівчака. відповідає вимогам технічних умов, відповідно до Приведені ознаки, що характеризують корисну яких бічні грані блюмів повинні мати увігнуту чи модель є істотними, тому що в сук упності достатні пряму й увігнуту поверхні, високий коефіцієнт задля забезпечення працездатності і досягнення повнення калібру і відсутність дефектів. розв'язуваної технічної задачі, а кожний окремо Експериментально встановлено, що вибір шинеобхідний для ідентифікації і відмінності заявлерини дна рівчаків у перед-чистовому і чистовому ного способу від відомих аналогічних технічних калібрах менше нижніх меж приводить до одеррішень. жання опуклої форми бічних граней блюмів, низьНова сукупність загальних і відмітних від прокого значення коефіцієнта заповнення калібру і тотипу істотних ознак, якими характеризується перевитрати металу. новий пристрій, є достатньою у всіх випадках, на 5 3667 6 Експериментально встановлено, що вибір шиЕкспериментально встановлено, що вибір рини дна рівчаків у передчистовому і чистовому глибини дна рівчаків у передчистовому і чистовокалібрах більше верхньої межі приводить до заму калібрах менше нижньої межі приведе до неклинювання розкату в калібрі й окову валків. стійкості і перекосу розкату в чистовому калібрі, Експериментально встановлено, що вибір шипереповненню калібрів і одержанню опуклої форрини опуклої ділянки дна рівчаків у передчистовоми бічних граней блюмів. му і чистовому калібрах менше нижньої межі не Експериментально встановлено, що вибір забезпечує необхідну обробку поверхневих дефеглибини дна рівчаків у передчистовому і чистовоктів і приводить до утворення опуклої форми бічму калібрах більше верхньої межі приводить до них граней блюмів у чистовому калібрі. зниження міцносних характеристик валків, заклиЕкспериментально встановлено, що вибір шинюванню розкату в процесі прокатки, низьким знарини опуклої ділянки дна рівчаків у передчистовоченням коефіцієнта заповнення калібру. му і чистовому калібрах більше верхньої межі приТаким чином, новий пристрій калібрування ваводить до низьких значень коефіцієнта заповнення лків блюмінга, що включає послідовно розташовакалібру і перевитрати металу. ні ящикові калібри, утворені верхнім і нижнім рівЕкспериментально встановлено, що вибір опучаками з опуклим дном забезпечує одержання клості дна рівчаків у передчистовому і чистовому профілю блюма оптимальної форми з максималькалібрах менше нижньої межі не забезпечує оброним коефіцієнтом заповнення калібру і відсутністю бки поверхневих дефектів і приводить до одерповерхневих дефектів. жання опуклої форми блюмів у чистовому калібрі. На Фіг.1 і Фіг.2 приведені креслення передчисЕкспериментально встановлено, що вибір опутового і чистового калібрів з позначенням елеменклості дна рівчаків у передчистовому і чистовому тів калібрів, а в таблиці 1 - чисельні значення пакалібрах більше верхньої межі приводить до втрараметрів елементів ящикових калібрів, виконаних ти стійкості розкату в чистовому калібрі, низьким по прототипу і запропонованому способу калібрузначенням коефіцієнта заповнення калібру і перевання. витрати металу. Таблиця 1 N п/п 1 2 3 4 5 1 2 3 4 5 Найменування параметра Передчистовий калібр Ширина рівчака по роз'єму bp, мм Ширина дна рівчака bдн, мм Ширина опуклості bоп, мм Опуклість d , мм Глибина рівчака h, мм Чистовий калібр Ширина рівчака по роз'єму bpчист, мм Ширина дна рівчака bднчист, мм Ширина опуклості bопчист, мм Опуклість dчист, мм Глибина рівчака hчист, мм Приклад конкретного здійснення способу. На блюмінгу "1250" вели прокатку блюмів 320´320мм у калібрах, виконаних по запропонованому способу калібрування. Для порівняння вели прокатку блюмів таких же розмірів у калібрах, виконаних по відомому способу калібрування - прототипу. Відповідно до заявленого пристрою калібрування у передчистовому калібpi ширина дна рівчака передчистового калібру складає bдн=365/415=0,88bp (ширини рівчака по роз'єму), ширина опуклої ділянки дна рівчака складає bоп=270/365=0,74bдн (ширини дна рівчака), опуклість дна рівчака складає d =8,5/270=0,03155bоп (ширини опуклої ділянки), глибина рівчака складає h=100/365=0,274bдн (ширини дна рівчака), у чисто Прототип Запропонований спосіб 454 390 350 5 115 415 365 270 8,5 100 356 300 260 5 115 335 294 140 6,5 100 вому калібрі ширина дна рівчака чистового калібру складає bднчиcт=294/335=0,88bpчиcт. (ширини по роз'єму), ширина опуклої ділянки рівчака складає bопчист=140/294=0,48bднчист (ширини дна рівчака), опуклість дна рівчака складає dч ист=6,5/140=0,0465boпчиcт (ширини опуклої ділянки), глибина рівчака складає hчист=100/365=0,34bднчист (ширини дна рівчака). Після прокатки в передчистовому і чистовому калібрах одержують увігнуту і пряму й увігн уту форму бічних граней блюмів. При цьому коефіцієнт заповнення калібру складає 0,962. У таблиці 2 приведені співвідношення параметрів елементів передчистового і чистового калібрів прототипу і запропонованого пристрою калібрування. 7 3667 8 Таблиця 2 N п/п 1 2 3 4 5 6 7 8 9 Найменування параметра Передчистовий калібр Ширина дна рівчака bдн/bp Ширина опуклості bоп/bдн Опуклість d /bоп Глибина рівчака h/bдн Чистовий калібр Ширина дна рівчака bднчист/У разчист Ширина опуклості bопчист/bднчист Опуклість dчèñò /bопчист Глибина рівчака hчист/bднчист Коефіцієнт заповнення калібру Кзап=F K/F ном Таким чином, застосування запропонованого пристрою калібрування валків блюмінга дозволяє одержати плоску і плоску й увігнуту форму бічних граней поперечного переріза блюма, передбачену технічними умовами, що запобігає кострінню блю Комп’ютерна в ерстка Л.Литв иненко Прототип Запропонований спосіб 0,86 0,9 0,014 0,33 0,88 0,74 0,032 0,27 0,85 0,87 0,019 0,38 0,945 0,88 0,48 0,046 0,34 0,962 мів при наступному нагріванні в методичних печах, забезпечує необхідне пророблення поверхневих дефектів, високий коефіцієнт заповнення калібру, знижує витрати металу. Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюLutskyi Mykhailo Borysovych, Lutsenko Viktor Oleksandrovych, Dorozhko Ivan Kyrylovych, Chudnovets Oleksandr Mykolaiovych, Chychkan Artur Oleksiiovych, Horetskyi Yurii Volodymyrovych
Автори російськоюЛуцкий Михаил Борисович, Луценко Виктор Александрович, Дорожко Иван Кириллович, Чудновец Александр Николаевич, Чичкан Артур Алексеевич, Горецкий Юрий Владимирович
МПК / Мітки
МПК: B21B 27/00, B21H 8/00
Мітки: блюмінга, валків, пристрій, калібрування
Код посилання
<a href="https://ua.patents.su/4-3667-pristrijj-kalibruvannya-valkiv-blyuminga.html" target="_blank" rel="follow" title="База патентів України">Пристрій калібрування валків блюмінга</a>
Система калібрування валків безперервного сортового стана
Номер патенту: 53779
Опубліковано: 17.02.2003
Автори: Лохматов Олександр Павлович, Оробцев Андрій Юрійович, Букрєєв Іван Іванович, Парусов Олег Володимирович, Кулаков Леонід Васильович, Димченко Євген Миколайович, Літвінов Леонід Федорович, Жучков Сергій Михайлович, Сівак Едуард Володимирович, Шувякова Ірина Володимировна, Шишко Юрій Борисович, Парусов Володимир Васильович, Шевердін Сергій Митрофанович
МПК: B21B 1/02
Мітки: сортового, стана, безперервного, валків, система, калібрування
Формула / Реферат:
Система калібрування валків безперервного сортового стана, переважно для здвоєної прокатки-розділяння, що містить калібри для деформування вихідної заготівки, калібр для одержання проміжного розкату, калібр із горизонтальною великою і вертикальною малою осями, діагональний квадратний калібр з округленими ребрами й опуклостями на його гранях, виконаними по радіусу, чорновий здвоєний калібр, розділювальний калібр і наступні калібри для...
Спосіб калібровки валків блюмінга
Номер патенту: 10003
Опубліковано: 30.09.1996
Автори: Ротару Іон Теодорович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Левічев Павло Олексійович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02, B21B 27/02
Мітки: блюмінга, калібровки, спосіб, валків
Формула / Реферат:
(57) Способ калибровки валков блюминга, включающий нарезку последовательно расположенных калибров с гладкой бочкой и ящичных калибров с выпуклым дном, перетачивание калибров по мере износа, отличающийся тем, что переточку каждого ручья первого ящичного калибра осуществляют с уменьшением катающего диаметра крайних участков дна калибра, составляющем 1,15 - 1,35 уменьшения катающего диаметра его выпуклого участка при смещении крайних участков...
Система калібрів валків прокатного стана
Номер патенту: 62181
Опубліковано: 15.12.2003
Автори: Жучков Сергій Михайлович, Курбатав Генадзь Аляксандравіч, Луценко Владислав Анатолійович, Шувякова Ірина Володимирівна, Рябцав Алег Віктаравіч, Сцяблов Анвєр Барисавіч, Тішчанка Уладзімір Андрєявіч, Цімашпольські Уладзімір Ісаакавіч, Матачкін Віктар Аркадзєвіч, Бандаренка Аляксандр Мікалаєвіч
МПК: B21B 1/02
Мітки: калібрів, валків, прокатного, система, стана
Формула / Реферат:
1. Система калібрів валків прокатного стана, переважно реверсивного, для строєної прокатки-поділу, що містить чорновий, проміжний і чистовий трирівчакові калібри, яка відрізняється тим, що чорновий трирівчаковий калібр виконано у вигляді строєних овалів, врізаних у валки по їх великих осях, проміжний трирівчаковий калібр виконано у вигляді строєних ромбів, врізаних у валки по їх великих діагоналях, а чистовий трирівчаковий калібр виконано у...
Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок
Номер патенту: 53812
Опубліковано: 17.02.2003
Автори: Прозур Віталій Петрович, Гладкий Сергій Іванович, Порайко Юрій Іванович, Лях Михайло Михайлович, Гарасимів Григорій Васильович, Гаркот Василь Степанович, Прозур Олександр Віталійович
МПК: B25B 27/02
Мітки: шпоночні, шпонок, паза, встановлення, шпоночного, пази, калібрування, пристрій, запресування
Формула / Реферат:
1. Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок, який містить встановлений на рамі корпус, розміщені на ньому елементи притискання, запресування і орієнтованого встановлення шпонки, який відрізняється тим, що елемент орієнтованого встановлення шпонки містить копіювач, який являє собою пластину у вигляді прямокутного трикутника, який поверхнею основи контактує зі шпоночним...
Спосіб калібрування прокатних валків
Номер патенту: 43369
Опубліковано: 17.12.2001
Автори: Горбуньов Олег Георгійович, Букрєєв Іван Іванович
МПК: B21B 1/02, B21B 1/08, B21B 28/00
Мітки: спосіб, валків, калібрування, прокатних
Формула / Реферат:
Способ калибровки прокатных валков, предусматривающий уменьшение диаметров валков при переточках калибров, врез закрытого фланца в валок с уклоном внутренней и наружной граней фланца относительно продольной оси валка, отличающийся тем, что биссектрису угла, образованного внутренней и наружной гранями фланца совмещают с перпендикуляром к продольной оси валка и врезают фланец в валок под этим углом, а в процессе переточек валков по износу...