Спосіб прокатки стрічок в прокатній кліті
Номер патенту: 81202
Опубліковано: 10.12.2007
Автори: Вахсманн Ральф, Зайдель Юрген, Баумгертель Уве
Формула / Реферат
1. Спосіб прокатки стрічок в кліті прокатного стана, яка містить два робочих валки, здатних переміщатися в осьовому напрямку, забезпечених опукло-увігнутим шліфом або шліфом подібного профілю, зігненість яких описана поліномом третього або більш високого порядку, і два опорних валки, і систему протизгину робочих валків, який відрізняється тим, що при прокатці викликають циклічну зміну протизгину робочих валків від однієї стрічки до іншої в діапазоні до 1600 кН і одночасно забезпечують циклічне осьове переміщення робочих валків в діапазоні від максимального осьового зміщення у від'ємному напрямку до максимального осьового зміщення в додатному напрямку до встановлення площинності або профілю стрічки.
2. Спосіб за п. 1, який відрізняється тим, що додатково в кліті прокатного стана передбачені два проміжних валки.
3. Спосіб за п. 2, який відрізняється тим, що додатково передбачена система протизгину проміжних валків.
4. Спосіб за п. 1, який відрізняється тим, що в залежності від граничних умов, таких як знос опорних валків, термічний профіль, прокатне зусилля, циклічне осьове переміщення робочих валків здійснюють переважно в додатному, від'ємному сегменті або по всьому встановлюваному діапазону осьового переміщення.
5. Спосіб за п. 1 або 2, який відрізняється тим, що циклічне осьове переміщення робочих валків задають безпосередньо або забезпечують опосередковано циклічною зміною проти згину робочих валків.
6. Спосіб за п. 1 або 2, який відрізняється тим, що взаємодією осьового переміщення робочих валків і протизгину робочих валків керують в режимі on-line на основі моделі процесу.
7. Спосіб за п. 6, який відрізняється тим, що циклічну зміну положення або протизгину робочих валків здійснюють у допустимому діапазоні, який забезпечує якісні параметри стрічки, такі як площинність, добротність профілю стрічки, а також рівень профілю стрічки, при цьому висоту циклічного осьового переміщення або/і діапазон попередньої настройки протизгину робочих валків обмежують.
8. Спосіб за п. 1 або 2, який відрізняється тим, що протизгин робочих валків підтримують циклічною зміною прокатного зусилля або розподілом прокатного зусилля в межах прокатного стана.
Текст
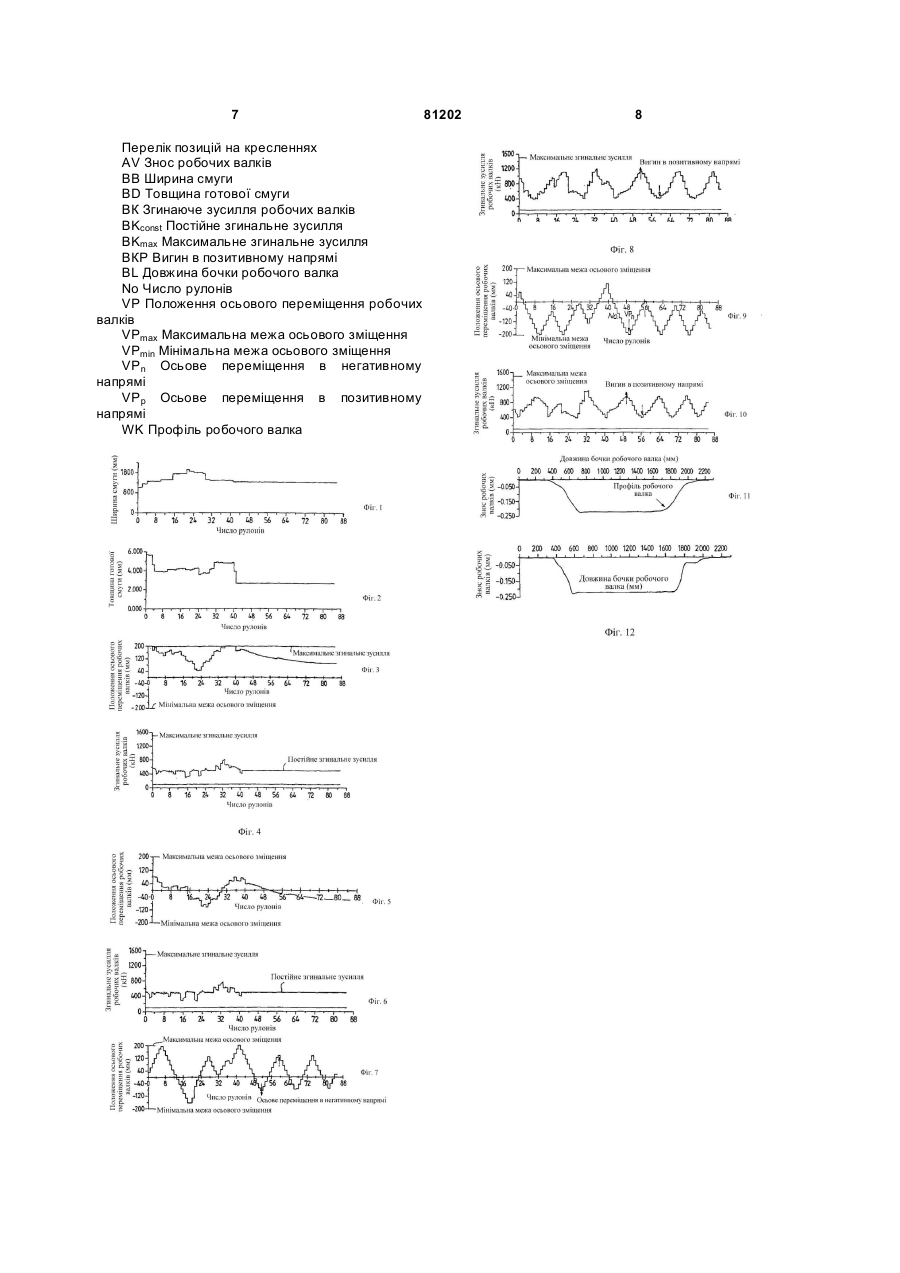
1. Спосіб прокатки стрічок в кліті прокатного стана, яка містить два робочих валки, здатних переміщатися в осьовому напрямку, забезпечених опукло-увігнутим шліфом або шліфом подібного профілю, зігненість яких описана поліномом третього або більш високого порядку, і два опорних валки, і систему протизгину робочих валків, який відрізняється тим, що при прокатці викликають циклічну зміну протизгину робочих валків від однієї стрічки до іншої в діапазоні до 1600 кН і одночасно забезпечують циклічне осьове переміщення робочих валків в діапазоні від максимального осьового зміщення у від'ємному напрямку до максимального осьового зміщення в додатному напрямку до встановлення площинності або профілю стрічки. 2. Спосіб за п. 1, який відрізняється тим, що додатково в кліті прокатного стана передбачені два проміжних валки. C2 2 (11) 1 3 При використанні звичайних валків площинність смуги регулюється за рахунок вибору профілю бочки робочих валків (опуклого, увігнутого або циліндричного) і протизгину робочих валків. Недоліком є те, що з цієї причини для різних програм прокатки повинні застосовуватися різні бочки робочих валків, що спричиняє ускладнене маніпулювання робочими валками. Крім того, при більш складних програмах прокатки протизгин робочих валків часто досягає установної межі і, отже, більше не може забезпечувати площинність. Щоб спростити маніпулювання робочими валками, і одночасно позитивно впливати на профіль і площинність, навіть в останніх клітях прокатного стану забезпечується використання робочих валків з опукло-увігнутим профілем бочки (CVC = Continuously Variable Crown). Протизгин робочих валків рідко досягає при цьому своєї усгановної межі і завжди зберігається можливість динамічного регулювання. Недоліком є ге, що при загальноприйнятій практиці осьового переміщення робочих валків з опукло-увіїнутим профілем бочки діапазон переміщення в межах однієї програми прокаїки виявляється відносно вузьким і вирівнювання однорідності зносу робочих валків здійснюється лише в обмеженій формі. Тому як компроміс використовується «гладкий» опукло-увігнутий шліф, тобто обмежений установний CVC-діапазон при відповідній висоті переміщення. Виходячи з вказаного рівня техніки, задача винаходу полягає в тому, щоб запропонувати спосіб прокатки смуг в прокатній кліті з осьовим переміщенням робочих валків з опукло-увігнутим профілем бочки або робочих валків з подібним профілем, причому спосіб при простому маніпулюванні валками, нарівні з наданням великих можливостей для регулювання профілю і площинності, забезпечує також вирівнювання однорідності зносу робочих валків. Поставлена задача вирішується за рахунок ознак пункту 1 формули винаходу тим, що спричиняють циклічну зміну протизгину робочих валків від однієї смуги до іншої у визначено заданому сегменті їх установного діапазону одночасно або забезпечують більш значне циклічне осьове переміщення робочих валків, щоб за рахунок цього встановити площинність або профіль смуги, при цьому внаслідок комбінованого впливу обох систем регулювання (протизгин робочих валків і осьове переміщення робочих валків) в хорошому наближенні параболічний ефект цих обох систем регулювання взаємно доповнюється і таким чином забезпечує площинність, а також оптимальне вирівнювання однорідності зносу робочих валків. Переважні варіанти реалізації винаходу пропонуються в залежних пунктах формули винаходу. З рівня техніки відоме циклічне осьове переміщення робочих валків. Однак досі цей режим роботи здійснювався лише з валками із звичайним опуклим шліфом робочих валків головним чином в останніх клітях прокатного стану 81202 4 [Hitachi Review Vol. 34 (1985), No.4, pp. 153-167] або у виняткових випадках з конічними валками в обмеженому діапазоні [ЕР 0153849А2]. Згідно з винаходом, циклічна зміна протизгину робочих валків, коли мова йде про валки з опуклоувігнутим профілем бочки, що має відносно великий установний діапазон профілю, по теперішній час ще не практикувалася і є новою. Ця циклічна зміна протизгину робочих валків, яка може бути підтримана прокатним зусиллям або розподілом прокатного зусилля в межах прокатного стану, ініціює у випадку валків з опукло-увігнутим профілем бочки додаткове циклічне осьове переміщення робочих валків при одночасному вирівнюванні однорідності зносу робочих валків. При цьому великий параболічний установний діапазон робочих валків з опуклоувігнутим профілем бочки в будь-який момент зберігає регулювальний запас, що дозволяє реагувати на граничні умови, що змінилися, такі, наприклад, як знос опорних валків, термічний профіль, прокатне зусилля або навантаження кліті і так далі. У залежності від цих граничних умов циклічне осьове переміщення робочих валків здійснюється переважно в позитивному, негативному сегменті або по всьому установному діапазону осьового переміщення. Згідно з винаходом, циклічне осьове переміщення робочих валків задається безпосередньо або викликається опосередковано шляхом циклічної зміни протизгину робочих валків, при цьому взаємодією осьового переміщення робочих валків і протизгину робочих валків керують в режимі on-line на базі моделі процесу При цьому циклічна зміна положення або протизгину робочих валків здійснюється лише в допустимому діапазоні, в якому можуть бути додержані якісні параметри смуги, такі як площинність (параболічний і більш високий порядок), добротність профілю смуги, а також рівень профілю смуги, причому для дотримання цих критеріїв при моделюванні процесу керованого в режимі on-line -висота циклічного осьового переміщення або/і діапазон попередньої настройки протизгину робочих валків можуть бути обмежені. Оскільки при пропусканні перших смуг, наприклад після заміни валків і при відповідних вимогах до регулювання профілю і площинності, автоматично потрібно чекати більш значних змін в положенні осьового переміщення, то циклічна зміна робочих валків активується або відразу ж після заміни валків, або незабаром після цього, наприклад після перших п'яти смуг. Як заміна або доповнення до циклічної зміни протизгину робочих валків, у вигляді альтернативи, зумовленої конструкцією прокатної кліті, для здійснення циклічної зміни положення робочих валків аналогічним чином може бути задіяний протизіин проміжних валків або осьове переміщення проміжних валків або усгановний елемент профілю опорних валків. Інші особливості, ознаки і переваги винаходу пояснюються більш детально нижче на 5 схематично представлених на кресленнях прикладах здійснення, де показані: Фіг.1 - програма прокатки по ширині смуги на 85 смуг, Фіг.2 - програма прокатки по товщині готової смуги на 85 смуг. Фіг.3 і 4 - звичайне осьове переміщення при високому навантаженні кліті, Фіг.5 і 6 - звичайне осьове переміщення при низькому навантаженні клігі, Фіг.7 і 8 - циклічне осьове переміщення при високому навантаженні кліті, Фіг.9 і 10 - циклічне осьове переміщення при низькому навантаженні кліті. Фіг.11 - профіль зносу робочих валків при циклічному осьовому переміщенні, Фіг.12 - профіль зносу робочих валків при звичайному осьовому переміщенні. На представлених прикладах зображені обидва модельовані режими роботи -осьове переміщення робочих валків і протизгин робочих валків - на прикладі програми прокатки 85 смуг (рулонів). На фіг.1-10 на осі абсцис показані число або відповідно порядковий номер смуг (номер рулону). На фіг.1 на осі ординат показана, згідно з програмою прокатки, відповідна ширина смуг ВВ, в мм, а на фіг.2 - товщини готових смуг BD. Приблизно аж до смуги 40 прокатують смуги різної ширини ВВ і різної товщини готової смуги BD, потім виготовляють смуги з постійною шириною ВВ приблизно 1200мм і постійною товщиною готової смуги BD приблизно 2,8 мм. Для показаної на фіг.1 і 2 програми прокатки на фіг.3-6 наведені очікувані результати для звичайного осьового переміщення робочих валків з опукло-увігнутим профілем бочки при різному навантаженні кліті або різному зносі опорних валків. На фіг.3 і 4 наводяться одержані результати для необхідного положення осьового переміщення VP робочих валків в мм (фіг.3) і застосовуваного згинального зусилля ВК робочих валків в кН (фіг.4) при високому зносі опорних валків або високому навантаженні кліті. Як видно з фіг.З, в цьому звичайному режимі роботи положення осьового переміщення робочих валків встановлюють переважно в позитивному діапазоні, щоб таким чином, наприклад, компенсувати навантаження клітей. Частково переміщення досягає максимальної межі VPmax. На фіг.5 і 6 показані, у відповідності з фіг.3 і 4. результати, одержані при низькому зносі опорних валків або низькому навантаженні кліті. Одержані характеристики кривих для положення осьового переміщення VP робочих валків (фіг.5) і для згинального зусилля ВК робочих валків (фіг.6) схожі з їх характеристикою на фіг.З і 4, причому при приблизно однаковому згинальному зусиллі значення осьового переміщення VP робочих валків - відповідно до змінених граничних умов знаходяться переважно в середньому установному діапазоні осьового переміщення. Загальним, якщо розглядати загалом, є те, що при звичайній практиці осьового переміщення робочих валків з опукло-увігнутим профілем бочки, величина осьового переміщення відносно 81202 6 невелика і у відповідності з програмою прокатки згинальне зусилля ВК робочих валків приблизно після смуги 40 залишається постійним (BKconst). На фіг.7-10 наводяться очікувані результати циклічного, згідно з винаходом, осьового переміщення робочих валків з опукло-увігнутим профілем бочки або протизгину робочих валків для однакової програми прокатки при різному навантаженні кліті або різному зносі опорних валків. На фіг.7 і 8 представлені одержані результати для положення осьового переміщення VP робочих валків в мм (фіг.7) і застосовуваного згинального зусилля ВК робочих валків до 1600 кН (фіг.8) при високому зносі опорних валків або високому навантаженні кліті. Чітко видний в порівнянні з результатами звичайного осьового переміщення з фіг.З великий використаний установний діапазон робочих валків з опукло-увігнутим профілем бочки, при цьому валки знаходяться як в додатному (+200мм), так і в від'ємному діапазоні (-200мм). На фіг.9 і 10 були представлені, у відповідності з фіг.7 і 8, одержані результати при низькому зносі опорних валків або низькому навантаженні кліті. Одержані характеристики кривих для положення осьового переміщення VP робочих валків (фіг.9) і для згинального зусилля ВК робочих валків також в цьому випадку схожі з їх характеристикою на фіг.7 і 8, причому при приблизно однаковому згинальному зусиллі циклічне осьове переміщення VP робочих валків з опукло-увігнутим профілем бочки відповідно до змінених граничних умов відбувається переважно в негативному установному діапазоні осьового переміщення. Характерним для режиму роботи з циклічним осьовим переміщенням, згідно з винаходом, є зустрічна взаємодія між положенням осьового переміщення VP робочих валків і згинальним зусиллям ВК робочих валків, що виразно представлено на кресленнях. При осьовому переміщенні робочих валків, з опукло-увігнутим профілем бочки, в негативному напрямі VPn спостерігається вигин в позитивному напрямі ВКР, і навпаки. Одержане внаслідок циклічного осьового переміщення, згідно з винаходом, робочих валків з опукло-увігнутим профілем бочки вирівнювання однорідності зносу робочих валків виразно видно на фіг.11 і 12. Тут показаний знос робочих валків AV в мм по довжині бочки BL робочого валка в мм, який має місце в кінці програми прокатки. При майже однаковій величині зносу в середній частині бочки профіль валка WK в циклічному режимі роботи (фіг.11) представляється в зоні кромок, в порівнянні із звичайним режимом роботи (фіг.12), більш гармонійним, в той час як внаслідок меншого осьового переміщення при звичайному режимі роботи помітна більш круто спрацьована кромка з гострим кутовим переходом. Більш гармонійний профіль зносу робочих валків позитивно позначається на якості профілю смуги. Отже, може бути більш ефективно скоректована поява на смузі стовщень або стоншення кромки смуги. 7 Перелік позицій на кресленнях AV Знос робочих валків ВВ Ширина смуги BD Товщина готової смуги ВК Згинаюче зусилля робочих валків BKconst Постійне згинальне зусилля BKmax Максимальне згинальне зусилля ВКР Вигин в позитивному напрямі BL Довжина бочки робочого валка No Число рулонів VP Положення осьового переміщення робочих валків VPmax Максимальна межа осьового зміщення VPmin Мінімальна межа осьового зміщення VPn Осьове переміщення в негативному напрямі VPp Осьове переміщення в позитивному напрямі WK Профіль робочого валка 81202 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling strips in roll stand
Автори англійськоюBaumgartel, Uwe, Wachsmann, Ralf, Seidel Juergen
Назва патенту російськоюСпособ прокатки полос в прокатной клети
Автори російськоюЗайдель Юрген
МПК / Мітки
МПК: B21B 37/28
Мітки: спосіб, прокатки, прокатній, стрічок, кліті
Код посилання
<a href="https://ua.patents.su/4-81202-sposib-prokatki-strichok-v-prokatnijj-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки стрічок в прокатній кліті</a>
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: гарячої, прокатній, спосіб, прокатки, кліті, установка, стеккеля, штаб
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Гриневич Володимир Ігоревич, Клименко Фелікс Констянтинович, Луцик Володимир Олександрович, Черних Володимир Миколайович
МПК: B21B 35/06
Мітки: переміщення, труб, привід, стана, кліті, робочої, прокатки, холодної
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Бочаров Володимир Віталійович, Норка Сергій Петрович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: прокатки, спосіб, холодної, особливої, штаб, станах, тонких, безперервних
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Прокатний стан для виготовлення плоских катаних стрічок з потрібною різнотовщинністю профілю
Номер патенту: 75385
Опубліковано: 17.04.2006
Автори: Зайдель Юрген, Бальд Вільфрід
МПК: B21B 13/14
Мітки: катаних, профілю, потрібною, стан, стрічок, різнотовщинністю, прокатній, виготовлення, плоских
Формула / Реферат:
1. Прокатний стан для виготовлення плоских катаних стрічок (6) з потрібною різнотовщинністю профілю, що містить робочі валки (1, 2), що спираються щонайменше на один опорний валок (3, 4), причому робочі валки (1, 2) мають різні діаметри, робочий валок (2) більшого діаметра з'єднаний з приводом (5), а робочий валок (1) меншого діаметра має можливість обертання разом з ним як «холостий валок», який відрізняється тим, що опорні (3, 4) і робочі...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: кварто, валків, подушок, кліті, комплект
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Попередній патент: Похідні 3,6-діарил-1н-піразоло[3,4-b]піридин-4-карбонової кислоти і спосіб їх одержання
Наступний патент: Геліосушарка
Випадковий патент: Оболонка для кондитерського виробу