Спосіб виробництва спіненого поліефіру, зокрема поліетилентерефталату
Формула / Реферат
1. Спосіб виробництва спіненого поліефіру, зокрема поліетилентерефталату, що включає екструзію вихідного поліефірного матеріалу з характеристичною в'язкістю щонайменше 0,8 дл/г і доданої спінювальної речовини за допомогою двошнекового екструдера, який відрізняється тим, що двошнековий екструдер виготовляють з двома взаємопроникними шнеками із співвідношенням осьового інтервалу та діаметра від 0,6 до 0,8 і швидкістю синхронного обертання від 15 до 40 об/хв.
2. Спосіб за п. 1, який відрізняється тим, що співвідношення осьового інтервалу та діаметра шнеків обирають від 0,69 до 0,78.
3. Спосіб за пп. 1-2, який відрізняється тим, що співвідношення довжини до діаметра шнеків обирають рівним від 20 до 26.
4. Спосіб за пп. 1-3, який відрізняється тим, що використовують екструдер, що має розташовані послідовно зону завантаження та плавлення, у якій поліефір підтримують при температурі від 280° С до 310° С і у якій розміщують шнеки, та зону охолодження і гомогенізації, в якій поліефір підтримують при температурі від 220° С до 280° С.
5. Спосіб за п. 4, який відрізняється тим, що зону охолодження і гомогенізації обладнують стаціонарним теплообмінником і гомогенізатором.
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що кожен з шнеків обладнують трьома транспортувальними ділянками, відділеними одна від одної двома задніми перемішувальними ділянками.
7. Спосіб за п. 6, який відрізняється тим, що подачу поліефірної смоли здійснюють на першій транспортувальній ділянці, у той час як подачу спінювальної речовини здійснюють на другій транспортувальній ділянці.
8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що поліефір з доданою спінювальною речовиною екстрагують через насадку, розташовану на вихідному кінці ектрудера, при цьому вказана насадка має дві звернені одна до одної кромки прямолінійного профілю, розташовані поперечно, напрямку екструзії, для утворення прямокутної вихідної частини екструдера, яка забезпечує формування листового матеріалу щільністю від 40 до 200 кг/м3.
9. Спосіб за п. 8, який відрізняється тим, що використовують насадку, кромки якої мають розташований паралельно напрямку екструзії профіль, обладнаний виступом, зверненим до відповідного виступу на протилежній кромці і сполученим з вихідною гранню.
10. Спосіб за одним з попередніх пунктів, який відрізняється тим, що екструзійний листовий матеріал виготовляють, пропускаючи його через калібрувальний пристрій, завдяки чому забезпечують регулювання його товщини.
11. Спосіб за п. 10, який відрізняється тим, що калібрувальний пристрій виготовляють включаючим пару пасів, які обертаються за замкнутим контуром і мають розташовані на відповідній відстані одна від одної бічні поверхні, що утворюють простір регульованої висоти, через який пропускають листовий матеріал.
12. Спосіб за п. 11, який відрізняється тим, що паси виготовляють зі скловати, покритої фторованим полімером.
13. Спосіб за пп. 1-12, який відрізняється тим, що поліефірну смолу з характеристичною в'язкістю щонайменше 0,8 дл/г одержують поліконденсацією бікарбонової кислоти ароматичного ряду, наприклад терефталевої кислоти, ізофталевої кислоти або нафталіндикарбонової кислоти з діолом, наприклад, етиленгліколем, тетраметиленгліколем, циклогександиметанолом або 1,4- бутандіолом.
14. Спосіб за одним з попередніх пунктів, який відрізняється тим, що спінювальну речовину обирають з групи речовин, що містять інертні гази, аліфатичні, циклоаліфатичні та ароматичні вуглеводні, а також частково або повністю галогенізовані вуглеводні.
15. Спосіб за одним з попередніх пунктів, який відрізняється тим, що час перебування смоли в екструдері обирають від 15 до 30 хвилин.
Текст
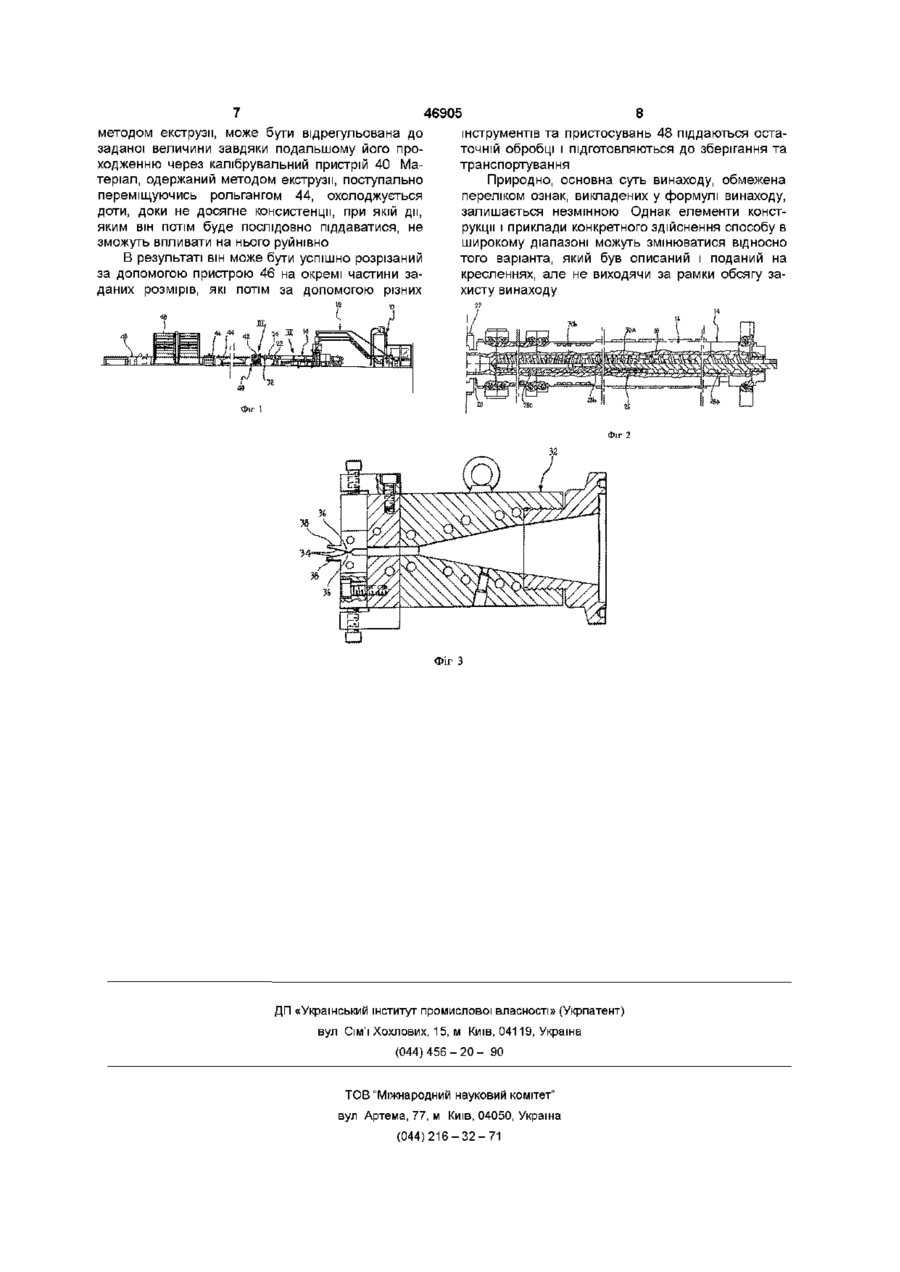
1 Спосіб виробництва спіненого поліефіру, зокрема поліетилентерефталату, що включає екструзію вихідного поліефірного матеріалу з характеристичною в'язкістю щонайменше 0,8 дл/г і доданої спінювальної речовини за допомогою двошнекового екструдера, який відрізняється тим, що двошнековий екструдер виготовляють з двома взаємопроникними шнеками із співвідношенням осьового інтервалу та діаметра від 0,6 до 0,8 і швидкістю синхронного обертання від 15 до 40 об/хв 2 Спосіб за п 1, який відрізняється тим, що співвідношення осьового інтервалу та діаметра шнеків обирають від 0,69 до 0,78 3 Спосіб за пп 1-2, який відрізняється тим, що співвідношення довжини до діаметра шнеків обирають рівним від 20 до 26 4 Спосіб за пп 1-3, який відрізняється тим, що використовують екструдер, що має розташовані послідовно зону завантаження та плавлення, у якій поліефір підтримують при температурі від 280° С до 310° С і у якій розміщують шнеки, та зону охолодження і гомогенізації, в якій поліефір підтримують при температурі від 220° С до 280° С 5 Спосіб за п 4, який відрізняється тим, що зону охолодження і гомогенізації обладнують стаціонарним теплообмінником і гомогенізатором 6 Спосіб за одним з попередніх пунктів, який відрізняється тим, що кожен з шнеків обладнують трьома транспортувальними ділянками, відділеними одна від одної двома задніми перемішувальними ділянками 7 Спосіб за п 6, який відрізняється тим, що подачу поліефірної смоли здійснюють на першій транспортувальній ДІЛЯНЦІ, у той час як подачу спінювальної речовини транспортувальній ДІЛЯНЦІ здійснюють на другій 8 Спосіб за одним з попередніх пунктів, який відрізняється тим, що поліефір з доданою спінювальною речовиною екстрагують через насадку, розташовану на вихідному КІНЦІ ектрудера, при цьому вказана насадка має дві звернені одна до одної кромки прямолінійного профілю, розташовані поперечно, напрямку екструзії, для утворення прямокутної вихідної частини екструдера, яка забезпечує формування листового матеріалу ЩІЛЬНІСТЮ ВІД 40 до 200 кг/м3 9 Спосіб за п 8, який відрізняється тим, що використовують насадку, кромки якої мають розташований паралельно напрямку екструзії профіль, обладнаний виступом, зверненим до ВІДПОВІДНОГО виступу на протилежній кромці і сполученим з вихідною гранню 10 Спосіб за одним з попередніх пунктів, який відрізняється тим, що екструзійний листовий матеріал виготовляють, пропускаючи його через калібрувальний пристрій, завдяки чому забезпечують регулювання його товщини 11 Спосіб за п 10, який відрізняється тим, що калібрувальний пристрій виготовляють включаючим пару пасів, які обертаються за замкнутим контуром і мають розташовані на ВІДПОВІДНІЙ відстані одна від одної бічні поверхні, що утворюють простір регульованої висоти, через який пропускають листовий матеріал 12 Спосіб за п 11, який відрізняється тим, що паси виготовляють зі скловати, покритої фторованим полімером 13 Спосіб за пп 1-12, який відрізняється тим, що поліефірну смолу з характеристичною в'язкістю щонайменше 0,8 дл/г одержують поліконденсацією бікарбонової кислоти ароматичного ряду, наприклад терефталевої кислоти, ізофталевої кислоти або нафталіндикарбонової кислоти з дюлом, наприклад, етиленгліколем, тетраметиленгліколем, циклогександиметанолом або 1,4- бутандюлом 14 Спосіб за одним з попередніх пунктів, який відрізняється тим, що спінювальну речовину обирають з групи речовин, що містять інертні гази, аліфатичні, циклоаліфатичні та ароматичні вуглеводні, а також частково або повністю галогенізовані вуглеводні 15 Спосіб за одним з попередніх пунктів, який відрізняється тим, що час перебування смоли в екструдері обирають від 15 до ЗО хвилин О ю о (О 46905 Даний винахід відноситься до способів виробництва спіненого поліефіру, зокрема поліетилентерефталату, для одержання виробів типу панелей, листів і труб, які можуть бути використані в будівництві та при виготовленні пакувального матеріалу З опису до міжнародної заявки WO-A-93 12 164 відомий спосіб виробництва спіненого поліефіру, зокрема поліетилентерефталу, який включає екструзію вихідного матеріалу з характеристичною в'язкістю, щонайменше 0, 8дл/г, і доданої спінювальної речовини за допомогою двушнекового екструдера Цей спосіб прийнято за прототип Недоліком відомого способу є відсутність можливості одержання кінцевого продукту з незмінною характеристичною в'язкістю стосовно вихідного матеріалу В основу винаходу поставлено задачу створення способу виробництва полегшеного поліефіру, зокрема поліетилентерефталу, в якомухарактеристична в'язкість полегшеного поліефіру залишається практично незмінною стосовно в'язкості ВИХІДНОГО матеріалу, що відповідає вимогам умов використання в зазначених вище галузях народного господарства Зокрема, це припускає одержання кінцевого продукту ЩІЛЬНІСТЮ щонайменше до 40кг/м3, що має однорідну тонкоклітинну стільникову структуру, а також виключення умов для виникнення реакції, яка веде до зменшення величини молекули, що у кінцевому рахунку може виявлятися у зниженні молекулярної ваги і в'язкості ЩОДО ВИХІДНОГО матеріалу Такі прояви, наприклад, можуть бути викликані реакціями гідролізу Поставлену задачу вирішено тим, що в способі виробництва спіненого поліефіру, зокрема поліетилентерефталату, що включає екструзію вихідного матеріалу з характеристичною в'язкістю, щонайменше 0, 8дл/г, і доданої спінювальної речовини за допомогою двушнекового екструдера, згідно з винаходом, двушнековий екструдер виготовляють з двома взаємопроникними шнеками із співвідношенням осьового інтервалу та діаметра від 0,6 до 0,8 і швидкістю синхронного обертання від 15 до 40об/хв Переважно співвідношення осьового інтервалу та діаметра шнеків обирають від 0,69 до 0,78 Переважно також обирати співвідношенням довжини до діаметра шнеків від 20 до 26 Бажано для реалізації способу використовувати екструдер , що має розташовані послідовно зону завантаження та плавлення, якій поліефір підтримують при температурі, між 280°С і 310°С і у якій розміщують шнеки, та зону, призначену для охолодження і гомогенізації, в якій поліефір підтримують при температурі від 220°С до 280°С ВІДПОВІДНО ДО винаходу, зона, призначена для охолодження і гомогенізації шляхом перемішування, обладнана стаціонарним теплообмінником і гомогенізатором Доцільно використовувати шнеки, кожний з яких містить три транспортувальні ділянки, відділені одна від одної двома задніми перемішувальними ділянками Згідно З винаходом, подача поліефірної смоли здійснюється на першій транспортувальній ДІЛЯНЦІ, у той час як подача спінювальної речовини виконується на другій транспортувальній ДІЛЯНЦІ В одному із варіантів виконання винаходу поліефір з доданою спінювальною речовиною доцільно екстрагувати через насадку, розташовану на вихідному КІНЦІ екструдера, при цьому дана насадка має дві звернені одна до одної кромки прямолінійного профілю, розташовані поперечно напрямку екструзії, для утворення прямокутної вихідної частини екструдера, яка забезпечує формування листового матеріалу ЩІЛЬНІСТЮ ВІД 40 до 200кг/м3 Бажано використовувати насадку , кромки якої мають розташований паралельно напрямку екструзії профіль, обладнаний виступом, зверненим до ВІДПОВІДНОГО виступу на протилежній кромці і сполученим з вихідною гранню Сформований методом екструзії листовий матеріал можна пропускати через калібрувальний пристрій, завдяки чому забезпечується регулювання його товщини Для здійснення способу необхідно використовувати калібрувальний пристрій, що включає пару пасів, які обертаються за замкнутим контуром і мають розташовані на ВІДПОВІДНІЙ відстані одна від одної бічні поверхні, що утворюють простір регульованої висоти, через який пропускають листовий матеріал Переважно паси можуть бути виготовлені зі скловати, покритої фторованим полімером Згідно З ще одним з переважних варіантів винаходу поліефірну смола з характеристичною в'язкістю, щонайменше 0, 8дл/г можна одержувати поліконденсацією бікарбонової кислоти ароматичного ряду, наприклад, терефталевої кислоти, ізофталевої кислоти або нафталіндикарбонової кислоти з дюлом, наприклад, етиленгліколем, тетраметиленгліколем, циклогександиметанолом або 1,4- бутандюлом Спосіб передбачає використання спінювальної речовини, яку обирають з групи речовин, що містять інертні гази, аліфатичні, циклоаліфатичні та ароматичні вуглеводні, а також частково або цілком галогенізовані вуглеводні Переважно можливим є варіант виконання способу, в якому час перебування смоли в екструдері складає від 15 до ЗО хвилин Додаткові ознаки і позитивні ефекти за даним винаходом стануть більш зрозумілими з подальшого докладного опису, виключно завдяки аналізу прикладу здійснення з посиланнями на креслення, що додаються, який в принципі не є обмежувальним На фіг 1 дано схематичне зображення вигляду збоку апарата для здійснення способу за даним винаходом 46905 На фіг 2 дано переріз у збільшеному розмірі матеріал, одержаний методом екструзії, може частини екструдера апарата за винаходом охолоджуватися Далі розташований пристрій для На фіг 3 дано переріз у збільшеному розмірі різання 46 і різноманітні інструменти та пристосунасадки екструдера за винаходом вання 48 для чистової обробки і підготовки до Як показано на фіг 1, апарат для виробництва зберігання виробів з матеріалу, одержаного метоспіненого поліефіру включає сушарку 10 вихідного дом екструзії матеріалу для одержання поліефіру і транспортуАпарат працює наступним чином вальний пристрій 12 для переміщення згаданого Вихідний матеріал для одержання поліефіру, вихідного матеріалу в напрямку до екструдера 14 що має характеристичну в'язкість, щонайменше Як сушарка 10, так і транспортувальний пристрій 0,8дл/г, переважно 0,9дл/г, переміщається за до12 ВІДОМІ з рівня техніки, тому в даному контексті в помогою транспортувального пристрою 12 від суїх докладному описі немає потреби шарки 10 до зони 18 екструдера 14, призначеної для завантаження вихідного полімерного маЕкструдер 14 має трубчастий корпус з теріалу в першу транспортувальну ділянку 28а внутрішньою порожниною, в якій можуть бути вишнеків 26 значені розташовані послідовно наступні зони зона 18, призначена для завантаження і плавЯк вихідний матеріал для одержання поліефілення вихідного матеріалу для одержання ру доцільно використовувати поліефірну смолу, поліефіру, одержану методом поліконденсації бікарбонової кислоти ароматичного ряду, наприклад, терефтазона 20, призначена для охолодження і гомолевої кислоти, ізофталевої кислоти або нафталінгенізації, в якій розміщені стаціонарний теплодикарбонової кислоти з дюлом, наприклад, етилеобмінник 22 і гомогенізатор 24 нгліколем, тетраметиленгліколем, У зоні 18, призначеній для завантаження і циклогександиметанолом або 1,4 - бутандюлом за плавлення вихідного матеріалу для одержання присутності різних відомих з рівня техніки добавок поліефіру , корпус апарата має не показані на (подовжувачів ланцюгів, стабілізаторів, речовин, кресленнях отвори що сприяють ядроутворенню, вогнетривких речодля уведення вихідного матеріалу для одервин) Більш прийнятним вихідним матеріалом є жання поліефіру, зокрема поліетилентерефталат для уведення спінювальної речовини У порожнині зони 18, призначеній для заванМається на увазі, що характеристична таження вихідного матеріалу для одержання полів'язкість повинна визначатися згідно зі стандартом ефіру, розташовані два взаємопроникних і синхроASTM D 4603-86 для розчину 0,5г гранульованого нно обертових шнеки 26 з відношенням осьового поліефіру в ЮОмл суміші, 60/40 за вагою, фенолу і інтервалу (тобто відстані між ВІДПОВІДНИМИ тетрахлоретану при 25°С центральними ЛІНІЯМИ) ДО діаметра від 0,6 до 0,8, Спінювальну речовину завантажують у другу переважно від 0,69 до 0,78, і відношенням довжитранспортувальну ділянку 28Ь шнеків 26 Такою ни до діаметра від 20 до 26 речовиною може бути одна з речовин, звичайно використовуваних у виробництві спінених пластКожний шнек 26 містить (див фіг 2) три трансмас Наприклад, вона може бути обрана з групи портувальні ділянки 28а, 28Ь, 28с, відділені одна речовин, що містять інертні гази (зокрема двоокис від одної двома задніми перемішувальними ділянвуглецю і азот), аліфатичні, циклоаліфатичні та ками 30а, ЗОЬ ароматичні вуглеводні, а також частково або Нижче за течією від зони 20 екструдера 14, цілком галогенізовані вуглеводні (CFC, HCFC, призначеної для охолодження і гомогенізації, розHFA) ташована насадка 32 (див фіг 3), яка має дві звернені одна до одної кромки 34 прямолінійного проТемпература поліефіру з спінювальною речофілю, розміщені поперечно напрямку екструзії, в виною у зоні, призначеній для завантаження і результаті чого створюються умови для формуплавлення, складає від 280°С до 310°С, а в зоні, вання шаруватого матеріалу, отриманого методом призначеній для охолодження і гомогенізації, від екструзії Крім того, кромки 34 мають розташова220°С до 280°С Шнеки 26 приводяться в обертанний паралельно напрямку екструзії профіль, обня при відносно низькій швидкості, що складає від ладнаний виступом 36, зверненим до ВІДПОВІДНОГО 15 до 40об/хв виступу 36 на протилежній кромці 34 і сполученим Після перебування в екструдері протягом пез вихідною гранню 38 ріоду часу від 15 до ЗО хвилин поліефір разом з доданою спінювальною речовиною продавлюють Нижче за течією від насадки 32 (див фіг 1) через отвір насадки 32 з одержанням шаруватого розташований калібрувальний пристрій 40 для матеріалу, ЩІЛЬНІСТЬ ЯКОГО складає від 40 до калібрування товщини матеріалу, отриманого ме200кг/м3, а характеристична в'язкість практично не тодом екструзії, що включає пару пасів 42, які змінюєтьсястосовно тієї, що має вихідний матеріобертаються за замкнутим контуром і мають розал ташовані на заданій відстані одна від одної бічні поверхні, що утворюють простір регульованої виДані характеристики є оптимальними з точки соти, через який проходить одержаний матеріал зору передбачуваних галузей використання вироДоцільно використовувати паси 42 з температурбів, одержаних методом екструзії, завдяки, зокреним регулюванням, виготовлені зі скловати, покрима, особливостям профілю та типу обертання тої фторованим полімером шнеків, що виключає появу руйнівних напружень у розплаві і не ставить під загрозу його фізичні та Нижче за течією від калібрувального пристрою ХІМІЧНІ властивості 40, ВІДПОВІДНО до відомих з рівня техніки способів, встановлено рольганг 44, проходячи через який Після ЦЬОГО товщина матеріалу, одержаного 8 46905 методом екструзії, може бути відрегульована до інструментів та пристосувань 48 піддаються остазаданої величини завдяки подальшому його проточній обробці і підготовляються до зберігання та ходженню через калібрувальний пристрій 40 Матранспортування теріал, одержаний методом екструзії, поступально Природно, основна суть винаходу, обмежена переміщуючись рольгангом 44, охолоджується переліком ознак, викладених у формулі винаходу, доти, доки не досягне консистенції, при якій дії, залишається незмінною Однак елементи констяким він потім буде послідовно піддаватися, не рукції і приклади конкретного здійснення способу в зможуть впливати на нього руйнівно широкому діапазоні можуть змінюватися відносно того варіанта, який був описаний і поданий на В результаті він може бути успішно розрізаний кресленнях, але не виходячи за рамки обсягу заза допомогою пристрою 46 на окремі частини захисту винаходу даних розмірів, які потім за допомогою різних Фіг З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 44/34
Мітки: зокрема, поліетилентерефталату, поліефіру, виробництва, спосіб, спіненого
Код посилання
<a href="https://ua.patents.su/4-46905-sposib-virobnictva-spinenogo-poliefiru-zokrema-polietilentereftalatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва спіненого поліефіру, зокрема поліетилентерефталату</a>
Спосіб виготовлення поліефірної плівки для пакування харчових продуктів та лікарських препаратів з поліетилентерефталату та його сополімерів

Номер патенту: 35798
Опубліковано: 16.04.2001
Автори: Жирний Олексій Іванович, Смаглова Іраіда Васильовна, Осипов Віктор Васильович, Юдицький Юрій Миколайович
МПК: C08G 63/00
Мітки: пакування, поліетилентерефталату, поліефірної, плівки, спосіб, харчових, препаратів, лікарських, сополімерів, виготовлення, продуктів
Формула / Реферат:
Спосіб виготовлення поліефірної плівки для пакування харчових продуктів та лікарських препаратів з поліетилентерефталату та його сополімерів, що включає сушіння гранулята поліефіру, його плавлення, одержання аморфної заготівки за методом екструзії розплаву на приймальний барабан, двовісне окреме орієнтування, термофіксування, охолодження і намотування плівки в рулон, який відрізняється тим, що перед плавленням гранулят поліефіру підлягає...
Вертикальний реактор для каталітичних екзо-або ендотермічних реакцій, зокрема для виробництва метанола, аміаку, сінтез-газу і високомолекулярних алкоголій
Номер патенту: 6019
Опубліковано: 29.12.1994
Автори: Ханс-Дітер Кремер, Фромут Фолльхардт
МПК: B01J 8/02
Мітки: зокрема, екзо-або, ендотермічних, високомолекулярних, каталітичних, реакцій, виробництва, вертикальний, метанола, аміаку, синтез-газу, реактор, алкоголій
Формула / Реферат:
1. Вертикальный реактор для каталитических экзо- или эндотермических реакций, в частности для производства метанола, аммиака, синтез-газа и высокомолекулярных алкоголей, содержащий вертикальный корпус со слоем катализатора, в котором параллельно продольной оси установлены пакеты теплообменных трубок, несущее слой катализатора газопроницаемое дно, крышку, днище, подводящие и отводящие трубы соответственно для охлаждающей и нагревающей...
Спосіб виготовлення спіненого матеріалу
Номер патенту: 27454
Опубліковано: 15.09.2000
Автори: Віхірєва Наталія Павлівна, Мельник Людмила Олексіївна
МПК: C08J 3/02, B29C 44/02
Мітки: спіненого, матеріалу, спосіб, виготовлення
Текст:
...- 2-3'; загрузка остальных ингредиентов - 4-5'. Затем смесь листовалась на вальцах Лб 320 160 160" Нарезались заготовки и вулканизовались в вулканизационном прессе 600 х 600 4Э. В табл. 1 приведены примеры режимов изготовления полимерной композиции и пластин вспененного материала по способам, предлагаемым в прототипе и в заявляемом решении Физико-механические показатели вспененного материала приведены в табл. 2. м О ю г** С4 27454 Как...
Спосіб одержання спіненого графіту
Номер патенту: 21283
Опубліковано: 04.11.1997
Автори: Попов Анатолій Федорович, Шапранов Володимир Володимирович, Ярошенко Олександр Павлович
МПК: C01B 31/04
Мітки: спосіб, одержання, спіненого, графіту
Формула / Реферат:
Способ получения вспененного графита, включающий смешивание графита со вспучивающим агентом и нагревание полученной смеси, отличающийся тем, что в качестве вспучивающего агента используют перхлорат магния в количестве 25-90 мас.% от смеси с графитом и вспенивание графита осуществляют в течение 2-4 мин при 520-900°С.
Спосіб одержання спіненого графіту

Номер патенту: 22198
Опубліковано: 30.06.1998
Автори: Любчик Світлана Борисівна, Кучеренко Володимир Олександрович, Хабарова Тетяна Вікторівна, Савоськін Михайло Віталійович, Шапранов Володимир Володимирович, Ярошенко Олександр Павлович
МПК: C01B 31/04
Мітки: графіту, спіненого, спосіб, одержання
Формула / Реферат:
Способ получения вспененного графита с антикоррозионными свойствами путем обработки графита соединением двухвалентного металла и последующей термообработки, отличающийся тем, что в качестве соединения двухвалентного металла используют кристаллогидрат нитрата цинка или магния в количестве 20-80 мае. % и обработку графита ведут путем смешивания указанных веществ в твердой фазе, а термообработку проводят при 300-800°С в течение 0,1-15 мин.
Попередній патент: Машина для шліфування зерна
Наступний патент: Похідні імідазолу і бензимідазолу з фторовмісними замісниками, які виявляють гіпотензивну дію
Випадковий патент: Спосіб нейтралізації стічних вод