Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегатів при гарячій прокатці сталі або кольорових металів
Номер патенту: 86220
Опубліковано: 10.04.2009
Автори: Вехаге Харальд, Ліксфельд Петер, Скода-Допп Ульріх, Грімм Вольфганг, Блай Хольгер, Боровіков Александер
Формула / Реферат
1. Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегату при гарячій прокатці сталі або матеріалів з кольорового металу, при невеликих мірах деформації (j) або невеликих обтисненнях, при якому враховують межу текучості (Re) при підвищеній температурі при обчисленні номінального прокатного зусилля (Fw) і відповідної позиції регулювання (s), який відрізняється тим, що
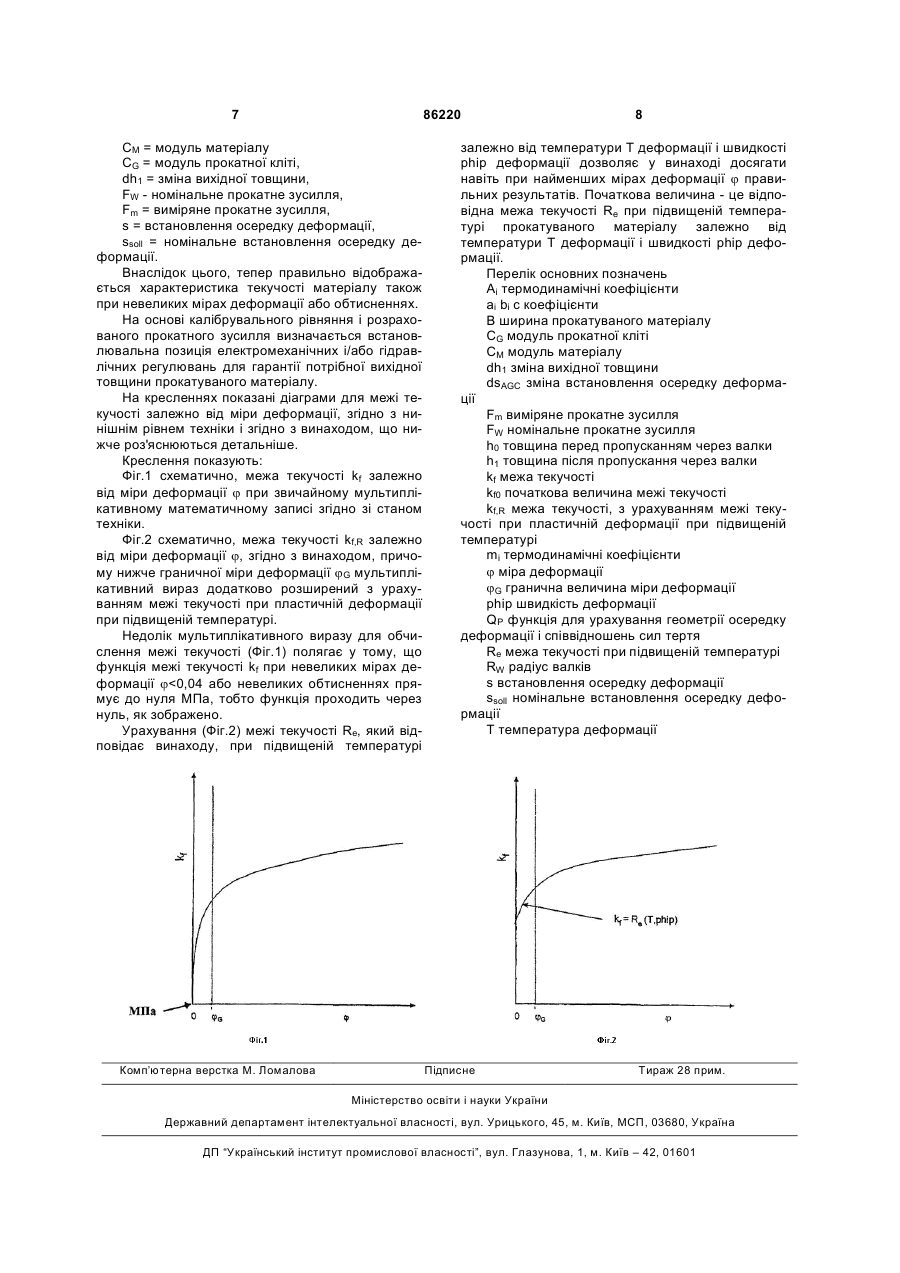
межу текучості (Re) при підвищеній температурі розраховують залежно від температури (Т) деформації і/або швидкості (phip) деформації і вбудовують у функцію межі текучості (kf,R) для визначення номінального прокатного зусилля (Fw) через співвідношення
![]() , (2)
, (2)
при цьому мультиплікативний вираз кривих для межі текучості (Re) при підвищеній температурі залежно від температури (Т) деформації і швидкості (phip) деформації вибирають, згідно з формулою:
![]() , (3)
, (3)
де:
![]() - межа текучості при підвищеній температурі,
- межа текучості при підвищеній температурі,
![]() - температура деформації,
- температура деформації,
![]() - швидкість деформації,
- швидкість деформації,
![]() - коефіцієнти.
- коефіцієнти.
2. Спосіб за п. 1, який відрізняється тим, що
межу текучості (kf,R) визначають за допомогою звичайного рівняння прокатного зусилля для обчислення номінального прокатного зусилля (Fw) при регулюванні товщини, а також для розрахункових моделей і методів регулювання, згідно з наступним рівнянням
![]() , (4)
, (4)
де:
![]() - номінальне прокатне зусилля,
- номінальне прокатне зусилля,
![]() - функція для урахування геометрії осередку деформації і співвідношень сил тертя,
- функція для урахування геометрії осередку деформації і співвідношень сил тертя,
![]() - межа текучості, враховуючи межу текучості при пластичній деформації при підвищеній температурі,
- межа текучості, враховуючи межу текучості при пластичній деформації при підвищеній температурі,
![]() - ширина прокатуваного матеріалу,
- ширина прокатуваного матеріалу,
![]() - радіус валків,
- радіус валків,
![]() - товщина перед пропусканням через валки,
- товщина перед пропусканням через валки,
![]() - товщина після пропускання через валки.
- товщина після пропускання через валки.
3. Спосіб за п. 1 або 2, який відрізняється тим, що
на основі номінального прокатного зусилля (Fw) розраховують модуль матеріалу (СM), враховуючи межу текучості (Re) при підвищеній температурі залежно від температури (Т) деформації і швидкості (phip) деформації для менших мір деформації, ніж специфічна для матеріалу гранична міра деформації (jG), згідно з формулою
![]() , (5)
, (5)
де:
![]() - модуль матеріалу,
- модуль матеріалу,
![]() - номінальне прокатне зусилля,
- номінальне прокатне зусилля,
![]() - виміряне прокатне зусилля,
- виміряне прокатне зусилля,
![]() - зміна вихідної товщини.
- зміна вихідної товщини.
4. Спосіб за п. 3, який відрізняється тим, що
застосовують звичайне калібрувальне рівняння у формулі
![]() , (6)
, (6)
де:
![]() - зміна встановлення осередку деформації,
- зміна встановлення осередку деформації,
![]() - модуль матеріалу,
- модуль матеріалу,
![]() - модуль прокатної кліті,
- модуль прокатної кліті,
![]() - зміна вихідної товщини,
- зміна вихідної товщини,
![]() - номінальне прокатне зусилля,
- номінальне прокатне зусилля,
![]() - виміряне прокатне зусилля,
- виміряне прокатне зусилля,
![]() - встановлення осередку деформації,
- встановлення осередку деформації,
![]() - номінальне встановлення осередку деформації.
- номінальне встановлення осередку деформації.
Текст
1. Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегату при гарячій прокатці сталі або матеріалів з кольорового металу, при невеликих мірах деформації (j) або невеликих обтисненнях, при якому враховують межу текучості (Re) при підвищеній температурі при обчисленні номінального прокатного зусилля (Fw) і відповідної позиції регулювання (s), який відрізняється тим, межу текучості (Re) при підвищеній температурі що розраховують залежно від температури (Т) деформації і/або швидкості (phip) деформації і вбудовують у функцію межі текучості (kf,R) для визначення номінального прокатного зусилля (Fw) через співвідношення (2) Re = a + eb1+ b2×T × phip c , при цьому мультиплікативний вираз кривих для межі текучості (Re) при підвищеній температурі залежно від температури (Т) деформації і швидкості (phip) деформації вибирають, згідно з формулою: k f,R = a + eb1×b2×T × phipc + k f 0 × A1 × em1× T × A 2 × jm2 × A 3 × phipm3 , (3) де: Re - межа текучості при підвищеній температурі, 2 (19) 1 3 86220 ds AGC = (1 + CM / CG )dh1 = (1 + CM / CG ) × ((FW - Fm ) / CG + s - s soll ) , де: ds AGC - зміна встановлення осередку деформації, CM - модуль матеріалу, CG - модуль прокатної кліті, dh1 - зміна вихідної товщини, Винахід стосується способу підвищення стабільності процесу, зокрема. абсолютної точності по товщині і надійності агрегатів при гарячій прокатці сталі або кольорових металів з невеликими мірами деформації або з невеликими обтисненнями з урахуванням межі текучості при підвищених температурах при розрахунку номінального прокатного зусилля і відповідної позиції регулювання У ранній публікації «Kraft- und Arbeitsbedarf bildsamer Formgebungsverfahren» A. Hensel und T. Spittel, Leipzig 1978 [«Метод формоутворення з невисокими еперговитратами і робочими витратами» А. Хенсель і Т. Шпіттель, Лейпциг 1978], і у подальшій публікації «Rationeller Energieeinsatz bei Umformprozessen» T. Spittel und A. Hensel, Leipzig 1981 [«Раціональне використання енергії при процесах формоутворення» Т. Шпіттель і А. Хенсель. Лейпциг 1981], описуються різні методи для обчислення номінального прокатного зусилля при гарячій прокатці у вигляді добутку опору деформації на площу обтиснення. Сам опір деформації визначається як добуток межі текучості на коефіцієнт, який враховує геометрію осередку деформації і/або співвідношення сил тертя. Метод для обчислення межі текучості, який використовується частіше за все передбачає її визначення шляхом складання рівняння з коефіцієнтами для урахування впливу температури деформації, міри деформації і швидкості деформації, які мультиплікативно зв'язуються одна з одною, наприклад у наступній формі: (1) kf=kf0×А1×em1×T×А2×jm2×Α3×phipm3 де: kf = межа текучості kf0 = початкова величина межі текучості Τ = температура деформації j = міра деформації phip = швидкість деформації Аi, mi, = термодинамічні коефіцієнти. Для різних груп матеріалу визначалися термодинамічні коефіцієнти: розрізнення матеріалів у межах групи відбувається через відповідну початкову величину kf0. У наступній публікації «Modellierung des Einflusses der chemischen Zusaramensetzung und der Umformbedingungen auf die Fliefispannung von Stahlen bei der Warmumformung» M. Spittel und T. Spittel, Freiberg 1996 [«Моделювання впливу хімічного складу та умов формоутворення на межу те 4 (6) FW - номінальне прокатне зусилля, Fm - виміряне прокатне зусилля, s - встановлення осередку деформації, ssoll - номінальне встановлення осередку деформації. кучості сталей при гарячій прокатці» М. Шпіттель і Т. Шпіттель, Фрейберг 1996], додатково пропонується розраховувати початкову величину межі текучості матеріалу залежно від його хімічного аналізу і використовувати решту параметрів для урахування температури, міри деформації і швидкості деформації відповідно до групи матеріалу. Принципово, проте, залишається мультиплікативний характер виразу, згідно з рівнянням (1). Недолік мультиплікативного математичного виразу для обчислення межі текучості полягає у тому, що функція для мір деформації j
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increasing process stability, particularly absolute thickness precision and installation safety during hot rolling of steel or nonferrous materials
Автори англійськоюLixfeld Peter, Skoda-Dopp Ulrich, Wehage Harald, Grimm Wolfgang, Borowikow Alexander, Blei Holger
Назва патенту російськоюСпособ повышения стабильности процесса, в частности, абсолютной точности по толщине и надежности агрегата при горячей прокатке стали или материалов из цветного металла
Автори російськоюЛіксфельд Петер, Скода-Допп Ульріх, Вехаге Харальд, Гримм Вольфганг, Боровиков Александер, Блай Хольгер
МПК / Мітки
МПК: B21B 37/16, B21B 37/00
Мітки: агрегатів, процесу, підвищення, стабільності, кольорових, абсолютної, металів, спосіб, точності, зокрема, прокатці, надійності, гарячій, товщини, сталі
Код посилання
<a href="https://ua.patents.su/4-86220-sposib-pidvishhennya-stabilnosti-procesu-zokrema-absolyutno-tochnosti-po-tovshhini-i-nadijjnosti-agregativ-pri-garyachijj-prokatci-stali-abo-kolorovikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення стабільності процесу, зокрема, абсолютної точності по товщині і надійності агрегатів при гарячій прокатці сталі або кольорових металів</a>
Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці і пристрій для його реалізації
Номер патенту: 75964
Опубліковано: 15.06.2006
Автори: Капорович Світлана Едуардівна, Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович, Гагарін Павло Павлович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
МПК: B21B 37/48
Мітки: прокатці, спосіб, реалізації, смуги, натягу, регулювання, гарячій, міжклітьового, пристрій
Формула / Реферат:
1. Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, який відрізняється тим, що зміну довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідної кліті уздовж осі...
Система подачі технологічного мастила при гарячій прокатці листа
Номер патенту: 3300
Опубліковано: 27.12.1994
Автори: Максименко Олег Павлович, Ярова Тетяна Володимировна, Грудєв Олександр Петрович
МПК: B21B 27/06, B21B 45/02
Мітки: технологічного, подачі, гарячій, прокатці, листа, мастила, система
Формула / Реферат:
Система подачи технологической смазки при горячей прокатке листа, включающая емкость со смазкой, магистраль для транспортировки смазки, клапаны отсечки и включений подачи смазки, дозирующее устройство, контактные устройства для нанесения смазки на валки и контролирующую аппаратуру, отличающаяся тем, что емкость со смазкой выполнена в виде отстойника сточных вод прокатного цеха, снабжена плавающей в наполняющей отстойник жидкости перегородкой,...
Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці

Номер патенту: 78756
Опубліковано: 25.04.2007
Автори: Барабаш Андрій Володимирович, Капорович Світлана Едуардівна, Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Гагарін Павло Павлович
МПК: B21B 37/48
Мітки: міжклітьового, натягу, смуги, прокатці, гарячій, регулювання, пристрій
Формула / Реферат:
1. Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці, що включає попередню і наступну прокатні кліті з встановленими в станинах робочими валками і подушками, блок натягу смуги з датчиком положення натяжного пристрою, наприклад механізму переміщення подушок робочих валків попередньої кліті по осі, а також регулятор положення натяжного пристрою, що діє на головний привід однієї з клітей, оснащений датчиком швидкості, причому...
Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі
Номер патенту: 73602
Опубліковано: 15.08.2005
Автори: Штройбель Ханс, Кнеппе Гюнтер, Швелленбах Йоахім
МПК: B22D 11/128
Мітки: зокрема, зливків, направлення, пристрій, сталі, безперервному, металів, розливі
Формула / Реферат:
1. Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі, що містить декілька сегментів, що розташовані один за одним, кожний з яких за допомогою пар верхніх і нижніх роликів утворює напрямну для зливків різної ширини, причому пари роликів встановлені з можливістю обертання на траверсах сегментних рам, і кожна поперечна траверса стягнута з розташованими з обох сторін напрямними рамами для зливків, який...
Пристрій для безперервного розливу металів, зокрема сталі
Номер патенту: 74015
Опубліковано: 17.10.2005
Автори: Ріттнер Карл, Кнеппе Гюнтер, Мюллер Юрген
МПК: B22D 11/12, B22D 11/128, B22D 11/14
Мітки: зокрема, пристрій, безперервного, сталі, розливу, металів
Формула / Реферат:
1. Пристрій для безперервного розливу металів, зокрема сталі, для здійснення способу тверднення „solidified bending” у якому заготовка після повного тверднення піддається згинанню, який містить розташовану за кристалізатором вертикальну пряму напрямну для заготовки, до якої примикає згинально-тягнучий пристрій, згинальні ролики якого встановлені з можливістю переміщення з положення, що звільняє шлях для затравки, у робоче положення або не...
Попередній патент: Універсальна ділильно-закочувальна машина для бараночних виробів
Наступний патент: 8-гідрокси-5-[(1r)-1-гідрокси-2-[[(1r)-2-(4-метоксифеніл)-1-метилетил]аміно]етил]-2(1н)-хінолінон моногідрохлорид в кристалічній формі та спосіб його отримання
Випадковий патент: Пристрій для годівлі свиней