Силовий модуль автоклава

Формула / Реферат
1. Силовий модуль автоклава, що містить контейнер з розміщеними в ньому і герметично ущільненими рухливими торцевими пробками, ригелі, що обмежують осьове переміщення цих пробок і силову раму, який відрізняється тим, що силова рама виконана у вигляді трьох овальних силових секцій - двох бічних, що охоплюють ригелі, і однієї центральної, що охоплює ригелі, та контейнер із пробками рівно віддаленими одна від одної по довжині ригеля, причому бічні овальні силові секції виконані з можливістю переміщення в протилежні сторони, а всі зазначені секції - з можливістю зсуву з ригелів на відстань, що забезпечує вільне витягування ригелів і торцевих пробок.
2. Силовий модуль автоклава за п. 1, який відрізняється тим, що ригелі виконані складеними з товстих сталевих листів, розмішених із зазором, при цьому в місцях контакту ригелів з овальними силовими секціями зазори заповнені вставками зі сталевих листів, товщина яких дорівнює відповідним зазорам, а довжина дорівнює 1,05-1,1 ширини відповідної овальної силової секції.
3. Силовий модуль автоклава за будь-яким з пп. 1 або 2, який відрізняється тим, що кожна овальна силова секція виконана у вигляді звареного каркаса з обмоткою з високоміцної сталевої стрічки.
4. Силовий модуль автоклава за будь-яким з пп. 1-3, який відрізняється тим, що контейнер виконаний багатовтулковим із прилеглих один до одного зварених листових металевих циліндрів, скріплених обмоткою зі сталевої високоміцної стрічки, при цьому один із внутрішніх металевих циліндрів виконаний розрізним з утворенням каналів для охолоджувальної рідини.
5. Силовий модуль автоклава за будь-яким з пп. 1-4, який відрізняється тим, що між верхнім і нижнім ригелями і центральною овальною силовою секцією виконані проміжні проставки у вигляді двох концентричних поверхонь ригелів циліндричних півкілець, між якими уварені радіально розташовані ребра зі сталевого листа, при цьому внутрішнє циліндричне півкільце обперте на ригель, а на зовнішнє циліндричне півкільце обперта центральна овальна силова секція.
Текст
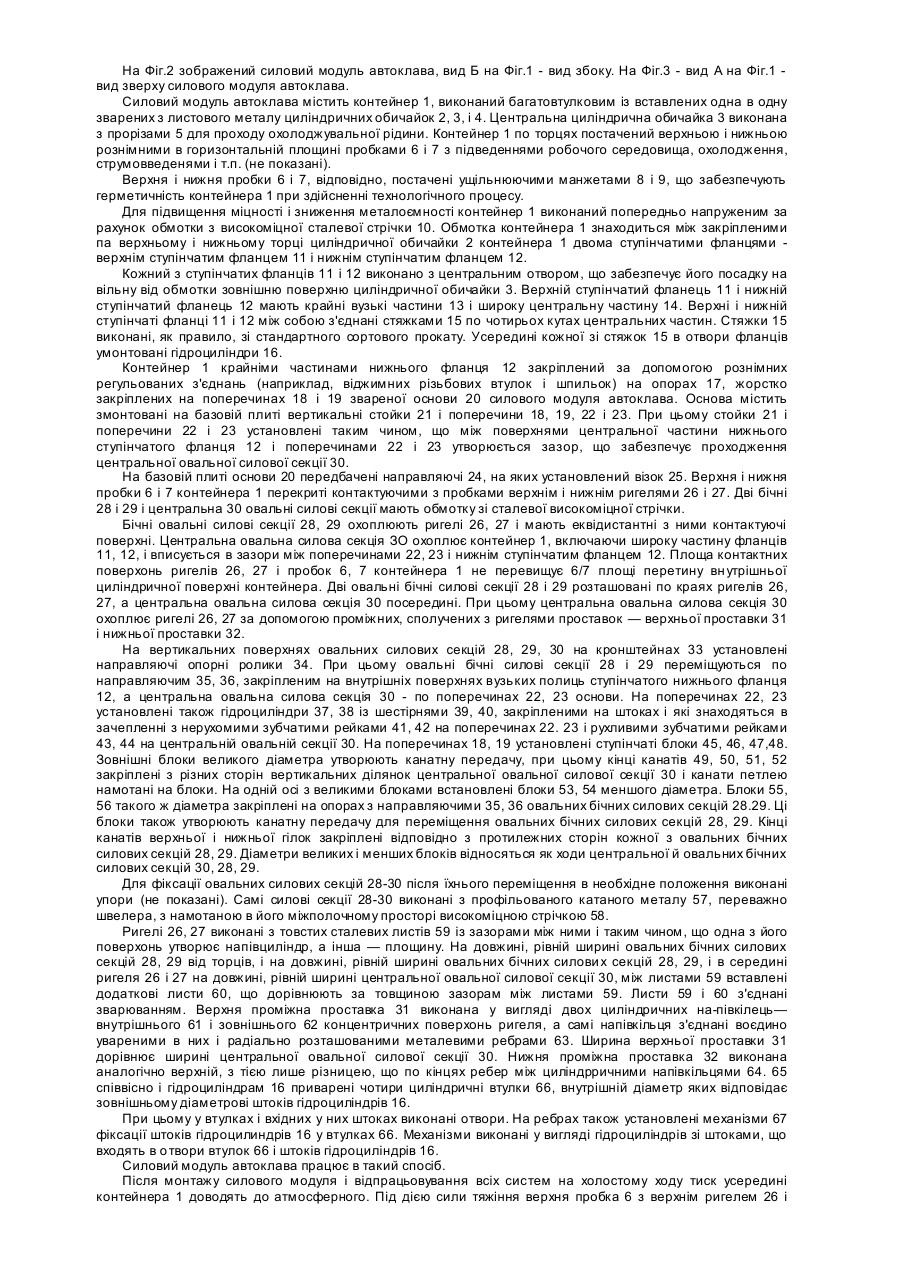
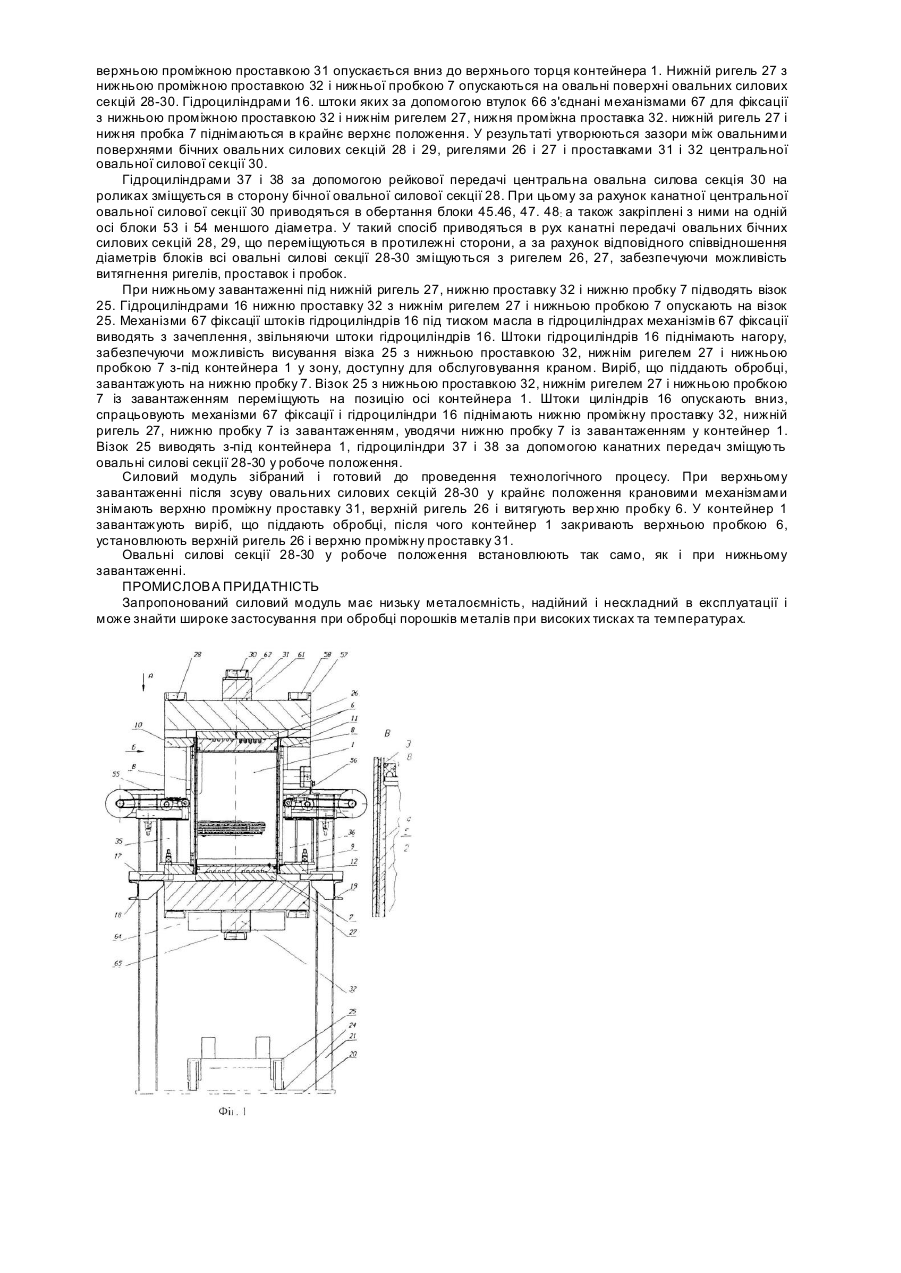
Винахід належить до галузі порошкової металургії, зокрема, до конструкції автоклавів для виробництва композиційних матеріалів шляхом обробки заготівок з дискретних матеріалів, переважно порошків, при високих тисках та температурах. Відомий, наприклад, автоклав, прийнятий як аналог, що являє собою судин у високого тиску для одержання композиційних матеріалів при високих тисках та температурах, що містить корпус, кришки з рухливими ущільненнями, раму з верхньою і нижньою перемичками, що сприймають осьове навантаження. Корпус і рама виконані нерухомими відносно один одного, при цьому тільки верхня перемичка рами виконана знімною [авт. св. СРСР №412922 B01J3/04 від 02.09.1971]. Недоліком судини-аналога є те, що при її використанні можливе лише верхнє завантаження матеріалу в судин у високого тиску. Крім того, виконання судини високого тиску ковано-звареною або багатошаровою, без вмісту в ній елементів, що передбачають охолодження власне судини можливості як з погляду використання високих тисків, так і, особливо, високих температур при проведенні технологічного процесу, а також знижує надійність і безпеку в експлуатації. Відомий також пристрій для термічної обробки порошкових матеріалів під високим тиском з використанням високих температур, описаний в патенті СРСР №402185 В22Р3/14 від 12,10.1973p., що наведений у якості другого аналога. Цей аналог виключає значну кількість недоліків описаного раніше аналога, тому що в ньому вузол, що сприймає осьові силові навантаження при здійсненні процесу, виконаний у вигляді пресової стійки, що складена з двох (верхніх і нижньої) суцільнометалевих обойм, розпірною стрижня і стрічкового бандажа. Сама ж камера пресування містить циліндр високого тиску, що виконаний з труби з торцевими кільцями й укріпленим на ній попередньо напруженим бандажем. Робоча камера містить електронагрівальний елемент, а також систему охолодження і підведення газу високого тиску. Пресова стійка розташована на рейках. Пристрій для термічної обробки порошкових матеріалів під високим тиском, прийнятий як другий аналог, у значній мірі перевершує за своїми технологічними можливостями перший аналог, тому що дозволяє вести технологічний процес при більш високих діапазонах температур та тисків. Разом з тим конструктивне рішення вузлів, що сприймають силові навантаження, має ряд істотних недоліків, що обмежують технологічні можливості пристрою в експлуатації, а також знижують економічність і надійність конструкції в цілому. Так. наприклад, конструктивне рішення циліндра високого тиску, хоча і посилено бандажем, має малоефективну систему охолодження, що також обмежує температурний інтервал технологічного процесу або збільшує витрати о холоджувальної рідини. Конструкція ж пресової стійки, що містить суцільнометалеві обойми, досить металоємна. У цілому така конструкція вимагає великих виробничих витрат, що робить її неекономічною. Найближчим аналогом (прототипом) технічного рішення «Силовий модуль автоклава», що заявляється, є ізостатичний прес [Проспект фірми ASEA AQ00-102R, 1977p.]. Ізостатичний прес-прототип має контейнер високого тиску, що виконаний із сталевого високоміцного циліндра з обмоткою із попередньо напруженої сталевої стрічки, торцевої кришки для осьового ущільнення контейнера та станини. Станина складається з двох суцільнометалевих напівциліндричних ригелів і двох поділяючих їх стойок. Ригелі та стойки скріплені великою кількістю шарів попередньо напруженої високоміцної стрічки. Ізостатичний прес-прототип має значні переваги перед описаними вище аналогами, насамперед у тому, що гарантує його високу безпеку в експлуатації. Разом з тим ізостатичний прес-прототип має надзвичайно високу металоємність. Виконання ригелів суцільнометалевими (литими, кутими і т.п.) саме по собі веде до великої витрати металу, а те, що ригелі цілком перекривають торцеві пробки, поглиблює цю обставину. До числа недоліків такого ж порядку відноситься і виконання стійок, розташованих між ригелями, суцільнометалевими. У цілому станина устроюпрототипу металоємна та масивна, що утруднює її експлуатацію і вимагає додаткового підйомнотранспортного устаткування, а, отже, і збільшення висоти цеху і додаткових витрат. Крім того, виконання самого контейнера з однієї високоміцної труби, хоча і посиленої стрічковою обмоткою, не може повною мірою гарантувати е фективне охолодження робочої камери контейнера, що також приводить до обмежень параметрів технологічного процесу. В основу винаходу поставлено задачу зниження металоємності подібних до описаного прототипу пристроїв, підвищення їх надійності і спрощення експлуатації. Поставлена задача і технічний ефект, що досягається при цьому, забезпечують тим. що запропонований силовий модуль автоклава містить контейнер з розміщеними в ньому і герметично ущільненими рухомими торцевими пробками, ригелі, що обмежують осьове переміщення цих пробок , і силову раму. Особливістю пристрою є те, що силова рама виконана у вигляді трьох овальних силових секцій: двох бічних, що о хоплюють ригелі, і однієї центральної, що охоплює ригелі і контейнер з пробками, що рівновіддалені одна від одної по довжині ригеля, при цьому бічні овальні силові секції виконані з можливістю переміщення в протилежні сторони, а всі зазначені секції - і можливістю зсуву з ригелів на відстань, що забезпечує вільне витягнення ригелів і торцевих пробок. Ригель силового модуля автоклава виконаний складеним з товстих сталевих листів із зазорами, при цьому в місцях контакту з овальними силовими секціями зазори між листами заповнені вставками зі сталевих листів, товщина яких дорівнює відповідним зазорам, довжина вставних листів дорівнює 1,05-1,1 ширини овальних силових секцій, а вставні листи скріплені з листами ригеля. Кожна овальна силова секція виконана у вигляді звареного каркаса, попередньо напруженого обмоткою з високоміцної сталевої стрічки. Контейнер силового модуля автоклава виконаний багатовтулковим із прилягаючих одна до одної зварених металевих циліндричних обичайок, скріплених обмоткою зі сталевої високоміцної стрічки, а одна з внутрішніх металевих циліндричних обичайок виконана розрізною з утворенням каналів для охолоджуваніьної рідини. Між верхнім і нижнім ригелями і центральною овальною силовою секцією виконані проміжні проставки у вигляді двох концентричних поверхням ригелів циліндричних напівкілець, з'єднаних воєдино ввареними в них радіально розташованими ребрами зі сталевого листа. При цьому внутрішнє циліндричне півкільце спирається на ригель, а на зовнішнє циліндричне півкільце спирається центральна овальна силова секція. Силовий модуль автоклава зображений на кресленнях 1-3. На Фіг.1 зображений розріз силового модуля автоклава і збільшений фрагмент стінки контейнера. На Фіг.2 зображений силовий модуль автоклава, вид Б на Фіг.1 - вид збоку. На Фіг.3 - вид А на Фіг.1 вид зверху силового модуля автоклава. Силовий модуль автоклава містить контейнер 1, виконаний багатовтулковим із вставлених одна в одну зварених з листового металу циліндричних обичайок 2, 3, і 4. Центральна циліндрична обичайка 3 виконана з прорізами 5 для проходу охолоджувальної рідини. Контейнер 1 по торцях постачений верхньою і нижньою рознімними в горизонтальній площині пробками 6 і 7 з підведеннями робочого середовища, охолодження, струмовведенями і т.п. (не показані). Верхня і нижня пробки 6 і 7, відповідно, постачені ущільнюючими манжетами 8 і 9, що забезпечують герметичність контейнера 1 при здійсненні технологічного процесу. Для підвищення міцності і зниження металоємності контейнер 1 виконаний попередньо напруженим за рахунок обмотки з високоміцної сталевої стрічки 10. Обмотка контейнера 1 знаходиться між закріпленими па верхньому і нижньому торці циліндричної обичайки 2 контейнера 1 двома ступінчатими фланцями верхнім ступінчатим фланцем 11 і нижнім ступінчатим фланцем 12. Кожний з ступінчатих фланців 11 і 12 виконано з центральним отвором, що забезпечує його посадку на вільну від обмотки зовнішню поверхню циліндричної обичайки 3. Верхній ступінчатий фланець 11 і нижній ступінчатий фланець 12 мають крайні вузькі частини 13 і широку центральну частину 14. Верхні і нижній ступінчаті фланці 11 і 12 між собою з'єднані стяжками 15 по чотирьох кутах центральних частин. Стяжки 15 виконані, як правило, зі стандартного сортового прокату. Усередині кожної зі стяжок 15 в отвори фланців умонтовані гідроциліндри 16. Контейнер 1 крайніми частинами нижнього фланця 12 закріплений за допомогою рознімних регульованих з'єднань (наприклад, віджимних різьбових втулок і шпильок) на опорах 17, жорстко закріплених на поперечинах 18 і 19 звареної основи 20 силового модуля автоклава. Основа містить змонтовані на базовій плиті вертикальні стойки 21 і поперечини 18, 19, 22 і 23. При цьому стойки 21 і поперечини 22 і 23 установлені таким чином, що між поверхнями центральної частини нижнього ступінчатого фланця 12 і поперечинами 22 і 23 утворюється зазор, що забезпечує проходження центральної овальної силової секції 30. На базовій плиті основи 20 передбачені направляючі 24, на яких установлений візок 25. Верхня і нижня пробки 6 і 7 контейнера 1 перекриті контактуючими з пробками верхнім і нижнім ригелями 26 і 27. Дві бічні 28 і 29 і центральна 30 овальні силові секції мають обмотку зі сталевої високоміцної стрічки. Бічні овальні силові секції 28, 29 охоплюють ригелі 26, 27 і мають еквідистантні з ними контактуючі поверхні. Центральна овальна силова секція ЗО охоплює контейнер 1, включаючи широку частину фланців 11, 12, і вписується в зазори між поперечинами 22, 23 і нижнім ступінчатим фланцем 12. Площа контактних поверхонь ригелів 26, 27 і пробок 6, 7 контейнера 1 не перевищує 6/7 площі перетину вн утрішньої циліндричної поверхні контейнера. Дві овальні бічні силові секції 28 і 29 розташовані по краях ригелів 26, 27, а центральна овальна силова секція 30 посередині. При цьому центральна овальна силова секція 30 охоплює ригелі 26, 27 за допомогою проміжних, сполучених з ригелями проставок — верхньої проставки 31 і нижньої проставки 32. На вертикальних поверхнях овальних силових секцій 28, 29, 30 на кронштейнах 33 установлені направляючі опорні ролики 34. При цьому овальні бічні силові секції 28 і 29 переміщуються по направляючим 35, 36, закріпленим на внутрішніх поверхнях вузьких полиць ступінчатого нижнього фланця 12, а центральна овальна силова секція 30 - по поперечинах 22, 23 основи. На поперечинах 22, 23 установлені також гідроциліндри 37, 38 із шестірнями 39, 40, закріпленими на штоках і які знаходяться в зачепленні з нерухомими зубчатими рейками 41, 42 на поперечинах 22. 23 і рухливими зубчатими рейками 43, 44 на центральній овальній секції 30. На поперечинах 18, 19 установлені ступінчаті блоки 45, 46, 47,48. Зовнішні блоки великого діаметра утворюють канатну передачу, при цьому кінці канатів 49, 50, 51, 52 закріплені з різних сторін вертикальних ділянок центральної овальної силової секції 30 і канати петлею намотані на блоки. На одній осі з великими блоками встановлені блоки 53, 54 меншого діаметра. Блоки 55, 56 такого ж діаметра закріплені на опорах з направляючими 35, 36 овальних бічних силових секцій 28.29. Ці блоки також утворюють канатну передачу для переміщення овальних бічних силових секцій 28, 29. Кінці канатів верхньої і нижньої гілок закріплені відповідно з протилежних сторін кожної з овальних бічних силових секцій 28, 29. Діаметри великих і менших блоків відносяться як ходи центральної й овальних бічних силових секцій 30, 28, 29. Для фіксації овальних силових секцій 28-30 після їхнього переміщення в необхідне положення виконані упори (не показані). Самі силові секції 28-30 виконані з профільованого катаного металу 57, переважно швелера, з намотаною в його міжполочному просторі високоміцною стрічкою 58. Ригелі 26, 27 виконані з товстих сталевих листів 59 із зазорами між ними і таким чином, що одна з його поверхонь утворює напівциліндр, а інша — площину. На довжині, рівній ширині овальних бічних силових секцій 28, 29 від торців, і на довжині, рівній ширині овальних бічних силови х секцій 28, 29, і в середині ригеля 26 і 27 на довжині, рівній ширині центральної овальної силової секції 30, між листами 59 вставлені додаткові листи 60, що дорівнюють за товщиною зазорам між листами 59. Листи 59 і 60 з'єднані зварюванням. Верхня проміжна проставка 31 виконана у вигляді двох циліндричних на-півкілець— внутрішнього 61 і зовнішнього 62 концентричних поверхонь ригеля, а самі напівкільця з'єднані воєдино увареними в них і радіально розташованими металевими ребрами 63. Ширина верхньої проставки 31 дорівнює ширині центральної овальної силової секції 30. Нижня проміжна проставка 32 виконана аналогічно верхній, з тією лише різницею, що по кінцях ребер між циліндрричними напівкільцями 64. 65 співвісно і гідроциліндрам 16 приварені чотири циліндричні втулки 66, внутрішній діаметр яких відповідає зовнішньому діаметрові штоків гідроциліндрів 16. При цьому у втулках і вхідних у них штоках виконані отвори. На ребрах також установлені механізми 67 фіксації штоків гідроцилиндрів 16 у втулках 66. Механізми виконані у вигляді гідроциліндрів зі штоками, що входять в о твори втулок 66 і штоків гідроциліндрів 16. Силовий модуль автоклава працює в такий спосіб. Після монтажу силового модуля і відпрацьовування всіх систем на холостому ходу тиск усередині контейнера 1 доводять до атмосферного. Під дією сили тяжіння верхня пробка 6 з верхнім ригелем 26 і верхньою проміжною проставкою 31 опускається вниз до верхнього торця контейнера 1. Нижній ригель 27 з нижньою проміжною проставкою 32 і нижньої пробкою 7 опускаються на овальні поверхні овальних силових секцій 28-30. Гідроциліндрами 16. штоки яких за допомогою втулок 66 з'єднані механізмами 67 для фіксації з нижньою проміжною проставкою 32 і нижнім ригелем 27, нижня проміжна проставка 32. нижній ригель 27 і нижня пробка 7 піднімаються в крайнє верхнє положення. У результаті утворюються зазори між овальними поверхнями бічних овальних силових секцій 28 і 29, ригелями 26 і 27 і проставками 31 і 32 центральної овальної силової секції 30. Гідроциліндрами 37 і 38 за допомогою рейкової передачі центральна овальна силова секція 30 на роликах зміщується в сторону бічної овальної силової секції 28. При цьому за рахунок канатної центральної овальної силової секції 30 приводяться в обертання блоки 45.46, 47. 48: а також закріплені з ними на одній осі блоки 53 і 54 меншого діаметра. У такий спосіб приводяться в рух канатні передачі овальних бічних силових секцій 28, 29, що переміщуються в протилежні сторони, а за рахунок відповідного співвідношення діаметрів блоків всі овальні силові секції 28-30 зміщуються з ригелем 26, 27, забезпечуючи можливість витягнення ригелів, проставок і пробок. При нижньому завантаженні під нижній ригель 27, нижню проставку 32 і нижню пробку 7 підводять візок 25. Гідроциліндрами 16 нижню проставку 32 з нижнім ригелем 27 і нижньою пробкою 7 опускають на візок 25. Механізми 67 фіксації штоків гідроциліндрів 16 під тиском масла в гідроциліндрах механізмів 67 фіксації виводять з зачеплення, звільняючи штоки гідроциліндрів 16. Штоки гідроциліндрів 16 піднімають нагору, забезпечуючи можливість висування візка 25 з нижньою проставкою 32, нижнім ригелем 27 і нижньою пробкою 7 з-під контейнера 1 у зону, доступну для обслуговування краном. Виріб, що піддають обробці, завантажують на нижню пробку 7. Візок 25 з нижньою проставкою 32, нижнім ригелем 27 і нижньою пробкою 7 із завантаженням переміщують на позицію осі контейнера 1. Штоки циліндрів 16 опускають вниз, спрацьовують механізми 67 фіксації і гідроциліндри 16 піднімають нижню проміжну проставку 32, нижній ригель 27, нижню пробку 7 із завантаженням, уводячи нижню пробку 7 із завантаженням у контейнер 1. Візок 25 виводять з-під контейнера 1, гідроциліндри 37 і 38 за допомогою канатних передач зміщують овальні силові секції 28-30 у робоче положення. Силовий модуль зібраний і готовий до проведення технологічного процесу. При верхньому завантаженні після зсуву овальних силових секцій 28-30 у крайнє положення крановими механізмами знімають верхню проміжну проставку 31, верхній ригель 26 і витягують вер хню пробку 6. У контейнер 1 завантажують виріб, що піддають обробці, після чого контейнер 1 закривають верхньою пробкою 6, установлюють верхній ригель 26 і верхню проміжну проставку 31. Овальні силові секції 28-30 у робоче положення встановлюють так само, як і при нижньому завантаженні. ПРОМИСЛОВА ПРИДАТНІСТЬ Запропонований силовий модуль має низьку металоємність, надійний і нескладний в експлуатації і може знайти широке застосування при обробці порошків металів при високих тисках та температурах.
ДивитисяДодаткова інформація
Назва патенту англійськоюAutoclave power unit
Автори англійськоюSnop Vladimir Isakovich
Назва патенту російськоюСиловой модуль автоклава
Автори російськоюСНОП Владимир Исакович
МПК / Мітки
МПК: B01J 3/03, B22F 3/15, B01J 19/02, B01J 3/00, B01J 3/04, B22F 3/00, B30B 11/00
Мітки: автоклава, силовий, модуль
Код посилання
<a href="https://ua.patents.su/4-73390-silovijj-modul-avtoklava.html" target="_blank" rel="follow" title="База патентів України">Силовий модуль автоклава</a>
Силовий напівпровідниковий модуль
Номер патенту: 62975
Опубліковано: 15.01.2004
Автори: Ланг Томас, Фрей Тоні, Бухер Бенно
МПК: H01L 25/07
Мітки: модуль, силовий, напівпровідниковий
Формула / Реферат:
1. Силовий напівпровідниковий модуль, що містить нижню плату, верхню плату і щонайменше один напівпровідниковий кристал, який першим головним електродом сполучений з нижньою платою, а другим головним електродом через підпружинений електричний контактний елемент - з верхньою платою, який відрізняється тим, що передбачено щонайменше один пружинний елемент, який виконано з можливістю розсовувати щонайменше один контактний елемент у положення, що...
Модуль силовий напівпровідниковий
Номер патенту: 73088
Опубліковано: 15.06.2005
Автор: Шульга Григорій Федорович
МПК: H05K 7/20, H01L 23/34
Мітки: силовий, напівпровідниковий, модуль
Формула / Реферат:
1. Модуль силовий напівпровідниковий, що містить послідовно з'єднані напівпровідниковий вентиль і охолоджувач з масивною основою, установочно-контактною площадкою і ребристою поверхнею, яка розташована перпендикулярно до установочно-контактної площадки, два силові струмопроводи та систему притискання вентиля до охолоджувача, який відрізняється тим, що кожен охолоджувач розміщений у окремому повітропроводі, вхідний торець якого знаходиться з...
Силовий напівпровідниковий модуль
Номер патенту: 57774
Опубліковано: 15.07.2003
Автори: Целлєр Ханс-Рудольф, Ланг Томас
МПК: H01L 25/07
Мітки: силовий, напівпровідниковий, модуль
Формула / Реферат:
1. Силовий напівпровідниковий модуль, який містить у корпусі (1) підкладку (2), принаймні дві напівпровідникові мікросхеми (4) з двома основними електродами (5, 6) кожна, по одному контактному поршню (3) для кожної напівпровідникової мікросхеми, причому перші основні електроди (5) знаходяться в електричному контакті з підкладкою (2), а відповідно другі основні електроди (6) знаходяться в електричному контакті з контактним поршнем (3), між...
Силовий напівпровідниковий модуль з множиною підмодулів
Номер патенту: 60298
Опубліковано: 15.10.2003
Автор: Стокмайер Томас
МПК: H01L 25/10
Мітки: підмодулів, множиною, напівпровідниковий, модуль, силовий
Формула / Реферат:
1. Силовий напівпровідниковий модуль (10) з множиною підмодулів (1), що містять відповідно, щонайменше, один напівпровідниковий чип (5а, 5b), причому підмодулі (1) закріплені на загальній опорній платі (11), що відводить тепло, і мають електричний контакт з провідниками (12, 14, 18), що приєднуються ззовні, який відрізняється тим, що щонайменше один напівпровідниковий чип (5а, 5b) підмодуля (1) вміщений в оболонку, яка містить зовнішні...
Силовий напівпровідниковий модуль
Номер патенту: 67923
Опубліковано: 15.07.2004
Автори: Сорока Володимир Леонідович, Чмихов Микола Віссаріонович, Васильєв Борис Олександрович
МПК: H01L 25/00
Мітки: напівпровідниковий, модуль, силовий
Формула / Реферат:
1. Силовий напівпровідниковий модуль, який містить пластини, що відводять тепло, з розташованими на них напівпровідниковими елементами зі штирьовими виводами, із припаяними до цих штирьових виводів пелюстками, що відводять струм, шини, втулки і стяжки, який відрізняється тим, що пелюстки, які відводять струм, виконані у вигляді n променевої зірочки з одним центральним отвором під кріплення, що відводить струм, і n отворами на кінцях n...
Попередній патент: Поршнева кулісна машина
Наступний патент: Повітророзподільник гальма залізничного транспортного засобу
Випадковий патент: Спосіб удобрення картоплі та моркви столової за внесення ферментованого, мінеральних добрив і мікроелементів на радіактивно забруднених ґрунтах