Прес-форма для виготовлення гвинтових гофрованих рукавів
Номер патенту: 37628
Опубліковано: 10.12.2008
Автори: Крук Володимир Васильович, Шевчук Оксана Степанівна, Гнатьо Петро Михайлович, Ляшук Олег Леонтійович, Гевко Іван Богданович


Формула / Реферат
Прес-форма для виготовлення гвинтових гофрованих рукавів, яка виготовлена у вигляді верхньої і нижньої плит, направляючих втулок і колонок, пуансонів і матриць, які є у взаємодії, елементів базування, систем підігріву, відведення повітря і води, яка відрізняється тим, що матриці виконані роз'ємними по горизонтальній діаметральній площині гвинтового гофрованого рукава з відповідними їх розмірами у вигляді гвинтової канавки, а нижні половини матриць жорстко закріплені до нижньої плити рівномірно по довжині на одній осі, наприклад, по три пари блоків попарно, які встановлені на одній осі, а верхні півматриці жорстко закріплені до верхньої плити співвісно з нижніми півматрицями, ці спарені матриці є у взаємодії з пуансонами, форма і внутрішні розміри яких є аналогічні внутрішнім розмірам гвинтового гофрованого рукава з врахуванням усадки, причому пуансони по внутрішньому діаметру виконані пустотілими і з суміжних торців ці отвори виконані квадратної форми з відкритими байонетними пазами, продовженням квадратних отворів пуансонів є циліндричні отвори з других їх кінців, крім цього внутрішні квадратні і циліндричні отвори спарених пуансонів є у взаємодії з одним центрувальним пальцем довжиною, рівною довжині двох пуансонів, посередині якого жорстко встановлено вертикальний штифт, який є у взаємодії з поперечною планкою, яка жорстко закріплена до верхньої плити з можливістю вертикального переміщення разом з нею, поряд з вертикальним штифтом з двох сторін на центрувальному пальці жорстко встановлено установчі пальці, які є у взаємодії з відповідними байонетними пазами двох сусідніх пуансонів.
Текст
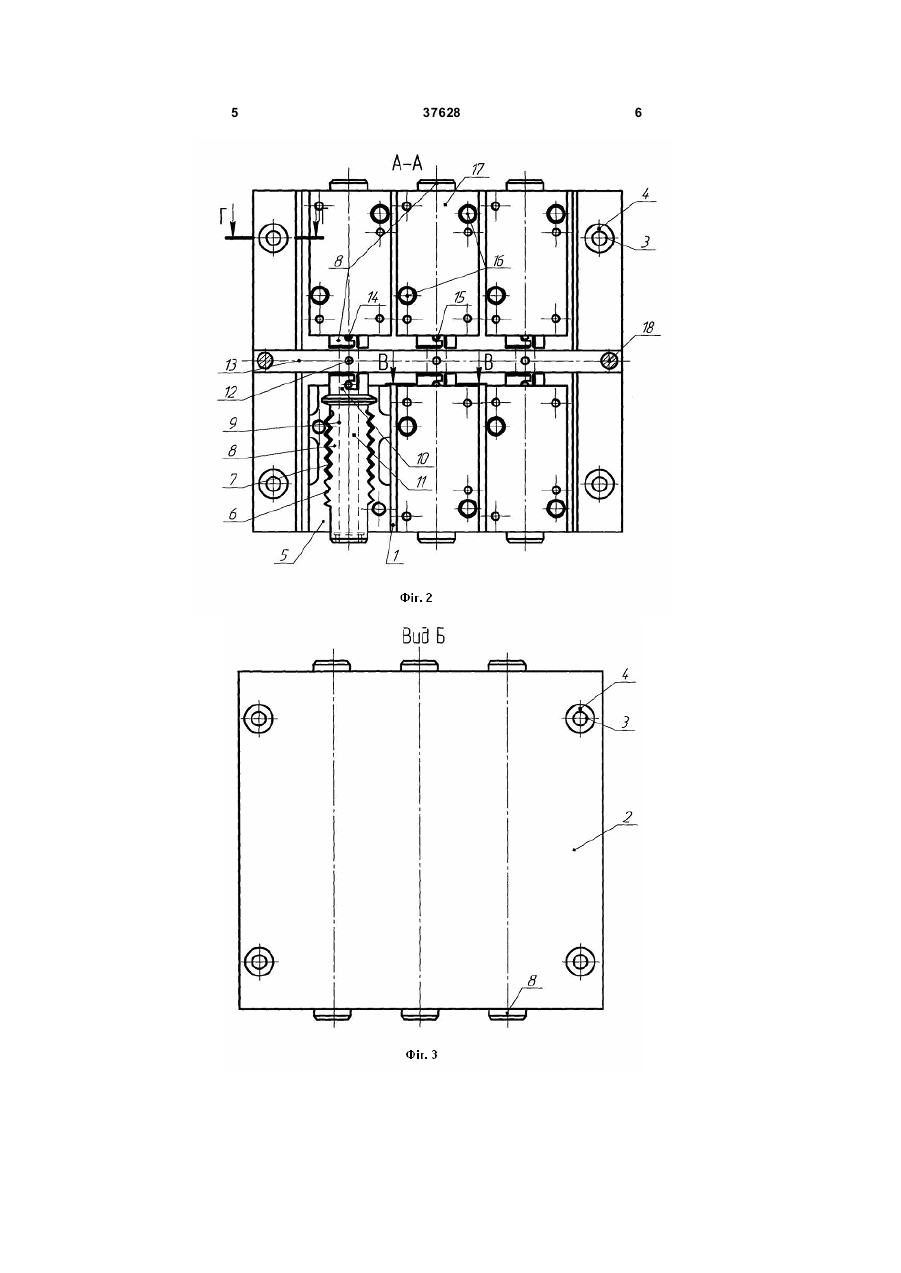
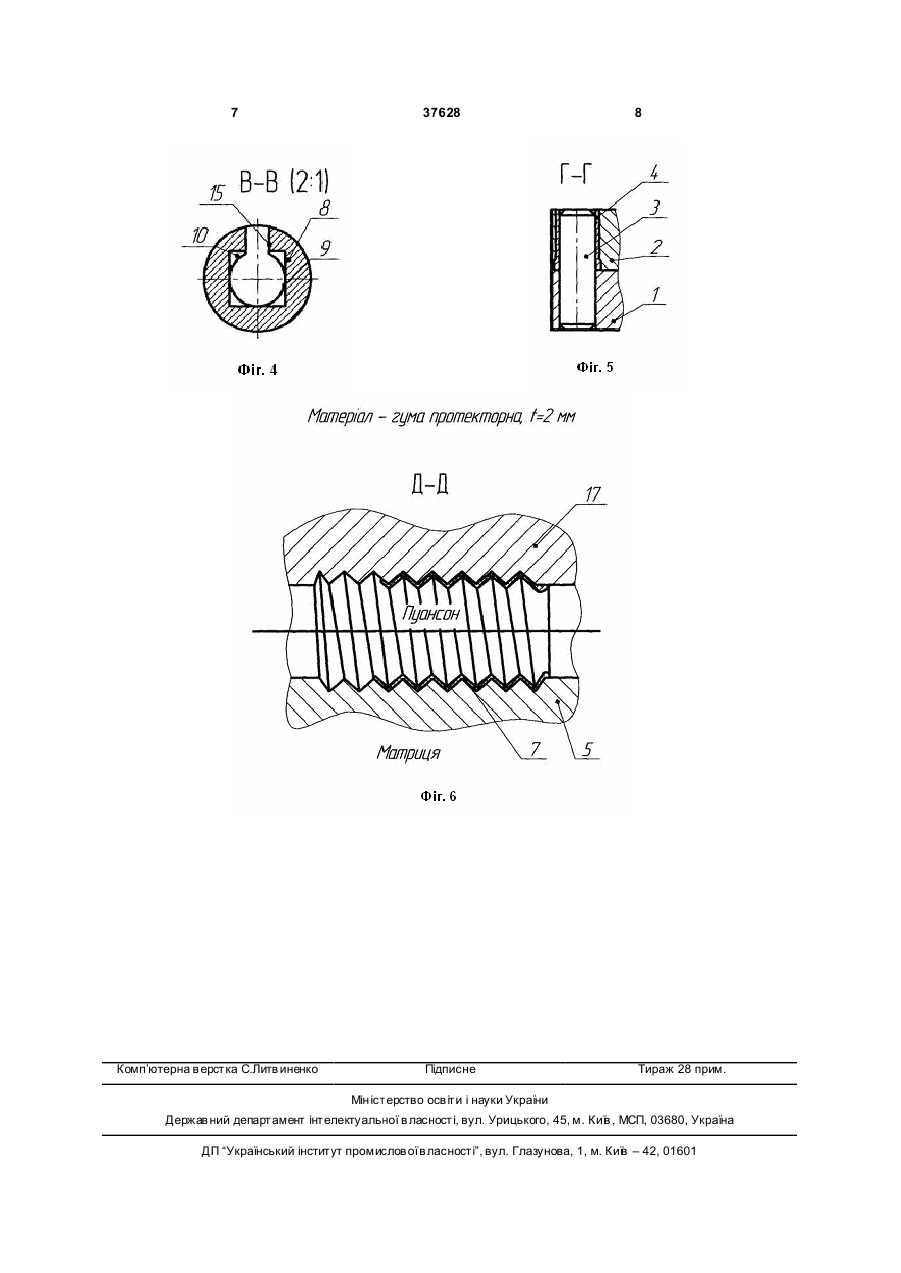
Прес-форма для виготовлення гвинтових гофрованих рукавів, яка виготовлена у вигляді верхньої і нижньої плит, направляючих втулок і колонок, пуансонів і матриць, які є у взаємодії, елементів базування, систем підігріву, відведення повітря і води, яка відрізняється тим, що матриці виконані роз'ємними по горизонтальній діаметральній площині гвинтового гофрованого рукава з відповідними їх розмірами у вигляді гвинтової канавки, а нижні половини матриць жорстко закріплені до нижньої плити рівномірно по довжині на одній осі, наприклад, по три пари блоків попарно, U 2 (19) 1 3 37628 пуансонів є у взаємодії з одним центрувальним пальцем довжиною рівною довжині двох пуансонів, посередині якого жорстко встановлено вертикальний штифт, який є у взаємодії з поперечною планкою, яка жорстко закріплена до верхньої плити з можливістю вертикального переміщення разом з нею, поряд з вертикальним штиром з двох сторін на центрувальному пальці жорстко встановлено установчі пальці, які є у взаємодії з відповідними байонетними пазами двох сусідніх пуансонів. Прес-форма для виготовлення гофрованих рукавів приводів машин зображена на Фіг.1, Фіг.2 переріз по А-А на Фіг.1, Фіг.3 - видно Б на Фіг.1, Фіг.4 - січення по В-В на Фіг.2, Фіг.5 - січення по Г-Г на Фіг.2 і Фіг.6 - січення по Д-Д пуансона на Фіг.1. Прес-форма для виготовлення гвинтових го фрованих рукавів виконана у вигляді нижньої 1 і верхньої 2 плит, які з'єднані між собою направляючими колонками 3 і втулками 4. До нижньої плити 1 жорстко рівномірно по довжині встановлені блоками в два ряди нижні півматриці 5, наприклад по три, осі яких співпадають, які в середині діаметрального перерізу мають форму поперечного січення 6 гвинтового го фрованого рукава 7 з врахуванням усадки. В нижні півматриці 5 вставлені пуансони 8, торцевими частинами до середини нижньої плити. Пуансони по краях плити виконані пустотілими циліндричної форми 9, а в зоні торців квадратної форми 10. В ці отвори встановлений центрувальний палець 11, який центрує два сусідні пуансони 8, які розміщені на одній осі довжиною рівною довжині двох пуансонів, а по середині центрувального вала запресований вертикальний штифт 12, який жорстко з'єднаний з піднімальною планкою 13, довжина якої є рівною довжині плити 2, які мають вертикальні переміщення. З двох сторін від вертикального штифта 12 паралельно йому запресовані кріпильні штифти 14, які є у взаємодії з байонетними пазами 15, які виконані в зоні квадратних отворів пуансонах 8 з їх торця і забезпечують фіксацію і точне їх розміщення по відношенню до нижніх півматриць 5, які за формою і розмірами аналогічні до верхніх. Точне розміщення півматриць 5 до нижньої плити 1 здійснюється штифтами 16 по діагоналі кожної із півматриць. Аналогічно до верхньої плити 2 жорстко кріпляться верхні півматриці 17 своїми кінцями за до 4 помогою аналогічних шти фтів 16, а піднімальна планка 13 жорстко з'єднана з верхньою плитою 2 болтами 18. В прес-формі виконані відомі елементи для її нагріву, системи отворів для подачі і відведення охолоджувальної води, отвори для відведення повітря з зони формоутворення, елементи закріплення на пресі, транспортування прес-форм, ущільнюючі елементи для гуми в зоні формування контурів деталей та інші відомі елементи, які на кресленні не показані. Для забезпечення роботи прес-форми необхідно здійснити наступний цикл підготовчих робіт. Прес-форма встановлюється і кріпиться на пресі, до неї підводять силові лінії для її нагріву, подачі води для охолодження, та інше (на кресленні не показані). Після виконання циклу підготовчих робіт здійснюють її нагрів відомим способом. Верхню плиту 2 з верхніми півматрицями 17 піднімають вверх, а на всі пуансони 5 встановлюють металічну арматур у у вигляді пружин, які на кресленні не показані і на які накладають заготовки в'язкої гуми довжиною рівною довжині гофрованих рукавів і за об'ємом на 3...5% більше необхідного об'єму. Після цього верхню плиту 2 з верхніми півматрицями 17 опускають вниз і при цьому здійснюють нагрів прес-форми, яка розплавляє гуму і здійснює її пресування і формування гвинтових го фрованих рукавів. Повітря і залишки гуми при цьому виходять по відповідних каналах на зовні. Після формування деталей струм і нагрів прес-форми припиняється, а в прес-форму подають холодну воду, яка охолоджує прес-форму і гофровані рукави. Цей цикл триває 10...30хв. в залежності від розмірів гумових деталей. Після охолодження верхня плита 2 з верхніми півматрицями 17 піднімається вверх, п уансони 8 з гвинтовими гофрованими деталями знімають з прес-форми. На їх місце ставлять інші пуансони і процес виготовлення гофрованих рукавів повторюється, а готові гвинтові гофровані рукави знімають з пуансонів відомими способами. До переваг прес-форми відноситься розширення технологічних можливостей, підвищення продуктивності праці, спрощення конструкції і зменшення собівартості виготовлення. 5 37628 6 7 Комп’ютерна в ерстка С.Литв иненко 37628 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress-mold for manufacturing the screw corrugated sleeves
Автори англійськоюLiashuk Oleh Leontiiovych, Kruk Volodymyr Vasyliovych, Shevchuk Oksana Stepanivna, Hevko Ivan Bohdanovych, Hnatio Petro Mykhailovych
Назва патенту російськоюПресс-форма для изготовления винтовых гофрированных рукавов
Автори російськоюЛяшук Олег Леонтиевич, Крук Владимир Васильевич, Шевчук Оксана Степановна, Гевко Иван Богданович, Гнатьо Петр Михайлович
МПК / Мітки
МПК: B29D 23/18
Мітки: виготовлення, рукавів, гофрованих, гвинтових, прес-форма
Код посилання
<a href="https://ua.patents.su/4-37628-pres-forma-dlya-vigotovlennya-gvintovikh-gofrovanikh-rukaviv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для виготовлення гвинтових гофрованих рукавів</a>
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 22332
Опубліковано: 25.04.2007
Автори: Гевко Богдан Матвійович, Гевко Роман Богданович, Дячун Андрій Євгенович
МПК: B21D 11/06
Мітки: гофрованих, заготовок, виготовлення, гвинтових, пристрій
Формула / Реферат:
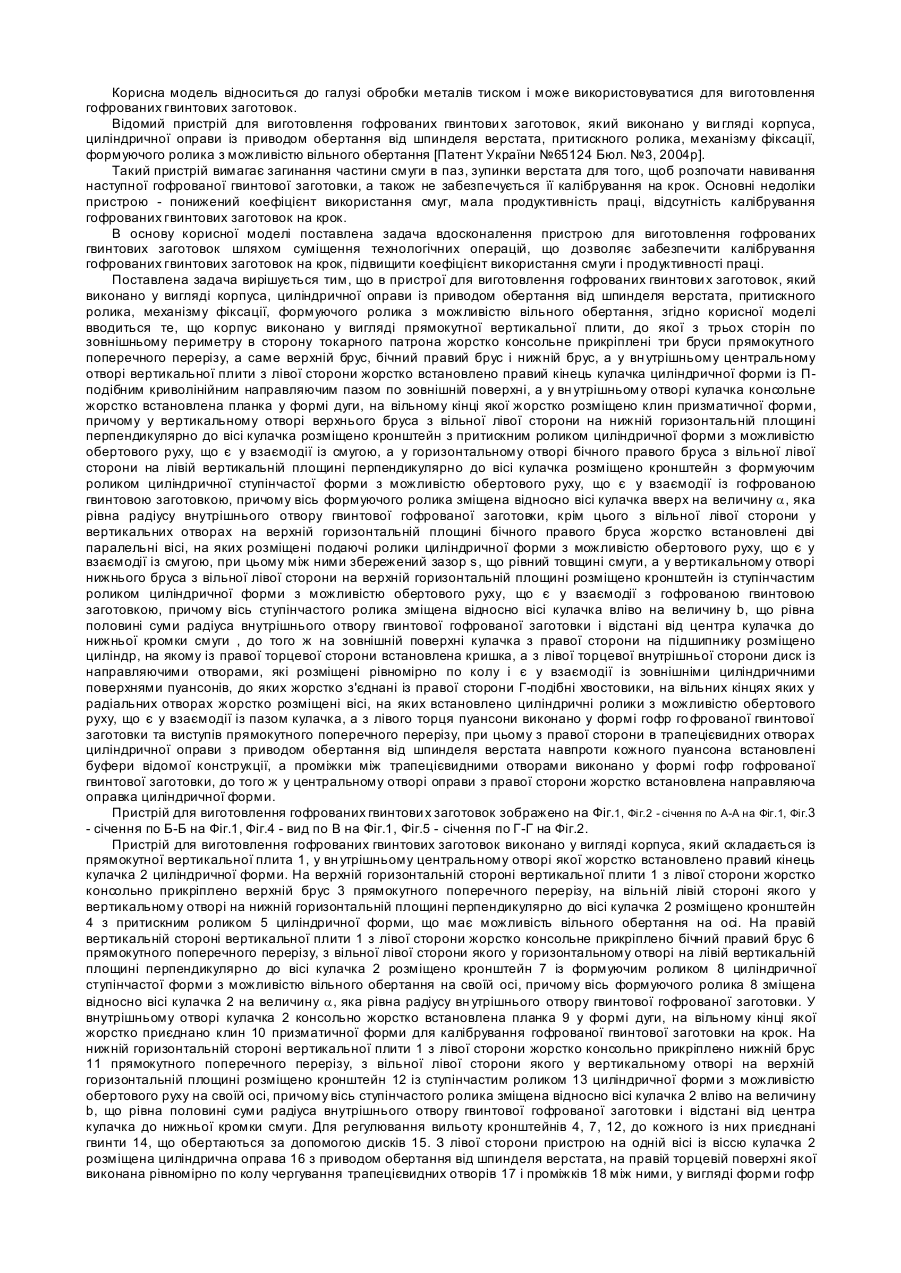
Пристрій для виготовлення гофрованих гвинтових заготовок, що містить корпус, циліндричну оправку із приводом обертання від шпинделя верстата, притискний ролик, механізм фіксації, формуючий ролик виконаний з можливістю вільного обертання, який відрізняється тим, що корпус виконано у вигляді прямокутної вертикальної плити, до якої з трьох сторін по зовнішньому периметру в сторону токарного патрона жорстко консольнo прикріплені три бруси...
Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування
Номер патенту: 9035
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B29C 37/00
Мітки: виштовхування, системою, двоступінчастою, прес-форма, пластмас, виробів, виготовлення
Формула / Реферат:
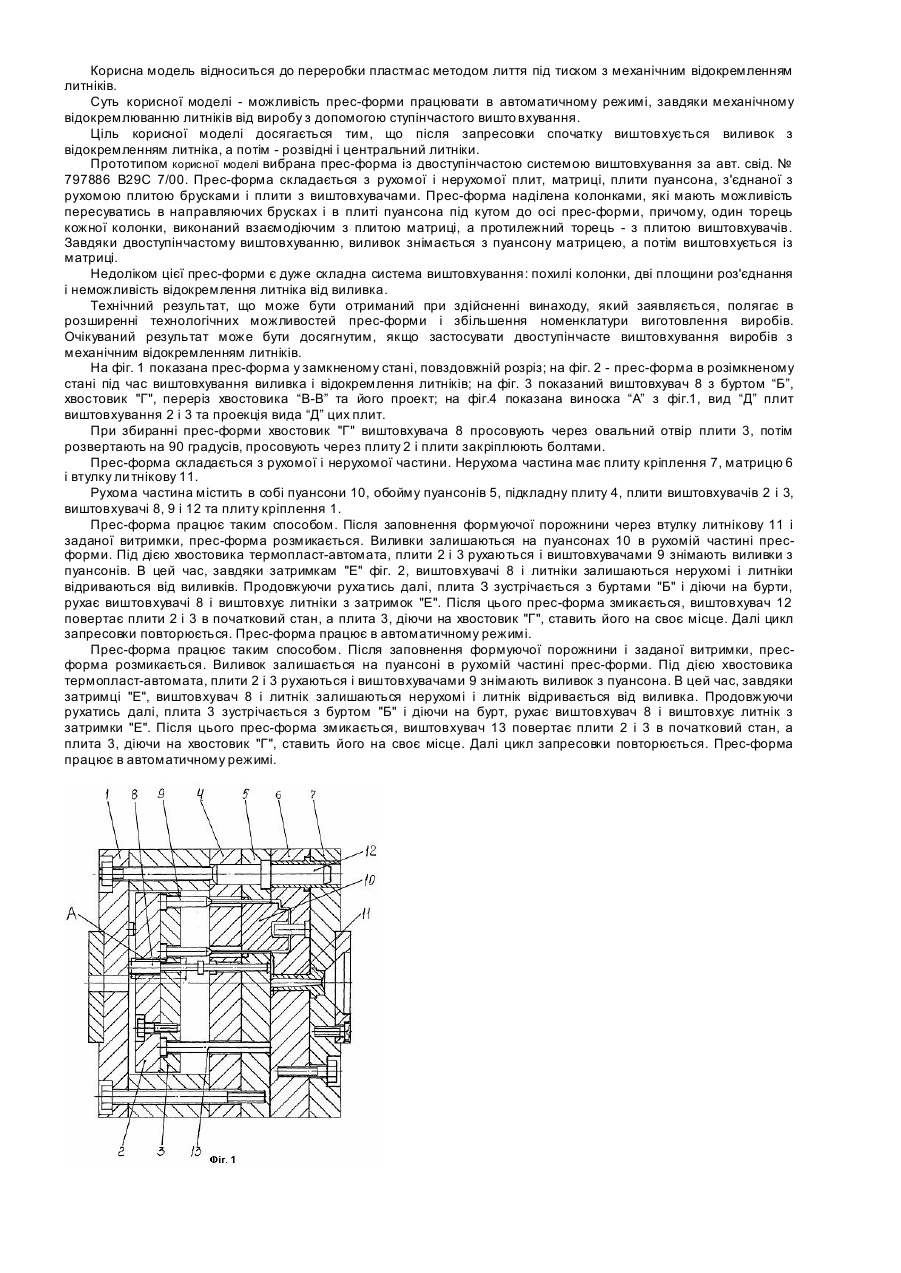
1. Прес-форма для виготовлення виробів з пластмас із двоступінчастою системою виштовхування, що містить рухому і нерухому частини, матрицю, пуансон, плити виштовхування, виштовхувачі виробу і ливники, яка відрізняється тим, що завдяки двоступінчастій системі виштовхування спочатку виштовхується виріб з відокремленням ливників, а потім ливники.2. Прес-форма по п.1, яка відрізняється тим, що виштовхувачі ливників мають бурт і овальні...
Пристрій для виготовлення гофрованих гвинтових заготівок
Номер патенту: 25496
Опубліковано: 10.08.2007
Автор: Дячун Андрій Євгенович
МПК: B21D 11/06
Мітки: виготовлення, гвинтових, заготівок, пристрій, гофрованих
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготівок, який виконаний у вигляді двох кінематично зв'язаних конічних валків із рівномірно виконаними по колу формувальними зубами, який відрізняється тим, що один із валків виконаний у вигляді циліндра із широкою П-подібною канавкою на зовнішній поверхні та з рівномірно виконаними по колу з двох торцевих сторін П-подібними радіальними пазами, в які встановлені з двох крайніх сторін...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B22D 17/22
Мітки: виготовлення, виробів, прес-форма, пластмас
Формула / Реферат:
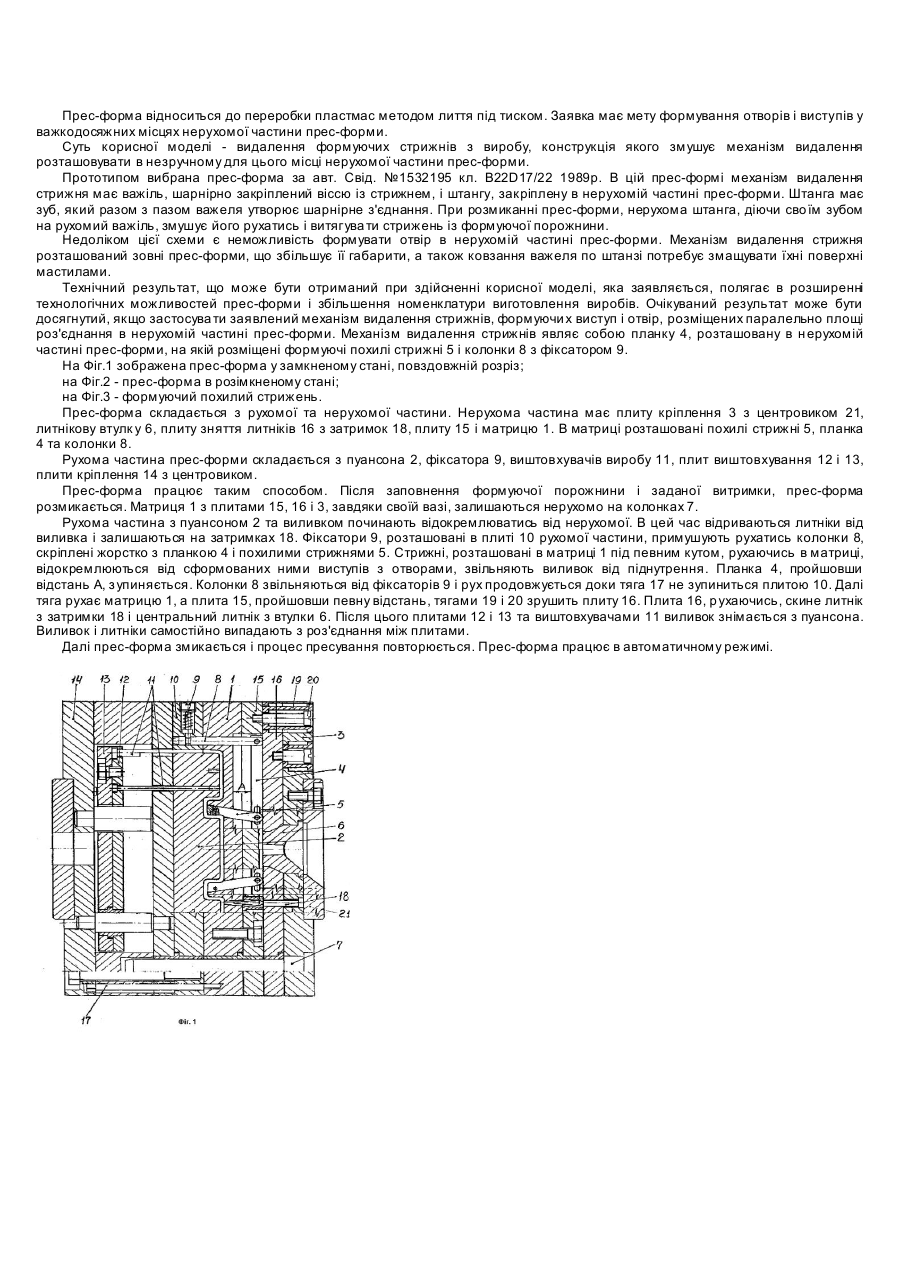
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, пристрій, гофрованих, гвинтових
Формула / Реферат:
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Попередній патент: Спосіб лікування хворих з метаболічним синдромом та хронічною серцевою недостатністю
Наступний патент: Гвинтова опора піднімально-транспортної лебідки
Випадковий патент: Спосіб лікування хворих на обмежену склеродермію