Зенковка
Номер патенту: 9466
Опубліковано: 30.09.1996
Автори: Книгін Валерій Викторович, Куцевич Валерій Людвигович, Бабушкін Анатолій Іванович, Шалбаян Віталій Армаісович
Формула / Реферат
1. Зенковка, имеющая корпус с хвостовиком и со сходящимися на конус перьями, имеющими режущие кромки, направляющий штифт, зафиксированный в сквозном центральном отверстии корпуса зенковки, отличающаяся тем, что, с целью повышения точности обработки, направляющий штифт установлен в корпусе с возможностью вращения.
2. Зенковка по п. 1, отличающаяся тем, что количество устанавливаемых в корпусе фиксаторов равно количеству режущих перьев зенковки, причем фиксаторы расположены на равных угловых расстояниях друг от друга.
Текст
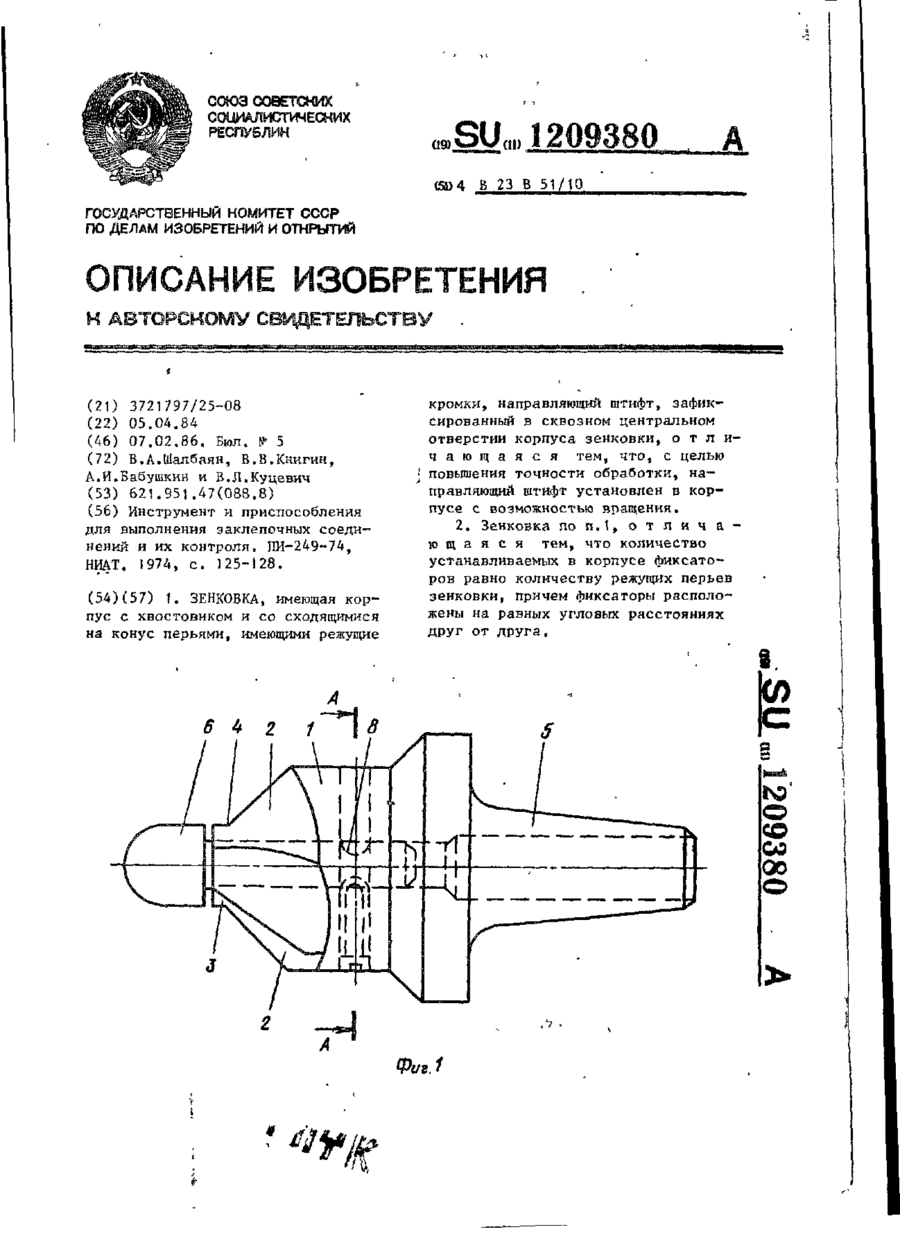
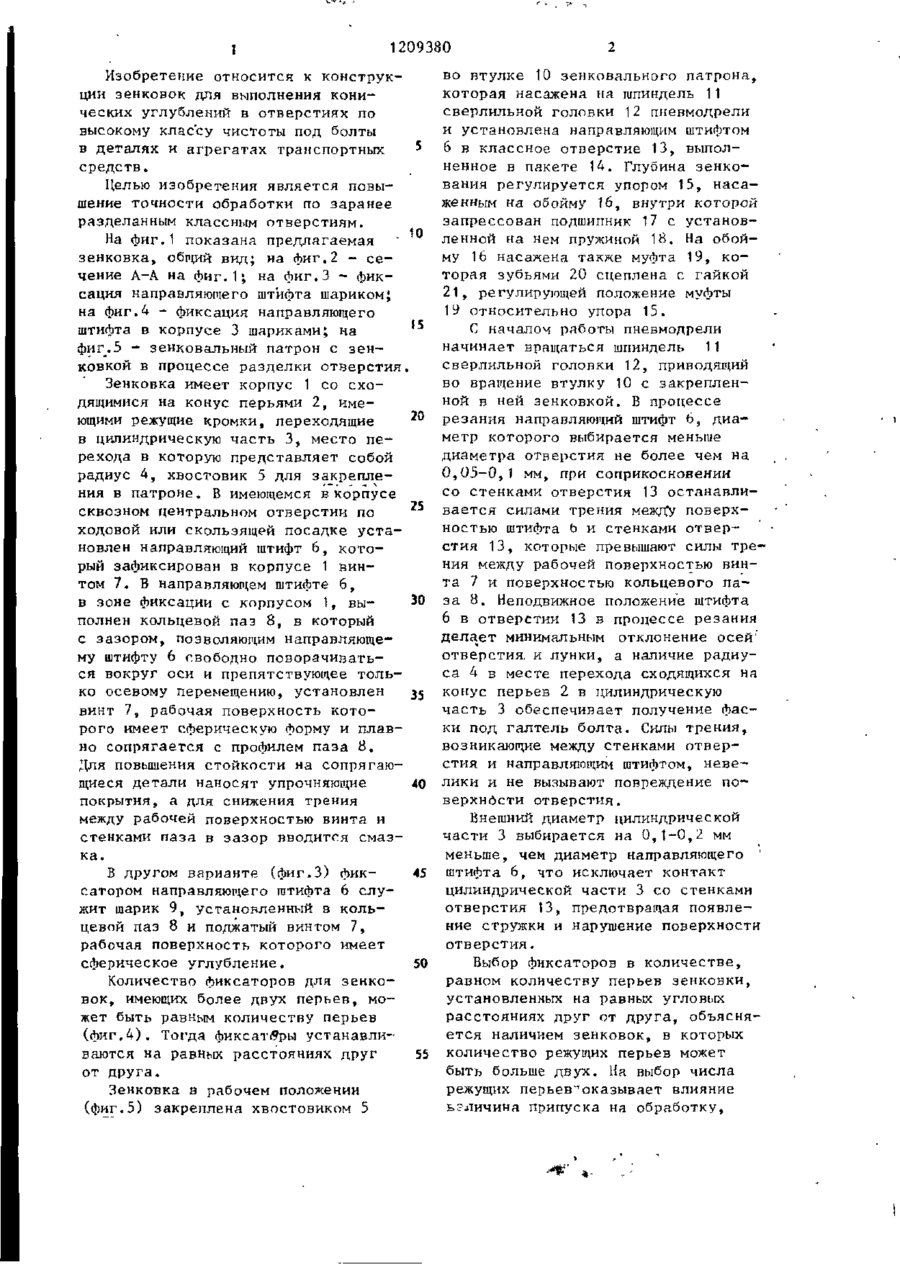
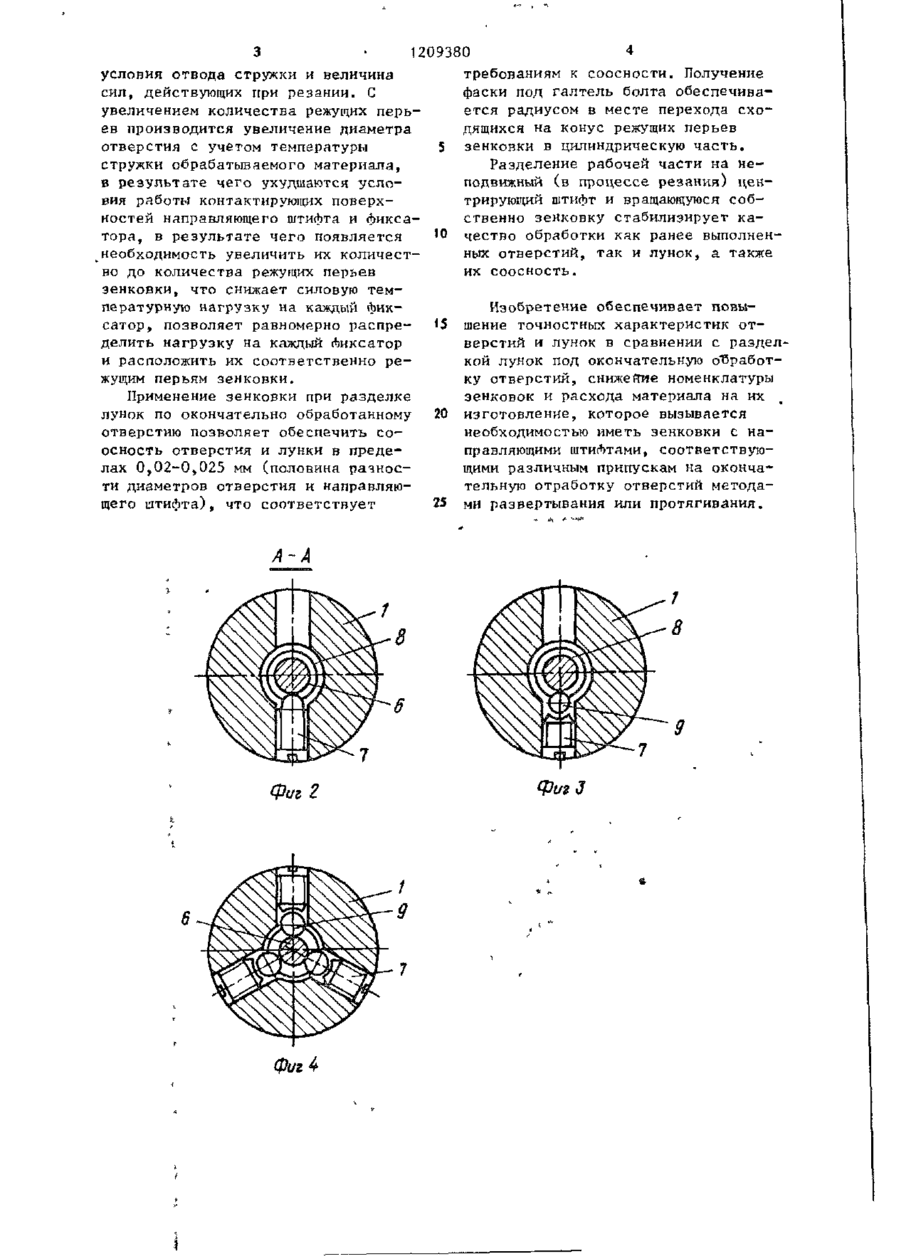
1. ЗЕНКОВКА, имеющая корпус С ХВОСТОВИКОМ И СО СХОДЯЩИМИСЯ на конус перьями, имеющими режущие кромки, направляющий штифт, зафиксированный в сквозном центральном отверстии корпуса зенковки, о т л и ч а ю щ а я с я тем, что, с целью повышения точности обработки, направляющий штифт установлен в корпусе с возможностью вращения, 2. Зенковка п о п . 1 , о т л и ч а ю щ а я с я тем, что количество устанавливаемых в корпусе фиксаторов равно количеству режущих перьев зенковки, причем фиксаторы расположены на равных угловых расстояниях друг от друга. 00 Фиг.1 I 1209380 Изобретение относится к конструкции зенковок для выполнения конических углублений в отверстиях по высокому классу чистоты под болты в деталях и агрегатах транспортных средств. Целью изобретения является повышение точности обработки по заранее разделанным классным отверстиям. !0 На фиг.1 показана предлагаемая зенковка, общий вид; на фиг.2 - сечение А-А на фиг.1 І на фиг.З - фиксация направляющего штифта шариком! на фиг.4 - фиксация направляющего 1 5 штифта в корпусе 3 шариками; на фиг_.5 - зенковальный патрон с зенковкой в процессе разделки отверстия, Зенковка имеет корпус 1 со сходящимися на конус перьями 2, име20 ющими режущие кромки, переходящие в цилиндрическую часть 3, место перехода в которую представляет собой радиус 4, хвостовик 5 для закрепления в патроне. В имеющемся в корпусе 25 сквозном центральном отверстии по ходовой или скользящей посадке установлен направляющий штифт 6, который зафиксирован в корпусе 1 винтом 7. В направляющем штифте 6, в зоне фиксации с корпусом 1, вы30 полнен кольцевой паз 8, в который с зазором, позволяющим направляющему штифту 6 свободно поворачиваться вокруг оси и препятствующее только осевому перемещению, установлен 35 винт 7, рабочая поверхность которого имеет сферическую форму и плавно сопрягается с профилем паза 8. Для повышения стойкости на сопрягающиеся детали наносят упрочняющие покрытия, а для снижения трения между рабочей поверхностью винта и стенками паза в зазор вводится смазка. В другом варианте (фиг.З) фиксатором направляющего штифта 6 служит шарик 9, установленный в кольцевой паз 8 и поджатый винтом 7, рабочая поверхность которого имеет сферическое углубление, Количество фиксаторов для зенковок, имеющих более двух перьев, может быть равным количеству перьев (фиг,4). Тогда фиксаторы устанавливаются на равных расстояниях друг от друга. Зенковка в рабочем положении (фиг.5) закреплена хвостовиком 5 во втулке 10 зенковального патрона, которая насажена на шпиндель 11 сверлильной головки 12 пневмодрели и установлена направляющим штифтом 6 в классное отперстие 13, выполненное в пакете 14. Глубина зенкования регулируется упором 15, насаженным на обойму 16, внутри которой запрессован подшипник 17 с установленной на нем пружиной 18. На обойму 16 насажена также муфта 19, которая зубьями 20 сцеплена с гайкой 21, регулирующей положение муфты 19 относительно упора 15. С началом работы пневмодрели начинает вращаться шпиндель 11 сверлильной головки 12, приводящий во вращение втулку 10 с закрепленной в ней зенковкой. В процессе резания направляющий штифт 6, диаметр которого выбирается меньше диаметра отверстия не более чем на 0,05-0,J мм, при соприкосновении со стенками отверстия 13 останавливается силами трения межд*у поверхностью штифта b и стенками отверстия 13, которые превышают силы трения между рабочей поверхностью винта 7 и поверхностью кольцевого паза 8. Неподвижное положение штифта 6 в отверстии 13 в процессе резания делает минимальным отклонение осей'' отверстия, и лунки, а наличие радиуса 4 в месте перехода сходящихся на конус перьев 2 в цилиндрическую часть 3 обеспечивает получение фаски под галтель болта. Силы трения, возникающие между стенками отверстия и направляющим штифтом, невелики и не вызывают повреждение по~ верхнбсти отверстия. Внешний диаметр цилиндрической части 3 выбирается на 0,1-0,2 мм меньше, чем диаметр направляющего ' штифта 6 f что исключает контакт цилиндрической части 3 со стенками отверстия 13, предотвращая появление стружки и нарушение поверхности отверстия. Выбор фиксаторов в количестве, 50 равном количеству перьев зенковки, установленных на равных угловых расстояниях друг от друга, объясняется наличием зенковок, в которых 55 количество режущих перьев может быть больше двух. На выбор числа режущих перьев"1 оказывает влияние ьсличина припуска на обработку, 1209380 4 требованиям к соосности. Получение условия отвода стружки и величина фаски под галтель болта обеспечивасил, действующих при резании. С ется радиусом в месте перехода схоувеличением количества режущих перь' дящихся на конус режущих перьев ев производится увеличение диаметра 5 зенковки в цилиндрическую часть. отверстия с учетом температуры стружки обрабатываемого материала, Разделение рабочей части на нев результате чего ухудшаются услоподвижный (в процессе резания) ценвия работы контактирующих поверхтрирующий штифт и вращающуюся собностей направляющего штифта и фиксаственно зенковку стабилизирует катора, в результате чего появляется 10 чество обработки как ранее выполненнеобходимость увеличить их количестных отверстий, так и лунок, а также во до количества режущих перьев их соосность. зенковки, что снижает силовую температурную нагрузку на каждый фикИзобретение обеспечивает повысатор, позволяет равномерно распре- (5 шение точностных характеристик отделить нагрузку на каждый Ликсатор верстий и лунок в сравнении с раздели расположить их соответственно рекой лунок под окончательную обработжущим перьям зенковки. ку отверстий, снижение номенклатуры зенковок и расхода материала на их Применение зенковки при разделке 20 изготовление, которое вызывается лунок по окончательно обработанному отверстию позволяет обеспечить сонеобходимостью иметь зенковки с наосность отверстия и лунки в предеправляющими Ш Т И Л Т А М И , соответствуюлах 0,02-0,025 мм (половина разносщими различным припускам на окончати диаметров отверстия и направляютельную отработку отверстий методащего итиЛта), что соответствует 25 ми развертывания или протягивания. А-А Фиг 2 Фиг 4 1209380 18 I ГV \\ /4 4 Редактор А.Шандор 73 6 Фиг.5 J Составитель Н.Кириллова Корректор А.Тяско Техред С.Мигунова Заказ 364/17 Тираж 1000 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений, и открытий 11303^ Москва, W-35, Раушская наб., д. 4/5 Филиал ПЛЇЇ "Патент**, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCountersink
Автори англійськоюShalbaian Vitalii Armaisovych, Knyhin Valerii Vyktorovych, Babushkin Anatolii Ivanovych, Kutsevych Valerii Liudvyhovych
Назва патенту російськоюЗенковка
Автори російськоюШалбаян Виталий Армаисович, Книгин Валерий Викторович, Бабушкин Анатолий Иванович, Куцевич Валерий Людвигович
МПК / Мітки
МПК: B23B 51/10
Мітки: зенковка
Код посилання
<a href="https://ua.patents.su/4-9466-zenkovka.html" target="_blank" rel="follow" title="База патентів України">Зенковка</a>
Спосіб виготовлення круглих плашок
Номер патенту: 5534
Опубліковано: 28.12.1994
Автори: Динкін Володимир Львович, Василець Володимир Семенович
МПК: B23G 5/00
Мітки: круглих, виготовлення, плашок, спосіб
Формула / Реферат:
(57) Способ изготовления круглых плашек, заключающийся в сверлении в корпусе центрального и стружечных отверстий, образующих перья плашки, нарезании резьбы на калибрующих и режущих частях перьев, затыловании калибрующих и режущих частей перьев, термической обработке и доводке резьбы, отличающийся тем, что затылование калибрующих частей перьев осуществляют затылованным по задней поверхности метчиком с числом перьев, равным числу перьев плашки...
Направляючий апарат одностойної ковпакової печі
Номер патенту: 6847
Опубліковано: 31.03.1995
Автор: Трегубов Віктор Вікторович
МПК: C21D 9/54
Мітки: печі, апарат, ковпакової, одностойної, направляючий
Формула / Реферат:
(57) Направляющий аппарат одностопной колпаковой печи, содержащий цилиндрический корпус с днищем, размещенные в корпусе опорные элементы с образованием циркуляционных каналов между ними, кольцевой диск, установленный па опорных элементах с образованием внутренней цилиндрической полости и внешней кольцевой полости, отличающийся тем, что опорные элементы выполнены из соосно установленных секций, при этом каждая секция выполнена в виде...
Жниварка

Номер патенту: 1794
Опубліковано: 25.10.1994
Автори: Кумпан Віктор Карпович, Кудінов Федір Федорович, Гусев Олександр Михайлович, Назюта Антон Андрійович
МПК: A01D 34/00
Мітки: жниварка
Формула / Реферат:
Жатка, содержащая закрепленный на корпусе делитель с копирующим основанием, над которым на пальцевом брусе режущего аппарата смонтирован направляющий кронштейн головки ножа, отличающаяся тем, что, с целью повышения надежности конструкции и снижения потерь зерна, копирующее основание выполнено с выступом, на котором закреплен направляющий кронштейн головки ножа.
Подільский акселерометр лінійного прискорення
Номер патенту: 2641
Опубліковано: 26.12.1994
Автори: Музичук Федір Максимович, Музичук Антон Максимович
МПК: G01P 15/18
Мітки: акселерометр, лінійного, прискорення, подільский
Формула / Реферат:
1. Подольский акселерометр линейного ускорения, содержащий корпус с боковыми полками в виде швеллера в сечении, направляющий стержень, расположенный вдоль оси чувствительности, установленный на направляющий стержень и подпружиненный относительно корпуса инерционный груз, демпфер и регистратор, отличающийся тем, что в него введены кинематически связанные между собой зубчатое колесо, являющееся инерционным грузом и зубчатая рейка, которая...
Робочий орган грунтооброблюючого знаряддя
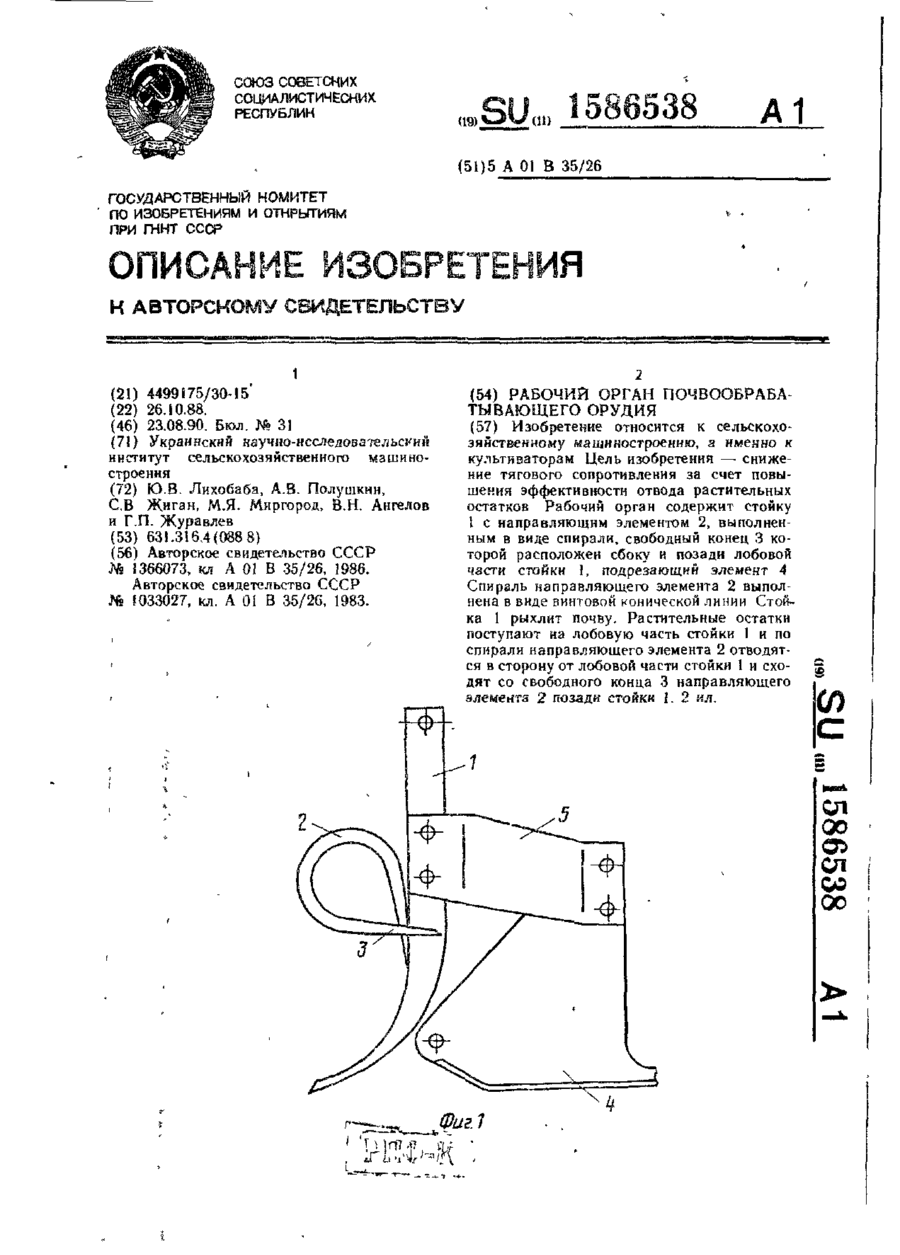
Номер патенту: 8793
Опубліковано: 30.09.1996
Автори: Полушкін Олексій Володимирович, Ангелов Віталій Миколайович, ЖИГАН СЕРГІЙ ВОЛОДИМИРОВИЧ, Лихобаба Юрій Васильович, Журавльов Григорій Павлович, Миргород Михайло Якович
МПК: A01B 35/26
Мітки: робочий, орган, знаряддя, грунтооброблюючого
Формула / Реферат:
Рабочий орган почвообрабатывающего орудия, содержащий стойку с направляющим элементом, выполненным в виде спирали, отличающийся тем, что, с целью снижения тягового сопротивления за счет повышения эффективности отвода растительных остатков, направляющий элемент выполнен по конической винтовой линии, шаг которой больше ширины лобовой части стойки, а свободный конец направляющего элемента расположен позади лобовой части стойки.