Спосіб виготовлення поглинаючих виробів (варіанти) і пристрій для виготовлення поглинаючих виробів (варіанти)
Формула / Реферат
1. Спосіб виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар, основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу,
який включає:
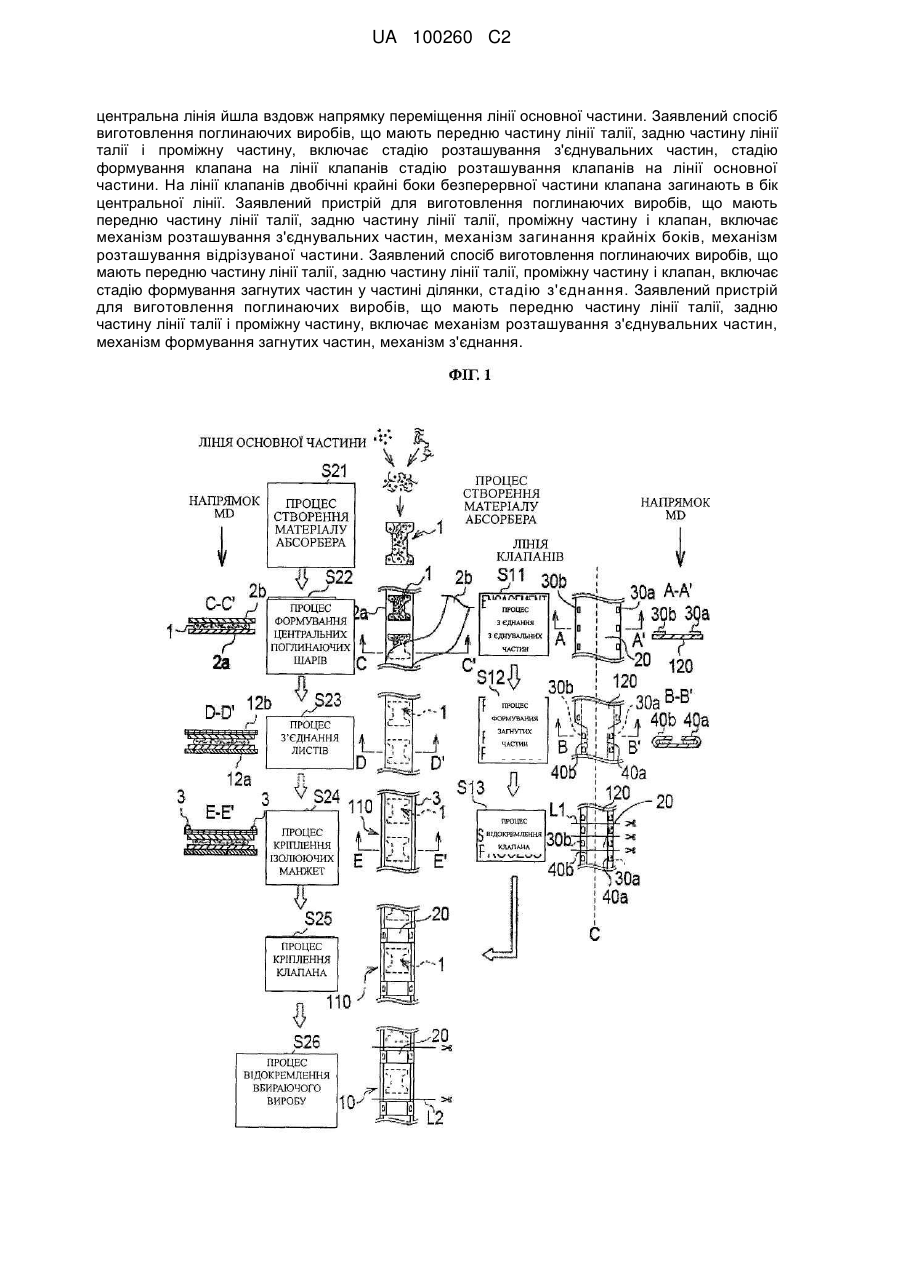
стадію розташування з'єднувальної частини у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, яка включає розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів;
стадію формування клапана на лінії клапанів для формування клапана шляхом відрізання безперервної частини лінії клапанів вздовж напрямку, що перетинає напрямок переміщення лінії клапанів; і
стадію розташування клапанів на безперервній частині поздовжнього поглинаючого виробу, що безперервно переміщується на лінії основної частини, для розташування клапана у заздалегідь визначеному інтервалі так, щоб центральна лінія йшла у напрямку переміщення лінії основної частини,
який відрізняється тим, що на лінії клапанів двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії вздовж напрямку переміщення лінії клапанів.
2. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування з'єднувальної частини з'єднувальні частини розташовують на двобічних крайніх боках безперервної частини клапана, а двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії.
3. Спосіб виготовлення поглинаючих виробів за п. 2, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії, а з'єднувальні частини, розташовані на двобічних крайніх боках, зупиняють зі зчепленням на безперервній частині клапана.
4. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування з'єднувальної частини у безперервній частині подовженого клапана з'єднувальні частини розташовують з обох боків від проксимальної області центральної лінії вздовж напрямку переміщення лінії клапанів, і формують відділювальну лінію для забезпечення розділення безперервної частини клапана на дві секції вздовж центральної лінії.
5. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають багато разів.
6. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування клапана клапан з'єднують з безперервною частиною поглинаючого виробу.
7. Пристрій для виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар і основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу,
який включає:
механізм розташування з'єднувальних частин у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів;
механізм загинання крайніх боків для загинання двобічних крайніх боків безперервної частини клапана у бік центральної лінії вздовж напрямку переміщення лінії клапанів; і
механізм розташування відрізуваної частини для формування клапана шляхом відрізання безперервної частини клапана вздовж напрямку переміщення лінії клапанів на безперервній частині подовженого поглинаючого виробу, і розташування клапана на заздалегідь визначеному інтервалі так, щоб центральна лінія йшла вздовж напрямку переміщення лінії основної частини.
8. Спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, який включає:
стадію розташування з'єднувальних частин у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, яка включає розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів;
стадію формування клапана на лінії клапанів для формування клапана шляхом відрізання безперервної частини лінії клапанів вздовж напрямку, що перетинає напрямок переміщення лінії клапанів;
стадію розташування клапанів на лінії основної частини для розташування клапана на безперервній частині передньої частини лінії талії чи задньої частини лінії талії так, щоб центральна лінія була перпендикулярна напрямку переміщення лінії основної частини,
причому на лінії клапанів двобічні крайні боки безперервної частини клапана загинають в бік центральної лінії.
9. Спосіб виготовлення поглинаючих виробів за п. 8, який включає
стадію відрізання частини лінії талії на лінії основної частини для розміщення безперервної частини передньої частини лінії талії і безперервної частини задньої частини лінії талії на заздалегідь визначеному інтервалі довжини вздовж напрямку, що перетинає напрямок переміщення лінії основної частини,
причому ширина у напрямку, що перетинає центральну лінію у клапані, коротша заздалегідь визначеного інтервалу довжини.
10. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування з'єднувальної частини з'єднувальні частини розташовуються на бічних крайніх боках безперервної частини клапана, а бічні крайні боки безперервної частини клапана загинають у бік центральної лінії.
11. Спосіб виготовлення поглинаючих виробів за п. 10, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають в бік центральної лінії, а з'єднувальні частини, розташовані на двобічних крайніх боках, зупиняють із зчепленням на безперервній частині клапана.
12. Спосіб виготовлення поглинаючих виробів за п. 10, який відрізняється тим, що включає стадію формування вирізаної частини в заздалегідь визначеній формі в частині двобічних крайніх боків.
13. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування з'єднувальної частини у безперервній частині подовженого клапана з'єднувальні частини розташовують з обох боків від проксимальної області центральної лінії вздовж напрямку переміщення лінії клапанів і формують відділювальну лінію для забезпечення розділення безперервної частини клапана на дві секції вздовж центральної лінії.
14. Спосіб виготовлення поглинаючих виробів за п. 13, який відрізняється тим, що включає стадію формування вирізаної частини в заздалегідь визначеній формі в частині проксимальної області.
15. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування клапанів клапан з'єднують з безперервною частиною передньої частини лінії талії чи задньою частиною лінії талії.
16. Спосіб виготовлення поглинаючих виробів за п. 8, який включає стадію розташування проміжної частини для розташування проміжної частини таким чином, щоб відокремити її від іншої у напрямку переміщення лінії основної частини, між безперервною частиною передньої частини лінії талії, яка формується в подовженій формі, і безперервною частиною задньої частини лінії талії, яка формується у подовженій формі, причому відповідна частина з них повинна безперервно переміщуватися на лінії основної частини.
17. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування клапана клапан розташовують таким чином, щоб покривати крайні частини проміжної частини.
18. Спосіб виготовлення поглинаючих виробів за п. 9, який відрізняється тим, що на стадії відрізання частини лінії талії безперервну частину передньої частини лінії талії і безперервну частину задньої частини лінії талії відрізають так, щоб довжина передньої частини лінії талії в напрямку поперек поглинаючого виробу дорівнювала довжині задньої частини лінії талії у напрямку упоперек поглинаючого виробу.
19. Пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину, для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу,
який включає:
механізм розташування з'єднувальних частин, виконаний з можливістю розташування з'єднувальних частин, які можна з'єднувати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів;
механізм загинання крайніх боків, виконаний з можливістю загинання двобічних крайніх боків безперервної частини клапана у бік центральної лінії; і
механізм розташування відрізуваної частини, виконаний з можливістю формування клапана шляхом відрізання безперервної частини клапана вздовж напрямку, що перетинає напрямок переміщення лінії клапанів, і розташування клапана в безперервній частині передньої частини лінії талії чи задньої частини лінії талії так, щоб центральна лінія була перпендикулярною напрямку переміщення лінії основної частини.
20. Спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину, для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу,
який включає:
стадію формування загнутих частин у частині ділянки шляхом виконання одного клапана у безперервній частині подовженого клапана, що безперервно переміщується на лінії клапанів, формування однієї пари загнутих частин, які можна загинати у напрямку переміщення лінії клапанів і у напрямку, протилежному напрямку переміщення, і розташування з'єднувальних частин, які можна з'єднувати з іншою частино на заздалегідь визначеній ділянці, на відповідній парі загнутих частин; і
стадію з'єднання шляхом з'єднання безперервної частини клапана і безперервної частини передньої частини лінії талії чи безперервної частини задньої частини лінії талії так, щоб відповідна ділянка, що утворює зазначений клапан, відповідала відповідній ділянці, що утворює поглинаючий виріб передньої частини лінії талії чи задньої частини лінії талії.
21. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії формування загнутих частин зазначену пару загнутих частин формують за допомогою принаймні однієї першої частини з прорізом і першої вирізаної частини, сформованої вздовж напрямку, що перетинає напрямок переміщення лінії клапанів, і принаймні однієї другої частини з прорізом і другої вирізаної частини, сформованої вздовж напрямку переміщення лінії клапанів.
22. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що:
на стадії з'єднання відповідну з'єднувальну частину, яка розташована на відповідній парі загнутих частин, зупиняють зі зчепленням на безперервній частині передньої частини лінії талії чи задньої частини лінії талії.
23. Спосіб виготовлення поглинаючих виробів за п. 20, який включає стадію розташування проміжної частини шляхом розташування проміжної частини таким чином, щоб відокремити її від іншої у напрямку переміщення лінії основної частини, між безперервною частиною подовженої передньої частини лінії талії і безперервною частиною подовженої задньої частини лінії талії, які безперервно переміщають на лінії основної частини.
24. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії з'єднання безперервну частину клапана і безперервну частину передньої частини лінії талії чи задньої частини лінії талії з'єднують між собою.
25. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії з'єднання безперервну частину клапана і безперервну частину передньої частини лінії талії чи задньої частини лінії талії з'єднують між собою таким чином, щоб відповідний клапан покривав крайні частини основної поглинаючої частини, розташованої на проміжній частині.
26. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що включає стадію відрізання частини лінії талії для відрізання безперервної частини передньої частини лінії талії і безперервної частини задньої частини лінії талії таким чином, щоб довжина передньої частини лінії талії в напрямку поперек поглинаючого виробу була рівною довжині задньої частини лінії талії в напрямку поперек поглинаючого виробу.
27. Пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, який включає:
механізм розташування з'єднувальних частин, виконаний з можливістю розташування з'єднувальних частин, які можна з'єднувати між собою на заздалегідь визначеній ділянці, у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів;
механізм формування загнутих частин, виконаний з можливістю формування однієї пари загнутих частин, які можна загинати у напрямку переміщення і у напрямку, протилежному напрямку переміщення лінії клапанів у частині ділянки, що утворює один клапан у безперервній частині клапана; і
механізм з'єднання, виконаний з можливістю з'єднання безперервної частини клапана і безперервної частини передньої частини лінії талії чи безперервної частини задньої частини лінії талії таким чином, щоб відповідна ділянка, що утворює зазначений клапан, відповідала відповідній ділянці, що утворює поглинаючий виріб передньої частини лінії талії чи задньої частини лінії талії.
Текст
Реферат: Заявлений спосіб виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар, основну поглинаючу частину і клапан, включає стадію розташування з'єднувальної частини, стадію формування клапана на лінії клапанів і стадію розташування клапанів на безперервній частині поздовжнього поглинаючого виробу. На лінії клапанів двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії вздовж напрямку переміщення лінії клапанів. Заявлений пристрій для виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар і основну поглинаючу частину і клапан, включає механізм розташування з'єднувальних частин, механізм загинання крайніх боків, механізм розташування відрізуваної частини і розташування клапана на заздалегідь визначеному інтервалі так, щоб UA 100260 C2 (12) UA 100260 C2 центральна лінія йшла вздовж напрямку переміщення лінії основної частини. Заявлений спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину, включає стадію розташування з'єднувальних частин, стадію формування клапана на лінії клапанів стадію розташування клапанів на лінії основної частини. На лінії клапанів двобічні крайні боки безперервної частини клапана загинають в бік центральної лінії. Заявлений пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину і клапан, включає механізм розташування з'єднувальних частин, механізм загинання крайніх боків, механізм розташування відрізуваної частини. Заявлений спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину і клапан, включає стадію формування загнутих частин у частині ділянки, стадію з'єднання. Заявлений пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину, включає механізм розташування з'єднувальних частин, механізм формування загнутих частин, механізм з'єднання. UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Цей винахід відноситься до способу виготовлення поглинаючих виробів і пристрою для виготовлення поглинаючих виробів, відповідний поглинаючий виріб має проникний для рідини верхній шар, непроникний для рідини нижній шар і основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами. Рівень техніки Зазвичай у підгузках відкритого типу не потрібні бічні клапани (звисаюча частина), що звисають з основної поглинаючої частини назовні, щоб полегшити кріплення до тіла носія. Хоча зараз відомий спосіб забезпечення бічного клапана, звисаючого з бічної поздовжньої частини назовні основної поглинаючої частини, а потім використання частини, що знаходиться ліворуч, обрізаної у вигляді бічного клапана, цей спосіб спричиняє проблему, що полягає в утворенні значної кількості відходів матеріалів внаслідок обрізання. Вирішенням цієї проблеми є спосіб виготовлення підгузків, описаних у патентному документі 1. Спосіб виготовлення підгузків складається з таких стадій. (1) Стадія виготовлення стрічкоподібної основної поглинаючої частини підгузка. (2) Стадія виготовлення в основному трапецієподібного шару бічного клапана за допомогою трапецієподібної смуги. (3) Стадія прикріплення шару бічного клапана до двобічних країв стрічкоподібної основної поглинаючої частини підгузка. (4) Стадія відрізання стрічкоподібної основної поглинаючої частини підгузка разом із шаром бічного клапана в заданому напрямку. Патентний документ 1. Японська викладена патентна заявка № 4-261655. Короткий виклад суті винаходу Проте в описаних вище стадіях виготовлення підгузка відкритого типу бічний клапан повинен кріпитися у заздалегідь визначеній частині на двобічних крайніх боках стрічкоподібної основної частини підгузка, з одночасним точним розташуванням клапана. Крім того, в описаних вище стадіях виготовлення підгузка відкритого типу, оскільки шари клапана з двох боків відповідно розташовуються на стрічкоподібній основній частині підгузка, може виникнути проблема, яка полягає в тому, що процес кріплення стає складним, коли положення бічних клапанів у напрямку MD (напрямок переміщення) лінії основної частини повинні поперечно співпадати. Даний винахід зроблено для вирішення описаної вище проблеми і його завданням є розробка способу виготовлення поглинаючих виробів і пристрою для виготовлення поглинаючих виробів, які здатні усунути недолік, викликаний тим, що положення бічних клапанів не співпадають у напрямку MD лінії основної частини, без необхідності використання контролю переміщення. Цей винахід відноситься до способу виготовлення поглинаючих виробів і пристрою для виготовлення поглинаючих виробів, відповідний поглинаючий виріб має проникний для рідини верхній шар, непроникний для рідини нижній шар і основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами. Цей спосіб складається з наступного: стадія розташування з'єднувальної частини, у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів; стадії формування клапанів, на лінії клапанів, формування клапана шляхом відрізання безперервної частини лінії клапанів вздовж напрямку перпендикулярного напрямку переміщення лінії клапанів; і стадії розташування клапанів, на безперервній частині поздовжнього поглинаючого виробу, що безперервно переміщується на лінії основної частини, розташування клапана у заздалегідь визначеному інтервалі так, щоб центральна лінія йшла у напрямку переміщення лінії основної частини, де, на лінії клапанів, двобічні крайні боки безперервної частини клапана загинаються в бік центральної лінії вздовж напрямку переміщення лінії клапана. Як описано вище, з цим способом виготовлення поглинаючих виробів, у відповідності до даного винаходу, можна надати спосіб виготовлення поглинаючих виробів і пристрій для виготовлення поглинаючих виробів, які здатні усунути недолік, спричинений тим, що положення бічних клапанів не співпадають у напрямку MD лінії основної частини, без необхідності використання контролю переміщення. Короткий опис креслень Фіг. 1 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу. 1 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 2 – вигляд згори поглинаючого виробу, у відповідності до прикладу втілення 1-1 даного винаходу. Фіг. 3 – вигляд згори після розгортання поглинаючого виробу, у відповідності до прикладу втілення 1-1 даного винаходу. Фіг. 4(a) і Фіг. 4(b) – вигляди для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 прикладу втілення 1-1 даного винаходу. Фіг. 5(a) і Фіг. 5(b) – вигляди у розрізі клапана у тому стані, коли поглинаючий виріб, відповідно до прикладу модифікації 1 прикладу втілення 1-1 даного винаходу, не розгорнутий. Фіг. 6 – вигляд згори після розгортання поглинаючого виробу, у відповідності до прикладу модифікації 1 прикладу втілення 1-1 даного винаходу. Фіг. 7 – вигляд згори після розгортання поглинаючого виробу, у відповідності до прикладу модифікації 1 прикладу втілення 1-1 даного винаходу. Фіг. 8 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 прикладу втілення 1-1 даного винаходу. Фіг. 9 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 210, у відповідності до прикладу втілення 1-2 даного винаходу. Фіг. 10 – перспективний вигляд, що показує механізм загинання крайніх боків 220, у відповідності до прикладу втілення 1-2 даного винаходу. Фіг. 11 – перспективний вигляд, що показує механізм розташування відрізуваної частини 230, у відповідності до прикладу втілення 1-2 даного винаходу. Фіг. 12 – перспективний вигляд, що показує всю структуру поглинаючого виробу, у відповідності до прикладу втілення 2-1 даного винаходу. Фіг. 13 – вигляд згори поглинаючого виробу, у відповідності до прикладу втілення 2-1 даного винаходу. Фіг. 14 – розгорнутий вигляд згори поглинаючого виробу, у відповідності до прикладу втілення 2-1 даного винаходу. Фіг. 15 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу. Фіг. 16 – вигляд згори поглинаючого виробу, у відповідності до прикладу втілення 2-2 даного винаходу. Фіг. 17 – розгорнутий вигляд згори поглинаючого виробу, у відповідності до прикладу втілення 2-2 даного винаходу. Фіг. 18 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-2 даного винаходу. Фіг. 19 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 1210, у відповідності до прикладу втілення 2-3 даного винаходу. Фіг. 20 – перспективний вигляд, що показує механізм загинання крайніх боків 1220, у відповідності до прикладу втілення 2-3 даного винаходу. Фіг. 21 – перспективний вигляд, що показує механізм розташування відрізуваної частини 1230, у відповідності до прикладу втілення 2-3 даного винаходу. Фіг. 22 – перспективний вигляд, що показує механізм розташування відрізуваної частини 1250, у відповідності до прикладу модифікації втілення 2-3 даного винаходу. Фіг. 23 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Фіг. 24(a) і Фіг. 24(b) – вигляди для пояснення стадії виконання плаского шва у способі виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Фіг. 25 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 прикладу втілення 3-1 даного винаходу. Фіг. 26 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 прикладу втілення 3-1 даного винаходу. Фіг. 27 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 3 прикладу втілення 3-1 даного винаходу. Фіг. 28 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 4 прикладу втілення 3-1 даного винаходу. Фіг. 29 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 5 прикладу втілення 3-1 даного винаходу. Фіг. 30 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 6 прикладу втілення 3-1 даного винаходу. Фіг. 31 – вигляд для пояснення способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 7 прикладу втілення 3-1 даного винаходу. 2 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Фіг. 32 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 2310, у відповідності до прикладу втілення 3-2 даного винаходу. Фіг. 33 – перспективний вигляд, що показує механізм формування загнутої частини 2320, у відповідності до прикладу втілення 3-2 даного винаходу. Фіг. 34 – перспективний вигляд, що показує механізм з'єднання 2330, у відповідності до прикладу втілення 3-2 даного винаходу. Приклади втілення винаходу Нижче будуть описані перший, другий і третій приклади втілення даного винаходу з посиланнями на креслення. Приклад втілення 1-1 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, буде описаний з посиланнями на фіг. 1 – фіг. 3. Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, дає можливість виготовляти поглинаючі вироби (див. фіг 2 і фіг. 3), відповідний поглинаючий виріб має проникний для рідини верхній шар 12b, непроникний для рідини нижній шар 12а і основну поглинаючу частину 10, що знаходиться між верхнім 12b і нижнім 12a шарами. Фіг. 2 – вигляд, що показує стан, у якому з'єднувальні частини 30a, 30b зчіплюються, а потім тимчасово зупиняються зі зчепленням на основній частині клапана 20 у підгузку відкритого типу, який виготовляється способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Фіг. 3 – вигляд, що показує стан, у якому з'єднувальні частини 30a, 30b відчіплюються від основної частини клапана 20, а потім клапан відкривається у підгузку відкритого типу, який виготовляється способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення, з посиланням на фіг. 1. По-перше, будуть описані стадії, що виконуються на лінії клапанів, на якій пересувається клапан 20, передбачений у поглинаючому виробі. На стадії S11, у безперервній частині 120 подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальні частини 30a, 30b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються з обох боків від центральної лінії С вздовж напрямку MD переміщення лінії клапанів. Зокрема, ці з'єднувальні частини 30a, 30b з'єднуються на двобічних крайніх боках 40a, 40b безперервної частини клапана 120 на заздалегідь визначеному інтервалі. У випадку, коли гачкуваті частини (охоплювані частини) розташовуються як з'єднувальні частини 30a, 30b, припускається, що частини, за які чіпляються гачки (охоплюючі частини), будуть частинами, з якими здійснюється з'єднання на заздалегідь визначеній ділянці передньої частини лінії талії. У прикладі втілення передня частина лінії талії складається з нетканого матеріалу; а отже, навіть тоді, коли частини, за які чіпляються гачки, не розташовуються окремо, заздалегідь визначена ділянка передньої частини лінії талії сама собою служить у якості частини, за які чіпляються гачки. На стадії S12, на лінії клапанів, двобічні крайні боки 40a, 40b безперервної частини клапана 120 загинаються в бік центральної лінії С. Зокрема, як показано на вигляді в розрізі по лінії B-B", на лінії клапанів, двобічні крайні боки 40a, 40b безперервної частини клапана 120 загинаються на поверхню безперервної частини клапана 120. Крім того, для того щоб уникнути випадку, коли безперервна частина клапана 120 загинається під час переміщення, з'єднувальні частини 30a, 30b тимчасово зупиняються зі зчепленням на безперервній частині клапана 120. Крім того, тимчасова зупинка може виконуватися шляхом тиснення чи подібного процесу на загнутих частинах 50a, 50b, утворених загинанням двобічних крайніх боків 40a, 40b клапана 20, що загинається, а потім накладанням клапана 20. На стадії S13, на лінії клапанів, клапани 20 формуються шляхом відрізання безперервної частини клапана 120 на заздалегідь визначеному інтервалі вздовж напрямку (напрямок CD), що перетинає напрямок MD лінії клапанів. По-друге, будуть описані стадії, що виконуються на лінії основної частини, на якій пересувається безперервна частина 110 поглинаючого виробу. 3 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 На стадії S21 лист целюлози подрібнюється за допомогою дробарки, утворюючи подрібнену целюлозу, а коли подрібнена целюлоза проходить через канал подачі, додається полімер з хорошою поглинаючою здатністю (SAP). Потім суміш подрібненої целюлози подається з каналу подачі і полімер з хорошою поглинаючою здатністю пресують у визначену форму за допомогою пресувального барабана, формуючи таким чином поглинаючі центральні шари 1. На стадії S22, на листоподібному матеріалі 2а, що безперервно пересувається в напрямку MD лінії основної частини, поглинаючі центральні шари 1 розташовуються на заздалегідь визначеному інтервалі в напрямку MD лінії основної частини MD. Потім листоподібний матеріалі 2b, що безперервно пересувається в напрямку MD лінії основної частини, накладається на матеріал 2а, на якому розташовуються поглинаючі центральні шари 1 в напрямку MD лінії основної частини. На стадії S23 верхній лист (проникний для рідини 12b, що безперервно пересувається в напрямку MD лінії основної частини, з'єднується після накладання на листоподібний матеріал 2а, а потім задній лист (непроникний для рідини) 12а, що безперервно пересувається в напрямку MD лінії основної частини, з'єднується після накладання на листоподібний матеріал 2а. На стадії S24 ізолюючі манжети 3, утворені іншою частиною, кріпляться на відповідному двобічному крайньому боці основної поглинаючої частини 10, вздовж напрямку MD лінії основної частини. На стадії S25, на безперервній частині 110 поздовжніх поглинаючих виробів, що безперервно переміщуються на лінії основної частини, клапан 20, утворений на стадії S13, розташовується у заздалегідь визначеному інтервалі так, щоб центральна лінія С йшла в напрямку переміщення MD лінії основної частини. Зокрема, клапан 20, утворений на стадії S13 на лінії клапанів, з'єднується за допомогою термопластичної смоли на безперервній частині 110 поглинаючого виробу. Тут, термопластична смола може наноситися на всю задню поверхню клапана 20, або лише на частину задньої поверхні клапана 20. На стадії S25, клапан 20 може з'єднуватися на безперервній частині 110 поглинаючого виробу за допомогою валка для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. На стадії S26, на лінії основної частини, безперервна частина 110 поглинаючого виробу відрізається на заздалегідь визначеному інтервалі вздовж лінії CD лінії основної частини. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, описаного вище, можна, без використання складного контролю, запобігти появі браку внаслідок того, що положення бічних клапанів в напрямку MD лінії основної частини не співпадають поперечно. Зокрема, за допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, клапан 20, що має форму, інтегровану для конфігурування лівого і правого клапанів, розташовується на безперервній частині 110 поглинаючого виробу, таким чином даючи можливість бічним клапанам співпадати поперечно в напрямку MD лінії основної частини. Крім того, за допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, у якості ділянки з'єднання з безперервною частиною 100 поглинаючого виробу можна використати не двобічні крайні боки 40a, 40b клапана 20, а іншу частину. Це дає можливість надійно зберігати міцність з'єднання між клапаном 20 і безперервною частиною 110 поглинаючого виробу і запобігти дефекту, який полягає в тому, що термопластична смола, у випадку малої ділянки з'єднання, відшаровується. Крім того, за допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, загнуті частини 50a, 50b, утворені загинанням двобічних крайніх боків клапана 20, а потім накладання клапана 20 на лінію основної частини, зупиняються зі зчепленням на безперервній частині 110 поглинаючого виробу. Це дає можливість запобігти перевертанню під час переміщення на лінії основної частини. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу, поглинаючий виріб, що має пару бічних клапанів, звисаючих з основної частини абсорбера, можна виготовляти без обмежень властивостей товару. Приклад модифікації 1 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 прикладу втілення 1-1 даного винаходу, буде описаний з посиланнями на фіг. 4 – фіг. 7. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу 4 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 модифікації 1 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 даного винаходу, на стадії S12, припускається, що двобічні крайні боки 41a, 41b безперервної частини клапана 120 будуть багато разів загинатися на лінії клапанів. Наприклад, як показано на фіг. 4(a), на стадії S12, якщо двобічні крайні боки 41a, 41b безперервної частини клапана 120 двічі загинаються на лінії клапанів, з'єднувальні частини 31a, 31b орієнтовані вгору, як показано на фіг. 5(a). Таким чином, з'єднувальні частини 31a, 31b не можна зупинити на безперервній частині клапана 120. Відповідно, ці двобічні крайні боки 41a, 41b можна тимчасово зупинити зі зчепленням на безперервній частині клапана 120 за допомогою валка для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. Крім того, як показано на фіг. 4(b), на стадії S12, якщо двобічні крайні боки 41a, 41b безперервної частини клапана 120 тричі загинаються на лінії клапанів, з'єднувальні частини 31a, 31b орієнтовані вниз, як показано на фіг. 5(b). Таким чином, з'єднувальні частини 31a, 31b можна зупинити із зчепленням на безперервній частині клапана 120. Навіть у цьому випадку, двобічні крайні боки 41a, 41b можна тимчасово зупинити на безперервній частині клапана 120 за допомогою валка для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. На фіг. 6 показаний вигляд після загинання поглинаючого виробу, виготовленого у випадку, коли двобічні крайні боки 41a, 41b безперервної частини клапана 120 двічі загинаються на лінії клапанів на стадії S12. На фіг. 7 показаний вигляд після загинання поглинаючого виробу, виготовленого у випадку, коли двобічні крайні боки 41a, 41b безперервної частини клапана 120 тричі загинаються. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1, довжину клапана 20 у напрямку CD лінії основної частини можна добре розподілити порівняно з випадком основної частини 10 у напрямку CD лінії основної частини. Приклад модифікації 2 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 прикладу втілення 1-1 даного винаходу, буде описаний з посиланнями на фіг. 8. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 1-1 даного винаходу. По-перше, будуть описані стадії, що виконуються на лінії клапанів. На стадії S11, у безперервній частині 120 подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальних частин 32a, 30b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються з обох боків від центральної лінії С вздовж напрямку MD переміщення лінії клапанів. Зокрема, у безперервній частині клапана 120, з'єднувальні частини 32a, 30b розташовуються у заздалегідь визначеному інтервалі з обох боків у проксимальній області центральної лінії С вздовж напрямку MD лінії клапанів. На стадії S12, на лінії клапанів, двобічні крайні боки 42a, 42b безперервної частини клапана 120 загинаються в бік центральної лінії С. Зокрема, як показано на вигляді в розрізі по лінії B-B", на лінії клапанів, двобічні крайні боки 42a, 42b безперервної частини клапана 120 загинаються на поверхню безперервної частини клапана 120. Крім того, для того щоб уникнути випадку, коли безперервна частина клапана 120 загинається під час переміщення, можна виконати тимчасову зупинку шляхом тиснення чи подібного процесу на загнутих частинах 52a, 52b клапана 20. На стадії S12A, відділювальна лінія (перфорована відривна лінія) 42 утворюється у безперервній частині клапана 120 таким чином, щоб можна було розділити безперервну частину клапана 120 на дві секції вздовж центральної лінії С. На стадії S13, на лінії клапанів, клапан 20 формується шляхом відрізання безперервної частини клапана 120 на заздалегідь визначеному інтервалі вздовж напрямку (напрямок CD), що перетинає напрямок MD лінії клапанів. На стадії S25 лінії основної частини, після вертикального перевертання клапана 20, сформованого на стадії S13 на лінії клапанів, клапан з'єднується на безперервній частині 110 поглинаючого виробу за допомогою термопластичної смоли. Приклад втілення 1-2 Далі пристрій для виготовлення поглинаючого виробу, у відповідності до прикладу втілення 1-2 даного винаходу, буде описаний з посиланнями на фіг. 9 – фіг. 11. Пристрій для 5 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 виготовлення поглинаючих виробів оснащений: механізмом розташування з'єднувальної частини 210; механізмом загинання крайніх боків 220; механізмом розташування відрізуваної частини 230. По-перше, буде описаний механізм розташування з'єднувальної частини 210 у відповідності до прикладу втілення 1-2 даного винаходу з посиланнями на креслення. Фіг. 9 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 210, у відповідності до прикладу втілення 1-2 даного винаходу. Як показано на фіг. 9, на лінії клапанів (стадія 11 описана вище), у безперервній частині клапана 120, з обох боків від центральної лінії С вздовж напрямку MD лінії клапанів, механізм розташування з'єднувальної частини 210 розташовує з'єднувальні частини 30a, 30b, які можна з'єднати між собою на заздалегідь визначеній ділянці. У прикладі втілення механізм розташування з'єднувальної частини 210 розташовує з'єднувальні частини 30a, 30b на двобічних крайніх боках 40a, 40b безперервної частини клапана 120. Механізм розташування з'єднувальної частини 210 в основному складається з верхнього ножового валика 211, нижнього ножового валка 212 і передавального валика 213. Верхній ножовий валик 211, нижній ножовий валик 212 і передавальний валик 213 обертаються на опорному валу (не показаний). Верхній ножовий валик 211 має два леза 211А для відрізання безперервної частини 140 з'єднувальних частин. Тангенціальна швидкість (V 1) верхнього ножового валика 211 практично дорівнює тангенціальній швидкості (V2) нижнього ножового валика 212. Крім того, тангенціальна швидкість (V1) верхнього ножового валика 211 вища швидкості (V 3), з якою безперервна частина 140 двох з'єднувальних частин подається на нижній ножовий валик 212 за допомогою привідного ролика (не показаний). Тангенціальна швидкість (V 1) верхнього ножового валика 211 практично дорівнює швидкості переміщення (V 4) безперервної частини 120 клапана, що постійно переміщується за допомогою привідного ролика (не показаний), чи альтернативно, нижча за швидкість переміщення (V4) безперервної частини 120 клапана. Нижній ножовий валик 212 має два пласких леза 212А, які стикаються з лезами 211А, відрізаючи таким чином безперервну частину 140 з'єднувальних частин. На нижньому ножовому валику 212 формується багато адсорбуючих отворів 212B для адсорбції безперервної частини 140 з'єднувальних частин. Нижній ножовий валик 212 обертається у зворотному напрямку відносно верхнього ножового валика 211. Як описано вище, тангенціальна швидкість (V 2) нижнього ножового валика 212 практично дорівнює тангенціальній швидкості (V 1) верхнього ножового валика 211. Передавальний валик 213 переносить (прикріпляє) на безперервну частину клапана 120 з'єднувальні частини 30a, 30b, відрізані за допомогою верхнього ножового валика 211 і нижнього ножового валика 212, між передавальним валиком і нижнім ножовим валиком 212. Тангенціальна швидкість (V5) передавального валика 213 практично дорівнює швидкості переміщення (V4) безперервної частини клапана 120. Тобто тангенціальна швидкість (V5) передавального валика 213 практичнодорівнює тангенціальній швидкості (V 1) верхнього ножового валика 211 і тангенціальній швидкості (V2) нижнього ножового валика 212, того, що описаний вище, чи альтернативно, вища за тангенціальну швидкість (V1) верхнього ножового валка 211 і тангенціальної швидкості (V2) нижнього ножового валика 212. Далі буде описаний механізм загинання крайніх боків 220, у відповідності до прикладу втілення 1-2 цього винаходу з посиланням на креслення. Фіг. 10 – перспективний вид, що показує механізм загинання крайніх боків 220, у відповідності до прикладу втілення 1-2 цього винаходу. Як показано на фіг. 10, механізм загинання крайніх боків 220 загинає двобічні крайні боки 40a, 40b безперервної частини клапана 120 у бік центральної лінії С вздовж напрямку MD лінії клапанів. Механізм загинання крайніх боків 220 в основному складається з валика великого діаметра 221, валика переміщення 222, центральної планки загинання 223 і напрямного валика 224. Валик великого діаметра 221, валик переміщення 222 і напрямний валик 224 обертаються на опорному валу (не показаний). Валик великого діаметра 221 стикається з центральною ділянкою 120С безперервної частини клапана 120 (з боку центральної лінії С, а не двобічних крайніх боків 40a, 40b), а потім регулює двобічні крайні боки 40a, 40b разом з напрямним валиком 224, що буде описаний пізніше. Валик переміщення 222 переміщує безперервну частину клапана 120 у практично горизонтальному стані. Тобто, валик переміщення 222 приводиться в дію і завдяки цьому безперервна частина клапана 120 переміщується у практично горизонтальному стані. 6 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Центральна планка загинання 223 зберігає положення загинання вздовж напрямку MD лінії клапанів, коли загинаються двобічні крайні боки 40a, 40b. Центральна планка загинання 223 виступає у напрямку MD лінії клапанів і розташовується практично паралельно безперервній частині 120 клапана, що переміщується за допомогою валика переміщення 222. Напрямний валик 224 спрямовує двобічні крайні боки 40a, 40b, щоб загинати двобічні крайні боки 40a, 40b у бік центральної лінії С. Комплект напрямних валиків 224 складається з напрямного валика 224A, напрямного валика 224B, напрямного валика 224C, напрямного валика 224D і напрямного валика 224E. Від напрямного валика 224A до напрямного валика 224E двобічні крайні боки 40a, 40b загинаються через центральну планку загинання 223, коли встановлюються крайні боки. Тобто від напрямного валика 224A до напрямного валика 224E кут нахилу двобічних крайніх боків 40a, 40b до центральної ділянки 120С безперервної частини клапана 120 поступово звужується. Після загинання двобічних крайніх боків 40a, 40b за допомогою механізму загинання крайніх боків 220 можна здійснити тимчасову зупинку шляхом тиснення чи подібного процесу на загнутих частинах 50a, 50b, щоб запобігти перевертанню під час переміщення. Далі буде описаний механізм розташування відрізуваної частини 230 у відповідності до прикладу втілення 1-2 цього винаходу з посиланнями на креслення. Фіг. 11 – перспективний вигляд, що показує механізм розташування відрізуваної частини 230, у відповідності до прикладу втілення 1-2 цього винаходу. Як показано на фіг. 11, механізм розташування відрізуваної частини 230 формує клапани 20 шляхом відрізання безперервної частини 120 клапана вздовж напрямку CD лінії клапанів. Крім того, механізм розташування відрізуваної частини 230 розташовує клапани 20 на заздалегідь визначеній ділянці так, щоб центральна лінія С знаходилася у напрямку MD лінії основної частини на безперервній частині 110 поглинаючого виробу. Механізм розташування відрізуваної частини 230 в основному складається з верхнього ножового валика 231, нижнього ножового валика 232 і передавального валика 233. Верхній ножовий валик 231 має два леза 231А для відрізання безперервної частини клапана 120. Нижній ножовий валик 232 має два пласких леза 232А, які стикаються з лезами 231А, відрізаючи таким чином безперервну частину клапана 120. На нижньому ножовому валику 232 формується багато адсорбуючих отворів 232B для адсорбції безперервної частини клапана 120. Конфігурації верхнього ножового валика 231, нижнього ножового валика 232 і передавального валика 233 подібні конфігураціям верхнього ножового валика 211, нижнього ножового валика 212 і передавального валика 213 в описаному вище механізмі розташування з'єднувальної частини 210. Таким чином, пропускається опис механізму розташування відрізуваної частини 230. Інший перший приклад втілення Наприклад, послідовний порядок, описаний в способі виготовлення поглинаючих виробів, цим не обмежується, достатньо, щоб поглинаючі вироби можна було виготовляти, і, звичайно, послідовний порядок можна відповідним чином вибрати в залежності від об'єкта. Незважаючи на те, що даний винахід був докладно описаний за допомогою зазначених вище прикладів втілення, для фахівців у даній галузі техніки очевидно, що цей винахід не обмежується описаними прикладами. Даний винахід можна впровадити з модифікаціями і змінами, не відхиляючись від суті й обсягу цього винаходу, визначених у формулі винаходу. Таким чином, опис даного винаходу – це ілюстративне пояснення, яке не має обмежувального значення для даного винаходу. Весь зміст викладеної японської заявки на патент № 2008-094112 (зареєстрованої 31 березня 2008 р.) і японської заявки на патент № 2009-074770 (зареєстрованої 25 березня 2009 р.) впроваджується в даний опис патенту шляхом посилання. Другий приклад втілення Рівень техніки Зазвичай у підгузках відкритого типу не потрібні бічні клапани (звисаюча частина), що звисають з основної поглинаючої частини назовні, щоб полегшити кріплення до тіла. Хоча зараз відомий спосіб забезпечення бічного клапана, що звисає з бічної поздовжньої частини назовні основної поглинаючої частини, а потім використання частини, що знаходиться ліворуч, обрізаної у вигляді бічного клапана, цей спосіб спричиняє проблему, що полягає в утворенні значної кількості відходів матеріалів внаслідок обрізання. Вирішенням цієї проблеми є спосіб виготовлення підгузків, описаних у патентному документі 1. Спосіб виготовлення підгузків складається з наступних стадій: 7 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 (1) розміщення багатьох абсорберів на тканині, що має перший крайній бік і другий крайній бік в стані, у якому ці частини відокремлені одна від іншої у напрямку MD (у поздовжньому напрямку тканини); і (2) ізоляція тканини у напрямку CD (у напрямку поперек тканини) так, щоб тканина ділилася на першу групу, в якій перший бічний край – це поздовжня частина поглинаючого виробу (тотожна бічному клапану), і на другу групу, в якій другий бічний край – це поздовжня частина, і так, щоб абсорбер входив до складу першої чи другої групи. Патентний документ 1: Японська викладена патентна заявка № 2003-102777 Виклад винаходу Проте описаний вище спосіб виготовлення підгузка спричиняє проблему, пов'язану з обмеженням властивостей виробу, оскільки виріб формується у фактичній Т-подібній формі. Крім того, в описаному вище способі виготовлення підгузка, оскільки поздовжня тканина, що безперервно переміщується, почергово ізолюється у гніздовій формі, тканини після ізоляції переміщуються у стані, в якому поздовжня частина підгузка не є безперервною, і виникає проблема встановлення нестабільного стану переміщення. Крім того, у стані переміщення, у випадку, коли до підгузка застосовується стадія загинання, виникає проблема потреби у дуже складній стадії. Таким чином, даний винахід був зроблений у зв'язку з описаною вище проблемою, а мета даного винаходу – забезпечити спосіб виготовлення поглинаючих виробів і пристрій для виготовлення поглинаючих виробів, які здатні витрачати матеріал під час формування бічного клапана без необхідності застосування складної стадії, встановлюючи стабільний стан переміщення. Характеристика даного винаходу спрямована на спосіб виготовлення поглинаючих виробів, відповідний поглинаючий виріб має передню частину лінії талії, задню частину лінії талії і частину для внутрішнього боку ноги для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою. Цей спосіб складається з наступного: стадії розташування з'єднувальної частини у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів; стадії формування клапанів, на лінії клапанів, шляхом відрізання безперервної частини лінії клапанів вздовж напрямку перпендикулярного напрямку переміщення лінії клапанів; і стадії розташування клапанів на лінії, розташовуючи клапан на безперервній частині передньої частини лінії талії чи задньої частини лінії талії так, щоб центральна лінія була перпендикулярна напрямку переміщення лінії основної частини, де двобічні крайні боки безперервної частини клапана загинаються в бік центральної лінії на лінії клапана. Як описано вище, у відповідності до даного винаходу, можна забезпечити спосіб виготовлення поглинаючих виробів і пристрій для виготовлення поглинаючих виробів, які здатні обмежувати витрати матеріалу під час формування бічного клапана без необхідності застосування складної стадії, встановлюючи стабільний стан переміщення. Приклад втілення 2-1 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, буде описаний з посиланнями на фіг. 12 – фіг. 15. Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, дає можливість виготовляти поглинаючі вироби (див. фіг 12 і фіг. 14), відповідний поглинаючий виріб має передню частину лінії талії 1020b, задню частину лінії талії 1020a і проміжну частину (основна частина абсорбера) 1010 для з'єднання передньої частини лінії талії 1020b і задньої частини лінії талії 1020a. Фіг. 12 – перспективний вигляд, що показує всю структуру підгузка відкритого типу (поглинаючого виробу), виготовленого способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Фіг. 13 – вигляд, що показує стан, у якому з'єднувальні частини 1040a, 1040b після з'єднання тимчасово зупиняються зі зчепленням на основній частині клапана 1030 у підгузку відкритого типу, виготовленому способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Фіг. 14 – вигляд, що показує стан, у якому клапан 1030 (загнуті частини 1051a, 1051b) відкриваються у підгузку відкритого типу, виготовленому способом виготовлення поглинаючих виробів, відповідно до прикладу втілення. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення, з посиланням на фіг. 15. 8 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Як показано на фіг. 15, у способі виготовлення поглинаючих виробів, у відповідності до прикладу втілення, припускається, що будуть використовуватися: лінія клапанів для переміщення безперервної частини 1130 подовженого клапана; лінія абсорбера для переміщення безперервної частини 1110 подовженої частини для внутрішнього боку ноги; і лінія основної частини для переміщення пари безперервної частини 1120b передньої частини лінії талії і безперервної частини 1120a задньої частини лінії талії, одна з яких формується у подовженій формі. В той час коли у прикладі втілення, як показано на фіг. 15, описаний приклад, у якому напрямок MD (напрямок переміщення) лінії клапанів, напрямок MD лінії основної частини і напрямок MD лінії абсорбера ідентичні між собою, даний винахід не обмежується цим. По-перше, опис стосується стадій, що виконуються на лінії абсорбера, на якій переміщається абсорбер на частині для внутрішнього боку ноги 1011. На стадії S1011 лист целюлози подрібнюється за допомогою дробарки, утворюючи подрібнену целюлозу, а коли подрібнена целюлоза проходить через канал подачі, додається полімер з хорошою поглинаючою здатністю (SAP). Потім суміш подрібненої целюлози подається з каналу подачі і полімер з хорошою поглинаючою здатністю пресують у визначену форму за допомогою пресувального барабана, формуючи таким чином поглинаючі центральні шари 1001. На стадії S1012, на листоподібному матеріалі 2а, що безперервно пересувається у напрямку MD лінії абсорбера, поглинаючі центральні шари 1001 розташовуються на заздалегідь визначеному інтервалі у напрямку MD лінії абсорбера. Потім листоподібний матеріалі 1002b, що безперервно пересувається у напрямку MD лінії абсорбера, накладається на матеріал 1002а, на якому розташовуються поглинаючі центральні шари 1001 у напрямку MD лінії абсорбера. На стадії S1013 верхній лист (проникний для рідини 1012b, що безперервно пересувається у напрямку MD лінії абсорбера, з'єднується після накладання на листоподібний матеріал 1002b, а потім задній лист (непроникний для рідини) 1012а, що безперервно пересувається у напрямку MD лінії абсорбера, з'єднується після накладання на листоподібний матеріал 1002а. На стадії S1014 ізолюючі манжети 1003, утворені іншою частиною, кріпляться на обох крайніх боках проміжної частини 1010 вздовж напрямку MD лінії абсорбера. На стадії S1015 безперервні частини 1110 проміжної частини (частини абсорбера), що безперервно переміщаються у напрямку MD лінії абсорбера, переміщуються за допомогою обертання ротаційного барабана і нарізаються вздовж напрямку CD на заздалегідь визначеній ділянці за допомогою різального валика, розташованого навпроти зовнішньої кільцевої площини ротаційного барабана, формуючи таким чином проміжну частину 1010. По-друге, опис стосується стадій, що виконуються на лінії клапанів, на якій переміщається клапан 1030 на задній частині лінії талії 1020a. На стадії S1021, у безперервній частині 1130 подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальні частини 1040a, 1040b, які можна з'єднати між собою на заздалегідь визначеній ділянці передньої частини лінії талії, розташовуються з обох боків від центральної лінії С вздовж напрямку MD переміщення лінії клапанів. Зокрема, ці з'єднувальні частини 1040a, 1040b з'єднуються між собою на заздалегідь визначеному інтервалі на двобічних крайніх боках 1050a, 1050b безперервної частини клапана 1130. У випадку, коли гачкуваті частини (охоплювані частини) розташовуються як з'єднувальні частини 1040a, 1040b, припускається, що частини, за які чіпляються гачки (охоплюючі частини), будуть частинами, з якими здійснюється з'єднання на заздалегідь визначеній ділянці передньої частини лінії талії 1020b. У прикладі втілення передня частина лінії талії 1020b складається з нетканого матеріалу; а отже, навіть тоді, коли частини, за які чіпляються гачки, не розташовуються окремо, заздалегідь визначена ділянка передньої частини лінії талії 1020b сама собою служить у якості частини, за які чіпляються гачки. На стадії S1022, на лінії клапанів, двобічні крайні боки 1050a, 1050b безперервної частини клапана 1130 загинаються в бік центральної лінії С, а з'єднувальні частини 1040a, 1040b, що розташовуються на двобічних крайніх боках 1050a, 1050b, тимчасово зупиняються після зчеплення на безперервній частині клапана 1130. Тимчасову зупинку можна виконувати шляхом тиснення чи подібного процесу, після зупинки зі зчепленням двобічних крайніх боків 1050a, 1050b на безперервній частині клапана 1130 за допомогою з'єднувальних частин 1040a, 1040b. 9 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як описано нижче, припускається, що двобічні крайні боки 1050a, 1050b безперервної частини клапана 1130 будуть загинатися у бік центральної лінії C таким чином, що ширина у напрямку перпендикулярно напрямку С в клапані 1030 буде коротшою, ніж інтервал різання передньої частини лінії талії 1120b і задньої частини лінії талії 1120a. На стадії S1023, на лінії клапанів, клапан 1030 формується шляхом відрізання безперервної частини клапана 1130 на заздалегідь визначеному інтервалі вздовж напрямку (напрямок CD), що перетинає напрямок MD лінії клапанів. Відрізана частина у заданій формі (наприклад, у кривій формі вздовж паху) у частині двобічних крайніх боків 1050a, 1050b, тимчасово зупинених на безперервній частині клапана 1130 перед відрізанням безперервної частини клапана 1130. Альтернативно, відрізана частина у заданій формі (наприклад, у кривій формі вздовж паху) може формуватися у частині двобічних крайніх боків 1050a, 1050b, тимчасово зупинених на клапані 1030 перед відрізанням безперервної частини клапана 1130. По-третє, буде представлений опис стадій, що виконуються на лінії основної частини, на якій переміщаються безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії. На стадії S1031 одна пара безперервних частин ліній талій (безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії), одна з яких формується у подовженій формі, утворюються з нетканого матеріалу, а потім переміщаються в напрямку MD лінії основної частини. Безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії можуть бути еластичними. На стадії S1032, між безперервною частиною 1120b подовженої передньої частини лінії талії і безперервною частиною 1120a подовженої задньої частини лінії талії, що безперервно переміщуються на лінії основної частини, проміжна частина 1010, сформована на стадії S1015 на лінії абсорбера, розташовується у стані, в якому ці частини відокремлені одна від іншої у напрямку MD лінії основної частини. На стадії S1033, на лінії основної частини, клапан 1030, сформований на стадії S1023, розташовується на безперервній частині 1120a задньої частини лінії талії так, щоб центральна лінія С була перпендикулярною напрямку MD лінії основної частини. Саме на стадії S1033, на лінії основної частини, клапан 1030 і безперервна частина 1120a задньої частини лінії талії з'єднуються між собою так, що відповідний клапан 1030 відповідає відповідній ділянці 1020A, конфігуруючи один поглинаючий виріб (задня частина лінії талії 1020a) у безперервній частині 1120a задньої частини лінії талії. Після того як клапан 1030, сформований на стадії S1023 на лінії клапанів, повернеться на 90°, він з'єднується на безперервній частині 1120a задньої частини лінії талії за допомогою термопластичної смоли. Термопластична смола може наноситися на всю задню поверхню клапана 1030, або лише на частину задньої поверхні клапана 1030. На стадії S1033, клапан 1030 може з'єднуватися на безперервній частині 1120a задньої частини лінії талії за допомогою валка для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. Крім того, на стадії S1033, клапан 1030 може розташовуватися так, щоб закривати крайні частини проміжної частини 1010 на безперервній частині 1120a задньої частини лінії талії. На стадії S1034, на лінії основної частини, безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії відрізаються на заздалегідь визначеному інтервалі вздовж лінії CD лінії основної частини. Зокрема, безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії відрізаються так, щоб довжина L3 передньої частини лінії талії 1020b в напрямку упоперек поглинаючого виробу дорівнювала довжині L2 задньої частини лінії талії 1020a у напрямку поперек поглинаючого виробу. Ширина L1 у напрямку, що перетинає центральну лінію С в клапані 1030, коротша, ніж заздалегідь визначений інтервал (крок) L2, який є інтервалом відрізання безперервної частини 1120b передньої частини лінії талії і безперервної частини 1120a задньої частини лінії талії. В той час як попередній приклад втілення описує приклад, у якому клапан 1030, що має з'єднувальні частини 1040a, 1040b розташовані так, щоб з'єднуватися між собою на заздалегідь визначеній ділянці передньої частини лінії талії 1020b, конфігурується таким чином, щоб розташовуватися на безперервній частині 2120a задньої частини лінії талії, даний винахід не обмежується цим. Це також стосується прикладу, в якому клапан 1030, що має з'єднувальні частини 1040a, 1040b розташовані так, щоб з'єднуватися між собою на заздалегідь визначеній 10 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 ділянці задньої частини лінії талії 1020a, конфігурується таким чином, щоб розташовуватися на безперервній частині 2120b передньої частини лінії талії, даний винахід не обмежується цим. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, описаного вище, поглинаючі вироби, які мають пару бічних клапанів, що звисають з основної частини абсорбера, можна виготовляти без обмежень властивостей товару. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, проміжну частину 1010 можна безперервно переміщувати на лінії основної частини, даючи можливість досягти таким чином стабільного стану переміщення і перевертання поглинаючих виробів без застосування складної стадії. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, клапан 1030 кріпиться за допомогою з'єднувальних частин 1040a, 1040b, що дає можливість уникнути перевертання під час переміщення. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, ширина L1 у напрямку, що перетинає центральну лінію С в клапані 1030, коротша, ніж заздалегідь визначений інтервал (крок) L2, що дає можливість таким чином запобігти відрізанню двобічних крайніх боків 1050a, 1050b клапана 1030 завдяки зміщенню відрізання на лінії основної частини. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії безперервно переміщаються так, що крайню частину безперервної частини 1120b передньої частини лінії талії і крайню частину безперервної частини 1120a задньої частини лінії талії можна загнути і накласти одну на іншу. Отже, безперервну частину 1120b передньої частини лінії талії і безперервну частину 1120a задньої частини лінії талії, одна з якої накладається, можна відрізати одночасно, а підгузок відкритого типу і підгузок типу штанів можна виготовляти у відповідності до такої самої стадії відрізання. Таким чином, підгузок відкритого типу і підгузок типу штанів можна виготовляти без необхідності змінювати стадію відрізання і сам різак. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, клапан 1030 розташовується таким чином, щоб закривати крайні частини проміжної частини 1010 на безперервній частині 1120a задньої частини лінії талії, що дає можливість запобігти випадку, коли добре поглинаючий полімер (SAP) конфігурує центральну частину абсорбера 1001 чи висипається подрібнена целюлоза. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу, частину, відмінну від двобічних крайніх боків 1050a, 1050b клапана 1030, можна використовувати в якості ділянки з'єднання із задньою частиною лінії талії. Таким чином, можна надійно підтримувати міцність з'єднання між клапаном 1030 і задньою частиною лінії талії 1020a і запобігти дефекту, який полягає в тому, що термопластична смола у випадку малої ділянки з'єднання відшаровується. Приклад втілення 2-2 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-2 даного винаходу, буде описаний з посиланнями на фіг. 16 – фіг. 18. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-2 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-1 даного винаходу. Фіг. 16 – вигляд, що показує стан, у якому з'єднувальні частини 1041a, 1041b тимчасово зупиняються після зчеплення на задній частині лінії талії 1020a у підгузку відкритого типу, виготовленому способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Фіг. 17 – вигляд, що показує стан, у якому відділювальна лінія (перфорована відривна лінія) 1050, що буде описана пізніше, відривається, а клапан 1030 відкривається у підгузку відкритого типу, виготовленому способом виготовлення поглинаючих виробів, у відповідності до прикладу втілення. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення, з посиланням на фіг. 18. По-перше, стадія, що виконується на лінії абсорбера, тотожна стадії, що виконується на лінії абсорбера у способі виготовлення поглинаючих засобів, у відповідності до прикладу втілення 21, описаному вище. Отже, ідентичний опис пропускається. По-друге, будуть описані стадії, що виконуються на лінії клапанів. 11 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 На стадії S1021A, у безперервній частині 1130 подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальні частини 1041a, 1041b, які можна з'єднати між собою на заздалегідь визначеній ділянці передньої частини лінії талії 1020b, розташовуються з обох боків від центральної лінії С вздовж напрямку MD переміщення лінії клапанів. Зокрема, у безперервній частині клапана 1130, з'єднувальні частини 1041a, 1041b розташовуються у заздалегідь визначених інтервалах з обох боків у проксимальній області центральної лінії С вздовж напрямку MD лінії клапанів. Крім того, одну з'єднувальну частину можна розташувати вздовж центральної лінії С замість розташування двох з'єднувальних частин 1041a, 1041b з обох боків від центральної лінії С вздовж напрямку MD переміщення лінії клапанів як з'єднувальні частини. На стадії S1022A, на лінії клапанів, двобічні крайні боки 1050a, 1050b безперервної частини клапана 1130 загинаються у бік центральної лінії С. Зокрема, як показано на вигляді в розрізі по лінії B-B", на лінії клапанів, двобічні крайні боки 1050a, 1050b безперервної частини клапана 1130 загинаються на поверхню безперервної частини клапана 1130. Для того щоб запобігти ситуації, коли під час переміщення безперервної частини клапана 1130 відбувається перевертання, можна виконати тимчасову зупинку шляхом тиснення чи подібного процесу на загнутих частинах 1051a, 1051b клапана 1030. На стадії S1022B, відділювальна лінія (перфорована відривна лінія) 1050 утворюється у безперервній частині клапана 1130 таким чином, щоб можна було розділити безперервну частину 1130 клапана на дві секції вздовж центральної лінії С. Відділювальна лінія 1050 може формуватися на стадії S1021A, S1022A чи S1023. Крім того, відділювальна лінія 1050 може формуватися у лінійній формі чи може формуватися у кривій формі, коли вона пролягає вздовж центральної лінії С. Крім того, на будь-якій стадії на лінії клапанів відрізувана частина у заздалегідь визначеній формі (наприклад, крива форма вздовж паху) може формуватися у частині проксимальної області центральної лінії С, описаній вище. По-третє, будуть описані стадії, що виконуються на лінії основної частини. Стадії S1031 і S1032 тотожні стадіям S1031 і S1032 у способі виготовлення поглинаючих виробів, відповідно до прикладу втілення 2-1, описаному вище; а отже, ідентичний опис пропускається. На стадії S1033A, на лінії основної частини, клапан 1030, сформований на стадії S1023, розташовується на безперервній частині 1120a задньої частини лінії талії так, щоб центральна лінія С була перпендикулярною напрямку MD лінії основної частини. Зокрема, клапан 1030, сформований на стадії S1023 на лінії клапанів, обертається на 90° і вертикально перевертається; а потім одержаний в результаті клапан з'єднується на безперервній частині 1120a задньої частини лінії талії за допомогою термопластичної смоли. Саме на стадії S1033A, на лінії основної частини, клапан 1030 і безперервна частина 1120a задньої частини лінії талії з'єднуються між собою так, що відповідний клапан 1030 відповідає відповідній ділянці 1020A, конфігуруючи один поглинаючий виріб (задня частина лінії талії 1020a) у безперервній частині 1120a задньої частини лінії талії. На стадії S1033, бажано, щоб клапан 1030 з'єднувався на безперервній частині 1120a задньої частини лінії талії за допомогою валика для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. Крім того, термопластична смола може наноситися на всю задню поверхню, що відповідає загнутим частинам 1051a, 1051b клапана 1030, або альтернативно, термопластична смола може наноситися лише на частину задньої поверхні клапана, що відповідає загнутим частинам 1051a, 1051b клапана 1030. На стадії S1034, на лінії основної частини, безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії відрізаються вздовж лінії CD лінії основної частини на заздалегідь визначеному інтервалі. Зокрема, безперервна частина 1120b передньої частини лінії талії і безперервна частина 1120a задньої частини лінії талії відрізаються так, щоб довжина L3 передньої частини лінії талії 1020b в напрямку упоперек поглинаючого виробу дорівнювала довжині L2 задньої частини лінії талії 1020a у напрямку упоперек поглинаючого виробу. Довжина L1 у напрямку, що перетинає центральну лінію С в клапані 1030, коротша, ніж заздалегідь визначений інтервал довжини (крок) L2, який є інтервалом відрізання безперервної частини 1120b передньої частини лінії талії і безперервної частини 1120a задньої частини лінії талії. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-2 даного винаходу, описаного вище, відділювальна лінія 1050 утворюється вздовж центральної лінії клапана 1030, а клапан 1030 не ділиться на дві секції, що дає 12 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 можливість запобігти ситуації, коли під час переміщення лінії основної частини відбувається перевертання. Приклад втілення 2-3 Далі пристрій для виготовлення поглинаючих виробів, у відповідності до прикладу втілення 2-3 даного винаходу, буде описаний з посиланнями на фіг. 19 – фіг. 21. Пристрій для виготовлення поглинаючих виробів оснащений: механізмом розташування з'єднувальної частини 1210; механізмом загинання крайніх боків 1220; механізмом розташування відрізуваної частини 1230. По-перше, буде описаний механізм розташування з'єднувальної частини 1210 у відповідності до прикладу втілення 2-3 даного винаходу з посиланнями на креслення. Фіг. 19 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 1210, у відповідності до прикладу втілення 2-3 даного винаходу. Як показано на фіг. 19, у безперервній частині 1130 подовженого клапана, що безперервно переміщується на лінії клапанів (на стадія S21, описаній вище), з обох боків від центральної лінії С вздовж напрямку MD, механізм розташування з'єднувальної частини 1210 розташовує з'єднувальні частини 1042a, 1042b, які можна з'єднати між собою на заздалегідь визначеній ділянці. У цьому прикладі втілення механізм розташування з'єднувальної частини 1210 розташовує з'єднувальні частини 1042a, 1042b на двобічних крайніх боках 1050a, 1050b безперервної частини клапана 1130. Механізм розташування з'єднувальної частини 1210 в основному складається з верхнього ножового валика 1211, нижнього ножового валика 1212 і передавального валика 1213. Верхній ножовий валик 1211, нижній ножовий валик 1212 і передавальний валик 1213 обертаються на опорному валу (не показаний). Верхній ножовий валик 1211 має два леза 1211А для відрізання безперервної частини 1140 з'єднувальних частин. Тангенціальна швидкість (V1) верхнього ножового валика 1211 практично дорівнює тангенціальній швидкості (V2) нижнього ножового валика 1212. Крім того, тангенціальна швидкість (V1) верхнього ножового валика 1211 вища за швидкість (V3), з якою безперервна частина 1140 двох з'єднувальних частин подається на нижній ножовий валик 1212 за допомогою привідного ролика (не показаний). Тангенціальна швидкість (V 1) верхнього ножового валка 1211 практично дорівнює швидкості переміщення (V 4) безперервної частини 1130 клапана, що постійно переміщується за допомогою привідного ролика (не показаний), чи нижча за швидкість переміщення (V 4) безперервної частини 1130 клапана. Нижній ножовий валик 1212 має два пласких леза 1212А, які стикаються з лезами 1211А, відрізаючи таким чином безперервну частину 1140 з'єднувальних частин. На нижньому ножовому валику 1212 формується багато адсорбуючих отворів 1212B для адсорбції безперервної частини 1140 з'єднувальних частин. Нижній ножовий валик 1212 обертається у зворотному напрямку відносно верхнього ножового валика 1211. Як описано вище, тангенціальна швидкість (V2) нижнього ножового валка 1212 практично дорівнює тангенціальній швидкості (V1) верхнього ножового валика 1211. Передавальний валик 1213 переносить (прикріпляє) на безперервну частину клапана 1130 з'єднувальні частини 1042a, 1042b, відрізані за допомогою верхнього ножового валика 1211 і нижнього ножового валика 1212, між передавальним валиком і нижнім ножовим валиком 1212. Тангенціальна швидкість (V5) передавального валика 1213 практично дорівнює швидкості переміщення (V4) безперервної частини клапана 1130. Тобто тангенціальна швидкість (V 5) передавального валика 1213 практично дорівнює тангенціальній швидкості (V 1) верхнього ножового валика 1211 і тангенціальній швидкості (V2) нижнього ножового валика 1212, того, що описаний вище, чи альтернативно, вища за тангенціальну швидкість (V1) верхнього ножового валика 1211 і тангенціальну швидкість (V2) нижнього ножового валика 1212. Потім, буде описаний механізм загинання крайніх боків 1220, у відповідності до прикладу втілення 2-3 даного винаходу з посиланням на креслення. Фіг. 20 – перспективний вигляд, що показує механізм загинання крайніх боків 1220, у відповідності до прикладу втілення 2-3 даного винаходу. Як показано на фіг. 20, механізм загинання крайніх боків 1220 загинає двобічні крайні боки 1050a, 1050b безперервної частини клапана 1130 у бік центральної лінії С вздовж напрямку MD лінії клапанів. Механізм загинання крайніх боків 1220 в основному складається з валика великого діаметра 1221, валика переміщення 1222, центральної планки загинання 1223 і напрямних валиків 1224. Валик великого діаметра 1221, валик переміщення 1222 і напрямні валики 1224 обертаються на опорному валу (не показаний). 13 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Валик великого діаметра 1221 стикається з центральною ділянкою 1120С безперервної частини клапана 1130 (з боку центральної лінії С, а не двобічних крайніх боків 1050a, 1050b), а потім регулює двобічні крайні боки 1050a, 1050b разом з напрямним валиком 1224, що буде описаний пізніше. Валик переміщення 1222 переміщує безперервну частину клапана 1130 у практично горизонтальному стані. Тобто валик переміщення 1222 приводиться в дію і завдяки цьому безперервна частина клапана 1130 переміщується у практично горизонтальному стані. Центральна планка загинання 1223 зберігає положення загинання вздовж напрямку MD лінії клапанів, коли загинаються двобічні крайні боки 1050a, 1050b. Центральна планка загинання 1223 виступає у напрямку MD лінії клапанів і розташовується практично паралельно безперервній частині 1130 клапана, що переміщується за допомогою валика переміщення 1222. Напрямні валики 1224 спрямовують двобічні крайні боки 1050a, 1050b, щоб загинати двобічні крайні боки 1050a, 1050b в бік центральної лінії С.Комплект напрямних валків 1224 складається з напрямного валика 224A, напрямного валика 224B, напрямного валика 224C, напрямного валика 224D і напрямного валика 224E. Від напрямного валика 224A до напрямного валика 224E двобічні крайні боки 1050a, 1050b загинаються через центральну планку загинання 1223, коли встановлюються крайні боки. Тобто від напрямного валика 224A до напрямного валика 224E кут нахилу двобічних крайніх боків 1050a, 1050b до центральної ділянки 1120С безперервної частини клапана 1130 поступово звужується. Тимчасову зупинку можна здійснювати шляхом застосування тиснення чи подібного процесу до загнутих частин 1051a, 1051b, утворених двобічними крайніми боками 1050a, 1050b, що загинаються, і клапаном, що накладається, щоб запобігти перевертанню безперервної частини клапана 1130 під час переміщення загинання двобічних крайніх боків 1050a, 1050b за допомогою механізму загинання крайніх боків 1220. Далі буде описаний механізм розташування відрізуваної частини 1230 у відповідності до прикладу втілення 2-3 даного винаходу з посиланнями на креслення. Фіг. 21 – перспективний вигляд, що показує механізм розташування відрізуваної частини 1230, у відповідності до прикладу втілення 2-3 даного винаходу. Як показано на фіг. 21, клапан 1030 формується шляхом відрізання безперервної частини клапана 1130 на заздалегідь визначених інтервалах довжини вздовж напрямку CD лінії клапанів. Крім того, механізм розташування відрізуваної частини 1230 розташовує клапан 1030 на безперервній частині 1120a задньої частини лінії талії таким чином, щоб центральна лінія С була перпендикулярною напрямку MD лінії основної частини. Зокрема, механізм розташування відрізуваної частини 1230 в основному складається з різального валика безперервної частини 1231 і ротаційного барабана 1232. Різальний валик безперервної частини 1231 складається з: ножового валика 1231A з лезом (не показане); і ножового валика 1231B з пласким лезом (не показане). Тангенціальна швидкість (V8) ножового валика 1231A практично дорівнює тангенціальній швидкості (V 9) ножового валика 1231B з пласким лезом. Ротаційний барабан 1232 має багато адсорбуючих підкладок 1233 для адсорбування клапана 1030, який відрізається за допомогою ножового валика 1231A і ножового валика 1231B з пласким лезом. Ротаційний барабан 1232 обертається на опорному валу 232A, розташовуючи таким чином клапан 1030, адсорбований адсорбуючою підкладкою 1233, на безперервній частині 1120a задньої частини лінії талії. Тангенціальна швидкість (V 10) ротаційного барабана 1232 практично дорівнює швидкості переміщення (V11) безперервної частини 1120b передньої частини лінії талії і безперервної частини 1120a задньої частини лінії талії. Ротаційний барабан 1232 обертає адсорбуючі підкладки на 90° за допомогою ротаційного механізму (не показаний) в той час, коли адсорбуючі підкладки 1233 переміщуються у верхню частину безперервної частини 1120a задньої частини лінії талії. Таким способом механізм розташування відрізуваної частини 1230 обертає клапан 1030 на 90° і вертикально перевертає клапан, а потім забезпечує з'єднання клапана з безперервною частиною 1120a задньої частини лінії талії. Приклади модифікацій Потім буде описаний механізм розташування відрізуваної частини 1250 у відповідності до прикладів модифікацій прикладу втілення 2-3 даного винаходу з посиланнями на креслення. Фіг. 22 – перспективний вигляд, що показує механізм розташування відрізуваної частини 1250, у відповідності до прикладу модифікації. Подібні описані подібні складові елементи механізму розташування відрізуваної частини 1230 у відповідності до прикладу втілення 2-3 даного 14 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 винаходу, описаного вище, позначені подібними довідковими номерами, і будуть описані основні відмінності між ними. У методі виготовлення поглинаючих виробів, у відповідності до даного винаходу, на лінії основної частини, клапан 30 розташовується на безперервній частині 1120a задньої частини лінії талії так, щоб центральна лінія С була перпендикулярною напрямку MD лінії основної частини. У прикладі втілення 2-3, описаному вище, після обертання клапана 1030 на 90° і вертикального перевертання, клапан 1030 з'єднується на безперервній частині 1120a задньої частини лінії талії. На відміну від цього, у прикладі модифікації, клапан 1030 з'єднується на безперервній частині 1120a задньої частини лінії талії без обертання на 90° і вертикального перевертання клапана 1030. Як показано на фіг. 22, механізм розташування відрізуваної частини 1250 у відповідності до прикладу модифікації формує клапан 1030 шляхом відрізання безперервної частини клапана 1130 на заздалегідь визначених інтервалах довжини. Крім того, механізм розташування відрізуваної частини 1250 розташовує клапан 1030 на безперервній частині задньої частини лінії талії без обертання відрізаного і сформованого клапана 1030. Зокрема, механізм розташування відрізуваної частини 1250 відрізає безперервну частину клапана 1130, що переміщається за допомогою безкінечної стрічки 1251, на заздалегідь визначних інтервалах довжини і прикріпляє безперервну частину 1120a задньої частини лінії талії за допомогою термопластичної смоли чи подібної речовини. Механізм розташування відрізуваної частини 1250 має: верхній ножовий валик 1253, що обертається на осьовому стрижні 1252; і нижній ножовий валик 1255, що обертається на осьовому стрижні 1254. На верхньому ножовому валику 1253 знаходиться комплект лез 1253A, розташованих на заздалегідь визначеному інтервалі на зовнішньому колі верхнього ножового валика 1253 і практично паралельно осьовому стрижню 1252. На нижньому ножовому валику 1255 знаходиться всмоктувальний отвір 1255A для всмоктування клапана 1030, сформованого шляхом забезпечення відрізання безперервної частини клапана 1130; і пласке лезо (не показане) для відрізання безперервної частини клапана 1130 між пласким лезом і лезами 1253A. На кільцевій площині нижнього ножового валика 1255 знаходиться перша зона Z1 для введення безперервної частини клапана 1130 у тісний контакт при невеликій силі зчеплення; і друга зона Z2 для введення клапана 1030, сформованого шляхом забезпечення відрізання безперервної частини клапана 1130, у контакт при даній силі зчеплення, яка більша, ніж у першій зоні Z1. Безперервна частина клапана 1130, проходячи через першу зону Z1, адсорбується на кільцевій площині нижнього ножового валика 1255 за допомогою всмоктувального отвору 1255A, сформованого у першій зоні Z1, ковзаючи по кільцевій площині нижнього ножового валика 1255. В цей час формується клапан 1030 шляхом забезпечення відрізання безперервної частини клапана 1130 між лезом 1253A і пласким лезом. Клапан 1030, проходячи через другу зону Z2, входить у тісний контакт з кільцевою площиною нижнього ножового валика 1255 за допомогою всмоктувального отвору 1255A, сформованого у другій зоні Z2, без ковзання по кільцевій площині нижнього ножового валика 1255. Потім клапан 1030 наближається до безперервної частини 1120a задньої частини лінії талії за допомогою нижнього ножового валика 1255 і кріпиться на безперервній частині 1120a задньої частини лінії талії. Інший другий приклад втілення Наприклад, послідовний порядок, описаний у способі виготовлення поглинаючих виробів, цим не обмежується, достатньо, щоб поглинаючі вироби можна було виготовляти, і, звичайно, послідовний порядок можна відповідним чином вибрати в залежності від об'єкта. Незважаючи на те, що даний винахід був докладно описаний за допомогою зазначених вище прикладів втілення, для фахівців у даній галузі техніки очевидно, що даний винахід не обмежується описаними прикладами. Даний винахід можна впровадити з модифікаціями і змінами, не відхиляючись від суті й обсягу даного винаходу, визначених у формулі винаходу. Таким чином, текстові матеріали даного опису – це ілюстративне пояснення, яке не має обмежувального значення для даного винаходу. Весь зміст викладеної японської заявки на патент № 2008-094064 (зареєстрованої 31 березня 2008 р.) і японської заявки на патент № 2009-074773 (зареєстрованої 25 березня 2009 р.) впроваджується в даний опис патенту шляхом посилання. Третій приклад втілення Рівень техніки 15 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 Зазвичай у підгузку відкритого типу не потрібні бічні клапани, що звисають з основної поглинаючої частини назовні, щоб полегшити кріплення до тіла носія. Відомий спосіб виготовлення для забезпечення бічного клапана в підгузку відкритого типу на таких стадіях (наприклад, патентний документ 1). (1) Стадія формування відділювальної лінії вздовж напрямку CD (напрямок, що перетинає напрямок переміщення) між кожною першою пласкою застібкою частини стрічки і кожною другою пласкою застібкою частини стрічки, які розташовані вздовж напрямку CD у безперервній частині (безперервній частині стрічки) клапана. (2) Стадія формування ділянки з'єднання у напрямку CD шляхом розташування безперервної частини (безперервної частини стрічки) клапана вздовж однієї крайньої частини безперервної частини основної частини підгузка. Патентний документ 1: Японська викладена патентна заявка № 2006-340862. Виклад винаходу Проте в описаному вище способі виготовлення підгузків відкритого типу відділювальна лінія і напрямок MD (напрямок переміщення) перпендикулярні між собою на лінії клапанів для переміщення безперервної частини клапана (безперервної частини стрічки). Отже немає проблеми в тому, що тоді, коли міцність на розрив лінії відрізання збільшиться настільки, що неможливо буде розрізати відділювальну лінію на лінії клапанів, користувачу виготовленого підгузка стане важко розрізати відділювальну лінію. Крім того, в описаному вище способі виготовлення підгузків відкритого типу, у випадку, коли міцність відділювальної лінії зменшиться настільки, що користувач виготовленого підгузка зможе розрізати відділювальну лінію, яку можна відділити, відділювальну лінію можна буде розрізати під час переміщення безперервної частини клапана на лінії клапанів, і тут немає проблеми в тому, що безперервну частину клапана (безперервну частину стрічки) не можна безперервно переміщувати на лінії клапанів, або потрібний складний контроль для безперервного переміщення безперервної частини клапана (безперервної частини стрічки) на лінії клапанів, що в результаті призводить до використання складного виробничого обладнання. Даний винахід зроблено, зважаючи на описану вище проблему, з метою надання способу виготовлення поглинаючих виробів і пристрою для виготовлення поглинаючих виробів, що здатні формувати бічний клапан, який користувач може легко розгорнути, одночасно забезпечуючи безперервне переміщення безперервної частини клапана (безперервної частини стрічки) на лінії клапанів без необхідності використання складного контролю. Характеристика даного винаходу спрямована на спосіб виготовлення поглинаючих виробів, відповідний поглинаючий виріб має передню частину лінії талії, задню частину лінії талії і проміжну частину для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою. Цей спосіб складається з наступного: стадія формування загнутої частини для формування пари загнутих частин, які можна загинати у напрямку переміщення лінії клапанів і у напрямку, протилежному напрямку переміщення, частини ділянки конфігурування одного клапана у безперервній частині подовженого клапана, що безперервно переміщується на лінії клапанів, і розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, у відповідній частині зі зазначеної пари загнутих частин; і стадії з'єднання для з'єднання безперервної частини клапана і безперервної частини передньої частини лінії талії чи задньої частини лінії талії клапана таким чином, щоб відповідна ділянка із зазначених ділянок конфігурування одного клапана відповідала відповідній ділянці з ділянок конфігурування одного з поглинаючих виробів у безперервній частині передньої частини лінії талії чи задньої частини лінії талії клапана. Як описано вище, у відповідності до даного винаходу, можна забезпечити спосіб виготовлення поглинаючих виробів і пристрій для виготовлення поглинаючих виробів, що здатні формувати бічний клапан, який користувач може легко розгорнути, одночасно забезпечуючи безперервне переміщення безперервної частини клапана (безперервної частини стрічки) на лінії клапанів без необхідності використання складного контролю. Приклад втілення 3-1 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу, буде описаний з посиланнями на фіг. 23 і фіг. 24. Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу, дає можливість виготовляти поглинаючі вироби, наприклад, підгузки відкритого типу, що складаються з передньої частини лінії талії 2020b, задньої частини лінії талії 2020a і проміжної частини (основної частини абсорбера) 2010 для з'єднання між собою передньої частини лінії талії 2020b і задньої частини лінії талії 2020a. 16 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу втілення, з посиланням на фіг. 23. Як показано на фіг. 23, у цьому способі виготовлення поглинаючих виробів припускається, що будуть використовуватися: лінія клапанів для переміщення безперервної частини 2130 подовженого клапана; лінія абсорбера для переміщення безперервної частини 2110 подовженої частини для внутрішнього боку ноги; і лінія основної частини для переміщення пари безперервної частини 2120b передньої частини лінії талії і безперервної частини 2120a задньої частини лінії талії, одна з яких формується у подовженій формі. В той час як у прикладі втілення, як показано на фіг. 23, описаний приклад, у якому напрямок MD (напрямок переміщення) лінії клапанів, напрямок MD лінії основної частини і напрямок MD лінії абсорбера ідентичні між собою, даний винахід не обмежується цим. По-перше, опис стосується стадії, що виконується на лінії абсорбера, на якій переміщаються абсорбери, розташовані на проміжній частині 2010. На стадії S2011 лист целюлози подрібнюється за допомогою дробарки, утворюючи подрібнену целюлозу, а коли подрібнена целюлоза проходить через канал подачі, додається полімер з хорошою поглинаючою здатністю (SAP). Потім суміш подрібненої целюлози подається з каналу подачі і полімер з хорошою поглинаючою здатністю пресують у визначену форму за допомогою пресувального барабана, формуючи таким чином поглинаючі центральні шари 2001 (абсорбер). На стадії S2012, на листоподібному матеріалі 2002a, що безперервно пересувається у напрямку MD лінії абсорбера, поглинаючі центральні шари 2001 розташовуються на заздалегідь визначених інтервалах у напрямку MD лінії абсорбера. Потім листоподібний матеріал 2002b, що безперервно пересувається у напрямку MD лінії абсорбера, накладається на матеріал 2002а, на якому розташовуються поглинаючі центральні шари 2001 у напрямку MD лінії абсорбера. На стадії S2013 верхній лист (проникний для рідини 2012b, що безперервно пересувається у напрямку MD лінії абсорбера, з'єднується після накладання на листоподібний матеріал 2002b, а потім задній лист (непроникний для рідини) 2012а, що безперервно пересувається у напрямку MD лінії абсорбера, з'єднується після накладання на листоподібний матеріал 2002а. На стадії S2014 ізолюючі манжети 2003,утворені іншою частиною, кріпляться на обох крайніх боках проміжної частини 2010 вздовж напрямку MD лінії абсорбера. На стадії S2015 безперервні частини 2110 проміжної частини 2010 (частини абсорбера), що безперервно переміщуються у напрямку MD лінії абсорбера, переміщуються за допомогою обертання ротаційного барабана і нарізаються вздовж напрямку CD на заздалегідь визначених інтервалах за допомогою різального валика, розташованого навпроти зовнішньої кільцевої площини ротаційного барабана. По-друге, опис стосується стадій, що виконуються на лінії клапанів, на якій переміщується клапан 2030 на задній частині лінії талії 2020a. На стадії S2021 з'єднувальні частини 2040a, 2040b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. Зокрема, у безперервній частині клапана 2130, з'єднувальні частини 2040a, 2040b з'єднуються між собою на заздалегідь визначених інтервалах довжини. Припускається, що довжина відповідної частини зі з'єднувальних частин 2040a, 2040b буде коротшою, ніж довжина безперервної частини клапана 2130 у напрямку CD лінії клапанів. У випадку, коли гачкуваті частини (охоплювані частини) розташовуються як з'єднувальні частини 2040a, 2040b, припускається, що частини, за які чіпляються гачки (охоплюючі частини), будуть частинами, з якими здійснюється з'єднання на заздалегідь визначеній ділянці передньої частини лінії талії 2020b. У цьому прикладі втілення передня частина лінії талії 2020b складається з нетканого матеріалу; а отже, навіть тоді, коли частини, за які чіпляються гачки, не розташовуються окремо, заздалегідь визначена ділянка передньої частини лінії талії 2020b сама собою служить у якості частини, за яку чіпляються гачки. На стадії S2022 одна пара загнутих частин 2050a, 2050b, які можна загинати у напрямку MD (напрямок переміщення) лінії клапанів і у напрямку, протилежному напрямку MD, формується на ділянці, що містить відповідну частину зі з'єднувальних частин 2040a, 2040b у частині ділянки 2030A, зазначеній вище. Як показано на фіг. 24(a), припускається, що загнута частина 2050a формується: однією першою частиною з прорізом (перша щілина) 2050a3, сформованою вздовж напрямку CD 17 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 (напрямку переміщення) лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2050a1, 2050a2, сформованими вздовж напрямку CD лінії клапанів. З іншого боку, припускається, що загнута частина 2050b формується: однією першою частиною з прорізом (перша щілина) 2050b3, сформованою вздовж напрямку CD лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2050b1, 2050b2, сформованими вздовж напрямку MD лінії клапанів. Як показано на фіг. 24(b), загнута частина 2050b загинається у напрямку MD лінії клапанів шарнірним чином, і навіть тоді, коли загнута частина 2050a загинається у напрямку, протилежному напрямку MD лінії клапанів, безперервна частина клапана 2130 не відрізається і не загинає всю ділянку у напрямку CD лінії клапанів, даючи можливість таким чином запобігти випадку, коли під час безперервного переміщення відбувається випадкове загинання. Принаймні частина з перших частин з розрізами (перші щілини) 2050a3, 2050b3 і з других частин з розрізами (другі щілини) 2050a1, 2050a2, 2050b1, 2050b2 можуть мати відділювальну лінію, таку як перфорована відривна лінія. Зокрема, бажано, щоб принаймні частина з перших частин з розрізами (перші щілини) 2050a3, 2050b3 мала відділювальну лінію, таку як перфорована відривна лінія. За допомогою цієї конфігурації можна запобігти випадку, коли загнуті частини 2050a, 2050b перевертаються під час безперервного переміщення безперервної частини клапана 2130 на лінії клапанів. Крім того, перші частини з розрізами (перші щілини) 2050a3, 2050b3 і другі частини з розрізами (другі щілини) 2005a1, 2050a2, 2050b1, 2050b2 можна сформувати у лінійну чи криву форму. Крім того, послідовний порядок зазначених вище стадій S2201 і S2022 можна змінити на зворотний. Тобто на стадії S2022, одна пара зі загнутих частин 2050a, 2050b, формується у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів; а потім з'єднувальної частини 2040a, 2040b, які з'єднуються на заздалегідь визначеній ділянці, можна розташувати на відповідній парі з таких пар загнутих частин 2050a, 2050b По-третє, буде представлений опис стадії, що виконується на лінії основної частини, на якій переміщуються безперервна частина 2120b передньої частини лінії талії і безперервна частина 2120a задньої частини лінії талії. На стадії S2031 одна пара безперервних частин ліній талій (безперервна частина 2120b передньої частини лінії талії і безперервна частина 2120a задньої частини лінії талії), одна з яких формується у подовженій формі, утворюються з нетканого матеріалу, а потім переміщуються у напрямку MD лінії основної частини. Безперервна частина 2120b передньої частини лінії талії і безперервна частина 2120a задньої частини лінії талії можуть бути еластичними. На стадії S2032, між безперервною частиною 2120b подовженої передньої частини лінії талії і безперервною частиною 2120a подовженої задньої частини лінії талії, що безперервно переміщуються на лінії основної частини, проміжна частина 2010, сформована на стадії S2015 на лінії абсорбера, розташовується у стані, в якому ці частини відокремлені одна від іншої у напрямку MD лінії основної частини. На стадії S2033, на лінії основної частини, безперервна частина клапана 2130 і безперервна частина 2120a задньої частини лінії талії з'єднуються між собою так, що відповідна ділянка 2030A, яка конфігурує один клапан 2030 у безперервній частині клапана 2030, відповідає відповідній ділянці 2020A, яка конфігурує один поглинаючий виріб (задня частина лінії талії 2020a) у безперервній частині 2120a задньої частини лінії талії. Тобто, у поглинаючому виробі безперервна частина клапана 2130 і безперервна частина 2120a задньої частини лінії талії з'єднуються між собою таким чином, що з'єднувальні частини 2040a, 2040b розташовуються поблизу центру задньої частини лінії талії 2020a. Зокрема, бажано, щоб ділянка 2030A і ділянка 2020A з'єднувалися між собою вздовж крайньої частини у напрямку упоперек поглинаючого виробу. На стадії S2033 бажано, щоб безперервна частина клапана 2130 з'єднувалася на безперервній частині 2120a задньої частини лінії талії за допомогою валика для тиснення чи ультразвукового термокомпресійного зварювання або подібного засобу. Крім того, термопластична смола може наноситися на всю задню поверхню безперервної частини клапана 2130, або лише на частину задньої поверхні безперервної частини клапана 2130. На стадії S2033, з'єднувальні частини 2040a, 2040b, що розташовуються на одній парі загнутих частин 2050a, 2050b, відповідно, можна зупинити зі зчепленням на безперервній частині 2120a задньої частини лінії талії. 18 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 На стадії S2034, на лінії основної частини, безперервна частина 2120b передньої частини лінії талії і безперервна частина 2120a задньої частини лінії талії відрізаються вздовж лінії CD лінії основної частини на заздалегідь визначених інтервалах довжини. Зокрема, безперервна частина 2120b передньої частини лінії талії і безперервна частина 2120a задньої частини лінії талії відрізаються так, щоб довжина L3 передньої частини лінії талії 2020b у напрямку упоперек поглинаючого виробу дорівнювала довжині L2 задньої частини лінії талії 2020a у напрямку упоперек поглинаючого виробу. В той час як попередній приклад втілення описує приклад, у якому безперервна частина клапана 2130, що має з'єднувальні частини 2040a, 2040b розташовані так, щоб з'єднуватися між собою на заздалегідь визначеній ділянці передньої частини лінії талії 2020b, конфігурується таким чином, щоб розташовуватися на безперервній частині 2120a задньої частини лінії талії, даний винахід не обмежується цим. Це також стосується прикладу, у якому клапан 2130, що має з'єднувальні частини 2040a, 2040b розташовані так, щоб з'єднуватися між собою на заздалегідь визначеній ділянці задньої частини лінії талії 2020a, конфігурується таким чином, щоб розташовуватися на безперервній частині 2120b передньої частини лінії талії. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу, одна пара загнутих частин 2050a, 2050b формується таким чином, щоб унеможливити повне відрізання безперервної частини клапана 2130 у напрямку CD лінії клапанів. Завдяки цьому можна уникнути ситуації, коли: безперервна частина клапана не може безперервно переміщуватися на лінії клапанів тому, що користувач виготовленого підгузка може легко розігнути клапан і відрізати по лінії клапанів; чи альтернативно, потрібен складний контроль для безперервного переміщення безперервної частини клапана на лінії клапанів, що в результаті призводить до необхідності складного виробничого обладнання. За допомогою способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу, замість розташування відповідного клапана 2030, сформованого шляхом відрізання безперервної частини клапана 2130 на безперервній частині 2120a задньої частини лінії талії, безперервна частина клапана 2130 розташовується на безперервній частині 2120a задньої частини лінії талії, усуваючи таким чином необхідність у складному обладнанні високої точності. За допомогою цього способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу, безперервна частина 3120b передньої частини лінії талії і безперервна частина 3120a задньої частини лінії талії безперервно переміщуються так, що крайню частину безперервної частини 3120b передньої частини лінії талії та крайню частину безперервної частини 3 120a задньої частини лінії талії можна легко загнути і накласти одну на іншу. Отже, безперервну частину 3120b передньої частини лінії талії і безперервну частину 3120a задньої частини лінії талії, одна з якої накладається, можна відрізати одночасно, а підгузок відкритого типу і підгузок типу штанів можна виготовляти у відповідності до такої самої стадії відрізання. Таким чином, підгузок відкритого типу і підгузок типу штанів можна виготовляти без необхідності змінювати стадію відрізання і сам різак. Приклад модифікації 1 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 прикладу втілення 3-1, буде описаний з посиланням на фіг. 25. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 1 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 25, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2041a, 2041b, які розташовуються так, щоб з'єднуватися між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2051a, 2051b, які можна загинати у напрямку MD лінії клапанів і у напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2041a, 2041b. Як показано на фіг. 25, припускається, що загнуті частини 2051a, 2051b формуються: одною першою вирізаною частиною (перша підрізка) 2510, сформованою вздовж напрямку CD лінії клапанів; і чотирма іншими частинами з прорізом (перші щілини) 2051a1, 2051a2, 2051b1, 2051b2, сформованими вздовж напрямку MD лінії клапанів. 19 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як показано на фіг. 25, перша вирізана частина (перша підрізка) 2510 розташовується поблизу центральної ділянки у напрямку CD лінії клапанів. У цьому випадку бажано, щоб принаймні частина з других частин з розрізами (другі щілини) 2051a1, 2051a2, 2051b1, 2051b2 мала відділювальну лінію, таку як перфорована відривна лінія. За допомогою цієї конфігурації можна запобігти випадку, коли загнуті частини 2051a, 2051b перевертаються під час безперервного переміщення безперервної частини клапана 2130 на лінії клапанів. Приклад модифікації 2 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 прикладу втілення 3-1, буде описаний з посиланням на фіг. 26. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 2 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 26, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2042a, 2042b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2052a, 2052b, які можна загинати у напрямку MD лінії клапанів і у напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2042a, 2042b. Як показано на фіг. 26, припускається, що загнуті частини 2052a, 2052b формуються: однією першою вирізаною частиною (перша підрізка) 2520, сформованою вздовж напрямку CD лінії клапанів, і двома іншими частинами з прорізом (перші щілини) 2052a1, 2052b1, сформованими вздовж напрямку MD лінії клапанів. Як показано на фіг. 26, перша вирізана частина (перша підрізка) 2520 розташовується від центральної ділянки до крайньої частини Х у напрямку CD лінії клапанів. У цьому випадку бажано, щоб принаймні частина з других частин з розрізами (другі щілини) 2052a1, 2052b1 мала відділювальну лінію, таку як перфорована відривна лінія. За допомогою цієї конфігурації можна запобігти випадку, коли загнуті частини 2052a, 2052b перевертаються під час безперервного переміщення безперервної частини клапана 2130 на лінії клапанів. Приклад модифікації 3 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 3 прикладу втілення 3-1, буде описаний з посиланням на фіг. 27. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 3 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 27, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2043a, 2043b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2053a, 2053b, які можна загинати у напрямку MD лінії клапанів і у напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2043a, 2043b. Як показано на фіг. 27, припускається, що загнуті частини 2053a, 2053b формуються: одною першою вирізаною частиною (перша підрізка) 2530, сформованою вздовж напрямку CD лінії клапанів, і двома другими частинами з прорізом (другі щілини) 2053a1, 2053b1, сформованими вздовж напрямку MD лінії клапанів. Як показано на фіг. 27, перша вирізана частина (перша підрізка) 2530 розташовується від центральної ділянки до крайньої частини Х у напрямку CD лінії клапанів. У цьому випадку бажано, щоб принаймні частина з других частин з розрізами (другі щілини) 2053a1, 2053b1 мала відділювальну лінію, таку як перфорована відривна лінія. За допомогою цієї конфігурації можна запобігти випадку, коли загнуті частини 2053a, 2053b перевертаються під час безперервного переміщення безперервної частини клапана 2130 на лінії клапанів. Приклад модифікації 4 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 4 прикладу втілення 3-1, буде описаний з посиланням на фіг. 28. Нижче буде описаний спосіб 20 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 4 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 28, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2044a, 2044b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2054a, 2054b, які можна загинати у напрямку MD лінії клапанів і у напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2044a, 2044b. Як показано на фіг. 28, припускається, що загнуті частини 2054a, 2054b формуються: однією першою вирізаною частиною (перша підрізка) 2540, сформованою вздовж напрямку CD лінії клапанів, і однією другою вирізаною частиною (друга підрізка) 2541, сформованою вздовж напрямку MD лінії клапанів. Як показано на фіг. 28, перша вирізана частина (перша підрізка) 2540 повністю розташовується від центральної ділянки до крайньої частини Х у напрямку CD лінії клапанів. Приклад модифікації 5 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 5 прикладу втілення 3-1, буде описаний з посиланням на фіг. 29. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 5 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 29, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2045a, 2045b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються в частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2055a, 2055b, які можна загинати у напрямку MD лінії клапанів і в напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2045a, 2045b. Як показано на фіг. 29, припускається, що загнуті частини 2055a, 2055b формуються: однією першою вирізаною частиною (перша підрізка) 2550, сформованою вздовж напрямку CD лінії клапанів, і однією другою вирізаною частиною (друга підрізка) 2551, сформованою вздовж напрямку MD лінії клапанів. Як показано на фіг. 29, перша вирізана частина (перша підрізка) 2550 повністю розташовується від центральної ділянки до крайньої частини Y (крайня частина Y протилежна крайній частині Х) у напрямку CD лінії клапанів. Приклад модифікації 6 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 6 прикладу втілення 3-1, буде описаний з посиланням на фіг. 30. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 6 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 30, серед стадій, що виконуються на лінії клапанів, на стадії S2021 з'єднувальні частини 2046a, 2046b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, одна пара загнутих частин 2056a, 2056b, які можна загинати у напрямку MD лінії клапанів і у напрямку, протилежному напрямку MD, формується, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2046a, 2046b. Як показано на фіг. 30, припускається, що загнуті частини 2056a, 2056b формуються: однією першою вирізаною частиною (перша підрізка) 2560, сформованою вздовж напрямку CD лінії клапанів, і двома другими частинами з прорізом (другі підрізки) 2561a, 2561b, сформованими вздовж напрямку MD лінії клапанів. 21 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як показано на фіг. 30, перша вирізана частина (перша підрізка) 2560 повністю розташовується від другої вирізаної ділянки 2561a до другої вирізаної ділянки 2561b у напрямку CD лінії клапанів. Приклад модифікації 7 Спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 7 прикладу втілення 3-1, буде описаний з посиланням на фіг. 31. Нижче буде описаний спосіб виготовлення поглинаючих виробів, у відповідності до прикладу модифікації 7 даного винаходу, зосереджуючись на відмінностях від способу виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-1 даного винаходу. Як показано на фіг. 31, серед стадій, що виконуються на лінії клапанів, на стадії S2021 чотири з'єднувальні частини 2047a, 2047b, 2048a, 2048b, які можна з'єднати між собою на заздалегідь визначеній ділянці, розташовуються у частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів. На стадії S2022, у частині вищезгаданої ділянки 2030A, дві загнуті частини 2057b, 2058b, які можна загинати в напрямку MD лінії клапанів, формуються, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2047b, 2048b; і дві загнуті частини 2057a, 2058a, які можна загинати у напрямку, протилежному напрямку MD, лінії клапанів, формуються, відповідно, на ділянці, що містить відповідну частину зі з'єднувальних частин 2047a, 2048a. Як показано на фіг. 31, припускається, що загнута частина 2057a формується: однією першою частиною з прорізом (перша щілина) 2057a3, сформованою вздовж напрямку CD лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2057a1, 2057a2, сформованими вздовж напрямку MD лінії клапанів. Крім того, припускається, що загнута частина 2058a формується: однією першою частиною з прорізом (перша щілина) 2058a3, сформованою вздовж напрямку CD лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2058a1, 2058a2, сформованими вздовж напрямку MD лінії клапанів. Крім того, припускається, що загнута частина 2057b формується: однією першою частиною з прорізом (перша щілина) 2057b3, сформованою вздовж напрямку CD лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2057b1, 2057b2, сформованими вздовж напрямку MD лінії клапанів. Крім того, припускається, що загнута частина 2058b формується: однією першою частиною з прорізом (перша щілина) 2058b3, сформованою вздовж напрямку CD лінії клапанів; і двома другими частинами з прорізом (другі щілини) 2058b1, 2058b2, сформованими вздовж напрямку MD лінії клапанів. Конфігурацію можна забезпечити таким чином, щоб розташувати чотири чи більше з'єднувальних частини в частині ділянки 2030A, конфігуруючи один клапан 2030 у безперервній частині клапана 2130 на стадії S2021 і формуючи дві чи більше загнуті частини на ділянці, що містить з'єднувальні частини, на стадії S2022. У цьому випадку, бажано, щоб принаймні частина з перших частин з розрізами (перші щілини) 2057a3, 2057b3, 2058a3, 2058b3 мала відділювальну лінію, таку як перфорована відривна лінія. За допомогою цієї конфігурації можна запобігти випадку, коли загнуті частини 2057a, 2057b, 2058a, 2058b перевертаються під час безперервного переміщення безперервної частини клапана 2130 на лінії клапанів. Приклад втілення 3-2 Далі пристрій для виготовлення поглинаючих виробів, у відповідності до прикладу втілення 3-2 даного винаходу, буде описаний з посиланнями на фіг. 32 – фіг. 34. Передбачений пристрій для виготовлення поглинаючих виробів з механізмом розташування з'єднувальної частини 2310, механізмом формування загнутої частини 2320 і механізмом з'єднання 2330. По-перше, буде описаний механізм розташування з'єднувальної частини 2310 у відповідності до прикладу втілення 3-2 даного винаходу з посиланням на креслення. Фіг. 32 – перспективний вигляд, що показує механізм розташування з'єднувальної частини 2310, у відповідності до прикладу втілення 3-2 даного винаходу. Як показано на фіг. 32, у безперервній частині 2130 подовженого клапана, що безперервно переміщується на лінії клапанів (на стадія S2021, описаній вище), механізм розташування з'єднувальної частини 2310 розміщує з'єднувальні частини 2040a, 2040b, які можна з'єднати між собою на заздалегідь визначеній ділянці. Механізм розташування з'єднувальної частини 2310 має: верхній ножовий валик 2313, що обертається на осьовому стрижні 2312; і нижній ножовий валик 2315, що обертається на осьовому стрижні 2314. 22 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 На верхньому ножовому валику 2313 знаходиться комплект лез 2313A, розташованих на заздалегідь визначених інтервалах на зовнішньому колі верхнього ножового валика 2313 і вздовж осьового стрижня 2312. На нижньому ножовому валику 2315 знаходиться всмоктувальний отвір 2315A для всмоктування з'єднувальних частин 2040a, 2040b, сформованих шляхом забезпечення відрізання безперервної частини 2140 з'єднувальних частин; і пласке лезо (не показане) для відрізання безперервної частини 2140 з'єднувальних частин між пласким лезом і кожним з лез 2313A. На кільцевій площині нижнього ножового валика 2315 знаходиться перша зона Z1 для введення безперервної частини 2140 з'єднувальних частин у тісний контакт при заданій силі зчеплення; і друга зона Z2 для введення з'єднувальних частин 2040a, 2040b, сформованих шляхом забезпечення відрізання безперервної частини 2140 з'єднувальних частин, у тісний контакт одна з другою при даній силі зчеплення, яка більша, ніж у першій зоні Z1. Безперервна частина 2140 з'єднувальних частин, проходячи через першу зону Z1, адсорбується на кільцевій площині нижнього ножового валика 2315 за допомогою всмоктувального отвору 2315A, сформованого у першій зоні Z1, ковзаючи по кільцевій площині нижнього ножового валка 2315. В цей час з'єднувальні частини 2040a, 2040b формуються безперервною частиною 2140 з'єднувальних частин, що відрізаються кожним з лез 2313A і пласким лезом. З'єднувальні частини 2040a, 2040b, проходячи через другу зону Z2, вступає у тісний контакт з периферійною поверхнею нижнього ножового валика 2315 за допомогою всмоктувального отвору 2315A, сформованого у другій зоні Z2 без ковзання по кільцевій площині нижнього ножового валика 2315. Потім з'єднувальні частини 2040a, 2040b наближаються до безперервної частини клапана 2130 шляхом обертання нижнього ножового валика 2315, і кріпляться у безперервній частині клапана 2130. По-перше, буде описаний механізм формування загнутої частини 2320 у відповідності до прикладу втілення 3-2 даного винаходу з посиланням на креслення. Фіг. 33 – перспективний вигляд, що показує механізм формування загнутої частини 2320, у відповідності до прикладу втілення 3-2 даного винаходу. Як показано на фіг. 33, у частині ділянки конфігурування одного клапана 2320 у безперервній частині клапана 2130, механізм формування загнутої частини 2320 формує одну пару загнутих частин 2050a, 2050b, які можна загинати у напрямку MD лінії клапанів і у напрямку протилежному напрямку MD. Механізм формування загнутої частини 2320 має: різальний валик 2321, що обертається на опорному валу (не показаний); і притискний валик 2322 для притискання безперервної частини клапана 2130 між притискним валком і різальним валком 2321. Тангенціальна швидкість (V7) різального валка 2321 практично дорівнює швидкості переміщення (V4) безперервної частини клапана 2130.На різальному валку 2321 формується лезо обробки загнутих частин 2321A для формування загнутих частин 2050a, 2050b. Лезо обробки загнутих частин 2321A відповідає формі загнутої частини 2050a, 2050b. Далі буде описаний механізм з'єднання 2330 у відповідності до прикладу втілення 3-2 даного винаходу з посиланням на креслення. Фіг. 34 – перспективний вигляд, що показує механізм з'єднання 2330, у відповідності до прикладу втілення 3-2 даного винаходу. Як показано на фіг. 34, механізм з'єднання 2330 з'єднує безперервну частину клапана 2130 і безперервну частину 2120a задньої частини лінії талії між собою так, щоб кожна ділянка конфігурування одного клапана 2030 відповідала кожній ділянці конфігурування одного поглинаючого виробу у безперервній частині 2120a задньої частини лінії талії. На лінії основної частини (вищезгадана стадія S2033) механізм з'єднання 2330 з'єднує безперервну частину клапана 2130 і безперервну частину 2120a задньої частини лінії талії між собою так, щоб напрямок MD лінії клапанів відповідав напрямку MD лінії основної частини. Механізм з'єднання 2330 має одну пару валиків 2331, 2332.Тангенціальна швидкість (V 8) такої пари валиків 2331, 2332 практично рівна швидкості переміщення (V4) безперервної частини клапана 2130. Валик 2331 спрямовує безперервну частину 2130 клапана, що переміщується, на безперервну частину 2120a задньої частини лінії талії. З іншого боку, валик 2332 є протилежним валику 2331 з безперервною частиною 2120a задньої частини лінії талії, а безперервна частина клапана 2130 знаходиться між ними. Одна пара валиків 2331, 2332 міцно утримує безперервну частину 2120a задньої частини лінії талії і безперервну частину клапана між ними. Таким способом механізм з'єднання 2330 з'єднує безперервну частину 2120a задньої частини лінії талії і клапан 2030 між собою. Інший третій приклад втілення 23 UA 100260 C2 5 10 15 20 25 Наприклад, послідовний порядок, описаний у способі виготовлення поглинаючих виробів, цим не обмежується; достатньо, щоб поглинаючі вироби можна було виготовляти, і, звичайно, послідовний порядок можна відповідним чином вибрати залежно від об'єкта. Незважаючи на те, що даний винахід був докладно описаний за допомогою зазначених вище прикладів втілення, для фахівців у даній галузі техніки очевидно, що даний винахід не обмежується описаними прикладами. Даний винахід можна впровадити з модифікаціями і змінами, не відхиляючись від суті й обсягу даного винаходу, визначених у формулі винаходу. Таким чином, текстові матеріали даного опису – це ілюстративне пояснення, яке не має обмежувального значення для даного винаходу. Весь зміст викладеної японської заявки на патент № 2008-094065 (зареєстрованої 31 березня 2008 р.) і японської заявки на патент № 2009-074778 (зареєстрованої 25 березня 2009 р.) впроваджується в даний опис патенту шляхом посилання. Промислова придатність Як описано вище, з цим способом виготовлення поглинаючих виробів, у відповідності до даного винаходу, можна надати спосіб виготовлення поглинаючих виробів і пристрій для виготовлення поглинаючих виробів, які здатні усунути недолік, викликаний тим, що положення бічних клапанів не співпадають у напрямку MD лінії основної частини, без необхідності використання контролю переміщення. Крім того, за допомогою поглинаючих виробів у відповідності до даного винаходу, можна надати спосіб виготовлення, який здатний забезпечити стабільний стан переміщення обмежити витрати матеріалу під час формування бічного клапана без необхідності застосування складної стадії. Крім того, за допомогою поглинаючих виробів у відповідності до даного винаходу, можна надати спосіб виготовлення поглинаючих виробів, здатний формувати бічний клапан, який користувач може легко розгорнути, одночасно забезпечуючи безперервне переміщення безперервної частини клапана (безперервної частини стрічки) на лінії клапанів без необхідності використання складного контролю. ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 60 1. Спосіб виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар, основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу, який включає: стадію розташування з'єднувальної частини у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, яка включає розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів; стадію формування клапана на лінії клапанів для формування клапана шляхом відрізання безперервної частини лінії клапанів вздовж напрямку, що перетинає напрямок переміщення лінії клапанів; і стадію розташування клапанів на безперервній частині поздовжнього поглинаючого виробу, що безперервно переміщується на лінії основної частини, для розташування клапана у заздалегідь визначеному інтервалі так, щоб центральна лінія йшла у напрямку переміщення лінії основної частини, який відрізняється тим, що на лінії клапанів двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії вздовж напрямку переміщення лінії клапанів. 2. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування з'єднувальної частини з'єднувальні частини розташовують на двобічних крайніх боках безперервної частини клапана, а двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії. 3. Спосіб виготовлення поглинаючих виробів за п. 2, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають у бік центральної лінії, а з'єднувальні частини, розташовані на двобічних крайніх боках, зупиняють зі зчепленням на безперервній частині клапана. 4. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування з'єднувальної частини у безперервній частині подовженого клапана з'єднувальні частини розташовують з обох боків від проксимальної області центральної 24 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 лінії вздовж напрямку переміщення лінії клапанів, і формують відділювальну лінію для забезпечення розділення безперервної частини клапана на дві секції вздовж центральної лінії. 5. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають багато разів. 6. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування клапана клапан з'єднують з безперервною частиною поглинаючого виробу. 7. Пристрій для виготовлення поглинаючих виробів, що мають проникний для рідини верхній шар, непроникний для рідини нижній шар і основну поглинаючу частину, що знаходиться між верхнім і нижнім шарами, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу, який включає: механізм розташування з'єднувальних частин у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів; механізм загинання крайніх боків для загинання двобічних крайніх боків безперервної частини клапана у бік центральної лінії вздовж напрямку переміщення лінії клапанів; і механізм розташування відрізуваної частини для формування клапана шляхом відрізання безперервної частини клапана вздовж напрямку переміщення лінії клапанів на безперервній частині подовженого поглинаючого виробу, і розташування клапана на заздалегідь визначеному інтервалі так, щоб центральна лінія йшла вздовж напрямку переміщення лінії основної частини. 8. Спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, який включає: стадію розташування з'єднувальних частин у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів, яка включає розташування з'єднувальних частин, які можна з'єднати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів; стадію формування клапана на лінії клапанів для формування клапана шляхом відрізання безперервної частини лінії клапанів вздовж напрямку, що перетинає напрямок переміщення лінії клапанів; стадію розташування клапанів на лінії основної частини для розташування клапана на безперервній частині передньої частини лінії талії чи задньої частини лінії талії так, щоб центральна лінія була перпендикулярна напрямку переміщення лінії основної частини, причому на лінії клапанів двобічні крайні боки безперервної частини клапана загинають в бік центральної лінії. 9. Спосіб виготовлення поглинаючих виробів за п. 8, який включає стадію відрізання частини лінії талії на лінії основної частини для розміщення безперервної частини передньої частини лінії талії і безперервної частини задньої частини лінії талії на заздалегідь визначеному інтервалі довжини вздовж напрямку, що перетинає напрямок переміщення лінії основної частини, причому ширина у напрямку, що перетинає центральну лінію у клапані, коротша заздалегідь визначеного інтервалу довжини. 10. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування з'єднувальної частини з'єднувальні частини розташовуються на бічних крайніх боках безперервної частини клапана, а бічні крайні боки безперервної частини клапана загинають у бік центральної лінії. 11. Спосіб виготовлення поглинаючих виробів за п. 10, який відрізняється тим, що двобічні крайні боки безперервної частини клапана загинають в бік центральної лінії, а з'єднувальні частини, розташовані на двобічних крайніх боках, зупиняють із зчепленням на безперервній частині клапана. 12. Спосіб виготовлення поглинаючих виробів за п. 10, який відрізняється тим, що включає стадію формування вирізаної частини в заздалегідь визначеній формі в частині двобічних крайніх боків. 13. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування з'єднувальної частини у безперервній частині подовженого клапана з'єднувальні частини розташовують з обох боків від проксимальної області центральної лінії вздовж напрямку переміщення лінії клапанів і формують відділювальну лінію для забезпечення розділення безперервної частини клапана на дві секції вздовж центральної лінії. 25 UA 100260 C2 5 10 15 20 25 30 35 40 45 50 55 60 14. Спосіб виготовлення поглинаючих виробів за п. 13, який відрізняється тим, що включає стадію формування вирізаної частини в заздалегідь визначеній формі в частині проксимальної області. 15. Спосіб виготовлення поглинаючих виробів за п. 1, який відрізняється тим, що на стадії розташування клапанів клапан з'єднують з безперервною частиною передньої частини лінії талії чи задньою частиною лінії талії. 16. Спосіб виготовлення поглинаючих виробів за п. 8, який включає стадію розташування проміжної частини для розташування проміжної частини таким чином, щоб відокремити її від іншої у напрямку переміщення лінії основної частини, між безперервною частиною передньої частини лінії талії, яка формується в подовженій формі, і безперервною частиною задньої частини лінії талії, яка формується у подовженій формі, причому відповідна частина з них повинна безперервно переміщуватися на лінії основної частини. 17. Спосіб виготовлення поглинаючих виробів за п. 8, який відрізняється тим, що на стадії розташування клапана клапан розташовують таким чином, щоб покривати крайні частини проміжної частини. 18. Спосіб виготовлення поглинаючих виробів за п. 9, який відрізняється тим, що на стадії відрізання частини лінії талії безперервну частину передньої частини лінії талії і безперервну частину задньої частини лінії талії відрізають так, щоб довжина передньої частини лінії талії в напрямку поперек поглинаючого виробу дорівнювала довжині задньої частини лінії талії у напрямку упоперек поглинаючого виробу. 19. Пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину, для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу, який включає: механізм розташування з'єднувальних частин, виконаний з можливістю розташування з'єднувальних частин, які можна з'єднувати між собою на заздалегідь визначеній ділянці, з обох боків від центральної лінії вздовж напрямку переміщення лінії клапанів у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів; механізм загинання крайніх боків, виконаний з можливістю загинання двобічних крайніх боків безперервної частини клапана у бік центральної лінії; і механізм розташування відрізуваної частини, виконаний з можливістю формування клапана шляхом відрізання безперервної частини клапана вздовж напрямку, що перетинає напрямок переміщення лінії клапанів, і розташування клапана в безперервній частині передньої частини лінії талії чи задньої частини лінії талії так, щоб центральна лінія була перпендикулярною напрямку переміщення лінії основної частини. 20. Спосіб виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії, проміжну частину, для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, і клапан, який розташований в напрямку, поперечному напрямку ширини виробу, і має з'єднувальну частину, розташовану у напрямку всередину від кінця клапана, так що в напрямку довжини виробу вона не доходить до кінця виробу, який включає: стадію формування загнутих частин у частині ділянки шляхом виконання одного клапана у безперервній частині подовженого клапана, що безперервно переміщується на лінії клапанів, формування однієї пари загнутих частин, які можна загинати у напрямку переміщення лінії клапанів і у напрямку, протилежному напрямку переміщення, і розташування з'єднувальних частин, які можна з'єднувати з іншою частиною на заздалегідь визначеній ділянці, на відповідній парі загнутих частин; і стадію з'єднання шляхом з'єднання безперервної частини клапана і безперервної частини передньої частини лінії талії чи безперервної частини задньої частини лінії талії так, щоб відповідна ділянка, що утворює зазначений клапан, відповідала відповідній ділянці, що утворює поглинаючий виріб передньої частини лінії талії чи задньої частини лінії талії. 21. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії формування загнутих частин зазначену пару загнутих частин формують за допомогою принаймні однієї першої частини з прорізом і першої вирізаної частини, сформованої вздовж напрямку, що перетинає напрямок переміщення лінії клапанів, і принаймні однієї другої частини з прорізом і другої вирізаної частини, сформованої вздовж напрямку переміщення лінії клапанів. 22. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що: 26 UA 100260 C2 5 10 15 20 25 30 35 на стадії з'єднання відповідну з'єднувальну частину, яка розташована на відповідній парі загнутих частин, зупиняють зі зчепленням на безперервній частині передньої частини лінії талії чи задньої частини лінії талії. 23. Спосіб виготовлення поглинаючих виробів за п. 20, який включає стадію розташування проміжної частини шляхом розташування проміжної частини таким чином, щоб відокремити її від іншої у напрямку переміщення лінії основної частини, між безперервною частиною подовженої передньої частини лінії талії і безперервною частиною подовженої задньої частини лінії талії, які безперервно переміщають на лінії основної частини. 24. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії з'єднання безперервну частину клапана і безперервну частину передньої частини лінії талії чи задньої частини лінії талії з'єднують між собою. 25. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що на стадії з'єднання безперервну частину клапана і безперервну частину передньої частини лінії талії чи задньої частини лінії талії з'єднують між собою таким чином, щоб відповідний клапан покривав крайні частини основної поглинаючої частини, розташованої на проміжній частині. 26. Спосіб виготовлення поглинаючих виробів за п. 20, який відрізняється тим, що включає стадію відрізання частини лінії талії для відрізання безперервної частини передньої частини лінії талії і безперервної частини задньої частини лінії талії таким чином, щоб довжина передньої частини лінії талії в напрямку поперек поглинаючого виробу була рівною довжині задньої частини лінії талії в напрямку поперек поглинаючого виробу. 27. Пристрій для виготовлення поглинаючих виробів, що мають передню частину лінії талії, задню частину лінії талії і проміжну частину для з'єднання передньої частини лінії талії і задньої частини лінії талії між собою, який включає: механізм розташування з'єднувальних частин, виконаний з можливістю розташування з'єднувальних частин, які можна з'єднувати між собою на заздалегідь визначеній ділянці, у безперервній частині подовженого клапана, що постійно переміщується на лінії клапанів; механізм формування загнутих частин, виконаний з можливістю формування однієї пари загнутих частин, які можна загинати у напрямку переміщення і у напрямку, протилежному напрямку переміщення лінії клапанів у частині ділянки, що утворює один клапан у безперервній частині клапана; і механізм з'єднання, виконаний з можливістю з'єднання безперервної частини клапана і безперервної частини передньої частини лінії талії чи безперервної частини задньої частини лінії талії таким чином, щоб відповідна ділянка, що утворює зазначений клапан, відповідала відповідній ділянці, що утворює поглинаючий виріб передньої частини лінії талії чи задньої частини лінії талії. 27 UA 100260 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for absorbent products and manufacturing device for absorbent products
Автори англійськоюSakaguchi, Satoru, Kameda, Noritomo, Oku, Tomomi
Назва патенту російськоюСпособ изготовления поглощающих изделий (варианты) и устройство для изготовления поглощающих изделий (варианты)
Автори російськоюСакагучи Сатору, Камеда Норитомо, Оку Томоми
МПК / Мітки
МПК: A61P 13/00, A61F 13/56, A61F 13/15
Мітки: варіанти, виробів, поглинаючих, спосіб, виготовлення, пристрій
Код посилання
<a href="https://ua.patents.su/49-100260-sposib-vigotovlennya-poglinayuchikh-virobiv-varianti-i-pristrijj-dlya-vigotovlennya-poglinayuchikh-virobiv-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поглинаючих виробів (варіанти) і пристрій для виготовлення поглинаючих виробів (варіанти)</a>
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Котрєхов Владімір Андрєєвіч, ШЄВНІН Юрій Павловіч, СЄЛІВЄРСТОВ Владімір Фьодоровіч, Лосіцкій Анатолій Францєвіч, Нікуліна Антоніна Васільєвна, БУХОВЦЄВ Віктор Фьодоровіч, Заводчіков Сєргєй Юрьєвіч, АКТУГАНОВА Єлєна Ніколаєвна, Бочаров Олєг Вікторовіч
МПК: C22C 16/00, G21C 3/32, G21C 3/02, C22F 1/18
Мітки: виготовлення, виробів, трубних, сплавів, цирконієвих, варіанти, спосіб
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Спосіб виготовлення макаронних виробів (варіанти), установка для його здійснення та макаронні вироби
Номер патенту: 65667
Опубліковано: 15.04.2004
Автор: Хачатрян Гукас Саркисович
Мітки: макаронні, установка, виготовлення, спосіб, виробів, макаронних, здійснення, вироби, варіанти
Формула / Реферат:
1. Спосіб виготовлення макаронних виробів, що включає замішування тіста, пресування виробів з тіста, термообробку сирих виробів і сушіння, який відрізняється тим, що процес сушіння проводять протягом 0,5-1,5 год. при температурі повітря від 40 до 120 °С і вологості повітря до 30 % і після сушіння поза сушильною камерою вироби піддають зволоженню.2. Спосіб за п.1, який відрізняється тим, що зволоження виробів здійснюють парою з...
Шихта (варіанти) та спосіб виготовлення хромоксидних вогнетривких виробів
Номер патенту: 74377
Опубліковано: 15.12.2005
Автори: Синюкова Олена Іванівна, Гіріч Ніна Андріївна, Криворучко Павло Петрович, Примаченко Володимир Васильович, Мішньова Юлія Євгенівна, Бараннік Юрій Петрович
МПК: C04B 35/632, C04B 35/12, C04B 35/047, C04B 35/634, C04B 35/105, C04B 35/64
Мітки: шихта, виробів, хромоксидних, варіанти, спосіб, вогнетривких, виготовлення
Формула / Реферат:
1. Шихта для виготовлення хромоксидних вогнетривких виробів, яка містить хромвмісний компонент, діоксид титану, залізовмісний компонент та зв'язку, яка відрізняється тим, що вона додатково містить кремнійорганічну рідину, як хромвмісний компонент вона містить оксид хрому з вмістом 85,0-95,0 % зерен менше 10 мкм, як залізовмісний компонент - дисперсне залізо, а як зв’язку - водний розчин концентрацією 5,0-8,0 % суміші сполуки з групи...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: композиційний, установка, матеріал, спосіб, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Спосіб виготовлення виробів з порошків швидкорізальних сталей /варіанти/
Номер патенту: 53156
Опубліковано: 15.01.2003
Автори: Мироненко Петро Олексійович, Ніколаєв Володимир Костянтинович, Щеглова Людмила Леонідівна, Божко Сергій Анатолійович, Джур Євген Олексійович, Санін Анатолій Федорович
МПК: B22F 3/12
Мітки: виробів, сталей, виготовлення, швидкорізальних, спосіб, порошків, варіанти
Формула / Реферат:
1. Спосіб виготовлення виробів з порошків швидкорізальних сталей, що включає одержання порошку розпиленням розплаву водою, сушіння і відпал, холодне пресування заготовки та її спікання, виготовлення виробу і заключну термообробку, який відрізняється тим, що після розпилення порошок обробляють рідиною, що кипить, із наступним сушінням та зм'якшуючим відпалом у вакуумі у режимі термоциклювання, холодне пресування заготовки здійснюють у...
Попередній патент: Спосіб і система для контролю виробництва виробів
Наступний патент: Спосіб прогнозування катастрофічних землетрусів
Випадковий патент: Спосіб руйнування ендокарпію у кісточки зізіфуса (zizyphus jujuba mill.)