Спосіб термічної обробки суцільнокатаних залізничних коліс
Номер патенту: 91788
Опубліковано: 25.08.2010
Автори: Кузьмичов Вячеслав Михайлович, Бабаченко Олександр Іванович, Узлов Костянтин Іванович, Узлов Іван Герасимович, Книш Андрій Володимирович

Формула / Реферат
Спосіб термічної обробки суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітізації, термічне зміцнення ободу коліс шляхом вертикального переривчастого спрейєрного охолодження, підстужування коліс на спокійному повітрі і їх відпуск протягом 2 год. 20 хв. - 2 год. 40 хв., який відрізняється тим, що колеса нагрівають до температури аустенітізації 900-910 °С, спрейєрне охолодження ободу коліс виконують водою з температурою 23 ± 2 °С, питомою витратою води 70-85 м3/год. протягом 180-220 с, підстужування коліс здійснюють в стопах до досягнення середньомасової температури коліс у стопі 450-500 °С, а відпуск здійснюють при середньомасовій температурі 460-500 °С.
Текст
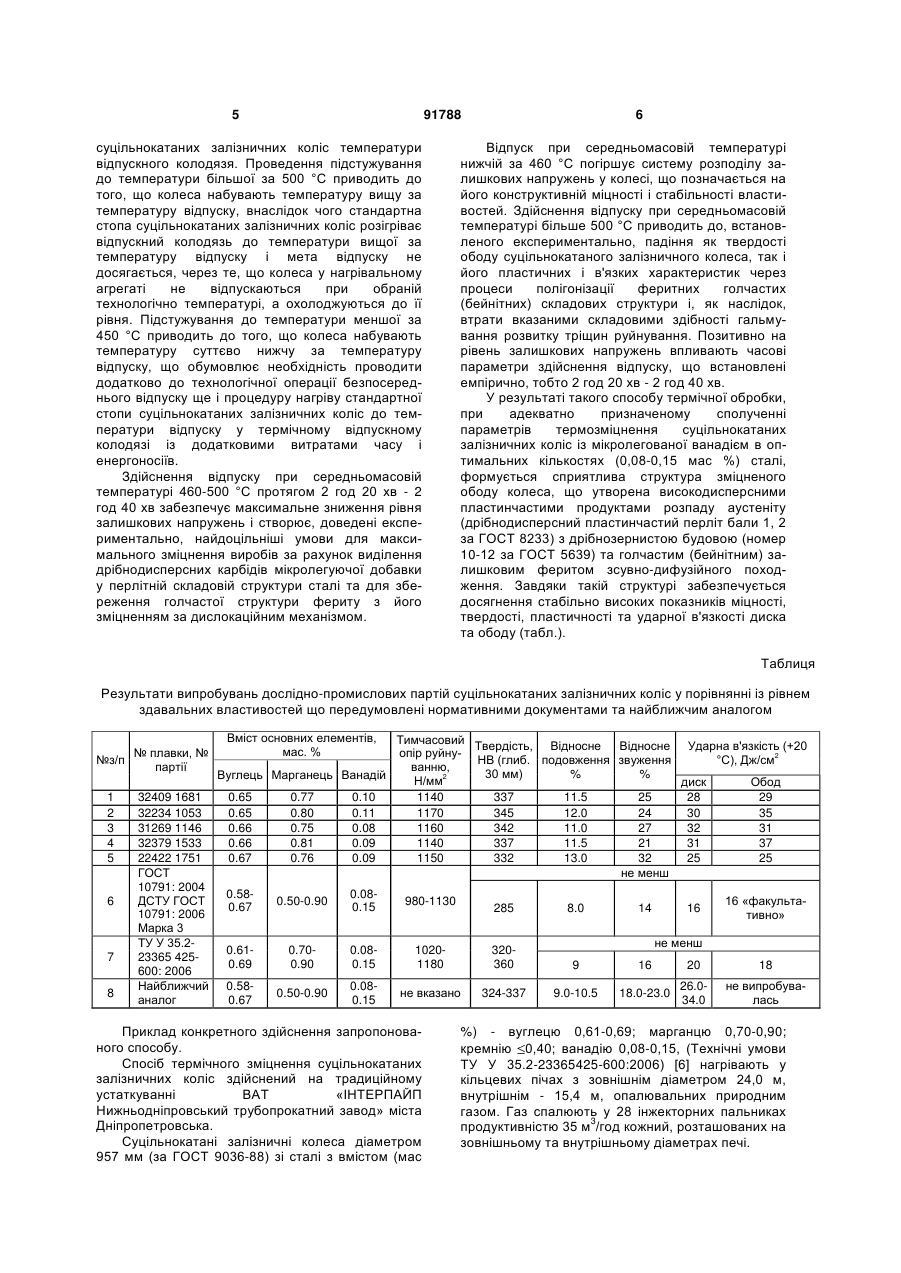
Спосіб термічної обробки суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітізації, термічне зміцнення ободу коліс шляхом вертикального переривчастого спрейєрного охолодження, підстужування коліс на спокійному повітрі і їх відпуск протягом 2 год. 20 хв. - 2 год. 40 хв., який відрізняється тим, що колеса нагрівають до температури аустенітізації 900910 °С, спрейєрне охолодження ободу коліс виконують водою з температурою 23 ± 2 °С, питомою витратою води 70-85 м3/год. протягом 180-220 с, підстужування коліс здійснюють в стопах до досягнення середньомасової температури коліс у стопі 450-500 °С, а відпуск здійснюють при середньомасовій температурі 460-500 °С. Винахід відноситься до області чорної металургії, зокрема до термічної обробки сталі і може бути використаним при виготовленні суцільнокатаних залізничних коліс. Відомий спосіб термічного обробки суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстужування коліс на повітрі і відпуск. Спосіб передбачає в процесі нагрівання коліс до температури аустенітизації вирівнювання температури внутрішніх і поверхневих зон ободу за рахунок більш високого нагріву під гартування, а також включає зниження температури поверхні коліс перед термозміцненням [Патент Росії №2 059 001, МКВ7 C21D 9/34, заявл. 22.02.1994, опубл. 27.04.1996, бюл. №12] [1]. Недоліком даного способу є неспроможність одержання високого рівня твердості поверхневих зон ободу в сукупності з достатньо високим рівнем пластичності і в'язкості внутрішніх слоїв металу, що обумовлює структурну неоднорідність по перерізу ободу, а це, у свою чергу, знижує зносостійкість і експлуатаційну надійність коліс. Найбільш близьким по технічній суті і результату що досягається до технічного рішення, яке заявляється, є спосіб термічної обробки суцільнокатаних залізничних коліс, який прийнято як найближчий аналог, що включає нагрівання коліс до температури аустенітизації 875-900 °С, термічне зміцнення ободу виконують методом вертикального переривчастого спрейєрного охолодження його водою при температурі води до 27 °С питомою витратою 75-100 °С протягом 215-225 сек, підстужування коліс протягом 45-50 хв, та відпуск при середньомасовій температурі 440-460 °С протягом 2 год 20 хв - 2 год 40 хв [Патент України №67 568А, МКВ7 C21D 9/34, заявл. 27.10.2003, опубл. 15.06.2004, бюл. №6] [2]. Істотним недоліком способу термічної обробки за найближчим аналогом є те, що він не забезпечує формування оптимального структурного стану металу суцільнокатаних залізничних коліс, і не забезпечує одночасного підвищення рівнів твердості і зносостійкості поверхневих і внутрішніх зон ободу, пластичних властивостей і ударної в'язкості ободу та диска колеса. В основу винаходу поставлена задача підвищення твердості і зносостійкості ободу залізничних коліс з одночасним підвищенням пластичності та ударної в'язкості диска та ободу. (19) UA (11) 91788 (13) C2 (21) a200903542 (22) 13.04.2009 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) УЗЛОВ ІВАН ГЕРАСИМОВИЧ, УЗЛОВ КОСТЯНТИН ІВАНОВИЧ, БАБАЧЕНКО ОЛЕКСАНДР ІВАНОВИЧ, КНИШ АНДРІЙ ВОЛОДИМИРОВИЧ, КУЗЬМИЧОВ ВЯЧЕСЛАВ МИХАЙЛОВИЧ (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA, 67868, A, 15.06.2004 SU, 1339148, A1, 23.09.1987 SU, 1237716, A1, 15.06.1986 RU, 2124056, C1, 27.12.1998 CN, 101314833, A, 03.12.2003 WO, 9600311, A2, 04.01.1996 3 Поставлена задача вирішується тим, що колеса для термічної обробки нагрівають до температури 900-910 °С, підстужування коліс здійснюють в стопах до досягнення середньомасової температури коліс у стопі 450-500 °С, а відпуск здійснюють при середньомасовій температурі 460-500 °С. Технічним результатом використання винаходу є те, що завдяки запропонованому способу термічної обробки забезпечується формування в ободі та в прилеглій до нього частині диску дрібнозернистої (10-12 номер за ГОСТ 5639) [3] з тонко диференційованим перлітом (1, 2 бал за ГОСТ 8233) мікроструктури металу, де ферит має голчасту (бейнітну) морфологію, що і забезпечує підвищення твердості і зносостійкості ободу залізничних коліс з одночасним підвищенням пластичності та ударної в'язкості диска та ободу. Порівняння з найближчим аналогом показує, що спосіб, який заявляється, відрізняється тим, що колеса для термічної обробки нагрівають до температури 900-910 °С, підстужування коліс здійснюють в стопах до досягнення середньомасової температури коліс у стопі 450500 °С, а відпуск здійснюють при середньомасовій температурі 460-500 °С. Таким чином, спосіб термічної обробки суцільнокатаних залізничних коліс, що заявляється, відповідає критерію «новизна». Порівняння способу термічного обробки суцільнокатаних залізничних коліс, що заявляється, з іншими технічними рішеннями в даній галузі техніки не виявило в них ознаки, що відрізняють технічне рішення, що заявляється, від найближчого аналога. Вказана обставина забезпечує способу що заявляється відповідність критерію «винахідницький рівень». Сутність способу, що заявляється, полягає в наступному. Нагрівання коліс до температури аустенітизації 900-910 °С забезпечує одержання рівномірного аустенітного стану в колісній сталі, що характеризується розчиненням мікролегуючих елементів у зерні -твердого розчину, що сповільнює ріст аустенітного зерна і підвищує температуру рекристалізації, гальмуючи початок рекристалізації, завдяки присутності мікролегуючих добавок. В результаті сталь набуває однорідного структурного стану як поверхневих, так і внутрішніх зон ободу колеса зі збереженням дрібнозернистої структури. При нагріванні до температури нижчої за меншу границю 900 °С не відбувається повне розчинення хімічних з'єднань мікролегуючих елементів, у зв'язку з чим має місце їх негативний вплив на структурний стан аустенітного зерна і, як наслідок, на подальше перетворення аустеніту при евтектоїдній реакції. При температурі нагрівання понад верхню границю 910 °С спостерігається інтенсивне зростання аустенітного зерна через його рекристалізацію, що, також, негативно позначається на характері наступного фазового перетворення, на надмірному розмірі спадкового зерна і, як наслідок, на незадовільні кінцеві властивості суцільнокатаного залізничного колеса. 91788 4 Проведення термічного зміцнення ободу спрейєрним охолодженням його водою при температурі води 23±2 °С, питомою витратою води 70-85 м3/год і протягом 180-220 сек забезпечує формування в металі структури дрібнозернистого, дрібнодисперсного перліту із залишковим феритом голчастої (бейнітної) морфології. Вибір запропонованого сполучення параметрів дозволяє створити умови прискореного охолодження ободу, при яких через вплив на процес розпаду аустенітного зерна в поверхневих і внутрішніх зонах сталі мікролегованої ванадієм у кількості 0,080,15 мас %, практично в усіх робочих зонах утворюються дрібнозернисті, високодисперсні продукти розпаду аустеніту з голчастим (бейнітним) феритом сформованим за зсувно-дифузійною реакцією. Цьому сприяє і проведення термічної обробки методом вертикального переривчастого гартування, коли охолодженню піддаються не тільки поверхня ободу, але і його бокові грані. При цьому швидкості охолодження шарів на поверхні кочення і на бокових гранях ободу розрізняються незначно, ступінь дисперсності продуктів розпаду аустеніту і морфологія феритної фази практично не змінюється в нижче лежачих шарах (сполучення твердості з ударною в'язкістю на поверхні і на глибині 30 мм в ободі колеса практично однакове). Вибір температури охолоджуючої води 23±2 °С обумовлений необхідністю підвищення швидкості охолодження ободу вище за 5 °С/сек до 7 °С/сек та уніфікуванням способу термічного зміцнення коліс незалежно від природних коливань температури гартувальної води (літо-зима). Це обмежує застосування температури охолодження нижче 23-2 °С, при цьому, з'являється небезпека одержання в ободі структури зсувного механізму формування, тобто, мартенситу з закономірним падінням показників в'язкості. Вибір температури вище верхньої границі 23+2 °С приводить до зниження швидкості охолодження і, як наслідок, до утворення грубодисперсного перліту що формується за механізмом дифузійного евтектоїдного розпаду аустеніту, тобто, без формування голчастих феритних структур, що негативно впливає, водночас на твердість, пластичні та в'язкі характеристики коліс. Величини обмежень питомих витрат води, що заявляється (70-85 м3/год) і часу охолодження (180-220 сек) встановлені емпіричним шляхом з урахуванням того, що зниження параметрів нижче мінімальної границі (нижче 70 м3/год і менше 180 сек) не забезпечує достатньої швидкості охолодження для протікання зсувно-дифузійного перетворення в колісній сталі хімічного складу що обговорюється. Перевищення параметрів (вище 85 м3/год і більше 220 сек) приводить до збільшення тривалості наступного відпуску, а то і, що є більш небажаним, до формування мартенситної структури зсувного походження із закономірною втратою завданих пластичних і в'язких характеристик. Проведення підстужування стоп коліс до 450500 °С забезпечує сприятливі умови для здійснення наступного відпуску, тобто для попереднього одержання стандартною стопою 5 91788 суцільнокатаних залізничних коліс температури відпускного колодязя. Проведення підстужування до температури більшої за 500 °С приводить до того, що колеса набувають температуру вищу за температуру відпуску, внаслідок чого стандартна стопа суцільнокатаних залізничних коліс розігріває відпускний колодязь до температури вищої за температуру відпуску і мета відпуску не досягається, через те, що колеса у нагрівальному агрегаті не відпускаються при обраній технологічно температурі, а охолоджуються до її рівня. Підстужування до температури меншої за 450 °С приводить до того, що колеса набувають температуру суттєво нижчу за температуру відпуску, що обумовлює необхідність проводити додатково до технологічної операції безпосереднього відпуску ще і процедуру нагріву стандартної стопи суцільнокатаних залізничних коліс до температури відпуску у термічному відпускному колодязі із додатковими витратами часу і енергоносіїв. Здійснення відпуску при середньомасовій температурі 460-500 °С протягом 2 год 20 хв - 2 год 40 хв забезпечує максимальне зниження рівня залишкових напружень і створює, доведені експериментально, найдоцільніші умови для максимального зміцнення виробів за рахунок виділення дрібнодисперсних карбідів мікролегуючої добавки у перлітній складовій структури сталі та для збереження голчастої структури фериту з його зміцненням за дислокаційним механізмом. 6 Відпуск при середньомасовій температурі нижчій за 460 °С погіршує систему розподілу залишкових напружень у колесі, що позначається на його конструктивній міцності і стабільності властивостей. Здійснення відпуску при середньомасовій температурі більше 500 °С приводить до, встановленого експериментально, падіння як твердості ободу суцільнокатаного залізничного колеса, так і його пластичних і в'язких характеристик через процеси полігонізації феритних голчастих (бейнітних) складових структури і, як наслідок, втрати вказаними складовими здібності гальмування розвитку тріщин руйнування. Позитивно на рівень залишкових напружень впливають часові параметри здійснення відпуску, що встановлені емпірично, тобто 2 год 20 хв - 2 год 40 хв. У результаті такого способу термічної обробки, при адекватно призначеному сполученні параметрів термозміцнення суцільнокатаних залізничних коліс із мікролегованої ванадієм в оптимальних кількостях (0,08-0,15 мас %) сталі, формується сприятлива структура зміцненого ободу колеса, що утворена високодисперсними пластинчастими продуктами розпаду аустеніту (дрібнодисперсний пластинчастий перліт бали 1, 2 за ГОСТ 8233) з дрібнозернистою будовою (номер 10-12 за ГОСТ 5639) та голчастим (бейнітним) залишковим феритом зсувно-дифузійного походження. Завдяки такій структурі забезпечується досягнення стабільно високих показників міцності, твердості, пластичності та ударної в'язкості диска та ободу (табл.). Таблиця Результати випробувань дослідно-промислових партій суцільнокатаних залізничних коліс у порівнянні із рівнем здавальних властивостей що передумовлені нормативними документами та найближчим аналогом № плавки, № №з/п партії 1 2 3 4 5 6 7 8 32409 1681 32234 1053 31269 1146 32379 1533 22422 1751 ГОСТ 10791: 2004 ДСТУ ГОСТ 10791: 2006 Марка 3 ТУ У 35.223365 425600: 2006 Найближчий аналог Вміст основних елементів, мас. % Тимчасовий Твердість, Відносне Відносне Ударна в'язкість (+20 опір руйну2 °С), Дж/см НВ (глиб. подовження звуження ванню, 30 мм) % % Вуглець Марганець Ванадій 2 Н/мм диск Обод 0.65 0.77 0.10 1140 337 11.5 25 28 29 0.65 0.80 0.11 1170 345 12.0 24 30 35 0.66 0.75 0.08 1160 342 11.0 27 32 31 0.66 0.81 0.09 1140 337 11.5 21 31 37 0.67 0.76 0.09 1150 332 13.0 32 25 25 не менш 0.580.67 0.50-0.90 0.080.15 980-1130 0.610.69 0.700.90 0.080.15 10201180 0.50-0.90 0.080.15 0.580.67 285 320360 не вказано Приклад конкретного здійснення запропонованого способу. Спосіб термічного зміцнення суцільнокатаних залізничних коліс здійснений на традиційному устаткуванні ВАТ «ІНТЕРПАЙП Нижньодніпровський трубопрокатний завод» міста Дніпропетровська. Суцільнокатані залізничні колеса діаметром 957 мм (за ГОСТ 9036-88) зі сталі з вмістом (мас 324-337 8.0 14 16 16 «факультативно» не менш 9 9.0-10.5 16 20 26.018.0-23.0 34.0 18 не випробувалась %) - вуглецю 0,61-0,69; марганцю 0,70-0,90; кремнію 0,40; ванадію 0,08-0,15, (Технічні умови ТУ У 35.2-23365425-600:2006) [6] нагрівають у кільцевих пічах з зовнішнім діаметром 24,0 м, внутрішнім - 15,4 м, опалювальних природним газом. Газ спалюють у 28 інжекторних пальниках продуктивністю 35 м3/год кожний, розташованих на зовнішньому та внутрішньому діаметрах печі. 7 91788 Колеса наземними вантажнорозвантажувальними маніпуляторами встановлюють по двоє у ряд на подину печіз ємністю печі 72 колеса. Тривалість нагрівання коліс до температури аустенітизації (до 900 °С) - 2 год. Далі колеса піддають термічному зміцненню ободу охолодженням його водою на машинах вертикального переривчастого гартування коліс. При цьому, колеса що пройшли аустенізацію наземними вантажно-розвантажувальними маніпуляторами (шаржирмашинами) укладають на прийомний стіл однієї із шести гартувальних установок (вертикальних гартувальних машин). Після цього їх подають на поворотний стіл до упору у привідний ролик і повертають стіл разом з колесом у вертикальне положення. Привідним роликом колесо обертається навколо своєї вісі і одночасно обод охолоджується водою, яка під тиском подається через два спрейєри. Під час гартування місця переходу ободу в диск водою не охолоджуються. Температура води складає 24 °С, питома витрата води 80 м3 тривалість - 200 сек. Після закінчення гартування колесо повертають у горизонтальне положення і виштовхують на прийомний стіл, з якого краном його забирають і укладають у стопи по шість штук. Стопи передають краном на спеціальні площадки технологічної ділянки підстужування, де колеса охолоджують на повітрі до температури 480 °С. Після підстужування колеса піддають відпуску у відпускних колодязях при середньомасовій температурі 490 °С протягом 2 год 30 хв. Виготовлені колеса піддавали експериментальним дослідженням для порівняння з іншими способами термічної обробки суцільнокатаних залізничних коліс. Результати експериментальних досліджень наведені у таблиці, п.п. 1-5. Комп’ютерна верстка Д. Шеверун 8 Як свідчать результати таблиці, запропонований спосіб термічної обробки суцільнокатаних залізничних коліс у порівнянні з відомими вимогами (ТУ У 35.2-23365425-600:2006, ГОСТ 10791:2004, ДСТУ ГОСТ 10791:2006, найближчий аналог) [5] забезпечує одночасне підвищення рівня твердості, пластичних властивостей в ободі колеса, ударної в'язкості диска і ободу, що підвищує експлуатаційну надійність та високий опір зносу в експлуатації суцільнокатаних залізничних коліс, який майже на 40 % перевищує відповідний показник для таких коліс за ДСТУ ГОСТ 10791:2006 при гарантованому забезпеченні у виробництві здавальних характеристик твердість на глибині 30 мм - 325-340 НВ; відносне подовження - 10,0-13,0 %; відносне звуження 20,0-30,0 %; тимчасовий опір руйнуванню - 10501170 Н/мм2; ударна в'язкість диску - 25-32 Дж/см2; ударна в'язкість ободу - 25-35 Дж/см2. Таким чином, завдяки використанню винаходу поставлена задача вирішена. Технічний результат досягнуто. Джерела інформації, прийняті до уваги при складанні заявки 1. Патент Росії №2 059 001, МКВ7 C21D 9/34, заявл. 22.02.1994, опубл. 27.04.1996, бюл. №12; 2. Патент України №67 568А, МКВ7 C21D 9/34, заявл. 27.10.2003, опубл. 15.06.2004, бюл. №6 прототип; 3. ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна. 4. ГОСТ 8233-56. Сталь. Эталоны микроструктуры. 5. ГОСТ 10791-2004. Колеса цельнокатаные. Технические условия. 6. ТУ У 35.2-23365425-600:2006. Колеса суцільнокатані діаметром 957мм. підвищеної міцності та тривкі до спрацювання. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of solid-rolled railway wheels
Автори англійськоюUzlov Ivan Herasymovych, Uzlov Kostiantyn Ivanovych, Babachenko Oleksandr Ivanovych, Knysh Andrii Volodymyrovych, Kuzmychov Viacheslav Mykhailovych
Назва патенту російськоюСпособ термической обработки цельнокатаных железнодоржных колес
Автори російськоюУзлов Иван Герасимович, Узлов Константин Иванович, Бабаченко Александр Иванович, Книш Андрей Владимирович, Кузьмичов Вячеслав Михайлович
МПК / Мітки
Мітки: термічної, спосіб, суцільнокатаних, коліс, обробки, залізничних
Код посилання
<a href="https://ua.patents.su/4-91788-sposib-termichno-obrobki-sucilnokatanikh-zaliznichnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки суцільнокатаних залізничних коліс</a>
Сталь бейнітна для суцільнокатаних залізничних коліс (варіанти) і спосіб термічної обробки суцільнокатаних залізничних коліс з бейнітної сталі
Номер патенту: 84987
Опубліковано: 10.12.2008
Автори: Пройдак Юрій Сергійович, Горб Євгеній Васильович, Козловський Альфред Іванович, Іськов Михайло Вікторович, Єсаулов Геннадій Олександрович, Узлов Іван Герасимович, Губенко Світлана Іванівна, Сухомлин Георгій Дмитрович, Беспалько Валентина Миколаївна, Чуприна Любов Володимирівна
МПК: C22C 38/04, C22C 38/24, C22C 38/18, C22C 38/22, C22C 38/08, C22C 38/00, C21D 9/34, C22C 38/50, B60B 17/00, C21D 1/78, C21D 1/18, B21H 1/00
Мітки: бейнітної, бейнітна, сталі, обробки, залізничних, коліс, термічної, сталь, суцільнокатаних, спосіб, варіанти
Формула / Реферат:
1. Сталь бейнітна для суцільнокатаних залізничних коліс, що містить вуглець, марганець, кремній, хром, нікель, алюміній, титан, залізо, яка відрізняється тим, що вона додатково містить молібден, ванадій при наступному співвідношенні компонентів, мас. %: C 0,12-0,129 Мn 1,02-1,5 Si 0,24-0,32 Сr 0,37-3,5 ...
Спосіб виробництва суцільнокатаних залізничних коліс
Номер патенту: 74116
Опубліковано: 17.10.2005
Автори: Горб Євген Васильович, Бабаченко Олександр Іванович, Шрамко Олександр Вікторович, Голубєва Людмила Вікторівна, Данченко Валентин Миколаєвич, Узлов Іван Герасимович, Грінкевич Володимир Олександрович, Чуприна Любов Володимирівна, Козловський Альфред Іванович, Польський Георгій Миколаєвич, Соловйов Сергій Едуардович
Мітки: залізничних, виробництва, суцільнокатаних, спосіб, коліс
Формула / Реферат:
1. Спосіб виготовлення суцільнокатаних залізничних коліс, що включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкочування ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу та прошивання отвору в маточині, термічне зміцнення ободу, який відрізняється тим, що до моменту розкочування на колесопрокатному стані деформування металу зони ободу колеса здійснюють зі...
Спосіб термічного зміцнення суцільнокатаних залізничних коліс
Номер патенту: 67568
Опубліковано: 15.06.2004
Автори: Мархай Володимир Вікторович, Чуприна Любов Володимирівна, Кабачний Віктор Петрович, Узлов Костянтин Іванович, Лашко Анатолій Дмитрович, Козловський Альфред Іванович, Бабаченко Олександр Іванович, Узлов Іван Герасимович, Бесєднов Сергій Вікторович, Шрамко Олександр Вікторович
МПК: C21D 9/34
Мітки: спосіб, зміцнення, залізничних, термічного, коліс, суцільнокатаних
Формула / Реферат:
1. Спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і їх відпуск, який відрізняється тим, що нагрівання коліс до температури аустенітизації виконують при 875-900°С, термічне зміцнення ободу охолодженням його водою виконують при температурі води 23-27°С, питомою витратою води 75-100 м3/год....
Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної
Номер патенту: 90916
Опубліковано: 10.06.2010
Автори: Данченко Валентин Миколайович, Іськов Михайло Вікторович, Пройдак Юрій Сергійович, Беспалько Валентина Миколаївна, Губенко Світлана Іванівна, Шрамко Олександр Вікторович, Міленін Андрій Анатолійович
МПК: B21K 1/28, C21D 1/02, C21D 9/34, B21H 1/00
Мітки: бейнітної, коліс, спосіб, сталі, залізничних, суцільнокатаних, виготовлення
Формула / Реферат:
Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної, який включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкатку ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу, прошивання отвору в ступиці та відпуск, який відрізняється тим, що під час деформування металу ободу колеса здійснюють термомеханічне зміцнення, яке включає його деформацію зі...
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Кузьмичов Михайло Васильович, Козловський Альфред Іванович, Узлов Іван Герасимович, Мирошниченко Микола Григорович, Буряк Анатолій Вікторович, Школа Владлен Іванович, Пахомов Генадій Юхимович, Озиміна Валентина Василівна, Староселецький Михайло Ілліч
МПК: C21D 9/34
Мітки: суцільнокатаних, коліс, спосіб, термічної, заготовок, обробки
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Попередній патент: Спосіб кріоконсервування суспензії клітин сім’яників ссавців
Наступний патент: Спосіб опису пристрою кодування згорткових кодів у частотній області
Випадковий патент: Спосіб отримання високожиттєздатних популяцій ентомофагів