Спосіб формування паяного товстостінного сталевого таврового з’єднання
Номер патенту: 58015
Опубліковано: 25.03.2011
Автори: Жарков Павло Євгенович, Будник Анатолій Федорович, Ткаченко Генадій Григорович, Радзієвський Вячеслав Миколайович
Формула / Реферат
1. Спосіб формування паяного товстостінного сталевого з'єднання, за яким деталі збирають, закріплюють взаємне положення зварюванням, формують із пасти, що складається із суміші металевого порошку з розміром часток 50...150 мкм і температурою плавлення, вищою понад 100 °С від температури плавлення припою, і з'єднуючої технологічної речовини, галтель необхідної форми і розмірів в кутовому шві тавра, нагрівають в захисному середовищі, просочують порошок розплавом високотемпературного припою і охолоджують, який відрізняється тим, що для формування галтелі паяного таврового з'єднання беруть суміш порошків із залізовуглецевих сплавів з різним, більше за 0,15 %, вмістом вуглецю і створюють за допомогою процесу розчинення - осадження металу в розплаві припою паяно-зварне з'єднання між частками порошку і основним металом.
2. Спосіб за п. 1, який відрізняється тим, що для формування галтелі паяного таврового з'єднання застосовують порошки із залізовуглецевих сплавів з вмістом газу не більше 0,05 см3/г.
3. Спосіб за п. 1, який відрізняється тим, що для формування галтелі паяного таврового з'єднання як припій застосовують безкисневу рафіновану мідь.
Текст
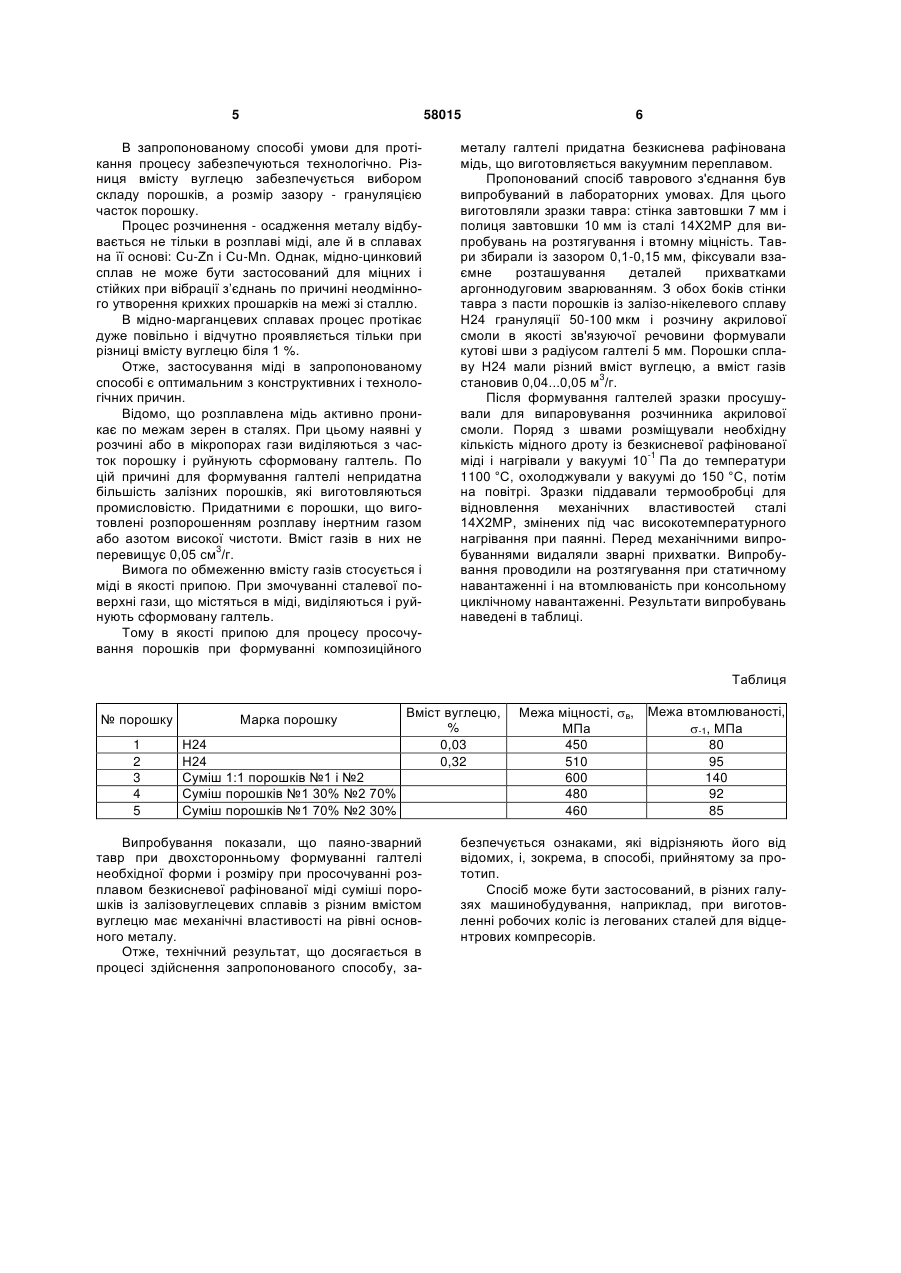
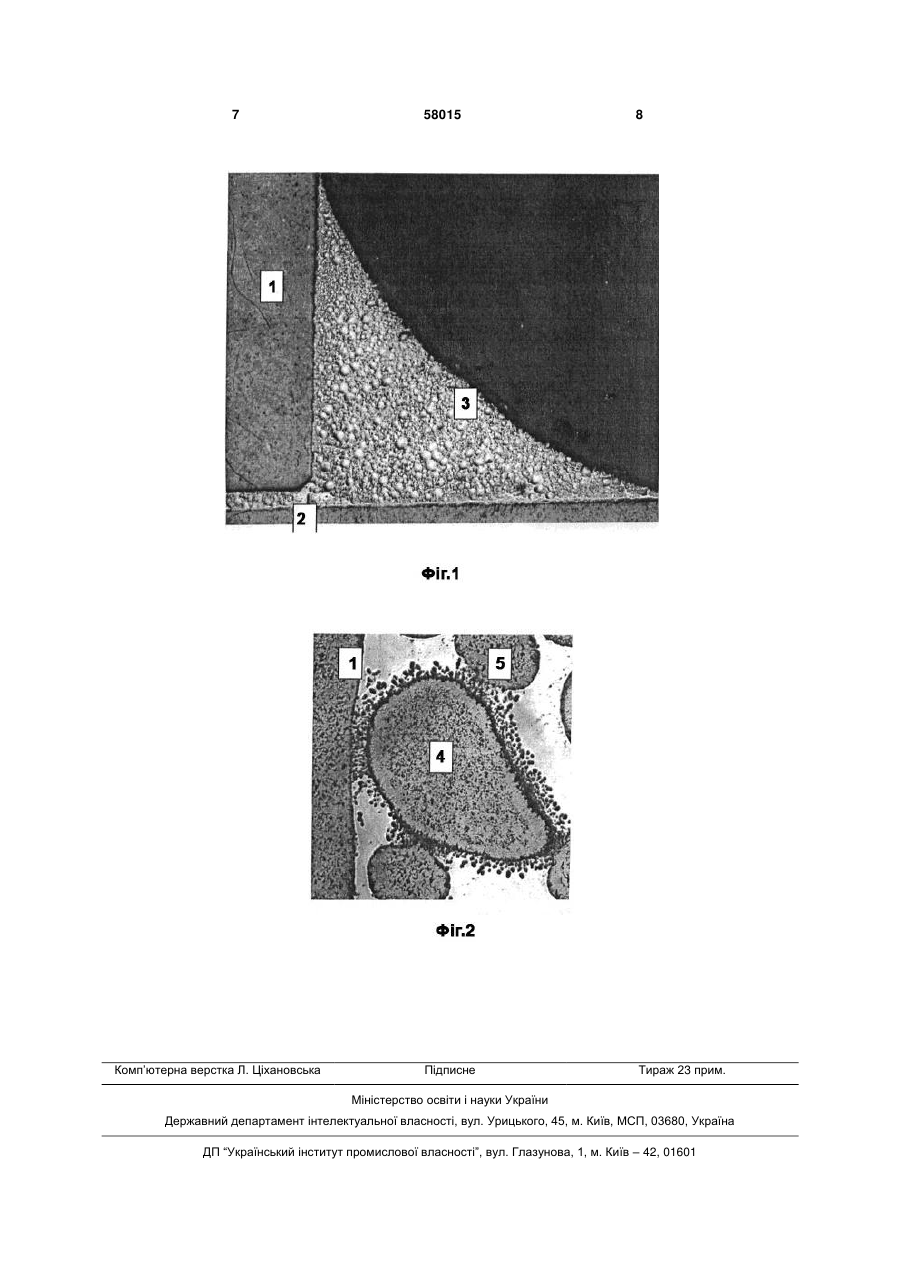
1. Спосіб формування паяного товстостінного сталевого з'єднання, за яким деталі збирають, закріплюють взаємне положення зварюванням, формують із пасти, що складається із суміші металевого порошку з розміром часток 50...150 мкм і температурою плавлення, вищою понад 100 °С від температури плавлення припою, і з'єднуючої технологічної речовини, галтель необхідної форми і 3 ного таврового з'єднання по патенту України № 53744, МПК C21D 1/74; В23К 31/00. Вказаний спосіб полягає в тому, що в тавровому з'єднанні на зібраних і закріплених зварюванням деталях формують із пасти, що складається із суміші металевого порошку з розміром часток 50...150 мкм і температурою плавлення вищою понад 100°С від температури плавлення припою і з'єднуючої технологічної речовини, кутовий шов з галтеллю необхідної форми і розмірів, нагрівають в захисному середовищі і при нагріванні просочують його розплавом високотемпературного припою. Спосіб призначений для виготовлення важковантажних деталей з товстостінними тавровими з'єднаннями. Недоліком вказаного способу є те, що при просочуванні сформованої із порошку галтелі розплавом високотемпературного припою створюється неоднорідність структури з'єднання, тому що високотемпературним припоям характерна наявність інтервалу плавлення між станом ліквідусу і солідусу. При нагріванні такого припою більш легкоплавка складова розплаву з температурою ліквідусу видаляється капілярними силами в порошок галтелі, значно підвищуючи температуру плавлення частини нерозплавленого припою. Ці обставини утруднюють формування однорідної по структурі і якісної за станом поверхні галтелі тавра. Ці недоліки можуть бути усуненими при застосуванні, в якості припою чистого однокомпонентного металу, що плавиться без інтервалу плавлення при одній температурі, наприклад, міді. Проте розплав міді при просоченні порошків на залізній основі створює гетерогенну структуру з низькими механічними властивостями. Метою передбачуваної корисної моделі є забезпечення формування рівноміцного таврового з'єднання при виготовленні відповідальних вузлів з високим динамічним навантаженням при використанні в якості припою однокомпонентних металів і створенні композиційної структури металу шва з високими механічними властивостями. Поставлена мета досягається тим, що в способі, що заявляється, як і у відомому, деталі збирають, закріплюють взаємне положення зварюванням, формують із пасти, що складається із суміші металевого порошку з розміром часток 50...150 мкм і температурою плавлення вищою понад 100 С від температури плавлення припою і з'єднуючої технологічної речовини, галтель необхідної форми і розмірів в кутовому шві тавра, нагрівають в захисному середовищі, просочують порошок розплавом високотемпературного припою і охолоджують. Проте на відміну від відомого, для формування галтелі паяного таврового з'єднання беруть суміш порошків із залізовуглецевих сплавів з різним, більше за 0,15 %, вмістом вуглецю і створюють за допомогою процесу розчинення - осадження металу в розплаві припою паяно-зварне з'єднання між частками порошку і основним металом. Крім того, для формування галтелі паяного таврового з’єднання застосовують порошки із залізовуглецевих сплавів з вмістом газу не більше 58015 4 0,05 см3/г, а для формування галтелі паяного таврового з’єднання в якості припою застосовують безкисневу рафіновану мідь. Спосіб, що заявляється, здійснюється в наступній послідовності: - деталі із сталей збирають під паяння; - взаємне розташування деталей скріплюють зварюванням; - вибирають металеві порошки із сплавів на залізній основі з температурою плавлення вище 100 °С температури плавлення припою і грануляцією в межах 50...150 мкм. Порошки не повинні мати в своєму складі будь яких газів більше 0,05 см3/г; - створюють суміш порошків з різним вмістом вуглецю. Один із порошків повинен різнитись за вмістом вуглецю не менше як 0,15 % від іншої складової суміші і основного металу. Співвідношення кількості порошків при однаковій грануляції становить 1:1; - створюють пасту із суміші порошків і технологічною зв'язуючою речовиною для формування галтелі кутового шва; - формують двосторонній (односторонній) кутовий шов за допомогою пасти; - нагрівають вузол для випаровування зв'язуючої речовини; - розміщують біля сформованих швів переплавлену у вакуумі рафіновану мідь у вигляді дроту або пластини; - нагрівають в захисному середовищі до розплавлення міді, просочують порошок галтелі її розплавом; - охолоджують. При паянні міддю з'єднань зі сталей, що містять різну кількість вуглецю, відбувається розчинення сталі з меншим вмістом вуглецю й утворення армуючих стовпчастих кристалів з фази Fe-CuC, що кристалізується на поверхні сталі з більшим вмістом вуглецю. Процес протікає до зрощування стовпчастих кристалів з поверхнею сталі з меншим вмістом вуглецю. Зрощування кристалів з поверхнями металів, що паяються, розглядають як утворення паяно-зварного з’єднання, що дозволяє вдвічі збільшити міцність паяних з'єднань. Для активного протікання процесу необхідно, щоб градієнт вмісту вуглецю між поверхнями, що паяються, був не менше 0,15 %, а зазор не більше 0,01 мм. Встановлено, що кристалізація надлишкової фази в формі стовпчастих кристалів пов'язана з низькою розчинністю заліза в розплавленій міді. При переході вуглецю під дією градієнта концентрації в розчин заліза в міді з насиченого розчину осаджується фаза складу Fe-Сu-С. Осадження фази з розчину приводить до розчинення низьковуглецевої складової. На Фіг.1 представлена мікроструктура (20) паяно-зварного таврового з'єднання з галтеллю із суміші залізовуглецевих порошків, де: 1 - стінка тавра; 2 - полка тавра; 3 - галтель шва. На Фіг.2 представлена мікроструктура (50) металу шва при паянні з сумішшю порошків з різним вмістом вуглецю в галтелі, де:1 - стінка тавра; 4 - високовуглецева частка; 5 - низьковуглецева частка порошку. 5 58015 В запропонованому способі умови для протікання процесу забезпечуються технологічно. Різниця вмісту вуглецю забезпечується вибором складу порошків, а розмір зазору - грануляцією часток порошку. Процес розчинення - осадження металу відбувається не тільки в розплаві міді, але й в сплавах на її основі: Сu-Zn і Сu-Мn. Однак, мідно-цинковий сплав не може бути застосований для міцних і стійких при вібрації з’єднань по причині неодмінного утворення крихких прошарків на межі зі сталлю. В мідно-марганцевих сплавах процес протікає дуже повільно і відчутно проявляється тільки при різниці вмісту вуглецю біля 1 %. Отже, застосування міді в запропонованому способі є оптимальним з конструктивних і технологічних причин. Відомо, що розплавлена мідь активно проникає по межам зерен в сталях. При цьому наявні у розчині або в мікропорах гази виділяються з часток порошку і руйнують сформовану галтель. По цій причині для формування галтелі непридатна більшість залізних порошків, які виготовляються промисловістю. Придатними є порошки, що виготовлені розпорошенням розплаву інертним газом або азотом високої чистоти. Вміст газів в них не перевищує 0,05 см3/г. Вимога по обмеженню вмісту газів стосується і міді в якості припою. При змочуванні сталевої поверхні гази, що містяться в міді, виділяються і руйнують сформовану галтель. Тому в якості припою для процесу просочування порошків при формуванні композиційного 6 металу галтелі придатна безкиснева рафінована мідь, що виготовляється вакуумним переплавом. Пропонований спосіб таврового з'єднання був випробуваний в лабораторних умовах. Для цього виготовляли зразки тавра: стінка завтовшки 7 мм і полиця завтовшки 10 мм із сталі 14Х2МР для випробувань на розтягування і втомну міцність. Таври збирали із зазором 0,1-0,15 мм, фіксували взаємне розташування деталей прихватками аргоннодуговим зварюванням. З обох боків стінки тавра з пасти порошків із залізо-нікелевого сплаву Н24 грануляції 50-100 мкм і розчину акрилової смоли в якості зв'язуючої речовини формували кутові шви з радіусом галтелі 5 мм. Порошки сплаву Н24 мали різний вміст вуглецю, а вміст газів становив 0,04...0,05 м3/г. Після формування галтелей зразки просушували для випаровування розчинника акрилової смоли. Поряд з швами розміщували необхідну кількість мідного дроту із безкисневої рафінованої міді і нагрівали у вакуумі 10-1 Па до температури 1100 °С, охолоджували у вакуумі до 150 °С, потім на повітрі. Зразки піддавали термообробці для відновлення механічних властивостей сталі 14Х2МР, змінених під час високотемпературного нагрівання при паянні. Перед механічними випробуваннями видаляли зварні прихватки. Випробування проводили на розтягування при статичному навантаженні і на втомлюваність при консольному циклічному навантаженні. Результати випробувань наведені в таблиці. Таблиця № порошку Марка порошку 1 2 3 4 5 Н24 Н24 Суміш 1:1 порошків №1 і №2 Суміш порошків №1 30% №2 70% Суміш порошків №1 70% №2 30% Вміст вуглецю, % 0,03 0,32 Випробування показали, що паяно-зварний тавр при двохсторонньому формуванні галтелі необхідної форми і розміру при просочуванні розплавом безкисневої рафінованої міді суміші порошків із залізовуглецевих сплавів з різним вмістом вуглецю має механічні властивості на рівні основного металу. Отже, технічний результат, що досягається в процесі здійснення запропонованого способу, за Межа міцності, в, МПа 450 510 600 480 460 Межа втомлюваності, -1, МПа 80 95 140 92 85 безпечується ознаками, які відрізняють його від відомих, і, зокрема, в способі, прийнятому за прототип. Спосіб може бути застосований, в різних галузях машинобудування, наприклад, при виготовленні робочих коліс із легованих сталей для відцентрових компресорів. 7 Комп’ютерна верстка Л. Ціхановська 58015 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forming solder thick-walled steel tee joint
Автори англійськоюRadzievskyi Viacheslav Mykolaiovych, Zharkov Pavlo Yevhenovych, Tkachenko Henadii Hryhorovych, Budnyk Anatolii Fedorovych
Назва патенту російськоюСпособ формирования паяного толстостенного стального таврового соединения
Автори російськоюРадзиевский Вячеслав Николаевич, Жарков Павел Евгениевич, Ткаченко Геннадий Григорьевич, Будник Анатолий Федорович
МПК / Мітки
МПК: C21D 1/74, B23K 31/00
Мітки: сталевого, формування, паяного, товстостінного, таврового, спосіб, з'єднання
Код посилання
<a href="https://ua.patents.su/4-58015-sposib-formuvannya-payanogo-tovstostinnogo-stalevogo-tavrovogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування паяного товстостінного сталевого таврового з’єднання</a>
Спосіб формування товстостінного таврового з’єднання

Номер патенту: 53744
Опубліковано: 17.02.2003
Автори: Дудченко Володимир Леонтійович, Радзієвський Вячеслав Миколайович, Гарцунов Ювеналій Федорович, Ткаченко Геннадій Григорович, Жарков Павло Євгенович
МПК: C21D 1/74, B23K 35/24, B23K 31/00
Мітки: спосіб, формування, з'єднання, товстостінного, таврового
Формула / Реферат:
1. Спосіб формування товстостінного таврового з'єднання під час якого з’єднувані деталі тавра збирають, формують кутові шви заданого розміру і форми з нерозплавного металевого порошку і здійснюють високотемпературне паяння, під час якого нагрівають зібрані деталі у вакуумі разом з високотемпературним припоєм, промочуючи металевий порошок розплавом припою з утворенням галтелей, і охолоджують, який відрізняється тим, що перед формуванням...
Спосіб утворення зразка зварно-паяного з’єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань
Номер патенту: 57832
Опубліковано: 15.07.2003
Автори: Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович, Бондарєв Вячеслав Андрійович, Полухін Валерій Васильович, Письменний Олексій Олександрович
Мітки: зварно-паяного, випробувань, видів, визначенню, механічних, наступних, з'єднання, властивостей, утворення, спосіб, інших, зразка
Формула / Реферат:
Спосіб утворення зразка зварно-паяного з'єднання для наступних випробувань по визначенню механічних властивостей та інших видів випробувань, що включає у себе складання двох деталей певної довжини, головним чином із різних матеріалів, одна з яких – циліндрична, інша – у вигляді трубчастого елемента, коаксіально по прилягаючих поверхнях уздовж зовнішньої поверхні циліндричної деталі до повного співпадання їх торцевих поверхонь у площині,...
Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Шумейко Андрій Дмитрович, Кравчук Степан Іванович, Шумейко Дмитрій Іванович
МПК: B21D 53/00
Мітки: профілю, таврового, спосіб, зігнутих, виготовлення, деталей
Формула / Реферат:
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе,...
Спосіб паяння твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.12.2003
Автори: Ліненко-Мельников Юрій Петрович, Климович Андрій Профирович
МПК: B23K 3/02
Мітки: сталевого, спосіб, елементів, пристрій, паяння, корпусу, здійснення, твердосплавних
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Спосіб пайки твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.02.2001
Автори: Ліненко-Мельников Юрій Петрович, Климович Андрій Профирович
МПК: B23K 3/02
Мітки: твердосплавних, сталевого, здійснення, спосіб, корпусу, елементів, пайки, пристрій
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Попередній патент: Спосіб лікування переломів довгих трубчастих кісток при остеопорозі
Наступний патент: Спосіб аутотендопластики сухожилка розгинача пальця кисті
Випадковий патент: Електрогідравлічний підсилювач моменту