Спосіб різання металів електричною дугою

Формула / Реферат
1. Спосіб різання металів електричною дугою, який відрізняється тим, що електричну дугу збуджують в гідродинамічному потоці робочої рідини між електродом-заготовкою та складеним електродом-інструментом, який містить два паралельні дроти, що протягують по випуклій поверхні майстер-електрода, а робочу рідину нагнітають в зону різання під технологічним тиском крізь майстер-електрод в щілину між дротами, ширина якої (с) менша або дорівнює двом торцевим міжелектродним зазорам (dm), причому ширину майстра-електрода (а) вибирають із умови а£2d+с=2(d+(dm), де d - діаметр дроту.
2. Спосіб за п. 1, який відрізняється тим, що процес здійснюють за умови, коли тороподібні поверхні контакту майстра-електрода з дротами збігаються при протягуванні з тороподібними поверхнями дротів.
3. Спосіб за пп. 1, 2, який відрізняється тим, що процес здійснюють при зануренні електрод-заготовки в робочу рідину на глибину h³5 мм.
Текст
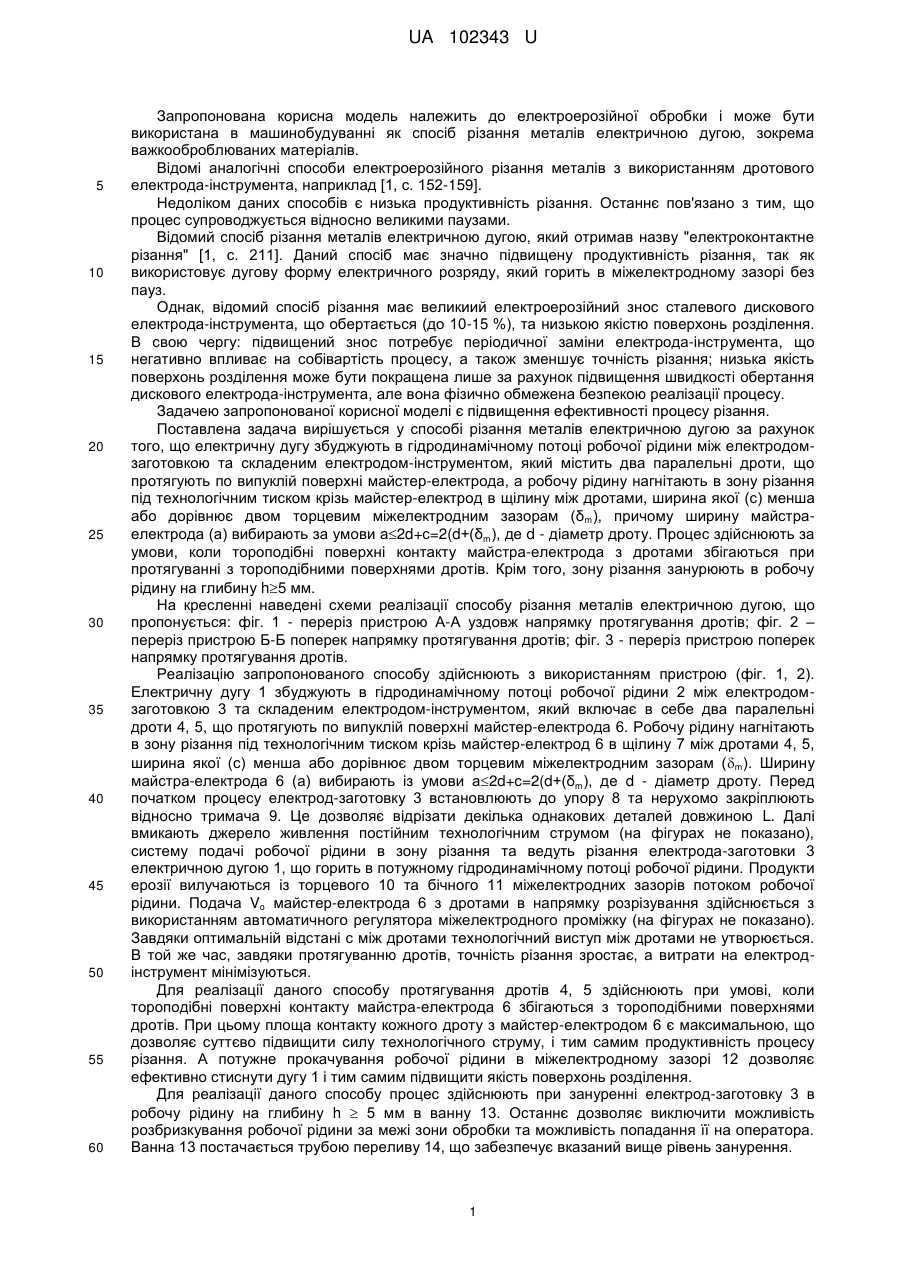
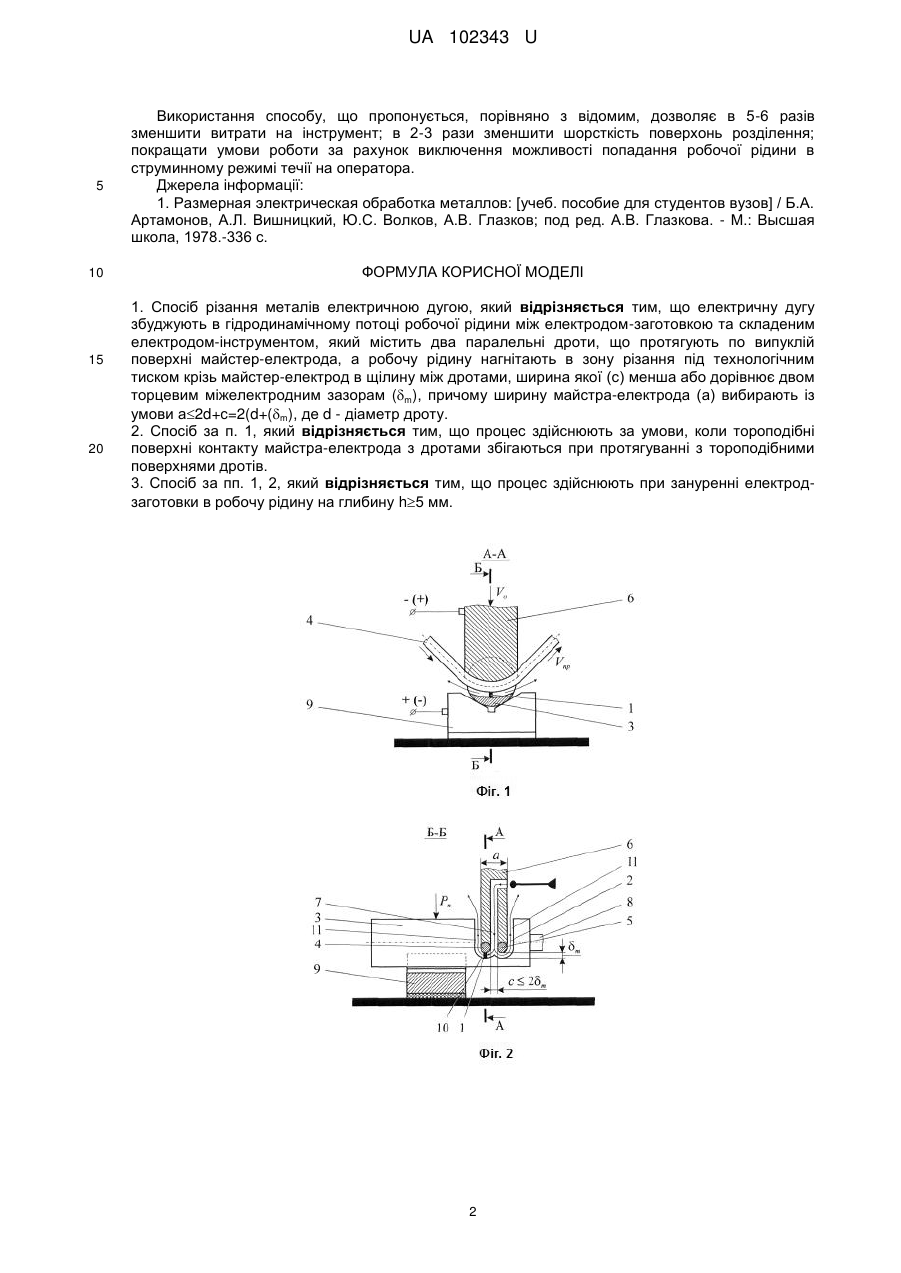
Реферат: UA 102343 U UA 102343 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропонована корисна модель належить до електроерозійної обробки і може бути використана в машинобудуванні як спосіб різання металів електричною дугою, зокрема важкооброблюваних матеріалів. Відомі аналогічні способи електроерозійного різання металів з використанням дротового електрода-інструмента, наприклад [1, с. 152-159]. Недоліком даних способів є низька продуктивність різання. Останнє пов'язано з тим, що процес супроводжується відносно великими паузами. Відомий спосіб різання металів електричною дугою, який отримав назву "електроконтактне різання" [1, с. 211]. Даний спосіб має значно підвищену продуктивність різання, так як використовує дугову форму електричного розряду, який горить в міжелектродному зазорі без пауз. Однак, відомий спосіб різання має великиий електроерозійний знос сталевого дискового електрода-інструмента, що обертається (до 10-15 %), та низькою якістю поверхонь розділення. В свою чергу: підвищений знос потребує періодичної заміни електрода-інструмента, що негативно впливає на собівартість процесу, а також зменшує точність різання; низька якість поверхонь розділення може бути покращена лише за рахунок підвищення швидкості обертання дискового електрода-інструмента, але вона фізично обмежена безпекою реалізації процесу. Задачею запропонованої корисної моделі є підвищення ефективності процесу різання. Поставлена задача вирішується у способі різання металів електричною дугою за рахунок того, що електричну дугу збуджують в гідродинамічному потоці робочої рідини між електродомзаготовкою та складеним електродом-інструментом, який містить два паралельні дроти, що протягують по випуклій поверхні майстер-електрода, а робочу рідину нагнітають в зону різання під технологічним тиском крізь майстер-електрод в щілину між дротами, ширина якої (с) менша або дорівнює двом торцевим міжелектродним зазорам (δ m), причому ширину майстраелектрода (а) вибирають за умови а2d+с=2(d+(δm), де d - діаметр дроту. Процес здійснюють за умови, коли тороподібні поверхні контакту майстра-електрода з дротами збігаються при протягуванні з тороподібними поверхнями дротів. Крім того, зону різання занурюють в робочу рідину на глибину h5 мм. На кресленні наведені схеми реалізації способу різання металів електричною дугою, що пропонується: фіг. 1 - переріз пристрою А-А уздовж напрямку протягування дротів; фіг. 2 – переріз пристрою Б-Б поперек напрямку протягування дротів; фіг. 3 - переріз пристрою поперек напрямку протягування дротів. Реалізацію запропонованого способу здійснюють з використанням пристрою (фіг. 1, 2). Електричну дугу 1 збуджують в гідродинамічному потоці робочої рідини 2 між електродомзаготовкою 3 та складеним електродом-інструментом, який включає в себе два паралельні дроти 4, 5, що протягують по випуклій поверхні майстер-електрода 6. Робочу рідину нагнітають в зону різання під технологічним тиском крізь майстер-електрод 6 в щілину 7 між дротами 4, 5, ширина якої (с) менша або дорівнює двом торцевим міжелектродним зазорам (m). Ширину майстра-електрода 6 (а) вибирають із умови а2d+с=2(d+(δm), де d - діаметр дроту. Перед початком процесу електрод-заготовку 3 встановлюють до упору 8 та нерухомо закріплюють відносно тримача 9. Це дозволяє відрізати декілька однакових деталей довжиною L. Далі вмикають джерело живлення постійним технологічним струмом (на фігурах не показано), систему подачі робочої рідини в зону різання та ведуть різання електрода-заготовки 3 електричною дугою 1, що горить в потужному гідродинамічному потоці робочої рідини. Продукти ерозії вилучаються із торцевого 10 та бічного 11 міжелектродних зазорів потоком робочої рідини. Подача Vo майстер-електрода 6 з дротами в напрямку розрізування здійснюється з використанням автоматичного регулятора міжелектродного проміжку (на фігурах не показано). Завдяки оптимальній відстані с між дротами технологічний виступ між дротами не утворюється. В той же час, завдяки протягуванню дротів, точність різання зростає, а витрати на електродінструмент мінімізуються. Для реалізації даного способу протягування дротів 4, 5 здійснюють при умові, коли тороподібні поверхні контакту майстра-електрода 6 збігаються з тороподібними поверхнями дротів. При цьому площа контакту кожного дроту з майстер-електродом 6 є максимальною, що дозволяє суттєво підвищити силу технологічного струму, і тим самим продуктивність процесу різання. А потужне прокачування робочої рідини в міжелектродному зазорі 12 дозволяє ефективно стиснути дугу 1 і тим самим підвищити якість поверхонь розділення. Для реалізації даного способу процес здійснюють при зануренні електрод-заготовку 3 в робочу рідину на глибину h 5 мм в ванну 13. Останнє дозволяє виключити можливість розбризкування робочої рідини за межі зони обробки та можливість попадання її на оператора. Ванна 13 постачається трубою переливу 14, що забезпечує вказаний вище рівень занурення. 1 UA 102343 U 5 10 15 20 Використання способу, що пропонується, порівняно з відомим, дозволяє в 5-6 разів зменшити витрати на інструмент; в 2-3 рази зменшити шорсткість поверхонь розділення; покращати умови роботи за рахунок виключення можливості попадання робочої рідини в струминному режимі течії на оператора. Джерела інформації: 1. Размерная электрическая обработка металлов: [учеб. пособие для студентов вузов] / Б.А. Артамонов, А.Л. Вишницкий, Ю.С. Волков, А.В. Глазков; под ред. А.В. Глазкова. - М.: Высшая школа, 1978.-336 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб різання металів електричною дугою, який відрізняється тим, що електричну дугу збуджують в гідродинамічному потоці робочої рідини між електродом-заготовкою та складеним електродом-інструментом, який містить два паралельні дроти, що протягують по випуклій поверхні майстер-електрода, а робочу рідину нагнітають в зону різання під технологічним тиском крізь майстер-електрод в щілину між дротами, ширина якої (с) менша або дорівнює двом торцевим міжелектродним зазорам (m), причому ширину майстра-електрода (а) вибирають із умови а2d+с=2(d+(m), де d - діаметр дроту. 2. Спосіб за п. 1, який відрізняється тим, що процес здійснюють за умови, коли тороподібні поверхні контакту майстра-електрода з дротами збігаються при протягуванні з тороподібними поверхнями дротів. 3. Спосіб за пп. 1, 2, який відрізняється тим, що процес здійснюють при зануренні електродзаготовки в робочу рідину на глибину h5 мм. 2 UA 102343 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electric arc cutting metals
Автори англійськоюBokov Viktor Mykhailovych
Назва патенту російськоюСпособ резания металлов электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23K 9/00
Мітки: різання, спосіб, електричною, металів, дугою
Код посилання
<a href="https://ua.patents.su/5-102343-sposib-rizannya-metaliv-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб різання металів електричною дугою</a>
Спосіб розмірної обробки електричною дугою деталей серійного виробництва
Номер патенту: 58336
Опубліковано: 11.04.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: електричною, розмірної, серійного, дугою, виробництва, обробки, спосіб, деталей
Формула / Реферат:
Спосіб розмірної обробки електричною дугою деталей серійного виробництва з копіюванням форми торцевої поверхні графітового електрода-інструмента, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють з періодичним поновленням на тому ж електроерозійному верстаті форми торцевої поверхні електрода-інструмента графітовим майстер-електродом, який встановлюють...
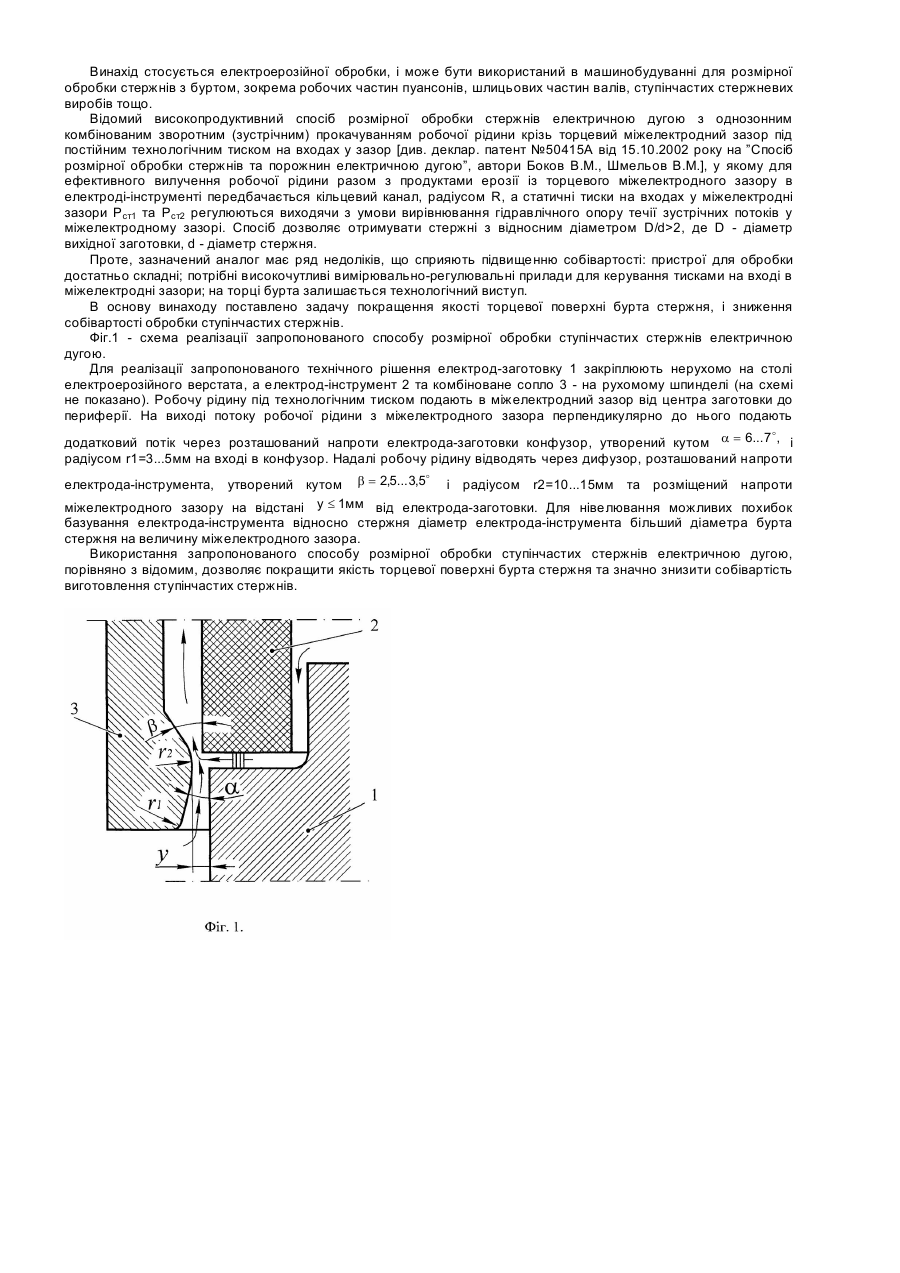
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Великий Петро Миколайович, Носуленко Віктор Іванович, Чумаченко Ольга Сергіївна, Шмельов Віталій Миколайович
Мітки: спосіб, розмірної, обробки, стержнів, ступінчастих, електричною, дугою
Формула / Реферат:
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
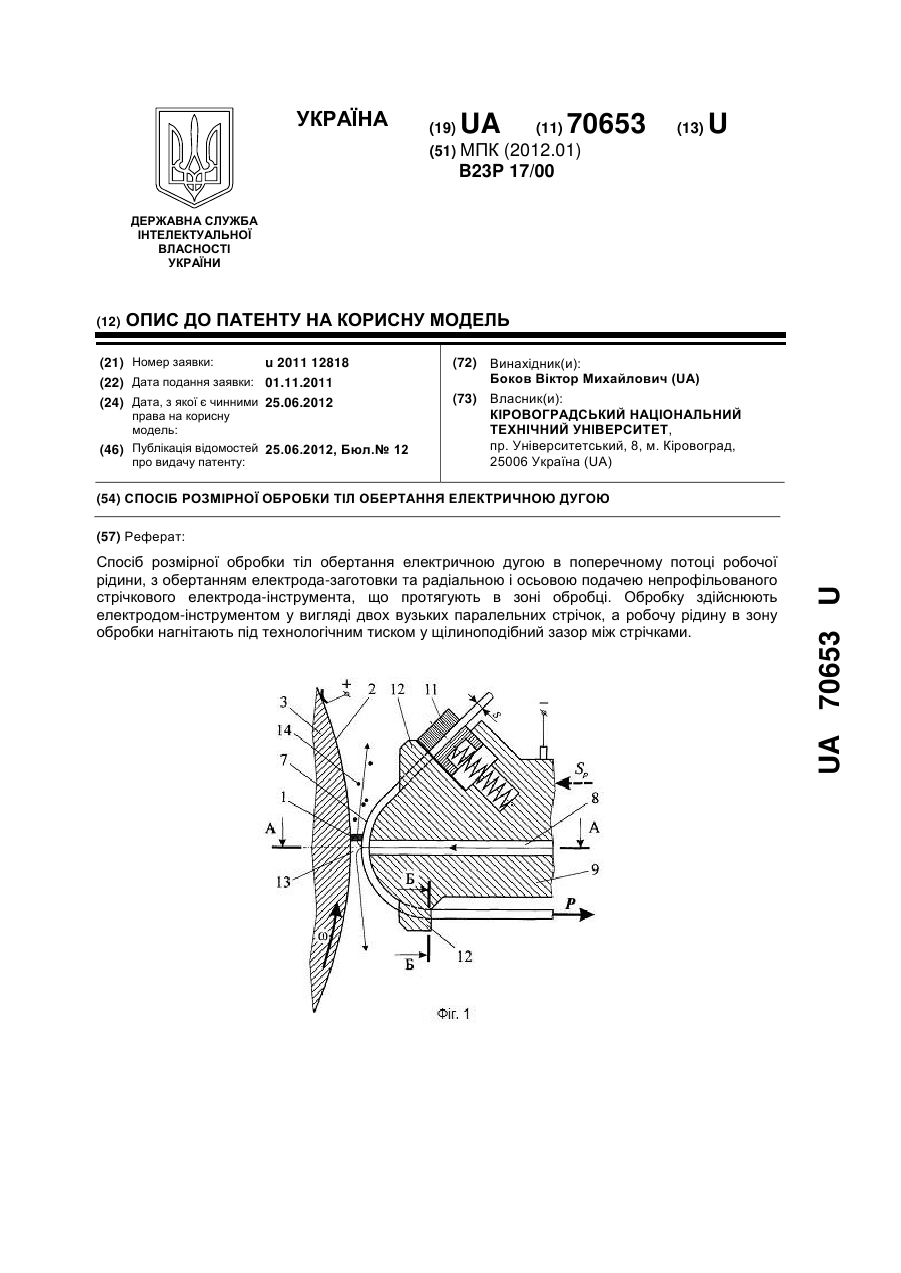
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 70653
Опубліковано: 25.06.2012
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: розмірної, обробки, спосіб, тіл, електричною, обертання, дугою
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого стрічкового електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 62770
Опубліковано: 12.09.2011
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, електричною, розмірної, обертання, обробки, спосіб, тіл
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, що обробку здійснюють попередньо перфорованим стрічковим електродом-інструментом, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці.
Спосіб прошивання наскрізних отворів електричною дугою
Номер патенту: 59348
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: отворів, спосіб, електричною, прошивання, дугою, наскрізних
Формула / Реферат:
Спосіб прошивання наскрізних отворів електричною дугою з прокачуванням робочої рідини в торцевому міжелектродному зазорі за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що прошивання здійснюють з виходом електрода-інструмента в металеву підкладку, яку попередньо з'єднують з деталлю за усією торцевою поверхнею приклеюванням електропровідним клеєм або припаюванням.
Попередній патент: Перетворювач постійного струму з множенням напруги
Наступний патент: Спосіб одержання тонкодисперсних порошків
Випадковий патент: Спосіб виробництва вітамінізованої сушеної картоплі