Спосіб виготування магнітопровода
Номер патенту: 39251
Опубліковано: 15.06.2001
Автори: Ставинський Андрій Андрійович, Ставинський Ростислав Андрійович
Формула / Реферат
Спосіб виготування магнітопровода, який включає навивку із стрічки електротехнічної сталі кільцевого ярма, а також навивку кільцевої заготівки зі скріпленням витків між собою і наступну її розрізку по висоті на m скріплюваних з ярмом елементів, який відрізняється тим, що ярмо навивають на 2m - грану оправку, заготівку навивають на m - гранну оправку зі скругленими вершинами і величиною кожної грані, рівною грані ярма на стику з елементом, а заготівку розрізають по осях вершин граней.
Текст
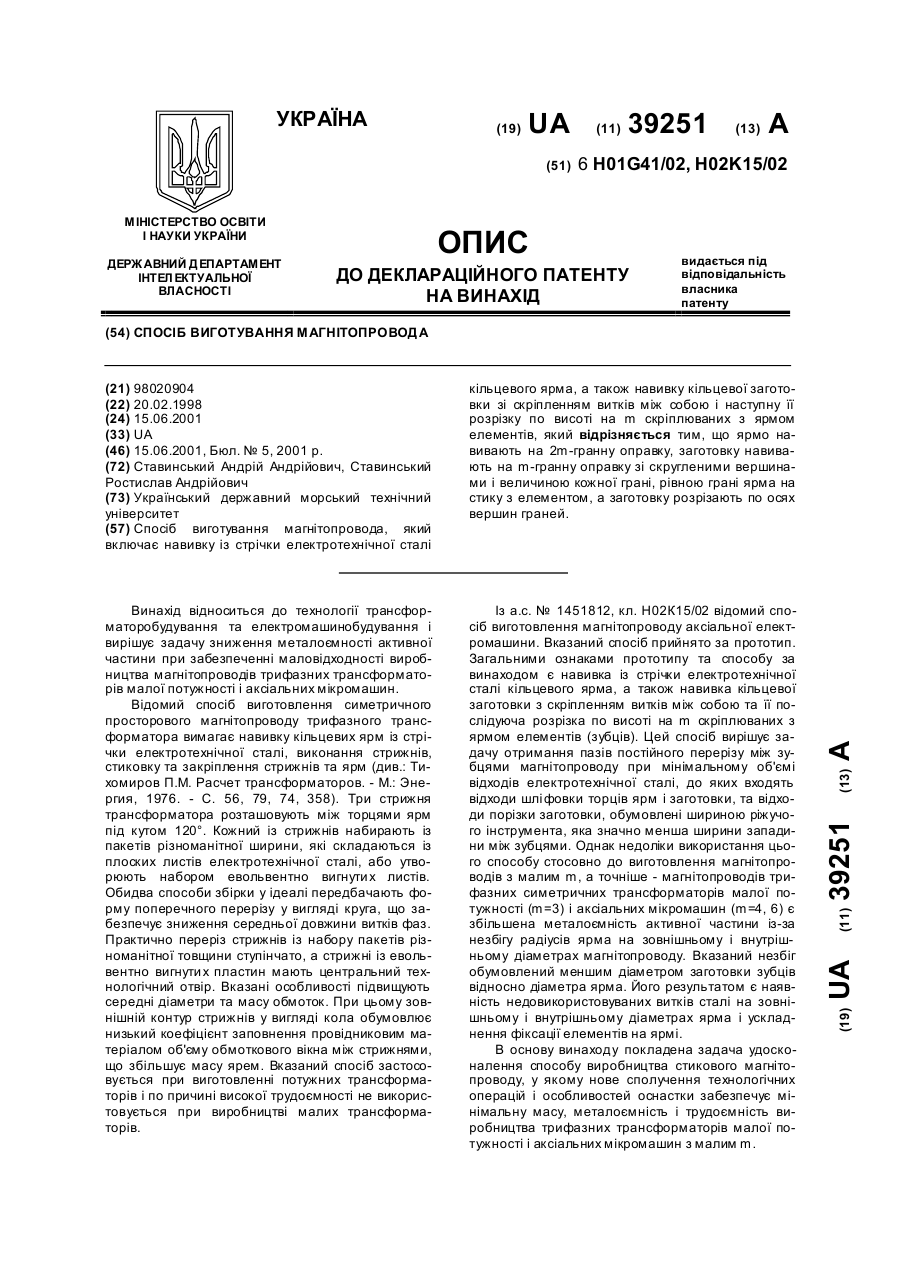
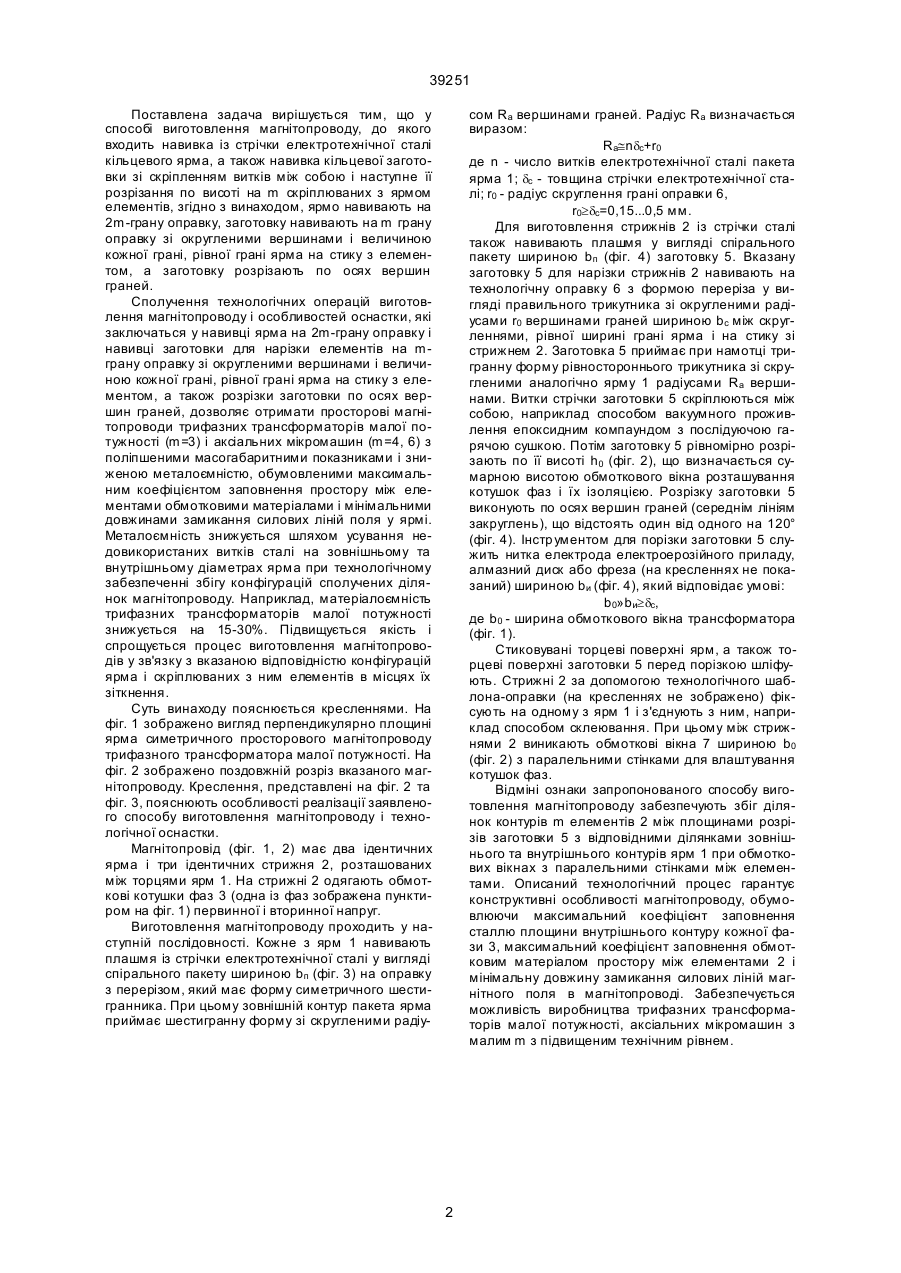
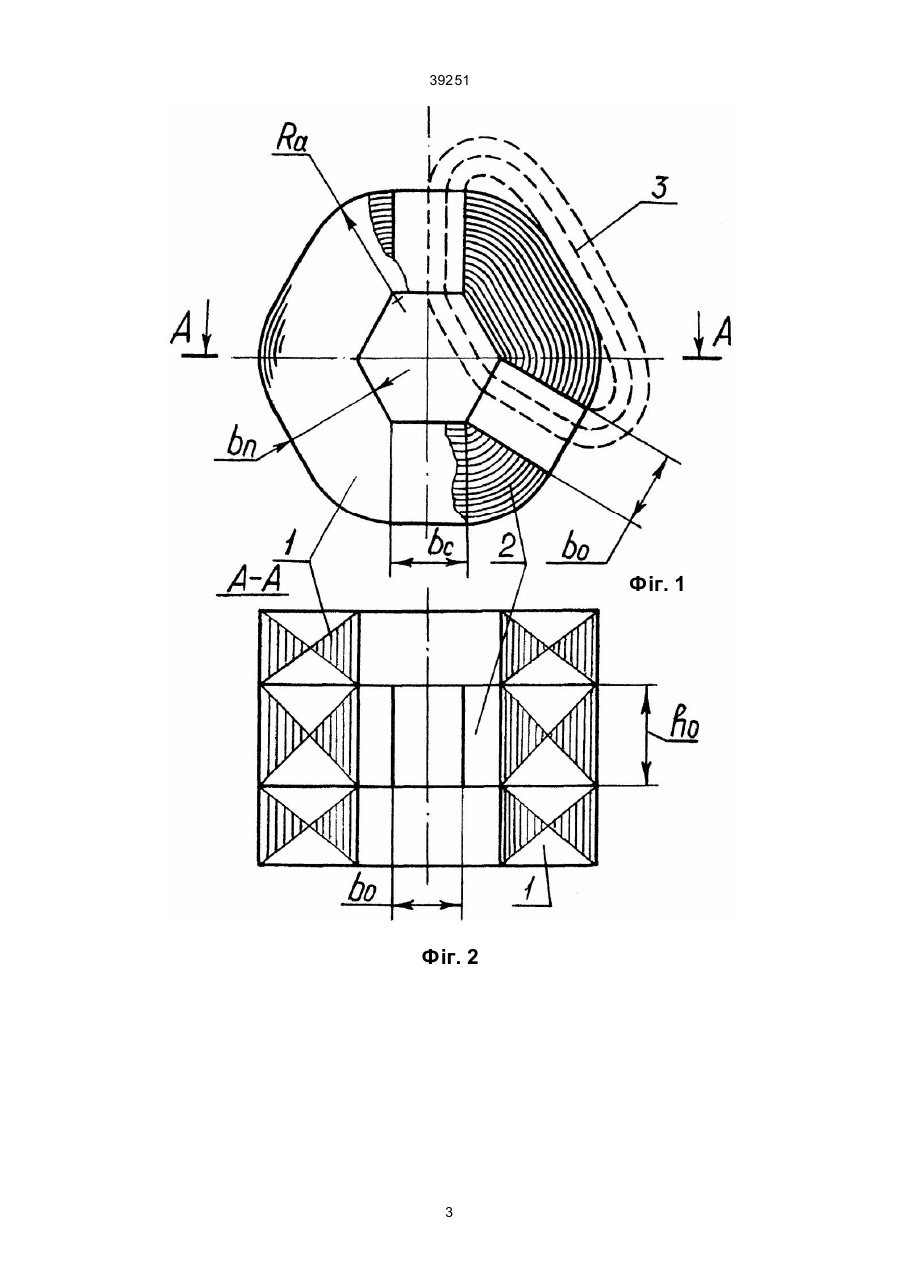
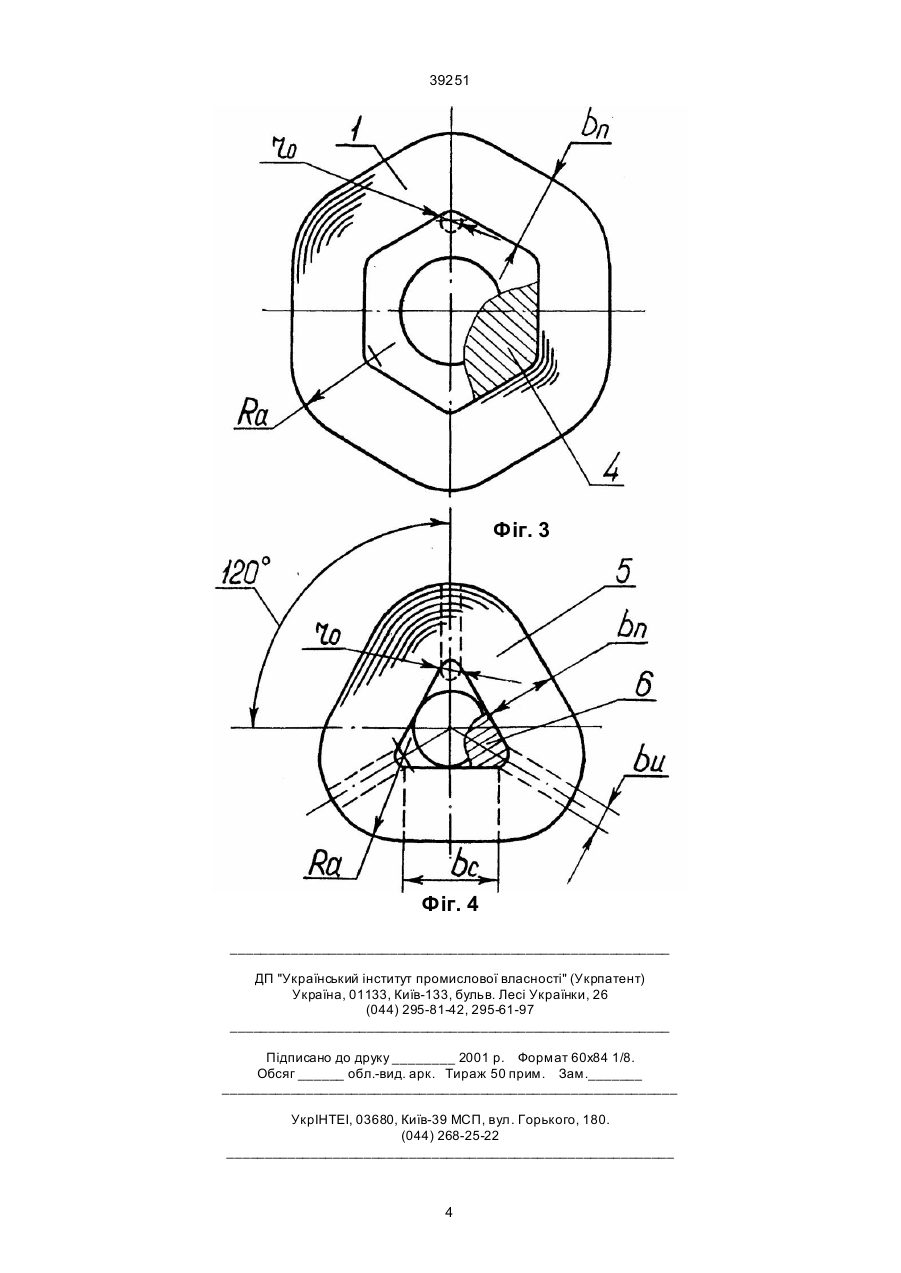
Спосіб виготування магнітопровода, який включає навивку із стрічки електротехнічної сталі 39251 Поставлена задача вирішується тим, що у способі виготовлення магнітопроводу, до якого входить навивка із стрічки електротехнічної сталі кільцевого ярма, а також навивка кільцевої заготовки зі скріпленням витків між собою і наступне її розрізання по висоті на m скріплюваних з ярмом елементів, згідно з винаходом, ярмо навивають на 2m-грану оправку, заготовку навивають на m грану оправку зі округленими вершинами і величиною кожної грані, рівної грані ярма на стику з елементом, а заготовку розрізають по осях вершин граней. Сполучення технологічних операцій виготовлення магнітопроводу і особливостей оснастки, які заключаться у навивці ярма на 2m-грану оправку і навивці заготовки для нарізки елементів на mграну оправку зі округленими вершинами і величиною кожної грані, рівної грані ярма на стику з елементом, а також розрізки заготовки по осях вершин граней, дозволяє отримати просторові магнітопроводи трифазних трансформаторів малої потужності (m=3) і аксіальних мікромашин (m=4, 6) з поліпшеними масогабаритними показниками і зниженою металоємністю, обумовленими максимальним коефіцієнтом заповнення простору між елементами обмотковими матеріалами і мінімальними довжинами замикання силових ліній поля у ярмі. Металоємність знижується шляхом усування недовикористаних витків сталі на зовнішньому та внутрішньому діаметрах ярма при технологічному забезпеченні збігу конфігурацій сполучених ділянок магнітопроводу. Наприклад, матеріалоємність трифазних трансформаторів малої потужності знижується на 15-30%. Підвищується якість і спрощується процес виготовлення магнітопроводів у зв'язку з вказаною відповідністю конфігурацій ярма і скріплюваних з ним елементів в місцях їх зіткнення. Суть винаходу пояснюється кресленнями. На фіг. 1 зображено вигляд перпендикулярно площині ярма симетричного просторового магнітопроводу трифазного трансформатора малої потужності. На фіг. 2 зображено поздовжній розріз вказаного магнітопроводу. Креслення, представлені на фіг. 2 та фіг. 3, пояснюють особливості реалізації заявленого способу виготовлення магнітопроводу і технологічної оснастки. Магнітопровід (фіг. 1, 2) має два ідентичних ярма і три ідентичних стрижня 2, розташованих між торцями ярм 1. На стрижні 2 одягають обмоткові котушки фаз 3 (одна із фаз зображена пунктиром на фіг. 1) первинної і вторинної напруг. Виготовлення магнітопроводу проходить у наступній послідовності. Кожне з ярм 1 навивають плашмя із стрічки електротехнічної сталі у вигляді спірального пакету шириною bп (фіг. 3) на оправку з перерізом, який має форму симетричного шестигранника. При цьому зовнішній контур пакета ярма приймає шестигранну форму зі cкругленими радіу сом Ra вершинами граней. Радіус Ra визначається виразом: Ra@ndc+r0 де n - число витків електротехнічної сталі пакета ярма 1; dc - товщина стрічки електротехнічної сталі; r0 - радіус скруглення грані оправки 6, r0³dc=0,15...0,5 мм. Для виготовлення стрижнів 2 із стрічки сталі також навивають плашмя у вигляді спірального пакету шириною bп (фіг. 4) заготовку 5. Вказану заготовку 5 для нарізки стрижнів 2 навивають на технологічну оправку 6 з формою переріза у вигляді правильного трикутника зі округленими радіусами r0 вершинами граней шириною bc між скругленнями, рівної ширині грані ярма і на стику зі стрижнем 2. Заготовка 5 приймає при намотці тригранну форму рівностороннього трикутника зі скругленими аналогічно ярму 1 радіусами Ra вершинами. Витки стрічки заготовки 5 скріплюються між собою, наприклад способом вакуумного проживлення епоксидним компаундом з послідуючою гарячою сушкою. Потім заготовку 5 рівномірно розрізають по її висоті h0 (фіг. 2), що визначається сумарною висотою обмоткового вікна розташування котушок фаз і їх ізоляцією. Розрізку заготовки 5 виконують по осях вершин граней (середнім лініям закруглень), що відстоять один від одного на 120° (фіг. 4). Інстр ументом для порізки заготовки 5 служить нитка електрода електроерозійного приладу, алмазний диск або фреза (на кресленнях не показаний) шириною bи (фіг. 4), який відповідає умові: b0»bи³dc, де b0 - ширина обмоткового вікна трансформатора (фіг. 1). Стиковувані торцеві поверхні ярм, а також торцеві поверхні заготовки 5 перед порізкою шліфують. Стрижні 2 за допомогою технологічного шаблона-оправки (на кресленнях не зображено) фіксують на одному з ярм 1 і з'єднують з ним, наприклад способом склеювання. При цьому між стрижнями 2 виникають обмоткові вікна 7 шириною b0 (фіг. 2) з паралельними стінками для влаштування котушок фаз. Відміні ознаки запропонованого способу виготовлення магнітопроводу забезпечують збіг ділянок контурів m елементів 2 між площинами розрізів заготовки 5 з відповідними ділянками зовнішнього та внутрішнього контурів ярм 1 при обмоткових вікнах з паралельними стінками між елементами. Описаний технологічний процес гарантує конструктивні особливості магнітопроводу, обумовлюючи максимальний коефіцієнт заповнення сталлю площини внутрішнього контуру кожної фази 3, максимальний коефіцієнт заповнення обмотковим матеріалом простору між елементами 2 і мінімальну довжину замикання силових ліній магнітного поля в магнітопроводі. Забезпечується можливість виробництва трифазних трансформаторів малої потужності, аксіальних мікромашин з малим m з підвищеним технічним рівнем. 2 39251 Фіг. 1 Фіг. 2 3 39251 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing magnetic conductor
Автори англійськоюStavynskyi Andrii Andriiovych, Stavynskyi Rostyslav Andriiovych
Назва патенту російськоюСпособ изготовления магнитопровода
Автори російськоюСтавинский Андрей Андреевич, Ставинский Ростислав Андреевич
МПК / Мітки
МПК: H02K 15/02, H01F 3/00
Мітки: виготування, спосіб, магнітопровода
Код посилання
<a href="https://ua.patents.su/4-39251-sposib-vigotuvannya-magnitoprovoda.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування магнітопровода</a>
Спосіб виготовлення тонкоплівкового магнітопровода магнітної головки (його варіанти)

Номер патенту: 2047
Опубліковано: 20.12.1994
Автор: Галанський Владислав Михайлович
МПК: G11B 5/127, G11B 5/31
Мітки: магнітної, його, спосіб, тонкоплівкового, варіанти, магнітопровода, головки, виготовлення
Формула / Реферат:
1. Способ изготовления тонкопленочного магнитопровода магнитной головки, заключающийся в формировании тонкопленочных элементов магнитопровода с рабочим зазором путем вакуумного напыления или химического осаждения на подложку, отличающийся тем, что, с целью улучшения магнитных параметров магнитопровода за счет уменьшения влияния различных коэффициентов расширения при напылении или осаждении, формирование тонкопленочных элементов...
Спосіб виготування реєструючої стрічки

Номер патенту: 28873
Опубліковано: 16.10.2000
Автори: Лапюк Дмитро Борисович, Данілова Тетяна Миколаївна, Ісаков Юрій Миколайович, Гурецький Віктор Іосифович, Григорьєва Валентина Володимирівна, Заричанська Лідія Тимофіївна, Павлєнков Юрій Олексійович
МПК: D21H 17/00
Мітки: виготування, спосіб, стрічки, реєструючої
Формула / Реферат:
1. Спосіб виготування реєструючої стрічки, який містить в собі нанесення на паперову стрілку діаграмної сітки і робочого покриття, який відрізняється тим, що в якості робочого покриття використовують і парафіновосковий шар, при такому співвідношенні компонентів, мас.%: парафін нафтовий 60-75 воск поліетиленовий 25-40. 2. Спосіб по п. 1, який відрізняється тим, що...
Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Сергій Анатольєвич, Коваль Анатолій Тимофійович, Остренко Віктор Яковлевич
МПК: B21C 37/08, B21B 19/00
Мітки: виготування, труб, спосіб, великого, діаметра
Формула / Реферат:
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл -...
Спосіб виготування конвейєрних стрічок

Номер патенту: 15719
Опубліковано: 30.06.1997
Автори: Фещенко Микола Степанович, Щербаченко Валерій Олександрович
МПК: B29D 29/00
Мітки: стрічок, спосіб, виготування, конвейєрних
Формула / Реферат:
(57) 1. Способ изготовления конвейерных лент, при котором слои ткани обладают резиной, укладывают между слоями ткани разделительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизируют заготовку, отличающийся тем, что разделительные вкладыши выполняют V или W-образной формы из сложенных в два или более слоев разделительных элементов.2. Способ по п.1, отличающийся тем, что в качестве...
Спосіб виготування зварних холоднодеформованих труб
Номер патенту: 24270
Опубліковано: 07.07.1998
Автори: Райчук Юрій Ісакович, Лобанов Олександр Іванович, Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Гладченко Олександр Федорович, Туренков Микола Мусійович
МПК: B21B 21/00, B21B 17/00
Мітки: зварних, виготування, труб, холоднодеформованих, спосіб
Формула / Реферат:
Способ изготовления холоднодеформированных труб, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию трубы в очаге, образованном ручьевыми валками и закрепленной оправкой, отличающийся тем, что очаг деформации образуют стационарными ручьевыми валками, составляющими круглый без выпусков калибр постоянного сечения, и короткой конической оправкой с цилиндрическим участком, параметры...
Попередній патент: Автономна місцева система кондиціонування повітря
Наступний патент: Спосіб одержання заспокійливого судиннорозширюючого препарату
Випадковий патент: Зубна щітка