Спосіб та пристрій для перенесення плівкових пакетів

Формула / Реферат
1. Спосіб перенесення плівкових пакетів, наприклад, плівкових пакетів з напоєм, які подаються у пункт переносу за допомогою подавального засобу у вигляді множини паралельних рядів, на транспортуючий засіб, який транспортує плівкові пакети далі у вигляді безперервного ряду, по суті, у напрямі, поперечному до напряму подачі, причому з подавального засобу одночасно забирають засобом переносу декілька плівкових пакетів, що подаються, надають їм попереднє прискорення у напрямі пересування транспортуючого засобу, розвантажують їх засобом переносу на транспортуючий засіб й відвозять транспортуючим засобом.
2. Спосіб за п. 1, який відрізняється тим, що пересування транспортуючого засобу і засобу переносу узгоджують так, що транспортуючий засіб відвозить декілька плівкових пакетів, які були одночасно перенесені засобом переносу, за той же відрізок часу, протягом якого засіб переносу забирає таку ж кількість наступних плівкових пакетів, транспортує ці пакети й надає їм попереднє прискорення для розвантаження на транспортуючий засіб.
3. Спосіб за будь-яким із п. 1 або п. 2, який відрізняється тим, що відносна швидкість засобу для транспортування й плівкових пакетів в момент розвантаження на транспортуючий засіб дорівнює нулю або майже дорівнює нулю.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що плівкові пакети відвозять транспортуючим засобом у трохи похилому положенні.
5. Спосіб за п. 4, який відрізняється тим, що плівкові пакети піднімають з подавального засобу, коли їх забирають, й звільняють при розвантаженні на транспортуючий засіб.
6. Пристрій для перенесення плівкових пакетів, наприклад, плівкових пакетів з напоєм, який містить подавальний засіб, що подає плівкові пакети паралельними рядами, транспортуючий засіб, який відвозить плівкові пакети у вигляді безперервного ряду у напрямі, по суті, перпендикулярному до напряму подачі, й засіб переносу, який забирає відповідну кількість плівкових пакетів, що дорівнює кількості рядів, що подаються, з подавального засобу, надає пакетам попереднє прискорення й напрям пересування транспортуючого засобу та розвантажує їх на транспортуючий засіб.
7. Пристрій за п. 6, який відрізняється тим, що засіб переносу містить несучий елемент, паралельну йому поперечну балку з несучими засобами для плівкових пакетів й принаймні одне важільне плече, яке з'єднує поперечну балку й несучий елемент, причому кут між принаймні одним важільним плечем й несучим елементом або поперечною балкою може змінюватися.
8. Пристрій за п. 7, який відрізняється тим, що є принаймні два важільних плеча, при цьому несучий елемент, важільні плечі й поперечна балка утворюють паралелограм зі змінним кутом ![]() .
.
9. Пристрій за будь-яким із п. 7 або п. 8, який відрізняється тим, що кут ![]() може бути змінений за допомогою двигуна, який повертає важільне плече.
може бути змінений за допомогою двигуна, який повертає важільне плече.
10. Пристрій за п. 9, який відрізняється тим, що двигун виконаний з можливістю регулювання таким чином, що при розвантаженні плівкових пакетів поперечна балка й транспортуючий засіб мають відносну швидкість, яка дорівнює нулю або майже дорівнює нулю.
11. Пристрій за будь-яким із пп. 7-10, який відрізняється тим, що засіб переносу виконаний так, що пересування поперечної балки у зоні транспортуючого засобу проходить на такій висоті, що вона знаходиться вище плівкового пакета, розташованого на транспортуючому засобі.
12. Пристрій за п. 11, який відрізняється тим, що поперечна балка, виконана з можливістю здійснювати підйом під час операції переносу.
13. Пристрій за п. 12, який відрізняється тим, що з'єднувальна напрямна виконана з можливістю здійснювати підйом при зміні кута ![]() між принаймні одним важільним плечем й несучим елементом або цей підйом здійснювати за допомогою пневматичного приводу або приводу від двигуна.
між принаймні одним важільним плечем й несучим елементом або цей підйом здійснювати за допомогою пневматичного приводу або приводу від двигуна.
14. Пристрій за будь-яким із пп. 7-13, який відрізняється тим, що несучі засоби на поперечній балці оснащені затискачами, виконаними з можливістю захвата плівкових пакетів за їх верхні кінці.
15. Пристрій за будь-яким із пп. 6-14, який відрізняється тим, що подавальний засіб виконаний у вигляді нескінченної стрічки, на якій велика кількість плівкових пакетів має можливість пересуватися паралельно.
16. Пристрій за п. 15, який відрізняється тим, що на нескінченній стрічці розташовані приймальні коробки, в які подаються плівкові пакети.
17. Пристрій за будь-яким із пп. 6-14, який відрізняється тим, що подавальний засіб виконаний у вигляді ланцюгів, що проходять паралельно, на яких встановлені приймальні коробки, в яких подаються плівкові пакети.
18. Пристрій за будь-яким із пп. 6-16, який відрізняється тим, що транспортуючий засіб містить транспортерну стрічку.
19. Пристрій за п. 18, який відрізняється тим, що на транспортній стрічці розташовані тримачі для транспортуючих плівкових пакетів.
20. Пристрій за п. 19, який відрізняється тим, що тримачі мають таку форму, що плівкові пакети мають можливість пересуватися в трохи похилому положенні.
21. Пристрій за п. 18 та п. 19, який відрізняється тим, що тримачі мають бокові напрямні для плівкових пакетів.
Текст
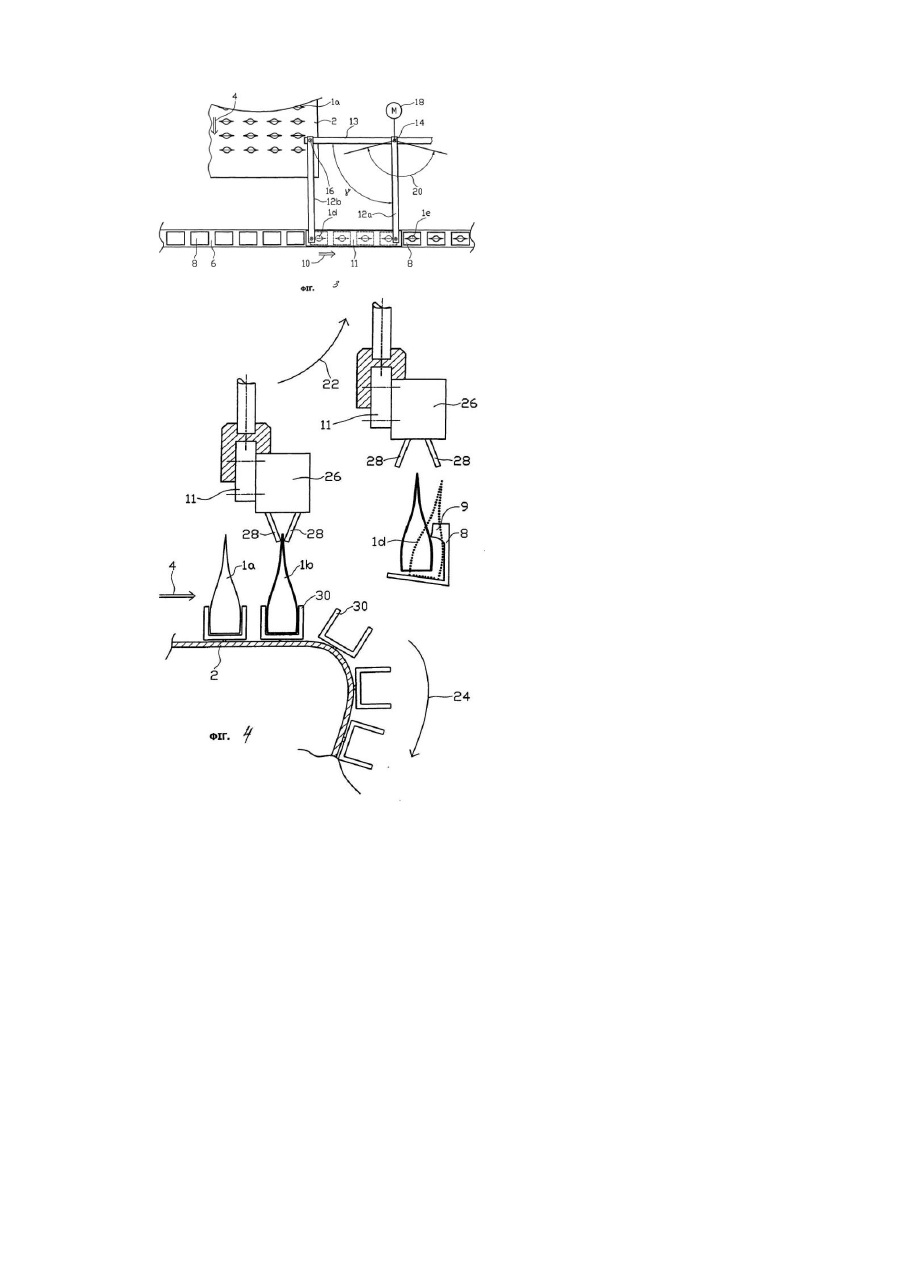
Винахід належить до способу перенесення плівкових пакетів, які надсилаються подавальним засобом у вигляді множини паралельних рядів на транспортуючий засіб, який транспортує їх далі у вигляді безперервного ряду, й до засобу для здійснення цього способу. В даний час операції з плівковими пакетами, які використовуються як пакувальний матеріал, виконуються автоматично, наприклад їх автоматично наповнюють, закривають й проводять подальші дії. Такі плівкові пакети складаються, наприклад, із двох бокових плівок, що зварені одна з одною по трьох кромках, а з четвертої кромки зварена нижня плівка. Так що коли згадану нижню плівку розвертають, в пакеті утворюється простір для продукту, яким його заповнюють. У автоматизованій поточній лінії часто виконують операцію з декількома плівковими пакетами одночасно. Наприклад, декілька плівкових пакетів одночасно відкривають у засобі для наповнення, транспортують за допомогою транспортного засобу, одночасно наповнюють, транспортують далі й потім одночасно закривають. Проте в деякі пункти поточної лінії плівкові пакети повинні подаватися окремо. Типовим прикладом є пункт, де плівкові пакети із напоєм оснащують соломинками для пиття. При цьому виникає проблема, пов'язана з тим, що плівкові пакети повинні пересуватися одним транспортуючим засобом, яке подає велику кількість пакетів паралельно, до другого транспортуючого засобу, з якого плівкові пакети розвантажуються у вигляді одного рядку для виконання подальших операцій з ними. Тому робота проходить з перервами, оскільки кількість пакетів, які подаються, що відповідають кількості паралельно подавальних рядів, завжди повинна переноситися одночасно й транспортуючий засіб зупиняється. Крім того, із-за використовуваних в даний час у таких поточних лініях швидкостей, під час переносу виникають великі сили прискорення й гальмування, які можуть привести до ушкодження виробів, особливо якщо мова йде про плівкові пакети. Задачею даного винаходу є створення способу й пристрою для перенесення плівкових пакетів від подавального засобу, який подає плівкові пакети одночасно у вигляді паралельних рядів, на транспортуючий засіб, який розвантажує плівкові пакети в один безперервний ряд, причому спосіб і пристрій повинні забезпечувати можливість безперервної роботи й зменшення сил прискорення й гальмування, які діють на плівкові пакети. Задача вирішується у способі відповідно до винаходу відповідна кількість плівкових пакетів, які подають одночасно на пункт переносу, забирають за один раз за допомогою засобу переносу, який повідомляє пакетам попереднє прискорення у напряму пересування транспортуючого засобу й розвантажує на транспортуючий засіб, й потім пакети відвозять транспортуючим засобом по суті у напрямі, перпендикулярному напряму подачі. Запропонований спосіб робить можливою безперервну роботу. У той час, як декілька плівкових пакетів передаються засобом переносу на транспортуючий засіб й транспортується ним, подавальний засіб подає у пункт переносу чергову кількість плівкових пакетів. Транспортуючий засіб продовжує рухатися, відвозячи уже перенесені пакети для подальших операцій з ними, а засіб переносу забирає декілька наступних плівкових пакетів від подавального засобу й переносить їх на транспортуючий засіб. При відповідному виборі відносної швидкості між подавальним засобом й транспортуючим засобом можна забезпечити безперервність роботи. У результаті попереднього прискорення, повідомленого забраним плівковим пакетам у напряму транспортування, сили прискорення при розвантаженні на транспортуючий засіб зменшуються. Таким чином, попереджується пошкодження пакетів при їх розвантажуванні на транспортуючий засіб. Крім того, дякуючи малим силам прискорення під час розвантаження підвищується точність позиціювання пакетів на транспортуючому засобі. Спосіб відповідно до даного винаходу особливо ефективний, коли швидкості транспортного засобу й засобу переносу узгоджені так, що транспортуючий засіб відвозить декілька плівкових пакетів, перенесених одночасно, за той же період, протягом якого засіб переносу забирає таку ж кількість наступних плівкових пакетів, транспортує їх і повідомляє їм попереднє прискорення для розвантаження на транспортуючий засіб. Таким чином забезпечується оптимальне використання можливостей транспортуючого засобу, оскільки окремі плівкові пакети будуть розвантажуватися з однаковими інтервалами. Ця властивість полегшує виконання подальших операцій у пунктах автоматизованої поточної лінії. Доцільно, щоб у способі відповідно до винаходу відносна швидкість транспортуючого засобу й плівкових пакетів у момент їх розвантаження на транспортуючий засіб дорівнювала нулю або майже дорівнювала нулю. Таким чином під час розвантаження повністю виключаються сили прискорення, які діють на плівкові пакети, у результаті чого додатково зменшується небезпека пошкодження пакетів й підвищується точність їх позиціювання. Плівкові пакети відвозять транспортуючим засобом у трохи похилому положенні. Похиле положення полегшує операцію розвантаження, оскільки пакети утримуються на розвантажувальному засобі дякуючи їх похилому положенню. Плівкові пакети можуть бути безпосередньо поставлені засобом переносу на транспортуючий засіб. Проте простіше, коли плівкові пакети піднімають із подавального засобу, транспортують через транспортуючий засіб й звільняють у визначеному місці. При цьому знижуються вимоги до точності їх розвантаження. Пристрій для здійснення запропонованого способу містить подавальний засіб, який подає плівкові пакети паралельними рядами, транспортуючий засіб, який відвозить плівкові пакети у вигляді безперервного ряду у напрямі, по суті перпендикулярному до напряму подачі, й засіб переносу, який забирає із подавального засобу кількість плівкових пакетів, яка відповідає кількості подавальних рядів, повідомляє пакетам попереднє прискорення у напряму пересування транспортуючого засобу й розвантажує їх на транспортуючий засіб. Пристрій переносу може виконувати індивідуальні переміщення, наприклад як робот, керований мікропроцесором. Проте особливо простою є конструкція засобу переносу, яка містить несучий елемент, паралельну йому поперечну балку з несучим засобами для плівкових пакетів й, принаймні, одне важільне плече, яке з'єднує поперечну балку й несучий елемент, причому з'єднання виконані так, що кут між важільним плечем й несучим елементом або поперечною балкою може змінюватися. У цьому випадку можна легко створювати попереднє прискорення забраних плівкових пакетів шляхом зміни кута. Така конструкція працює особливо стабільно, якщо є, принаймні, два важільних плеча й при цьому несучий елемент, згадані важільні плечі й поперечна балка утворюють паралелограм зі змінним кутом. Згаданий кут можна змінювати по-різному. Найпростіше за все повертати важільне плече за допомогою двигуна. Двигуном можна управляти так, щоб при розвантаженні плівкових пакетів відносна швидкість поперечної балки й транспортуючого засобу дорівнювала нулю або була майже рівна нулю. У цьому випадку сили прискорення під час операції розвантаження на плівкові пакети не діють, що зменшує небезпеку їх пошкодження. Доцільно, щоб пересування поперечної бали у зоні транспортуючого засобу проходило на такій висоті, що б поперечна балка знаходилася дещо вище плівкового пакета, розташованого на транспортуючому засобі. Таким чином не буде створюватися ситуація, коли пересування поперечної балки заважає транспортуванню пакетів. Крім того, у цьому випадку при звільненні пакетів легко забезпечити їх попадання на транспортуючий засіб, що полегшує їх розвантаження. Для цього під час операції переносу поперечна балка може підніматися. З цією метою передбачена з'єднуюча направляюча, яка забезпечує підйом при зміні кута між, принаймні, одним важільним плечем й несучим елементом. Така з'єднуюча направляюча може мати будь-яку просту й дешеву механічну конструкцію. Підйом може також здійснюватися пневматичними засобами або двигуном. Несучі засобі можуть включати затискувачі на поперечній балці, виконані з можливістю захвата плівкових пакетів за їх верхній кінець. Подавальний засіб може являти собою нескінченну стрічку, на якій множина плівкових пакетів пересувається паралельно. На нескінченній стрічці можуть бути розташовані приймальні коробки, в які подаються плівкові пакети. Подавальний засіб може складатися із ланцюгів, які проходять паралельно, і на яких установлені приймальні коробки, в які подаються плівкові пакети. Засіб розвантаження може містити, наприклад, транспортерну стрічку. Доцільно, щоб на транспортерній стрічці були тримачі, в яких транспортуються плівкові пакети. Такі тримачі забезпечують безпечне транспортування. Безпечне транспортування можна здійснити особливо просто, якщо тримачі виконані так, що плівкові пакети транспортуються у трохи похилому положенні. Пакети можна транспортувати щільно один до одного. Проте краще, щоб тримачі мали бокові направляючі для плівкових пакетів, які простим шляхом забезпечують правильне положення пакетів на транспортерній стрічці. Нижче більш детально описані варіанти виконання засобів і спосіб відповідно до винаходу із зносками на супроводжуючі креслення, де на фіг. 1 схематично зображений вигляд зверху на п ункт переносу, коли забирають плівкові пакети, фіг.2 схематично зображений вигляд зверху на п ункт переносу у проміжному положенні, на фіг.3 схематично зображений вигляд зверху на пункт переносу коли плівкові пакети розвантажують, і на фіг.4 , схематично зображений вигляд збоку, який ілюструє всю операцію переносу. На фіг.1-3 зображена зона переносу. Ця зона переносу знаходиться, наприклад, у системі наповнення напоями. Наповнені напоями й закриті плівкові пакети розвантажують за допомогою засобу переносу на транспортуючий засіб, який транспортує пакети з напоєм, наприклад, у пункт, де вкладаються соломинки для пиття. Наповнені напоєм й закриті плівкові пакети Ια подаються подавальним засобом 2 у напряму 4 подачі. До несучого елементу 13 у точках 14 та 16 повороту шарнірно прикріплені важільні плечі 12а, 12b. Для повороту у напрямі стрілки 20 передбачений двигун 18.. Поперечна балка 11 має на нижньому боці затискачі, які на фіг.1-3 не зображені. Плівкові пакети 1b які забрані поперечною балкою 11, зображені на фіг.1 штри ховою лінією. Поперечна балка 11, два важільних плеча 12а, 12b й несучий елемент 13 утворюють паралелограм зі змінним кутом γ. Транспортуючий засіб 6 рухається у напрямі стрілки 10. На транспортуючому засобі 6 установлені тримачі 8. Позицією 1е позначені плівкові пакети з напоєм, які уже транспортуються. На фіг.2 зображений той же пункт переносу у більш пізній момент, коли кут γ між важільними плечами й несучим елементом збільшився. Позицією 1c позначені плівкові пакети, які переносяться у підвішеному стані поперечною балкою 11. На фіг.3 зображений пункт переносу під час розвантаження плівкових пакетів 1d поперечної балки 11 на транспортуючий засіб 6. Фіг.4 схематично зображує пункт переносу у вигляді збоку. На поперечній балці 11 є застискуючий механізм 26 із затискувачами 28. Стрілка 24 показує напрям повернення спорожнених приймальних коробок 30, в які подавалися плівкові пакети 1a. Стрілкою 22 зображений рух поперечної балки 11 вверх, який, як буде описано нижче, починається при повороті важільних плечей 12а, 12b. На верхній правій половині фіг.4 зображено положення пункту переносу у біль пізніший час, коли після підйому 22 затискувачі 28 розкриваються над тримачами 8 на стрічці 6 транспортуючого засобу. Позицією 9 позначені бічні направляючі тримачів 8. На цій частині фіг.2 видно, що нижня поверхня тримачів 8 виконана похилою й вони мають лише одну задню стінку. Суцільною лінією зображений плівковий пакет у положенні зразу після розкриття затискувачів 28, а п унктирною лінією зображений пакет у більш пізніший момент, коли він опирається на задню стінку тримача. Нижче запропонований спосіб пояснюється описом роботи запропонованого засобу на прикладі засобу переносу у машині для заповнення плівкових пакетів напоєм. Плівкові пакети з напоєм подаються за допомогою подавального засобу 2 паралельними рядами. Кількість паралельних рядів може бути будь-яка. Плівкові пакети 1а з напоєм пересуваються у приймальних коробках 30, закріплених на подавальному засобі 2. Як зображено на лівій половині фіг.4 та на фіг.1, у зоні переносу затискувачі 28 захоплюють пакети 1b з напоєм. Як тільки затискувачі 28 змикаються, двигун 18 починає пересувати важільне плече 12а у напрямі 20. Пристрій приймає положення, зображене на фіг.2. В той час як пакети 1c із напоєм знімаються із подавального засобу 2 за допомогою поперечної балки 11 й затискувачів 22, подавальний засіб 2 безперервно рухається, доставляючи у зону переносу чергову кількість пакетів з напоєм. Коли плівкові пакети 1с із напоєм відвозяться, приводиться у дію поперечна балка полоса 11. Для цього передбачена, наприклад, з'єднувальна направляюча, яка не зображена на кресленнях, щоб не ускладнювати їх. Як альтернативу можна використовува ти привід від двигуна або пневматичний привід. Проста конструкція одержується при використанні похилої поверхні, на яку опираються важільні плечі 12а та 12b при повороті від двигуна 18. Важільні плечі 12а та 12b безперервно повертаються у напрямі 20 до положення, зображеного на фіг.3. Швидкість повороту вибирають такою, щоб у момент часу, відповідаючи фіг.3, поперечна балка 11 мала ту ж швидкість у напрямі 10 транспортировки, що й транспортерна стрічка 6. У цьому положенні затискувачі 28, наприклад, відкривають за допомогою засобів управління й плівкові пакети Id падають у розташовані під ними тримачі 8. При цьому пакети вирівнюються у поперечному напрямі боковими направляючими 9. Як зображено на фіг.4, тримачі 8 мають трохи похилу нижню поверхню, так що пакети встановлюються у похиле положення. Оскільки транспортерна стрічка 6 з утримувачами 8 рухається безперервно, пакети 1е після їх скидання транспортуються безперервно. Відносна швидкість плівкових пакетів Id й транспортерної стрічки 6 у процесі розвантаження дорівнює нулю або близька до нуля, тому сили прискорення, здатні пошкодити плівкові пакети, відсутні. Після звільнення пакетів поворот важільних плечей 12а та 12b продовжується, як зображено стрілкою на фіг1-3. Потім поворот важільних плечей 12а та 12b відбувається у зворотному напрямі й поперечна балка повертається по тому ж самому шля ху, який зображений на фіг.1-3 й описаний вище. З'єднувальна направляюча пересувається у зворотному напрямі. Як альтернативу можна використовувати привід від двигуна або пневматичний привід. Оскільки при підйомі 22 поперечна балка виявляється набагато вищою транспортерної стрічки 6, гарантується, що зажими 28 під час зворотного пересування поперечної балки 11 не будуть торкатися поставлених на стрічку 6 плівкових пакетів 1е. Повертання у зворотному напрямі продовжується до тих пір, поки не буде досягнуто положення, зображене на фіг.1-3, й не почнеться операція переносу із черговою кількістю плівкових пакетів. Коли поперечна балка 11 повертається далі або повертається у зворотному напрямі після операції розвантаження, зображеної на фіг.4 та коли чергова кількість пакетів 1b забирається затискувачами 28 на поперечну балку й переноситься на транспортерну стрічку 6, ця стрічка продовжує безперервно рухатися. При відповідному узгодженні цих пересувань у часі можна забезпечити просування транспортерної стрічки 6 вперед точно на таку відстань, що скинуті пакети 1d виявляться на ній безпосередньо за пакетами, які були розвантажені у попередній раз. Таким чином, описаний пристрій й відповідний спосіб дозволяють використовувати дві стрічки, які безперервно рухаються, й здійснити операцію переносу, хоча на одній стрічці у пункт переносу подається одночасно декілька плівкових пакетів, а на другу стрічку пакети розвантажуються у один безперервний ряд. Безперервна подача й розвантаження полегшують включення такого засобу переносу в автоматизовану поточну лінію. Дякуючи попередньому прискоренню плівкових пакетів до швидкості руху стрічки транспортуючого засобу, поруч із прискоренням всього технологічного процесу, знижується небезпека пошкодження плівкових пакетів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for carrying the film bags
Назва патенту російськоюСпособ и устройство для переноски пленочных пакетов
МПК / Мітки
МПК: B65G 47/34, B65G 47/90
Мітки: пакетів, плівкових, спосіб, пристрій, перенесення
Код посилання
<a href="https://ua.patents.su/4-73753-sposib-ta-pristrijj-dlya-perenesennya-plivkovikh-paketiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для перенесення плівкових пакетів</a>
Пристрій та спосіб для виготовлення і пакування пакетів із фольги
Номер патенту: 61088
Опубліковано: 17.11.2003
Автори: Крафт Еберхард, Вілд Ханс-Петер
МПК: B31B 41/00
Мітки: пакетів, спосіб, пристрій, пакування, фольги, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення й пакування пакетів із фольги, зокрема пакетів для напоїв, який містить щонайменше два подавальних пристрої для подачі фольги, з'єднуючий пристрій для з'єднання подаваної фольги таким чином, щоб сполучні ділянки проходили по всій ширині фольги в напрямку, перпендикулярному до напрямку подачі, різальний пристрій, що містить різальне лезо, яке рухається вертикально, для розрізання з'єднаної фольги уздовж сполучних...
Спосіб і пристрій для виготовлення пакетів із фольги
Номер патенту: 57603
Опубліковано: 16.06.2003
Автори: Крафт Еберхард, Вілд Ханс-Петер
МПК: B31B 29/00, B31B 37/00
Мітки: виготовлення, спосіб, пристрій, фольги, пакетів
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, при якому подають першу і другу фольгу для формування бокових стінок пакета із фольги, подають фольгу для дна пакета, причому під час подачі принаймні у фользі для дна пробивають отвори, рознесені у напрямку переміщення цієї фольги на інтервал (х), який відповідає ширині пакета з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори...
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється
Номер патенту: 8531
Опубліковано: 15.08.2005
Автори: Кіріатов Юрій Станіславович, Марченко Володимир Васильович
МПК: B31B 25/00
Мітки: матеріалу, пакетів, зварюється, форми, пристрій, тетраедра, формування
Формула / Реферат:
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°.
Спосіб та пристрій для виготовлення пакетів із фольги
Номер патенту: 57602
Опубліковано: 16.06.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 29/00
Мітки: фольги, виготовлення, пакетів, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, зокрема пакетів для напоїв, при якому подають принаймні дві стрічки фольги , які служать бічними сторонами пакета із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж передбачуваних бічних кромок пакета, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання для сформування окремих пакетів із фольги, причому у випадку відмінності у кількості матеріалу, що...
Пристрій отримання багатошарових плівкових покриттів у вакуумі

Номер патенту: 33483
Опубліковано: 15.02.2001
Автори: Веремійченко Георгій Микитович, Коростинська Тамара Василівна, Болтовець Микола Силович
МПК: C23C 28/00, C23C 30/00
Мітки: пристрій, плівкових, вакуумі, покриттів, отримання, багатошарових
Текст:
...(15) - 1995-C. 2305-2309]. Пристрій містить вакуумну камеру з розміщеними в ній електронно-променевим випарником та сітковим іонізатором, утримувач з підкладкою і газову систему. Процес отримання плівок TiN реалізований при тиску азоту 5-Ю" 4 мм.рт.ст. З швидкістю 0.16 мкміхв при температурі підкладки 350ч-370 °С. Бар'єрні плівки високої пластичності були отримані при прискорюючій напрузі 5 кВ. Параметри електронно-променевого випарника — U =...
Попередній патент: Кришка люка оглядового колодязя
Наступний патент: Спосіб підготовки до утилізації продувального газу виробництва оцтової кислоти
Випадковий патент: З'єднання для стрічок