Пристрій для виготовлення внутрішніх багатогранників
Номер патенту: 99282
Опубліковано: 25.05.2015
Автори: Ткаченко Ігор Григорович, Лещук Роман Ярославович, Гевко Ігор Богданович, Левкович Михайло Генадійович, Гудь Віктор Зіновійович, Клендій Володимир Миколайович
Формула / Реферат
Пристрій для виготовлення внутрішніх багатогранників, який виконано у вигляді кронштейна, який закріплений в різцетримачі токарного верстата, а внутрішній конічний отвір кронштейна є у взаємодії з конічним корпусом в середині якого на підшипниках встановлено шпиндель, а на лівому його кінці в отворі жорстко встановлено шестигранний пуансон, який відрізняється тим, що правий базуючий кінець пуансона виконано конічної форми, який є у взаємодії з конічним отвором шпинделя, а крайній кінець багатогранного пуансона виконано з оберненим конусом, 1,5°, а з торця по його центру виконано конічну поверхню з кутом 3…5°, а кріпильний гвинт пуансона встановлено під кутом до шпинделя з можливістю його затиску в конічному отворі, а швидкість обертання заготовки при забезпеченні якісного процесу є в межах 1,5…2 тис. об/хв.
Текст
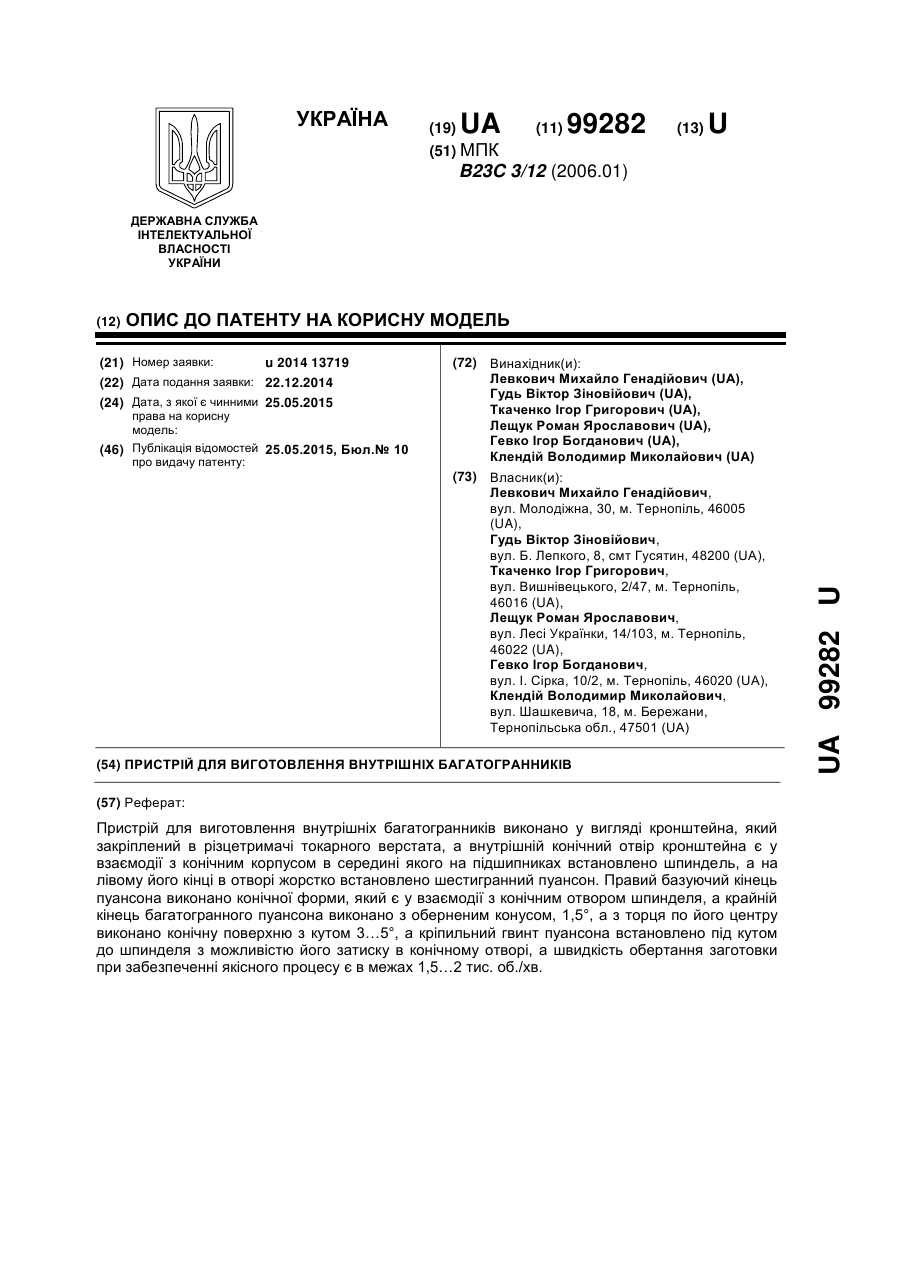
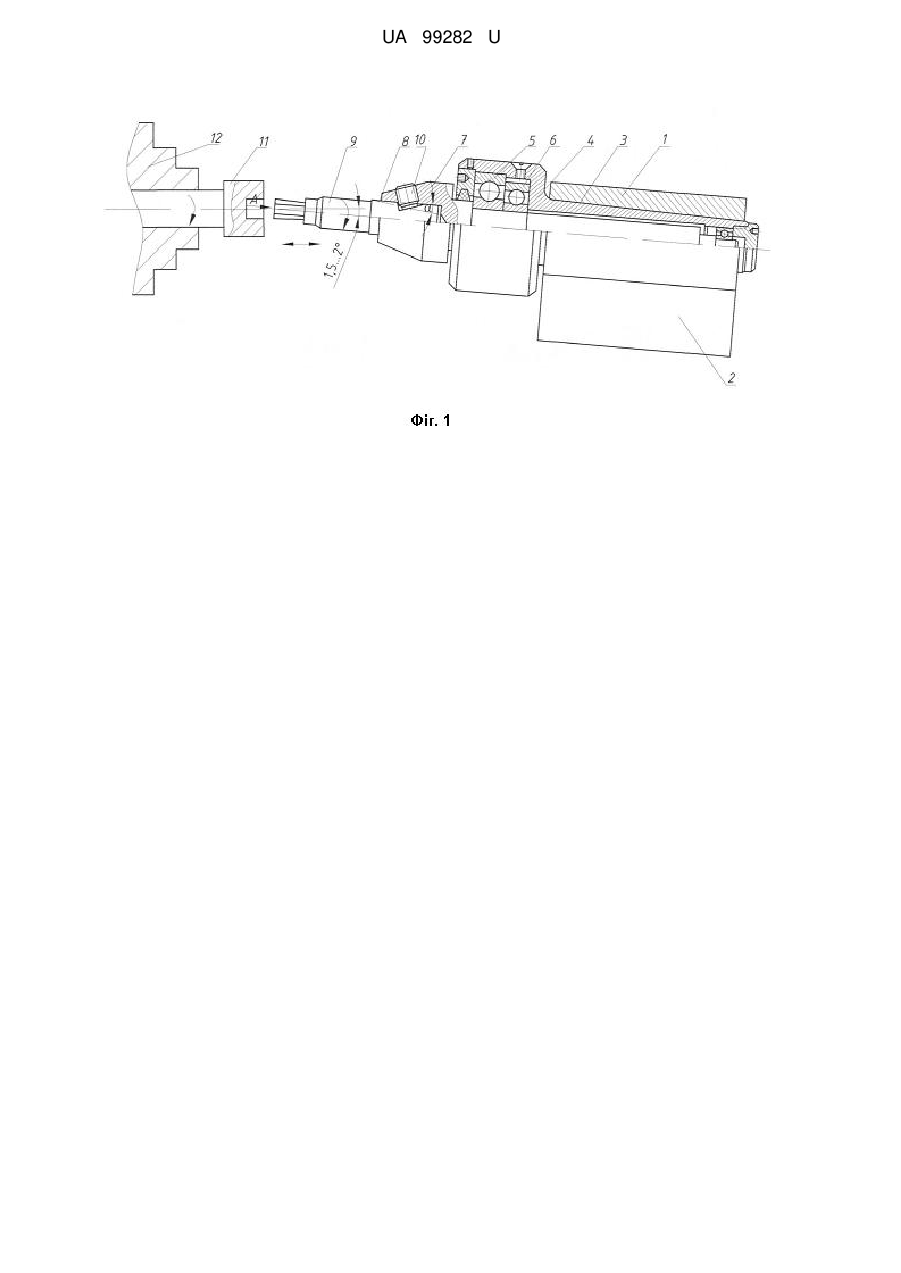
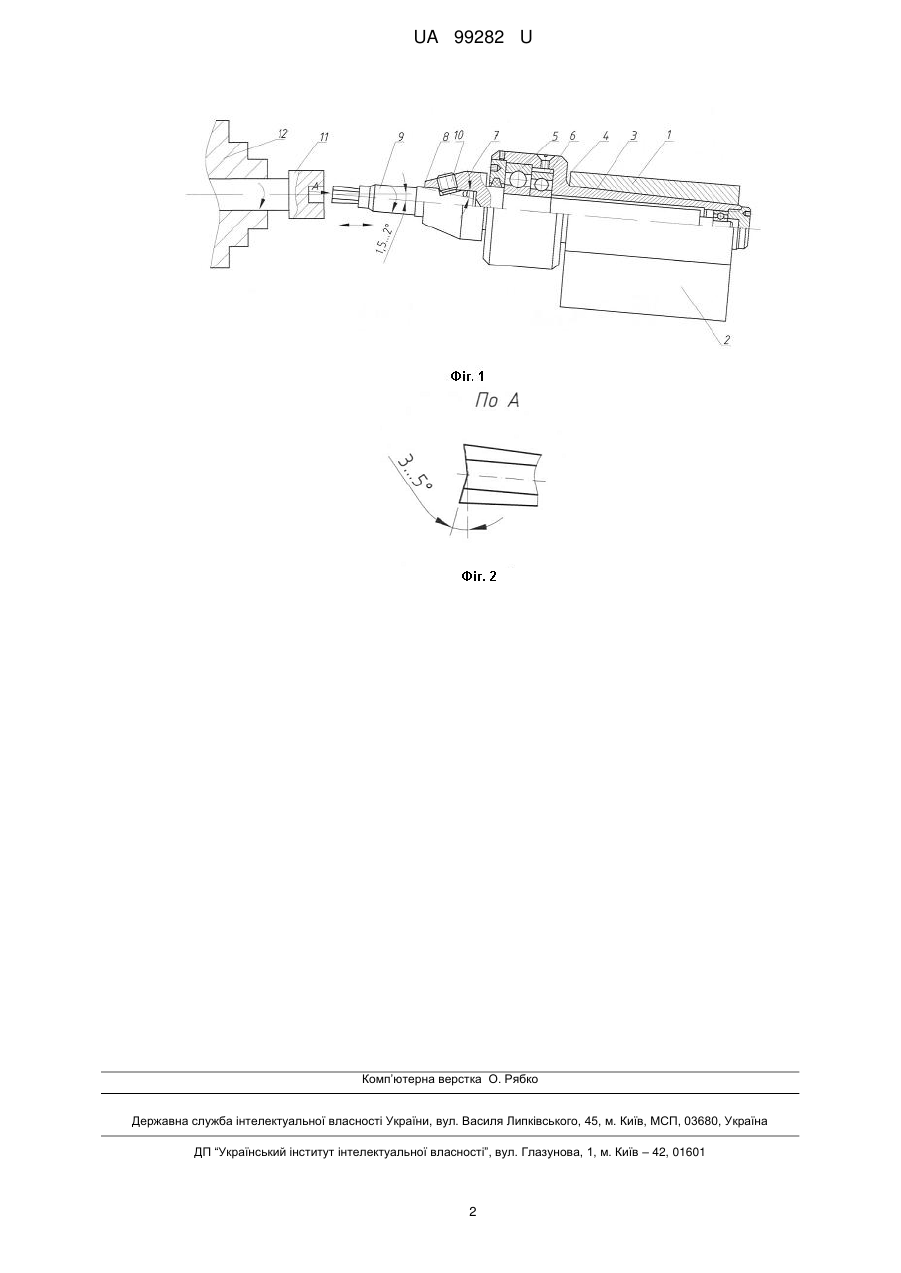
Реферат: Пристрій для виготовлення внутрішніх багатогранників виконано у вигляді кронштейна, який закріплений в різцетримачі токарного верстата, а внутрішній конічний отвір кронштейна є у взаємодії з конічним корпусом в середині якого на підшипниках встановлено шпиндель, а на лівому його кінці в отворі жорстко встановлено шестигранний пуансон. Правий базуючий кінець пуансона виконано конічної форми, який є у взаємодії з конічним отвором шпинделя, а крайній кінець багатогранного пуансона виконано з оберненим конусом, 1,5°, а з торця по його центру виконано конічну поверхню з кутом 3…5°, а кріпильний гвинт пуансона встановлено під кутом до шпинделя з можливістю його затиску в конічному отворі, а швидкість обертання заготовки при забезпеченні якісного процесу є в межах 1,5…2 тис. об./хв. UA 99282 U (12) UA 99282 U UA 99282 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі машинобудування і може мати використання при виготовленні болтів, метизів з внутрішніми багатогранниками та інше. Відомий пристрій для обробки внутрішніх шестигранників, який виконано у вигляді кронштейна, який закріплений в різцетримачі токарного верстата, а внутрішній конічний отвір кронштейна є у взаємодії з конічним корпусом, всередині якого на підшипниках встановлено шпиндель, є на лівому кінці якого в отворі жорстко встановлено шестигранний пуансон. (Семинський В.К. др. Приспособления и инструменты для токарных робот. - К.: Техніка, 1997, рис. 71) Основним недоліком прототипу є обмежені технологічні можливості, низька якість обробки і великі зусилля формоутворення. Задачею корисної моделі розширення технологічних можливостей, підвищення якості оброблюваних поверхонь і зменшення зусилля формоутворення шляхом виконання пристрою для виготовлення внутрішніх багатогранників, який виконано у вигляді кронштейна, який закріплений в різцетримачі токарного верстата, а внутрішній конічний отвір кронштейна є у взаємодії з конічним корпусом, а в середині якого на підшипниках встановлено шпиндель, на лівому кінці в отворі якого жорстко встановлено шестигранний пуансон, причому правий базуючий кінець пуансона виконано конічної форми, з конічним отвором шпинделя, а крайній кінець багатогранного пуансона виконано з оберненим конусом 1, 1,5°, а з торця по його центру виконано конічну поверхню з кутом 3…5°, а кріпильний гвинт пуансона встановлено під кутом до шпинделя з можливістю його затиску в конічному отворі, а швидкість обертання заготовки при забезпеченні якісного процесу є в межах 1,5…2 тис. об/хв. Пристрій для виготовлення внутрішніх багатогранників зображено на Фіг. 1 і Фіг. 2 - вид по А на Фіг. 1. Пристрій для виготовлення внутрішніх багатогранників виконано у вигляді кронштейна 1, який закріплено в різцетримачі 2 токарного верстата. Внутрішній конічний отвір 3 кронштейн 1 є у взаємодії з конічним конусом 4, всередині якого на підшипниках радіальному 5 і упорному 6 встановлено шпиндель 7 з можливістю кругового провертання. Правий базуючий кінець 8 пуансона 9 виконано конічної форми, який у взаємодії з конічним отвором, який виконано на кінці шпинделя 7 і закріплений гвинтом 10, який встановлено під кутом і здійснює затиск пуансона 9 в конічному отворі шпинделя. Крайній лівий кінець багатогранного пуансона 9 виконана з оберненим конусом 1,5°. З торця пуансона по його центру виконано конічну поверхню з загостренням пуансона під кутом α ≈ 3…5° для полегшення прошивання багатогранників у внутрішніх отворах заготовок 11. Отвір під прошитий багатогранник повинен бути рівним колу вписаному в цей багатогранник. Робота пристрою здійснюється наступним чином. Пристрій жорстко закріплюють в різцетримачі токарного верстата, при цьому вісь пуансона 9 повинна бути нахилена в межах 1…1,5° до осі верстата. В патроні 12 токарного верстата закріплюють заготовку болта 11, в отвір заготовки підводиться торець пуансона, вмикається верстат в межах 1,5…2 тис. об/хв. і здійснюється рух осьової подач, і при цьому здійснюється процес формування багатогранника. Після закінчення процесу пристрій відводиться вправо від заготовки і вона знімається з патрона 12. Зменшення зусилля формоутворення здійснюється за рахунок відцентрових сил в заготовці, які сприяють зменшенню зусилля прошивання і підвищення якості формоутворення. До переваг пристрою належить розширення технологічних можливостей, підвищена якість прошивання і зменшення зусилля формоутворення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Пристрій для виготовлення внутрішніх багатогранників, який виконано у вигляді кронштейна, який закріплений в різцетримачі токарного верстата, а внутрішній конічний отвір кронштейна є у взаємодії з конічним корпусом в середині якого на підшипниках встановлено шпиндель, а на лівому його кінці в отворі жорстко встановлено шестигранний пуансон, який відрізняється тим, що правий базуючий кінець пуансона виконано конічної форми, який є у взаємодії з конічним отвором шпинделя, а крайній кінець багатогранного пуансона виконано з оберненим конусом, 1,5°, а з торця по його центру виконано конічну поверхню з кутом 3…5°, а кріпильний гвинт пуансона встановлено під кутом до шпинделя з можливістю його затиску в конічному отворі, а швидкість обертання заготовки при забезпеченні якісного процесу є в межах 1,5…2 тис. об./хв. 1 UA 99282 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюLevkovych Mykhailo Henadiiovych, Tkachenko Ihor Hryhorovych, Leschuk Roman Yaroslavovych, Klendii Volodymyr Mykolaiovych
Автори російськоюЛевкович Михаил Геннадиевич, Ткаченко Игорь Григорьевич, Лещук Роман Ярославович, Клендий Владимир Николаевич
МПК / Мітки
МПК: B23C 3/12
Мітки: внутрішніх, багатогранників, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/4-99282-pristrijj-dlya-vigotovlennya-vnutrishnikh-bagatogrannikiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення внутрішніх багатогранників</a>
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок
Номер патенту: 38956
Опубліковано: 26.01.2009
Автори: Гевко Богдан Матвійович, Шевчук Оксана Степанівна, Дзюра Володимир Олексійович, Диня Володимир Іванович
МПК: B23D 43/00, B21B 19/00
Мітки: напівкруглих, дорнування, канавок, гвинтових, пристрій, самовстановлюваний, внутрішніх
Формула / Реферат:
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок, що виконаний у вигляді циліндричного корпусу з центральним отвором, в лівому торці якого розміщена пружина стиснення, яка є у пружній взаємодії з хвостовиком інструмента та кріпильних елементів, який відрізняється тим, що в циліндричному корпусі центральний отвір виконаний наскрізним, а в ньому рівномірно по колу розміщені внутрішні напівкруглі шліцеві...
Контрольний пристрій для заміру параметрів внутрішніх сферичних поверхонь

Номер патенту: 33176
Опубліковано: 10.06.2008
Автори: Левкович Михайло Генадійович, Брощак Іван Іванович, Гевко Ігор Богданович, Стефанів Сергій Володимирович
МПК: G01B 3/00
Мітки: сферичних, внутрішніх, параметрів, пристрій, контрольний, поверхонь, заміру
Формула / Реферат:
Контрольний пристрій для заміру параметрів внутрішніх сферичних поверхонь, який виконаний у вигляді корпуса, в якому встановлено піноль з можливістю регулювання вздовж своєї осі, індикатора, розміщеного в пінолі, який відрізняється тим, що затискний елемент виконано у вигляді хомута, який жорстко закріплено на зовнішньому діаметрі контрольованої деталі, в торцевій частині хомута виконано переріз з отворами, які є у взаємодії зі стяжним...
Пристрій для нарізання внутрішніх різьб малих діаметрів
Номер патенту: 87818
Опубліковано: 25.08.2009
Автори: Новіков Павло Анатолійович, Канареев Фелікс Миколайович
МПК: B23G 1/00
Мітки: малих, діаметрів, внутрішніх, пристрій, різьб, нарізання
Формула / Реферат:
Пристрій для нарізання внутрішніх різьб малих діаметрів, що містить корпус, привід головного руху, механізм подачі, приводну втулку, встановлену з можливістю обертання і кінематично зв'язану з приводом, всередині якої розташований шпиндель з патроном і мітчиком, стаканоподібний демпфер, в якому встановлений диск з отвором, в якому розміщена робоча частина мітчика, який відрізняється тим, що демпфер виконано у вигляді двох кілець, верхнє...
Оправка для розточування і вигладжування внутрішніх циліндричних поверхонь
Номер патенту: 80250
Опубліковано: 27.05.2013
Автори: Лотоцький Роман Ігорович, Гевко Ігор Богданович, Ляшук Олег Леонтійович, Білик Стефанія Григоріна, Хітров Ігор Олександрович
МПК: B23B 5/00
Мітки: циліндричних, поверхонь, розточування, вигладжування, оправка, внутрішніх
Формула / Реферат:
Оправка для розточування і вигладжування внутрішніх циліндричних поверхонь, яка виконана у вигляді циліндра, з правого торця якого виконано радіальний наскрізний отвір, який є у взаємодії з розточеним і вигладжувальним різцями механізму регулювання, яка відрізняється тим, що з правого торця циліндра виконано два ряди радіальних наскрізних отвори перпендикулярно один до одного у певній відстані між ними, у перший отвір з торця встановлено...
Пристрій для одночасної обробки сполучуваних внутрішніх та зовнішніх циліндричних поверхонь
Номер патенту: 92697
Опубліковано: 26.08.2014
Автори: Лях Бенгард Григорович, Сичов Юрій Іванович, Самчук Володимир Володимирович, Тарасюк Анатолій Петрович
Мітки: пристрій, поверхонь, обробки, внутрішніх, зовнішніх, циліндричних, сполучуваних, одночасної
Формула / Реферат:
Пристрій для одночасної обробки сполучуваних внутрішніх та зовнішніх циліндричних поверхонь, що містить корпус, розточувальні головки, конічне зубчате колесо, вал, який відрізняється тим, що він оснащений корпусом, у якому виконано наскрізний отвір з фланцем, на зовнішньому діаметрі якого з можливістю обертання встановлена перша ріжуча головка, яка має зовнішній зубчастий вінець, а до внутрішньої поверхні фланця, перпендикулярно утворюючій,...
Попередній патент: Пристрій для вирощування рослин без землі на вертикальній поверхні
Наступний патент: Оптичний модулятор
Випадковий патент: Спосіб комбінованої терапії резистентних депресивних розладів ендогенного генезу