Спосіб прокатки на блюмінзі
Номер патенту: 9021
Опубліковано: 30.09.1996
Автори: Гетьманець Веніамін Васильович, Петрічук Валентин Дмитрович, Полуновський Ісаак Євсійович, Романченко Валерій Леонідович, Тільга Степан Сергійович, Бабай Борис Федорович

Формула / Реферат
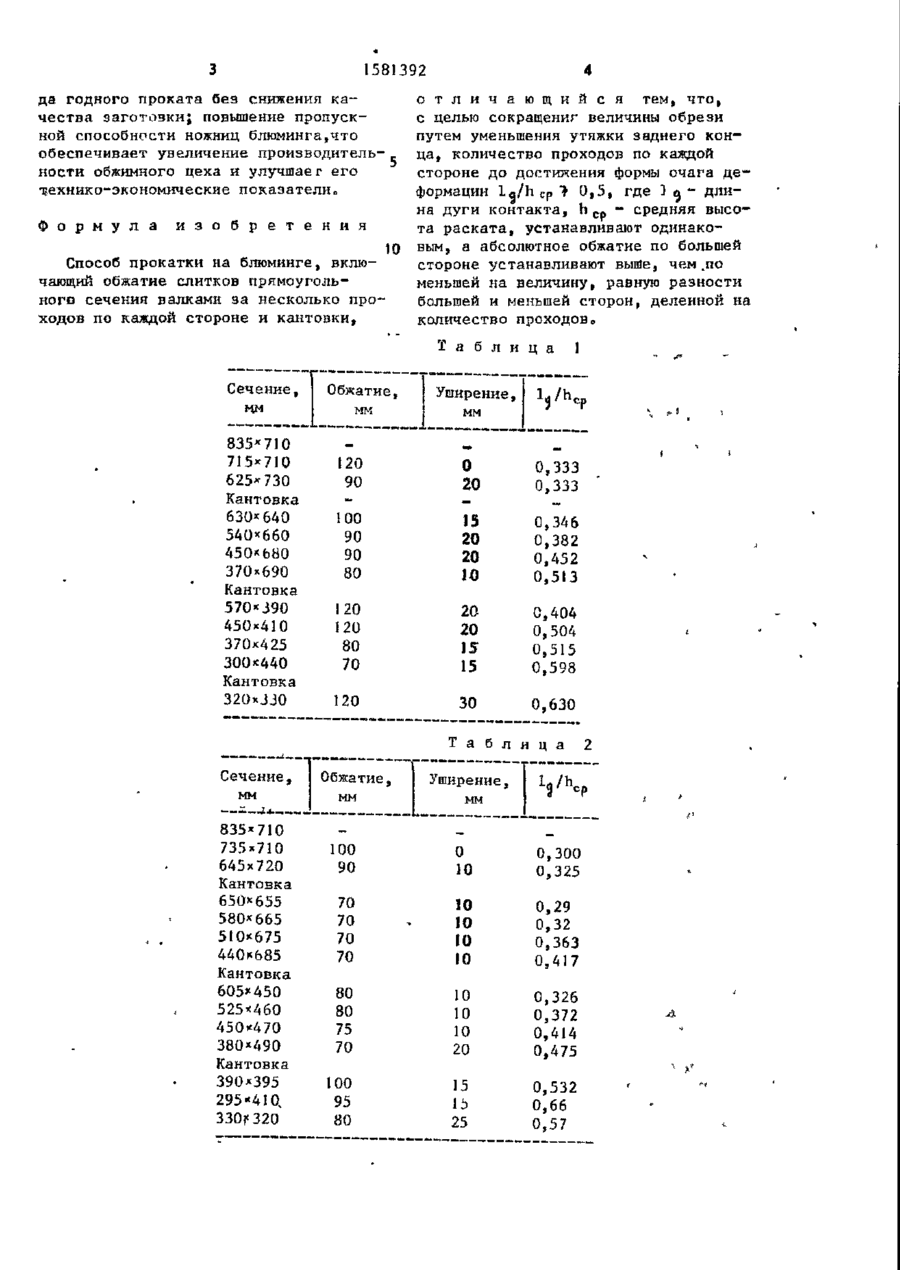
Способ прокатки на блюминге, включающий обжатие слитков прямоугольного сечения валками за несколько проходов по каждой стороне и кантовки, отличающийся тем, что, с целью сокращения величины обрези путем уменьшения утяжки заднего конца, количество проходов по каждой стороне до достижения формы очага деформация lд/hcp ³ 0,5, где lд - длина дуги контакта, hch - средняя высота раската, устанавливают одинаковым, а абсолютное обжатие по большей стороне устанавливают выше, чем по меньшей на величину, равную разности большей и меньшей сторон, деленной на количество проходов.
Текст
Изобретение относится к обработке металлов давлением, в частности к производству полупродукта на блюминге» Цель изобретения - сокращение величины обрези путем'снижения неравномерной утяжки заднего концао Способ прокатки на блюминге включает последовательное обжатие металла валками с кантовкой раската0 Режим обжатий выбирают так,чтобы по обеим сторонам раската обеспечивалась величина фактора формы очага деформации lq/h ?0,5 за одинаковое число проходов„ Изобретение относится к обработке металлов давлением, в частности к производству полупродукта на блюмингах. Цель изобретения - сокращение величины обрези путем снижения неравномерной утяжки заднего конца,, Изобретение осуществляется следующим образомо На блюминге 1250 слитки массой 8,5 т и сечением 835*710 * 2200 мм, 785*660 не имеющие нарушений технологии выплавки, разливки, стрипперования и нагрева, прокатали по различном режимам обжатий на блюмы сечением 320 к «330 мм» Обрезь на задних концах блюмов производили до полного удаления утяжкио Величину обрези фиксировали в каждом случаеa Результаты экспериментов показали, что минимальная величина обрези достигалась при следующем режиме деформации (см„табл„I). Как видно из данных табл„1, применение интенсивных обжатий по большей стороне слитка обеспечивает достижение фактора формы очага деформации la/hcp^OjS после выполнения трех проходов как по одной, так и по другой стороне слиткаО Действующий в настоящее время на этом же стане режим деформации приведен в табло2„ По действующей схеме деформации величина lg/h C n?0,5 достигается по большей стороне за шесть проходов, а по меньшей за четыре при приблизительно одинаковых обжатиях по большей и меньшей стороне раскатао Таким образом, только после десяти проходов достигается 0,5 по обеим сторонам слиткаа Использование режима обжатий согласно предлагаемому способу обеспечивает по сравнению о существующим сокращение в 1,4 раза величины обрези на заднем конце блюма; повышение выхо (21) 4460734/31-02 (22) 12.07.88 (46) 30о07.90„ Бкшо № 28 (71) Днепропетровский металлургический институт (72) Е.ВаГетманец, В0ЛоРоманченко, С.СТильга, Б.ФсБабай, ИоЕйПолуновский и ВоДоГТетричук (53) 621.771,04(088.8) |(56) Авторское свидетельство СССР Р 1176979, кл 0 В 21 Б 1/04, 1985, 1581392 да годного проката без снижения качества заготовки; повышение пропускной способности ножниц блюминга,что обеспечивает увеличение производительности обжимного цеха и улучшает его технико-экономические показателе о т л и ч а ю щ и й с я тем, что, с целью сокращениг величины обрези путем уменьшения утяжки заднего конца, количество проходов по каждой стороне до достижения формы очага деформации lg/h ср * 0,5, где 3 q - дли> на дуги контакта, h „ - средняя высоФ о р м у л а и з о б р е т е н и я та раската, устанавливают одинаковым, а абсолютное обжатие по большей 10 Способ прокатки на блюминге, вклюстороне устанавливают выше, чем .по чающий обжатие слитков прямоугольменьшей на величину, равную разности большей и меньшей сторон, деленной на HorD сечения валками за несколько проколичество проходов., ходов по каждой стороне и кантовки, Т а б л и ц а Сечение, мл 835*710 715x710 625'730 Кантовка 630*640 540*660 450«b80 370*690 Кантовка 570*390 450*410 370*425 300*440 Кантовка 32U*330 Обжатие, мм Уширение, мм 120 90 — 100 90 90 80 • * 0 20 _ 15 20 20 10 120 120 80 20 0,333 0,333 0,346 0,382 0,452 0,513 70 20 15 15 С, 404 0,504 0,515 0,598 120 30 о,630 Т а б л и ц Сечение, мм 835*710 735x710 645x720 Кантовка 650*655 580*665 510^675 440^685 Кантовка 605*450 525*460 450*470 380*490 Кантовка 390*395 295*410, 330*320 1 Обжатие, мм а Уширение, мм 2 Р 100 90 0 10 0,300 0,325 70 70 70 70 10 10 10 10 0,29 0,32 0,363 0,417 80 80 75 70 10 10 10 20 0,326 0,372 0,414 0,475 100 95 80 15 15 25 0,532 0,66 0,57 л 1581392 Редактор Н„Киштулинец Составитель Ва3исельман Техред М.Ходанич Корректор Н.Король Заказ 2050 Тираж 410 'Подписное ,ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКІЇТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород» ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюBlooming method
Автори англійськоюHetmanets Veniamin Vasyliovych, Romanchenko Valerii Leonidovych, Tilha Stepan Serhiiovych, Babai Borys Fedorovych, Spiniakov Viktor Kostiantynovych, Polunovskyi Isaak Yevsiiovych, Petrichuk Valentyn Dmytrovych
Назва патенту російськоюСпособ прокатки на блюминге
Автори російськоюГетьманец Вениамин Васильевич, Романченко Валерий Леонидович, Тильга Степан Сергеевич, Бабай Борис Федорович, Спиняков Виктор Константинович, Полуновский Исаак Евсеевич, Петричук Валентин Дмитриевич
МПК / Мітки
МПК: B21B 1/04
Мітки: прокатки, спосіб, блюмінзі
Код посилання
<a href="https://ua.patents.su/4-9021-sposib-prokatki-na-blyuminzi.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки на блюмінзі</a>
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Тільга Степан Сергійович, Макаров Григорій Арестович, Омєсь Миколай Михайлович, Ротару Іон Теодорович, Корінь Андрій Олександрович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович, Аскерко Григорій Михайлович, Полуновський Ісаак Овсійович, Шеремет Володимир Олександрович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Волошин Валентин Авксеньтійович, Левицький Анатолій Петрович, Столба Володимір Анатольйович, Абалешев Валерій Олександрович, Крикунов Борис Петрович, Шум Валентин Борисович, Следнев Володимір Петрович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович
Мітки: спокійних, прокатки, марок, спосіб, злитків, сталі
Формула / Реферат:
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Кац Давід Наумович, Азаров Сергій Іванович, Альохін Сергій Григорович, Альохін Вячеслав Григорович, Мінаєв Олександр Анатолійович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: заготовок, прокатки, заготівельних, станах, обтискних, спосіб
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Кравченко Юрій Олексійович, Самойленко Генадій Дмитрович, Загребельний Віктор Терентійович, Король Микола Миколайович, Злинько Валерій Дмитрович, Лісовський Олександр Олександрович, Кекух Станіслав Миколайович, Хохлов Анатолій Іванович, Куценко Олександр Іванович, Науменко Сергій Григорович, Смолін Олексій Миколайович, Король Радимір Миколайович, Кірсанов Микола Васильович
МПК: B21B 21/00
Мітки: тонкостінних, прокатки, періодичної, холодної, особливої, труб, спосіб
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Отєрін Володимир Давидович, Хрістиченко Олександр Миколайович, Корінь Андрій Олександрович, Столба Володимір Анатолійович, Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, злитків, прокатки
Формула / Реферат:
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределахгде В - ширина большего основания слитка,...
Попередній патент: Пристрій сигналізації роботи устаткування
Наступний патент: Спосіб здійснення хімічних процесів (хімпроцес-88)
Випадковий патент: Генератор псевдовипадкової послідовності на основі використання першого стовпця матриці станів в кінцевому полі gf(3)