Заготівка для виробництва горячекатаних листів
Номер патенту: 7899
Опубліковано: 26.12.1995
Автори: Дубинський Борис Євгенович, Богатирьов Володимір Михайлович, Маншилін Олександр Гейнійович, Закарлюка Сергій Володимирович, Горових Олександр Андрійович, Зубко Геннадій Павлович, Шебаніц Едуард Миколайович, Налча Георгій Іванович, Донченко Вячеслав Леонідович, Ємченко Андрій Валентинович, Коновалов Юрій В'ячеславович, Оніщенко Олександр Михайлович
Формула / Реферат
Заготовка для производства горячекатаных листов, имеющая прямоугольную форму поперечного сечения, а на широких гранях последовательно чередующиеся с постоянным шагом выступы и впадины, отличающаяся тем, что, с целью улучшения плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки, выступы обеих граней наклонены под равными углами к продольной оси заготовки, причем выступы одной грани развернуты относительно противолежащих на другой грани в противоположном направлении, а их оси скрещены.
Текст
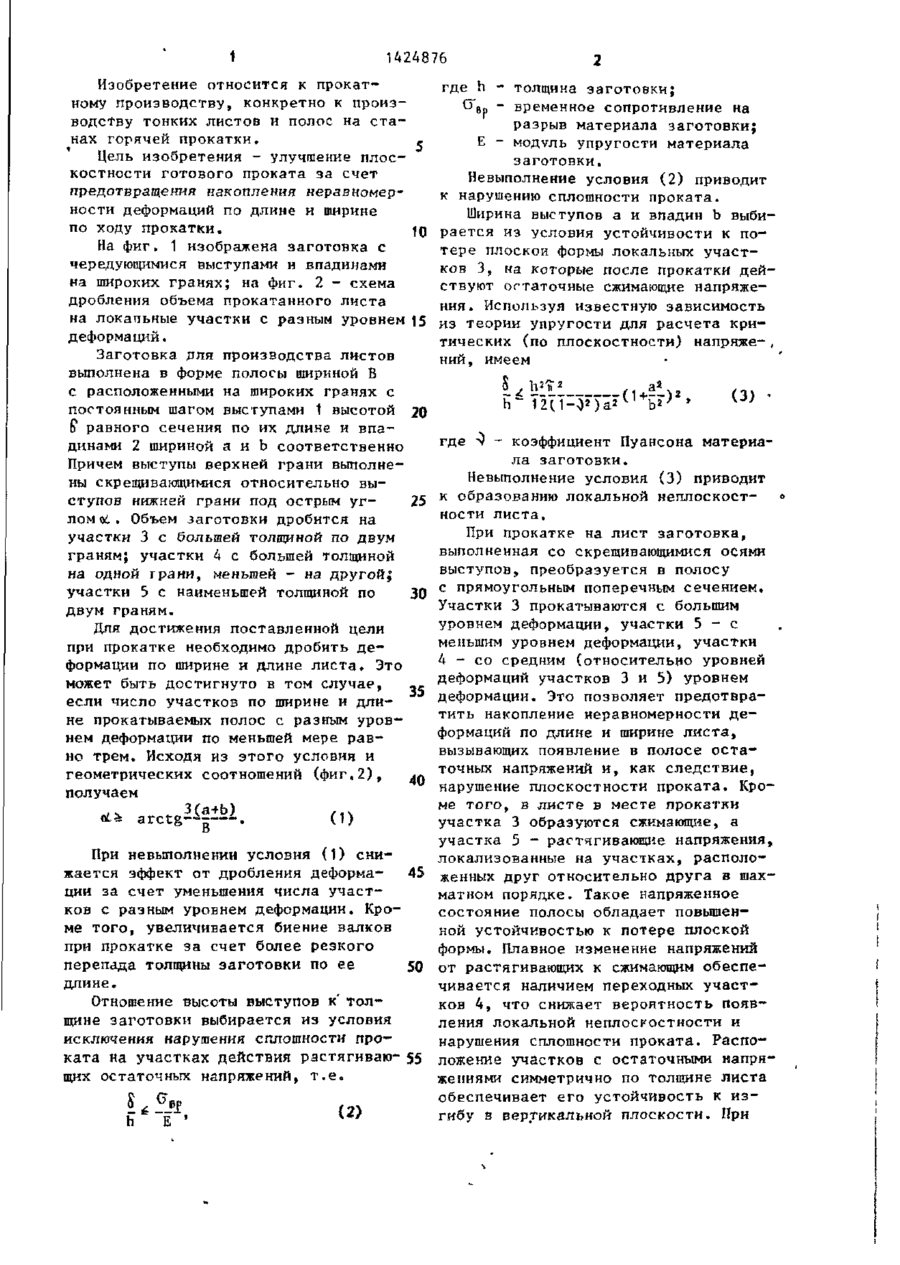
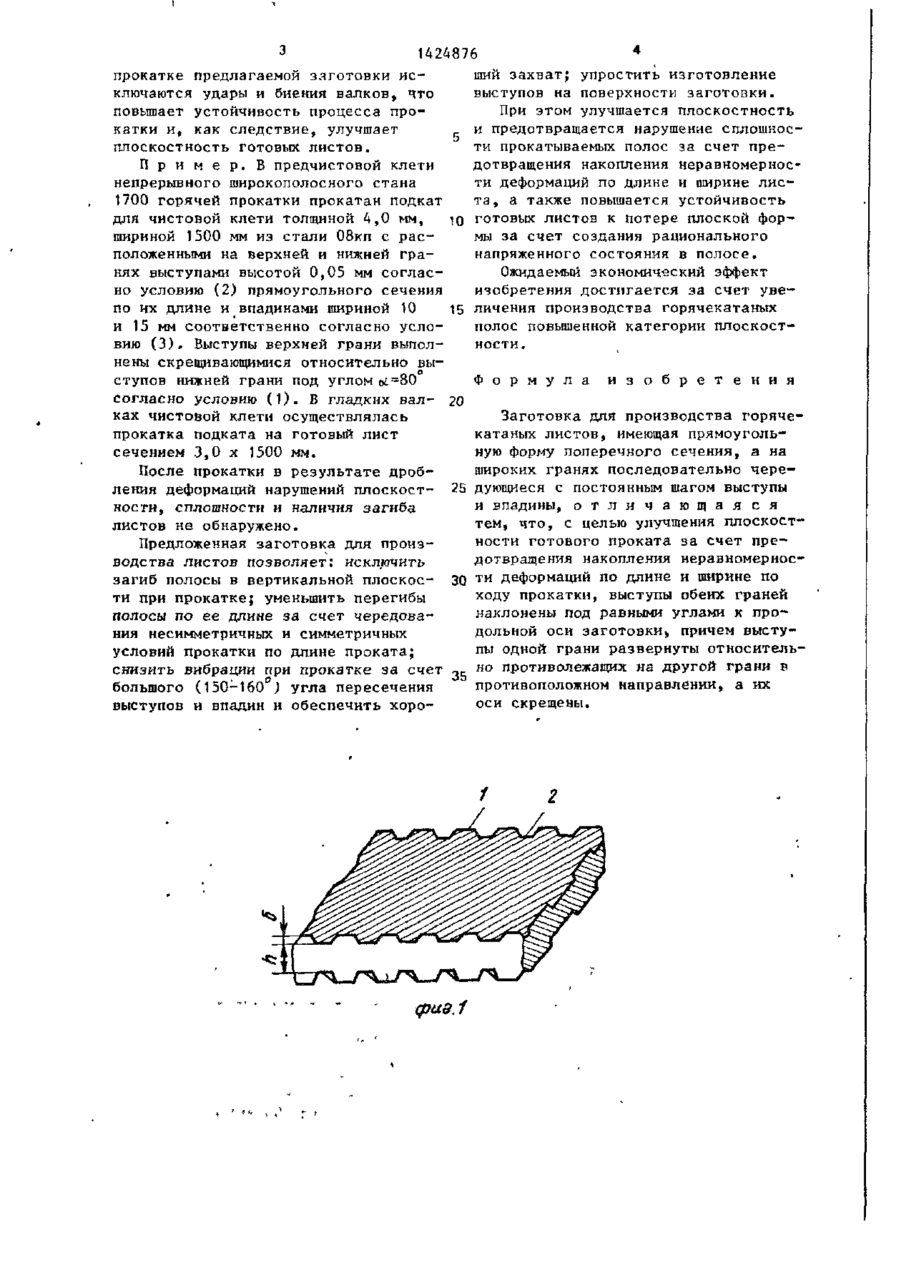
Изобретение относится к прокатному производству, конкретно к производству тонких листов и полос на станах горячей прокатки. Цель изобретения - улучшение плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки. Заготовка имеет прямоугольную форму поперечного сечения. На проти-' волежащих широких гранях с постоян ным тагом расположены выступы равного сечения по длине и впадины с шириной а и b соответственно. Выступы верхней грани развернуты в противоположном направлении относительно выступов нижней грани так, что их оси скрещиваются под углом 80 . В гладких валках предложенная заготовка прокатывается на готовый лист. Из условий деформации объем заготовки дробится на участки 3 с большей толщиной по двум граням: участки 4 с большей толщиной на одной грани, меньшей - на другой; участки 5 с наименьшей толщиной по двум граням. Это позволяет предотвратить накопление неравномерности деформаций по длине и ширине листа, вызывающих появление в полосе остаточных напряжений и, как следствие, нарушение плоскостности проката. На участках 3 при прокатке образуются сжимающие, а на участке 5 - растягивающие напряжения при плавном изменении напряжений от растягивающих к сжимающим через переходные участки 4, что снижает вероятность появления локальной неплоскостности и нарушения сплошности проката. 2 ил. t-РПфиїП фи*. 2 1 1424876 Изобретение относится к прокатному производству, конкретно к производству тонких листов и полос на станах горячей прокатки. Цель изобретения - улучшение плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки. t o На фиг. 1 изображена заготовка с чередующимися выступами и впадинами на широких гранях; на фиг. 2 - схема дробления объема прокатанного листа на локаттьные участки с разным уровнем 15 деформаций. Заготовка для производства листов выполнена в форме полосы шириной В с расположенными на широких гранях с постоянным шагом выступами 1 высотой 20 £ равного сечения по их длине и впадинами 2 шириной а и b соответственно Причем выступы верхней грани выполнены скрещивающимися относительно выступов нижней грани под острым уг25 лом об . Объем заготовки дробится на участки 3 с большей толщиной по двум граням; участки 4 с большей толщиной на одной грани, меньшей - на другой; участки 5 с наименьшей толщиной по 30 двум граням. где h - толщина заготовки; СГВр - временное сопротивление на разрыв материала заготовки; Е - М О Д У Л Ь упругости материала заготовки. Невыполнение условия (2) приводит к нарушению сплошности проката. Ширина выступов а и впадин b выбирается из условия устойчивости к потере плоской формы локальных участков 3, на которые после прокатки действуют остаточные сжимающие напряжения . Используя известную зависимость из теории упругости для расчета критических (по П Л О С К О С Т Н О С Т И ) напряже-, ний, имеем її а* (3) - коэффициент Пуансона материала заготовки. Невыполнение условия (3) приводит к образованию локальной неплоскостности листа. При прокатке на лист заготовка, выполненная со скрещивающимися осями выступов, преобразуется в полосу с прямоугольным поперечным сечением. Участки 3 прокатываются с большим уровнем деформации, участки 5 - е Для достижения поставленной цели меньшим уровнем деформации, участки при прокатке необходимо дробить де4 - со средним (относительно уровней формации по ширине и длине листа. Это деформаций участков 3 и 5) уровнем может быть достигнуто в том случае, если число участков по ширине и дли- 35 деформации. Это позволяет предотвратить накопление неравномерности дене прокатываемых полос с разным уровформаций по длине и ширине листа, нем деформации по меньшей мере раввызывающих появление в полосе остано трем. Исходя из этого условия и точных напряжений и, как следствие, геометрических соотношений (фиг,2), 40 нарушение плоскостности проката. Крополучаем ме того, в листе в месте прокатки участка 3 образуются сжимающие, а ^ arctg участка 5 - растягивающие напряжения, локализованные на участках, располоПри невыполнении условия (1) снижается эффект от дробления деформа45 женных друг относительно друга в шахматном порядке. Такое напряженное ции за счет уменьшения числа участсостояние полосы обладает повышенков с разным уровнем деформации. Кроной устойчивостью к потере плоской ме того, увеличивается биение валков формы. Плавное изменение напряжений при прокатке за счет более резкого перепада толщины заготовки по ее 50 отрастягивающих к сжимающим обеспечивается наличием переходных участдлине. ков 4, что снижает вероятность появОтношение высоты выступов к' толления локальной неплоскостности и щине заготовки выбирается из условия нарушения сплошности проката. Распоисключения нарушения сплошности проложение участков с остаточными напряката на участках действия растягиваю- 55 жениями симметрично по толщине листа щих остаточных напряжений, т.е. обеспечивает его устойчивость к изгибу в вертикальной плоскости. При в (О (2) где 4 1424876 ший захват; упростить изготовление прокатке предлагаемой заготовки исвыступов на поверхности заготовки. ключаются удары и биения валков, что При этом улучшается плоскостность повышает устойчивость процесса про, и предотвращается нарушение сплошное_ катки и, как следствие, улучшает ти прокатываемых полос за счет преплоскостность готовых листов. дотвращения накопления неравномерносП р и м е р . В предчистовой клети ти деформаций по длине и ширине лиснепрерывного широкополосного стана та, а также повышается устойчивость 1700 горячей прокатки прокатан подкат Ю готовых листов к потере плоской фордля чистовой клети толщиной 4,0 мм, мы за счет создания рационального шириной 1500 мм из стали 08кп с раснапряженного состояния в полосе. положенными на верхней и нижней граОжидаемый экономический эффект нях выступами высотой 0,05 мм согласизобретения достигается за счет увено условию (2) прямоугольного сечения 15 личения производства горячекатаных по нх длине и впадинами шириной 10 полос повышенной категории плоскости 15 мм соответственно согласно услоности. вию (3). Выступы верхней грани выполнены скрещивающимися относительно выступов нижней грани под углом о£=80 Ф о р м у л а и з о б р е т е н и я согласно условию (1). В гладких вал- 20 ках чистовой клети осуществлялась Заготовка для производства горячепрокатка подката на готовый лист катаных листов, имеющая прямоугольсечением 3,0 х 1500 мм. ную форму поперечного сечения, а на широких гранях последовательно череПосле прокатки в результате дробления деформаций нарушений плоскост- 25 дующиеся с постоянным шагом выступы и впадины, о т л и ч а ю щ а я с я ности, сплошности и наличия загиба тем, что, с целью улучшения плоскостлистов не обнаружено. ности готового проката за счет преПредложенная заготовка для произдотвращения накопления неравномерное водства листов позволяет: исключить загиб полосы в вертикальной плоское- 30 т и деформаций по длине и ширине по ходу прокатки, выступы обеих граней ти при прокатке; уменьшить перегибы наклонены под равными углами к прополосы по ее длине за счет чередовадольной оси заготовки, причем выстуния несимметричных и симметричных пы одной грани развернуты относительусловий прокатки по длине проката; но противолежащих на другой грани в снизить вибрации при прокатке за счет 35 противоположном направлении, а их большого (150-160 ) угла пересечения оси скрещены. выступов и впадин и обеспечить хоро CpUd.f 1424876 Редактор В.Данко Заказ 4713/7 Составитель Ю.Лянов Техред Л.Олийнык Корректор М.Васильева Тираж 467 Подписное ВІІИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюBillet for production of hot-rolled sheets
Автори англійськоюBohatyriov Volodymir Mykhailovych, Zakarliuka Serhii Volodymyrovych, Onischenko Oleksandr Mykhailovych, Yemchenko Andrii Valentinovych, Manshylin Oleksandr Heiniiovych, Horovykh Oleksandr Andriiovych, Dubinskyi Borys Yevhenovych, Donchenko Viacheslav Leonidovych, Zubko Hennadii Pavlovych, Konovalov Yurii Viacheslavovich, Nalcha Heorhii Ivanovych, Shebanits Eduard Mykolaiovych
Назва патенту російськоюЗаготовка для производства горячекатаных листов
Автори російськоюБогатирев Владимир Михайлович, Закарлюка Сергей Владимирович, Онищенко Александр Михайлович, Емченко Андрей Валентинович, Маншилин Александр Гейниевич, Горовых Александр Андреевич, Дубинский Борис Евгеньевич, Донченко Вячеслав Леонидович, Зубко Геннадий Павлович, Коновалов Юрий Вячеславович, Налча Георгий Иванович, Шебаниц Эдуард Николаевич
МПК / Мітки
МПК: B21B 1/02
Мітки: виробництва, листів, горячекатаних, заготівка
Код посилання
<a href="https://ua.patents.su/4-7899-zagotivka-dlya-virobnictva-goryachekatanikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Заготівка для виробництва горячекатаних листів</a>
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович, Шульженко Віктор Васильович, Міронов Євген Костянтинович, Хорошілов Микола Макарович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: виробництва, товстих, спосіб, листів
Формула / Реферат:
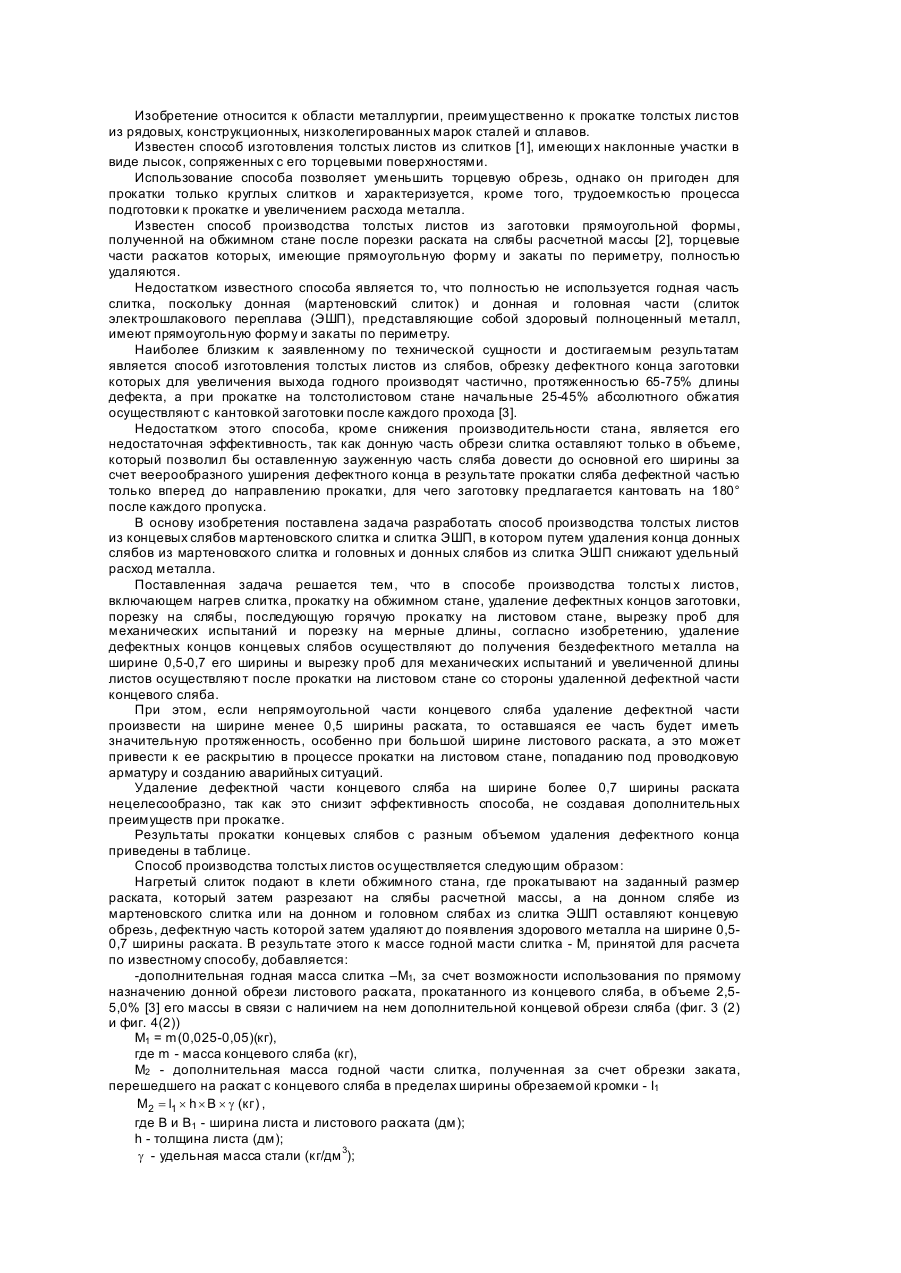
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Мітьєв Анатолій Петрович, Горелік Вадім Семенович, Кліменко Ігор Валентинович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: прокатки, спосіб, смуг, листів
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Міллєр Віктор Вікторович, Локтіонов Петро Якович, Міронов Євген Костянтинович, Хорошілов Микола Макарович, Гєрмашов Юрій Володимирович, Скороход Микола Михайлович, Гребєнюков Анатолій Васильович, Диордиця Сергій Васильович
МПК: B21B 1/38
Мітки: виготовлення, спосіб, листів, тонких, прокаткою, пакети, металевих
Формула / Реферат:
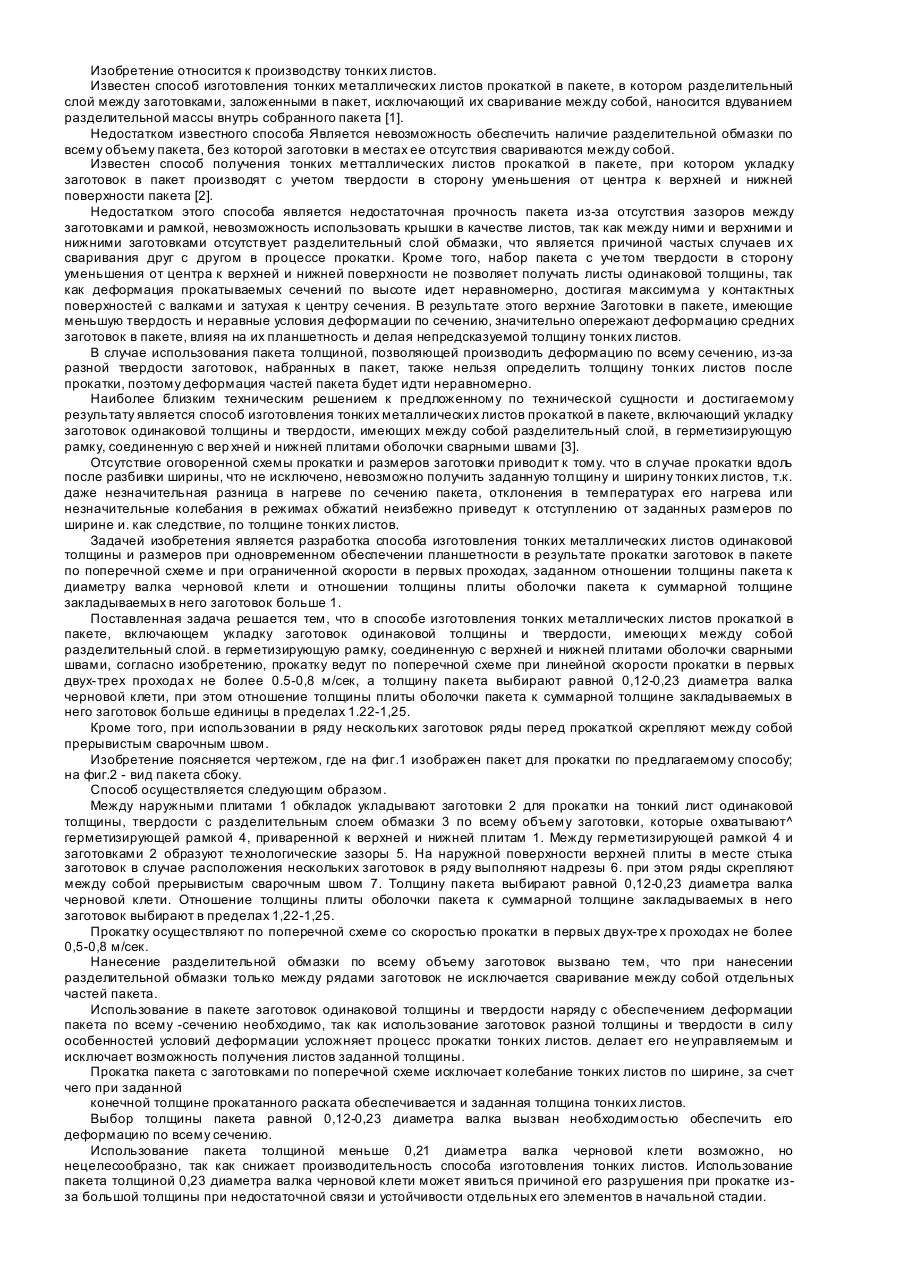
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Локтіонов Петро Якович, Міллєр Віктор Вікторович, Хорошілов Микола Макарович, Антипенко Валентин Григорович, Диордиця Сергій Васильович, Бондаренко Микола Андрійович, Луценко Віктор Олександрович, Тарасов Віктор Іванович, Глоба Микола Ілліч
МПК: B23K 20/04
Мітки: пакет, одержування, біметалевих, листів
Формула / Реферат:
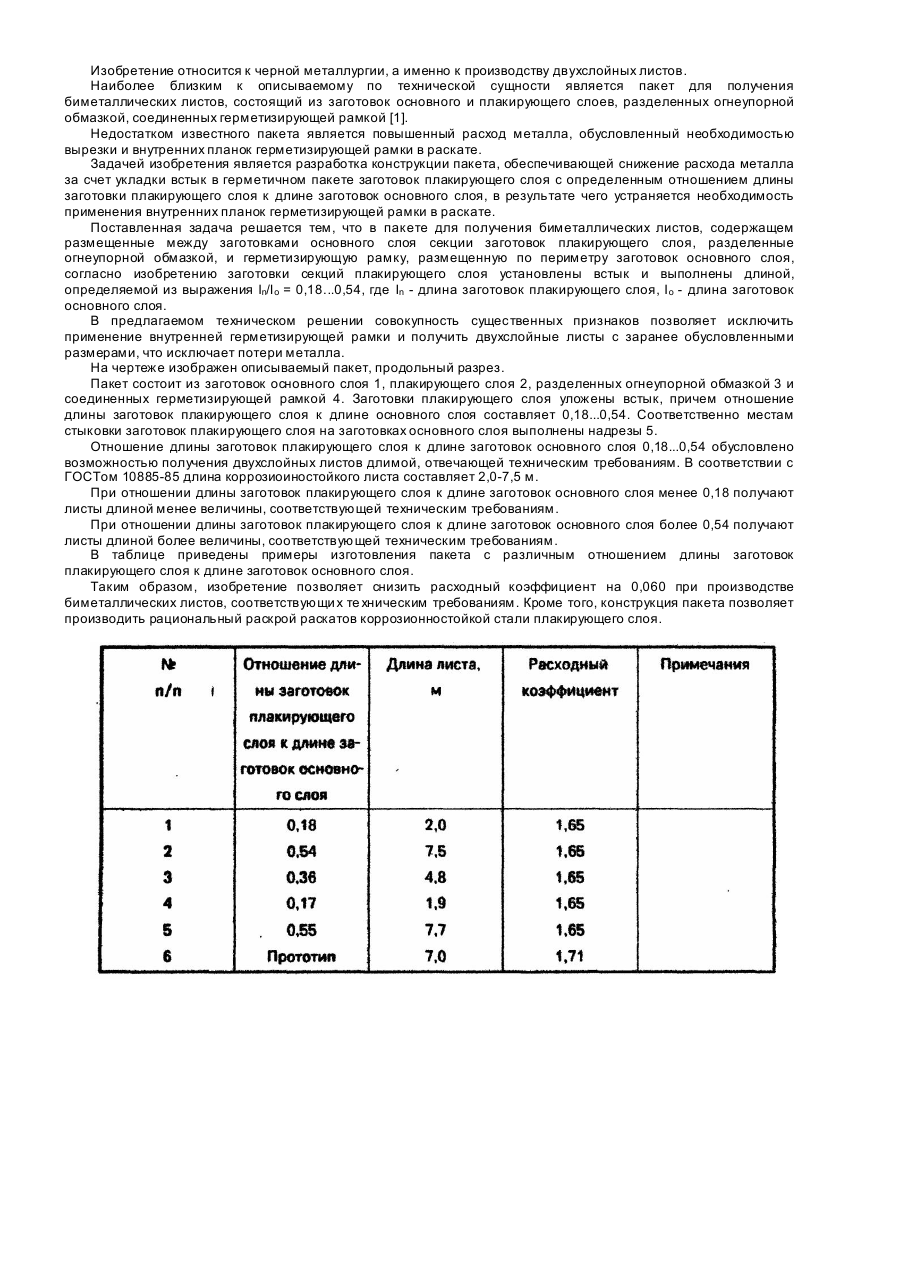
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виробництва прокату
Номер патенту: 6096
Опубліковано: 29.12.1994
Автори: Деревянко Василь Іванович, Роєва Жана Михайлівна, Сапригін Хразален Михайлович, Афанасьєв Сергій Іванович, Коваленко Віктор Федорович, Филонов Юрій Всеволодович, Чигиринський Віктор Михайлович, Сухий Володимир Іванович
МПК: B21B 1/26
Мітки: прокату, виробництва, спосіб
Формула / Реферат:
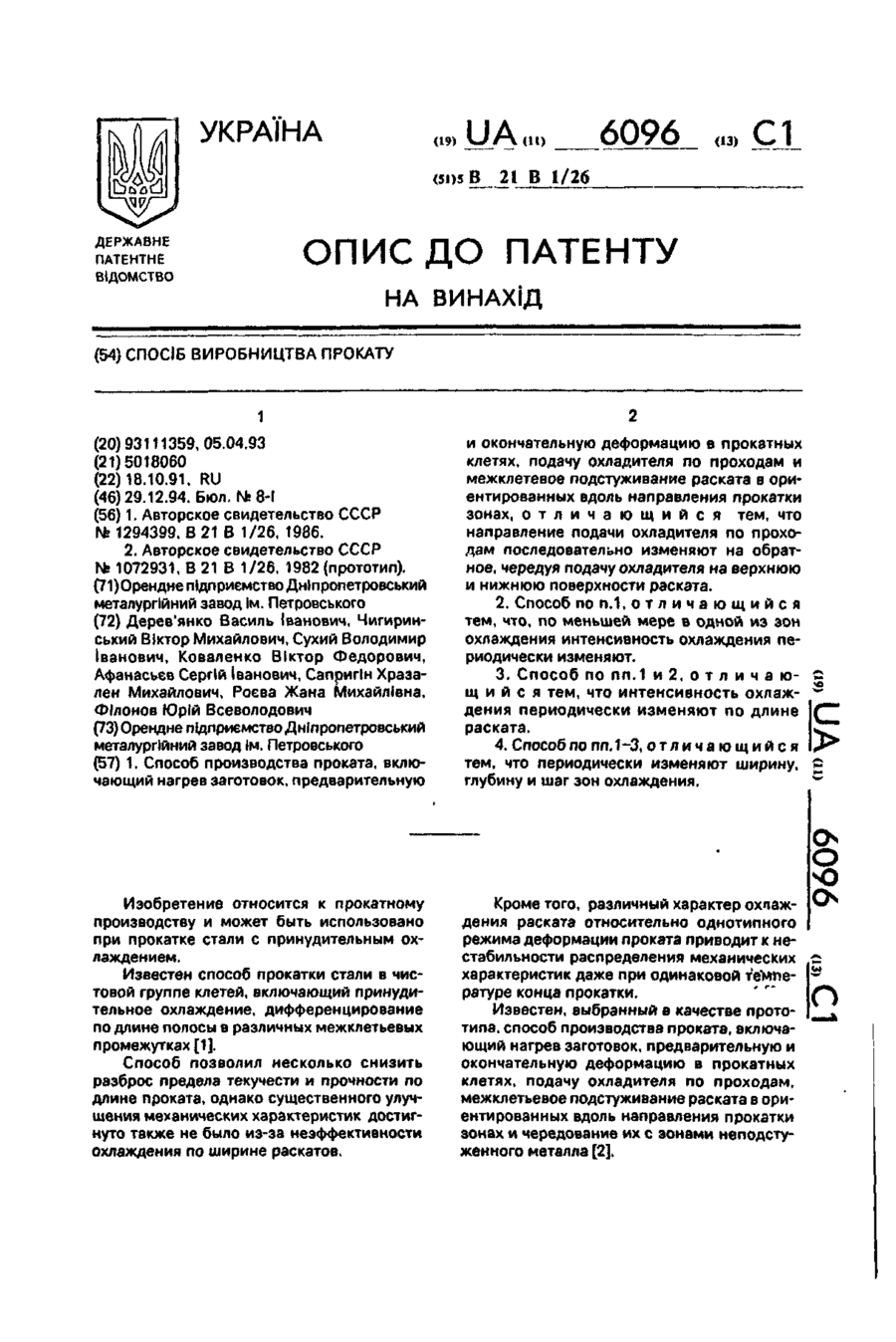
(57) 1. Способ производства проката, включающий нагрев заготовок, предварительную и окончательную деформацию в прокатных клетях, подачу охладителя по проходам и межклетовое подстуживание раската в ориентированных вдоль направления прокатки зонах, отличающийся тем, что направление подачи охладителя по проходам последовательно изменяют на обрат ное, чередуя подачу охладителя на верхнюю и нижнюю поверхности раската.2. Способ...
Попередній патент: Спосіб прокатки листів та смуг
Наступний патент: Спосіб прокатки злитків
Випадковий патент: Спосіб одержання гідроксиламінсульфату