Установка безперервного подовжнього зварювання труб та спосіб заміни валків у зварювальній кліті установки

Формула / Реферат
1. Установка безперервного подовжнього зварювання труб, що містить зварювальну кліть, забезпечену пристроєм для заміни розміщених в подушках кліті комплектів верхніх валків (3, 4), бічних валків (5, 6) і нижнього валка (7), при цьому верхні валки виконані з можливістю підіймання, яка відрізняється тим, що
- верхні валки (3, 4) розміщені у напрямних (8) і приводяться в дію двигуном натискних гвинтів;
- демонтажно-транспортувальний засіб виконаний як мостовий пристрій (16), який з однієї сторони захоплювальним загином закріплений на платформі (17) для верхніх валків, що розташована на несучій рейці (21), і на ній рухомо розміщений, а також виступаючим вперед важелем (20) утримує верхні валки (3, 4) знизу, і
- платформі (17) для верхніх валків з навішеним мостом (16) приданий пересувний пристрій (18), що передбачений зовні зварювальної кліті (1).
2. Установка безперервного подовжнього зварювання труб за п. 1, яка відрізняється тим, що бокові валки (5, 6) розміщені в опорах (11) бокових валків і приводяться в дію двигуном натискних гвинтів, а бокові опори (11) виконані з центрувальними елементами (22) для моста (16), що несе верхні валки (3, 4).
3. Установка безперервного подовжнього зварювання труб за пунктом 1 або 2, яка відрізняється тим, що нижній валок (7) розташований на столі (15), який має можливість переміщення у вертикальному напрямку .
4. Установка безперервного подовжнього зварювання труб за одним з пунктів 1 - 3, яка відрізняється тим, що увесь агрегат (27) зміни валків у зборі, включаючи міст (16) з встановленими на ньому верхніми валками (3, 4), бокові валки (5, 6) і нижній валок (7), подається у положення відвантаження висувним пристроєм (28).
5. Спосіб заміни комплектів валків у зварювальній кліті установки безперервного подовжнього зварювання труб, причому комплекти верхніх валків (3, 4), бічних валків (5, 6) і нижній валок (7) розміщені у подушках кліті, при цьому верхні валки виконані з можливістю підіймання, який відрізняється тим, що
- підводять демонтажно-транспортувальний засіб (16) під підняті верхні валки (3, 4);
- опускають і укладають верхні валки в (3, 4) на демонтажно-транспортувальний засіб (16);
- підіймають бічні валки (5, 6) і нижній валок (7) на демонтажно-транспортувальний засіб (16) до входу центрувальних елементів (22) опор (11) бічних валків в центрувальні отвори (23) демонтажно-транспортувального засобу (16) з комплектом валків;
- після знімання верхніх валків (3,4) демонтажно-транспортувальний засіб з комплектом валків відводять вбік .
Текст
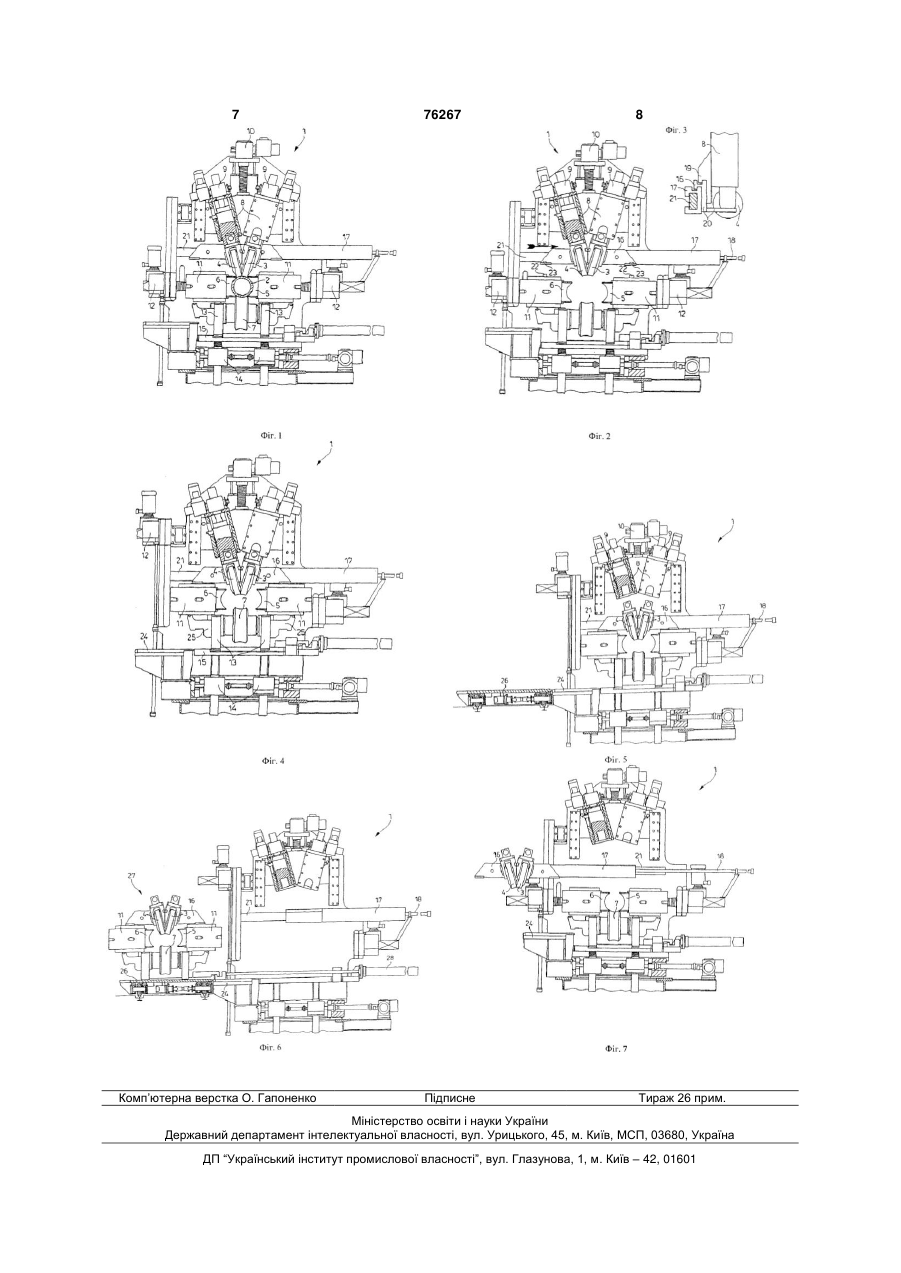
1. Установка безперервного подовжнього зварювання труб, що містить зварювальну кліть, забезпечену пристроєм для заміни розміщених в подушках кліті комплектів верхніх валків (3, 4), бічних валків (5, 6) і нижнього валка (7), при цьому верхні валки виконані з можливістю підіймання, яка відрізняється тим, що - верхні валки (3, 4) розміщені у напрямних (8) і приводяться в дію двигуном натискних гвинтів; - демонтажно-транспортувальний засіб виконаний як мостовий пристрій (16), який з однієї сторони захоплювальним загином закріплений на платформі (17) для верхніх валків, що розташована на несучій рейці (21), і на ній рухомо розміщений, а також виступаючим вперед важелем (20) утримує верхні валки (3, 4) знизу, і - платформі (17) для верхніх валків з навішеним мостом (16) приданий пересувний пристрій (18), що передбачений зовні зварювальної кліті (1). 2. Установка безперервного подовжнього зварювання труб за п. 1, яка відрізняється тим, що бокові валки (5, 6) розміщені в опорах (11) бокових валків і приводяться в дію двигуном натискних C2 2 UA 1 3 76267 4 ється. З метою з'єднання цих стиків кромки стрічки находом, передбачає: нагріваються від температури зварювання і у зва- що верхні валки розміщені у напрямних і рювальній кліті стискаються таким чином, що зваприводяться в дію двигуном натискних гвинтів; рюються одна з одною. Валки цих клітей потрібно - що демонтажно-транспортувальний засіб вичасто замінювати або при зміні діаметра труби, конаний як мостовий пристрій, який з однієї стороабо при прогресуючому зносі. Час для заміни вални захоплювальним загином закріплений на платків повинен бути якомога меншим, щоб уникнути формі для верхніх валків, що розташована на небажаних простоїв. Зміна валків не в останню напрямній рейці, і на ній рухомо розміщений, а чергу повинна здійснюватися ще й з причин екотакож утримує знизу виступаючим вперед важеномії витрат коштів як на технічні та механічні залем верхні валки, і соби, так і на ручні допоміжні роботи. - що платформі для верхніх валків з мостом Малі трубозварювальні установки більшою чаприданий передбачений зовні зварювальної кліті стиною мають валки та встановлювальні пристрої пересувний пристрій. з невеликою вагою, тож їх монтування часто може При цьому верхні валки із своїми напрямними здійснюватися навіть вручну. У зварювальних переміщуються за допомогою, наприклад, шпинустановок для труб великого діаметра, наприклад дельного підйомного механізму, що приводиться в 600мм і більше, зміна вручну неможлива і її треба дію від двигуна, у верхнє положення демонтажу. виконувати відповідними допоміжними механізмаПотім переміщуваний на платформі для верхніх ми. У способі зміни валків, що став відомий із заявалків за допомогою пересувного пристрою, що вки на винахід DE-AS 1602315, валки нарізно підприводиться в дію, наприклад, комбінацією двивішуються на тросі і за допомогою піднімального гун/гвинт, міст збоку пересувається у прокатну механізму виймаються з прокатної кліті. Щоб відокліть доти, поки він своїми L-подібними у перерізі кремити валки від станини, необхідно спочатку важелями не підхопить знизу верхні валки. Після витягнути насадну вісь. Однак насадна вісь і спотого, як верхні валки будуть встановлені на мосту, лучення її з валком потребують складної і витратміст за допомогою пересувного пристрою доти ної конструкції. Крім того, зміна валків нарізно та переміщається з кліті, поки він не виявиться відквитратне у часі навішування, наприклад, на гаки ритим для доступу з бічної сторони кліті. Тоді веркрана, призводять до тривалої зупинки процесу хні валки й можуть бути замінені іншим комплеквиробництва. том валків. Інший рівень техніки відомий із заявки на виНаступна форма винаходу передбачає демоннахід DE-OS 3423706. Щоб здійснити заміну однотаж верхніх валків разом з боковими і нижнім валго розміру труби на інший у короткий час, тут чоками, при якому бокові валки розміщуються в опотири валкові кліті мають різні розміри і рах бокових валків та приводяться в дію двигуном розташовані у формі турнікета на станині установнатискних гвинтів, а бокові опори виконані з ки. Якщо змінюється розмір труби, то турнікет поцентрувальними елементами для моста, що несе вертається на відповідну нову поділку шкали, поки верхні валки. новий комплект валків, що монтується, не буде Бокові валки із своїми опорами за допомогою, встановлений на місце. Хоча цей спосіб заміни й наприклад, аналогічним чином приведених в дію заощаджує час, проте він потребує надто складдвигунами шпиндельних підйомних механізмів них і дорогих приладів. доти розводяться у різні сторони один від одного, В основу даного винаходу покладене завдання поки центрувальні елементи не опиняться у полостворити спосіб і пристрій, які б дозволили здійсженні конгруентності з доповнюючими замикальну нювати зміну валків просто і швидко і разом з тим пару отворами моста, який несе верхні валки. Пісз незначними витратами на технічні засоби. ля цього підіймається нижній валок, розташований Це завдання вирішується способом згідно з на здатному пересуватися по вертикалі столі. Рувинаходом, який відрізняється: хаючись з ним, опори бокових валків підіймаються - підійманням угору верхніх валків; подушками нижнього валка доти, поки не встановпідведенням демонтажноляться під мостом та в нього не упруться. Центрутранспортувального засобу під верхні валки; вальні елементи опор бокових валків перебувають - опусканням і укладенням верхніх валків на тепер у замикальному зачепленні з отворами у демонтажно-транспортувальний засіб; мості і стопорять його, забезпечуючи надійність - укладенням бокових валків і нижнього валка руху. Далі бокові валки, по-перше, відокремлюна демонтажно-транспортувальний засіб і ються від своїх встановлювальних пристроїв, а по - після зняття верхніх валків бічне виведення друге, напрямні звільняються від верхніх валків. демонтажно-транспортувального засобу з повним Таким чином тепер увесь монтажно-змінний агрекомплектом валків. гат у зборці, включаючи міст з встановленими на Вищезазначеними операціями способу досяньому знятими верхніми валками, бокові валки з гається переважно швидка і, завдяки незначним їхніми опорами і нижній валок, може виводитися механізовано-монтажним витратам, - прийнятна з висувним пристроєм з кліті збоку і замінюватися економічної точки зору зміна всіх валків у цілому, там новим комплектом валків. так що насамперед стає можливим перемонтуванНаступні відмітні ознаки і деталі винаходу поня кліті при зміні одного розміру труби на інший за даються у формулі та в подальшому описі предкороткий проміжок часу, причому таке перемонтуставлених на кресленнях прикладів виконання вання до того ж робить ручне втручання у цей винаходу. На кресленнях показано: процес мінімальним. Фіг.1 - загальний вигляд конструкції зварюваПристрій для здійснення способу, згідно з вильної кліті трубозварювальної установки спереду; 5 76267 6 Фіг.2, 4, 5 і 6 - відповідно, вигляд зварювальної 24 станини кліті. Крім того, одночасно бокові валки кліті спереду, де за допомогою послідовно пред5, 6 з їхніми опорами 11 підіймаються кронштейставлених одна за одною фігур продемонстровано нами 25, розташованими на подушках 13 нижнього фази способу зміни валків всього комплекту в цівалка 7. Опори 11 бокових валків встановлюються лому; при цьому, упираючись знизу у міст 16, при чому Фіг.3 - вигляд верхнього валка зварювальної центрувальні елементи 22 входять у замикальне кліті як частковий фрагмент збоку;і з'єднання з центрувальними отворами 23 мосФіг.7 - вигляд зварювальної кліті трубозварюта 16. вальної установки лише з демонтованими верхніНа Фіг.5 показано фазу демонтажу валків, на ми валками спереду. якій напрямні 8 звільняються від верхніх валків 3, На Фіг.1 зображена зварювальна кліть 1 тру4 і за допомогою натискних гвинтів 9, 10 перемібозварювальної установки у поздовжньому нащаються угору. Тим самим повний комплект валків прямку труби 2. Зварювальна кліть 1 складається підготовлений до бічного вивезення з кліті 1, де він з двох верхніх валків 3, 4, бокових валків 5, 6 і ниперебуває у положенні очікування на одному рівні жнього валка 7. Верхні валки 3, 4 розміщені у напо висоті з пластиною 24 станини кліті, на яку компрямних 8 і приводяться в дію комбінацією двигунплект валків переміщається ковзанням, причому передача 9, а також працюючим від двигуна шпиміст 16, пересуваючись на несучій рейці 21, може ндельним підйомним механізмом 10 - натискними прийматися пересувною, придатною для зворотногвинтами 9 і 10. Бокові валки 5, 6 розміщені в опого транспортування платформою 26 для зміни варах бокових валків 11 і приводяться в дію комбіналків. Платформа 26 для зміни валків дозволяє у цією двигун-шпиндель 12. Нижній валок 7 розмівипадку необхідності (не показано) забезпечувати щений на подушках 13, які розташовані на столі оснащення підготовленим новим комплектом вал15, що є рухомим у вертикальному напрямку за ків, так що після демонтажу відпрацьованого комдопомогою регулювального пристрою 14 висоти. плекту валків за умови, наприклад, виконання траУвесь комплект валків в цілому, згідно з Фіг.1, знанспортування у напрямку поперечно до кліті 1, ходиться у робочому положенні. новий комплект валків переправляється у полоДля демонтажу всієї зборки валків на першій ження для монтування у кліть і одночасно старий фазі, як зображено на Фіг.2, верхні валки 3, 4 за комплект відвантажується для доставки у місце, з допомогою приведених в дію двигуном натискних якого, наприклад, можна здійснювати перевантагвинтів 9, 10 переміщаються у верхнє положення ження краном. демонтування. Далі міст 16, який рухомо закріплеНа Фіг.6 показано тепер комплект валків 27, ний на платформі 17 для верхніх валків (порівн. що переміщується на змінну платформу 26 за додля цього Фіг.3), за допомогою пересувного припомогою висувного пристрою 28. При демонтажі строю 18, що діє як шпиндельний механізм, перекомплекту валків 27 центрований на опорах 11 міщається збоку у показане положення під верхні бокових валків міст 16 з встановленими на ньому валки 3, 4. Після цього верхні валки 3, 4 із своїми верхніми валками 3, 4 переправляється вниз з напрямними 8 за допомогою їхніх приведених від платформи 17 для верхніх валків, яка залишаєтьдвигуна натискних гвинтів 9, 10 опускаються на ся на несучій рейці 21 на своїй позиції. Змінна міст 16, при чому верхні валки 3, 4 з одного боку платформа 26 - як вже зазначалося раніше - може закріплюються стикувальною планкою зачепа 19 тепер під'їжджати у поздовжньому напрямку парана мосту 16, а з іншого боку своїми напрямними 8 лельно до зварювальної кліті і доставляти новий спираються на виступаючий вперед, виконаний Lкомплект валків на потрібне місце, який потім у подібним у поперечному перерізі важіль 20 моста зворотному порядку згідно з описаним вище демо16, що створює додаткове кріплення. Міст 16 та нтажем встановлюється у зварювальну кліть 1. платформа 17 для верхніх валків розташовані на На відміну від раніше описаного демонтажу несучій рейці 21, на якій платформа 17 для верхніх усього комплекту валків в цілому за допомогою валків рухомо закріплена перекривальним захопФіг.7 описується демонтаж тільки верхніх валків 3, лювальним загином (порівн. для цього Фіг.3). Од4, які у порівнянні з боковими валками 5, 6 і нижнім ночасно бокові валки 5, 6 із своїми опорами 11 за валком 7 швидше зношуються. У цьому випадку допомогою натискних гвинтів 12 розводяться у бокові валки 5, 6 і нижній валок 7 не потребують різні сторони один від одного. При досягненні познімання, вони, навпаки, залишаються у робочому ложення зміни валків розташовані на бокових опоположенні. Замість цього необхідно тільки, щоб рах 11 центрувальні елементи 22 знаходяться на платформа 17 для верхніх валків, яка несе міст 16, відстані по висоті щодо положення конгруентності за допомогою пересувного пристрою 18 змістиластикання з додатковими центрувальними отворася настільки, аби міст 16 з встановленими на ньоми 23 моста 16. му верхніми валками 3, 4 зайняв виступаюче з кліті На наступній фазі, як показано на Фіг.4, стіл 15 1 уступом та відкрите для доступу положення. Тоді з нижнім валком 7 за допомогою пристрою регуверхні валки 3, 4 можуть бути легко замінені новим лювання висоти 14 підіймається на рівень плити комплектом валків. 7 Комп’ютерна верстка О. Гапоненко 76267 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for continuous longitudinal welding of pipes and method for changing sets of rolls in welding chamber of the plant
Назва патенту російськоюУстановка непрерывной продольной сварки труб и способ замены валков в сварочной клети установки
МПК / Мітки
МПК: B21C 37/08, B21B 31/00
Мітки: установка, труб, подовжнього, спосіб, валків, зварювання, кліті, заміни, установки, зварювальний, безперервного
Код посилання
<a href="https://ua.patents.su/4-76267-ustanovka-bezperervnogo-podovzhnogo-zvaryuvannya-trub-ta-sposib-zamini-valkiv-u-zvaryuvalnijj-kliti-ustanovki.html" target="_blank" rel="follow" title="База патентів України">Установка безперервного подовжнього зварювання труб та спосіб заміни валків у зварювальній кліті установки</a>
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Волченков Іван Григорович
МПК: B21B 31/00
Мітки: пристрій, прокатної, вертикальної, кліті, валків, заміни
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Штехно Олег Миколайович, Мацко Сергій Володимирович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Піховкін Микола Миколайович
МПК: B21B 27/06
Мітки: подушок, вузол, кліті, валків, кварто
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: кварто, кліті, комплект, валків, подушок
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Третяк Володимир Якович, Яременко Микола Іванович, Самойленко Генадій Дмитрович, Соя Володимир Іванович, Кекух Станіслав Миколайович, Король Микола Миколайович, Загребельний Віктор Терентійович, Лагутін Борис Миколайович, Куценко Олександр Іванович, Король Радомір Миколайович, Літвін Григорій Дмитрович, Ткаченко Микола Володимирович, Головачов Володимир Якович, Масошін Леонід Михайлович, Цупкін Анатолій Вікторович
МПК: B21B 35/06, B21B 21/00
Мітки: прокатки, привід, рухомої, холодної, кліті, валків, труб, стана
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Спосіб подачі та заміни розливної труби у ливарній формі установки безперервного лиття тонких слябів та пристрій для його здійснення
Номер патенту: 27565
Опубліковано: 15.09.2000
Автор: Шадковскі Станіслав
МПК: B22D 41/50
Мітки: тонких, слябів, пристрій, здійснення, трубі, розливної, лиття, подачі, установки, форми, безперервного, ливарний, спосіб, заміни
Текст:
...при 27565 этом длина ее, по меньшей мере, в два раза больше погруженной в литейную форму выступающей расширенной части корпуса каждой из разливочных труб, а ширина дополнительной плиты равна ширине связанной с разливочной трубой плиты. При этом погруженная в литейную форму расширенная часть корпуса разливочной трубы сплющена в виде бабочки. Предлагается придать разливочной трубе, в частности, на нижнем конце ее трубчатого корпуса...
Попередній патент: Похідні аміноіндану як інгібітори захоплення серотоніну та норепінефрину, фармацевтична композиція на їх основі та спосіб лікування афективних розладів
Наступний патент: Пристрій для транспортування та очистки коренеплодів
Випадковий патент: Інструмент для прискорених випробувань різальних ланок пиляльного ланцюга на зносостійкість