Спосіб виготовлення металевих виробів із утилізованих металовідходів
Номер патенту: 103423
Опубліковано: 10.10.2013
Автори: Юрковський Володимир Васильович, Фельдман Олександр Ісакович, Бобух Олександр Анатолійович, Клименко Олексій Анатолійович, Фельдман Юрій Олександрович

Формула / Реферат
1. Спосіб виготовлення металевих виробів із утилізованих металовідходів, що утворюються на машинобудівних та інших підприємствах, що включає переплавку металовідходів у вигляді металевих стружки і брухту у плавильній печі, розливку отриманого металу, одержання злитків і подальшу їх прокатку, який відрізняється тим, що виплавлений з металовідходів рідкий метал розливають у форми машин відцентрового лиття з антипригарним покриттям, яке забезпечує поверхню заготовки, придатну для подальшої прокатки, отриману відцентроволиту трубну заготовку індукційно підігрівають до температури пластичності, прокатують її на прошивному стані із косорозташованими валками із ступенем деформації 40-80 %, далі зазначену трубну заготовку деформують на калібрувальному стані із ступенем деформації 5-20 %, після чого заготовку піддають холодній прокатці на станах холодної прокатки труб із ступенем деформації 50-90 % за прохід до отримання високоточної трубної заготовки.
2. Спосіб за п. 1, який відрізняється тим, що отриману трубну заготовку ріжуть на патрубки, здійснюють гарячу протяжку відводів на гідропресах на рогоподібному осерді, після чого їх калібрують і обробляють торці.
3. Спосіб за п. 2, який відрізняється тим, що зазначені патрубки нагрівають у міру необхідності, деформують і отримують концентричні та ексцентричні переходи.
4. Спосіб за п. 2, який відрізняється тим, що зазначені патрубки нагрівають у міру необхідності, деформують і отримують трійники рівнопрохідні і перехідні.
Текст
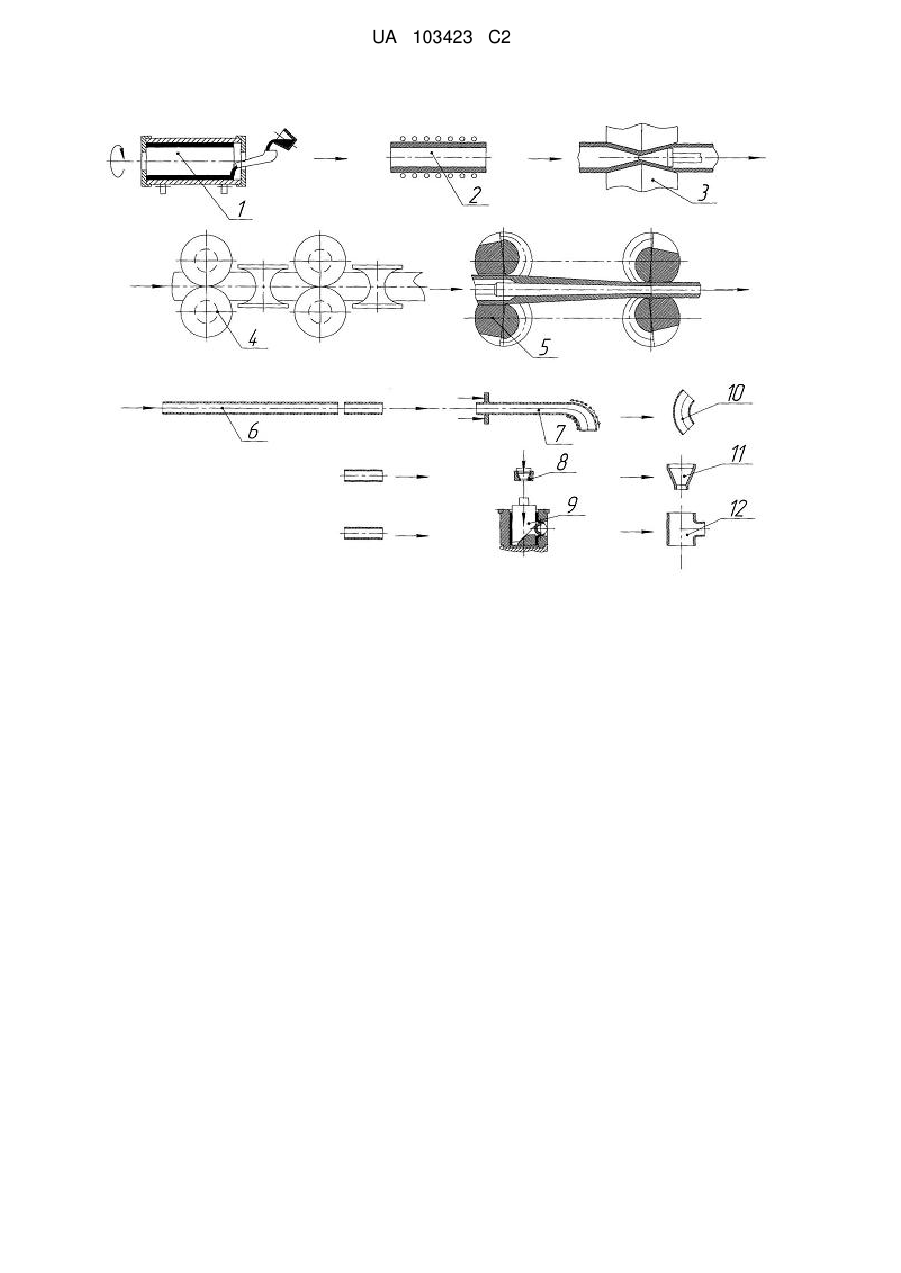
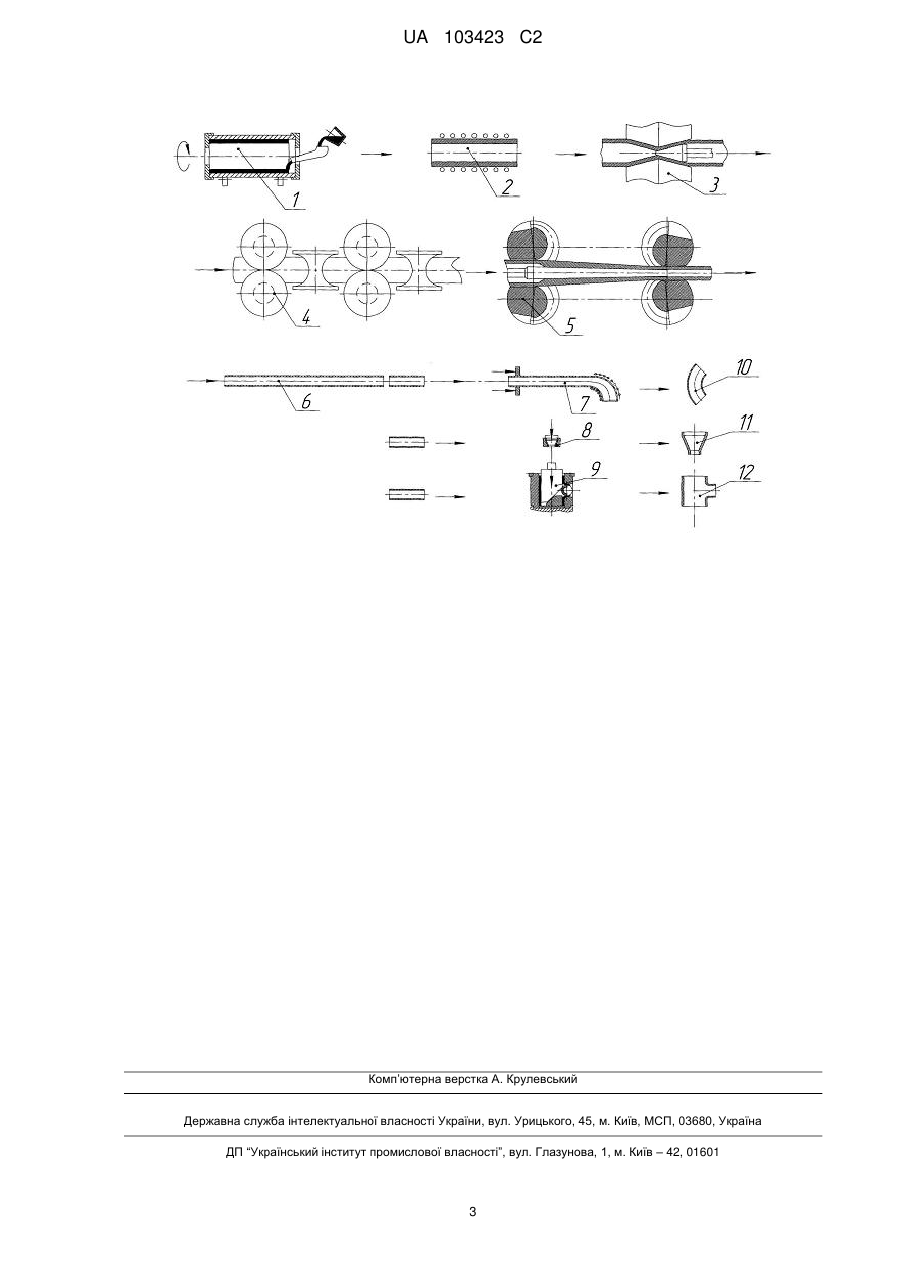
Реферат: Винахід належить до утилізації металовідходів та переробки їх у товарну продукцію і може бути використаний при реконструкції чи перепрофілюванні підприємств. Спосіб виготовлення металевих виробів із утилізованих металовідходів, що утворюються на машинобудівних та інших підприємствах, включає переплавку металовідходів у вигляді металевих стружки і брухту у плавильній печі, розливку отриманого металу, одержання злитків і подальшу їх прокатку. Згідно з винаходом, виплавлений з металовідходів рідкий метал розливають у форми машин відцентрового лиття з антипригарним покриттям, яке забезпечує поверхню заготовки, придатну для подальшої прокатки. Отриману відцентроволиту трубну заготовку індукційно підігрівають до температури пластичності та прокатують її на прошивному стані із косорозташованими валками із ступенем деформації 40-80 %. Далі зазначену трубну заготовку деформують на калібрувальному стані із ступенем деформації 5-20 %, після чого заготовку піддають холодній прокатці на станах холодної прокатки труб із ступенем деформації 50-90 % за прохід до отримання високоточної трубної заготовки. Спосіб забезпечує підвищення якості готової продукції та вихід гідної, а також зменшення витратного коефіцієнта металу. UA 103423 C2 (12) UA 103423 C2 UA 103423 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до сфери утилізації металовідходів, а більш конкретно, до переробки металовідходів у товарну, переробну трубу або деталі трубопроводів. Найбільш ефективно може бути використаний переважно при реконструкції чи перепрофілюванні підприємств, які мають у наявності сталеливарне обладнання із об'ємом виробництва до 10 тис. тонн на рік. Відомий спосіб утилізації металовідходів (Пат. РФ 2062673), що вибраний як прототип, в якому стружка та брухт переплавляються в сталеливарній печі ливарного цеху, розливаються у формі безперервного злитка і далі прокатуються у товарну продукцію. Однак, наведений спосіб-прототип має суттєві недоліки, які виявляються у тому, що машина безперервного лиття заготовок (МНЛЗ) дуже погано пристосована до режиму циклічної роботи в умовах хронічної нестабільності ринку і високого ступеня невизначеності його майбутнього. Цей фактор створює передумови для різкого зниження живучості самого підприємства, а часом призводить до загрози самого його існування. Окрім того, якість металу злитка, отримуваного на МНЛЗ, низька, оскільки це лита структура із усіма притаманними для неї дефектами усадочного і лікваційного характеру (пористість і лікваційні стрічки), які нерідко негативно відбиваються на якості готової продукції, знижують вихід гідної та підвищують витратний коефіцієнт металу. Крім того, описаний у прототипі процес не дозволяє отримати порожнину уже у заготовці і тим самим знизити витрати по переділу при переробці металовідходів і брухту у продукцію, що містить порожнину. Задачею винаходу є створення такого способу переробки металовідходів у товарну продукцію, при якому підвищиться якість готової продукції та вихід гідної, а також зменшиться витратний коефіцієнт металу. Поставлена задача вирішується тим, що спосіб виготовлення металевих виробів із утилізованих металовідходів, що утворюються на машинобудівних та інших підприємствах, включає переплавку металовідходів у вигляді металевих стружки і брухту у плавильній печі, розливку отриманого металу, одержання злитків і подальшу їх прокатку, згідно з винаходом, виплавлений з металовідходів рідкий метал розливають у форми машин відцентрового лиття з антипригарним покриттям, яке забезпечує поверхню заготовки, придатну для подальшої прокатки, отриману відцентроволиту трубну заготовку індукційно підігрівають до температури пластичності, прокатують її на прошивному стані із косорозташованими валками із ступенем деформації 40-80 %, далі зазначену трубну заготовку деформують на калібрувальному стані із ступенем деформації 5-20 %, після чого заготовку піддають холодній прокатці на станах холодної прокатки труб із ступенем деформації 50-90 % за прохід до отримання високоточної трубної заготовки. Окрім цього, отриману трубну заготовку ріжуть на патрубки, здійснюють гарячу протяжку відводів на гідропресах на рогоподібному осерді, після чого їх калібрують і обробляють торці. Крім того, патрубки нагрівають, у міру необхідності, деформують і отримують концентричні і ексцентричні переходи. Крім того, патрубки нагрівають, у міру необхідності, деформують і отримують трійники рівнопрохідні і перехідні. Ознаки, що характеризують винахід, у сукупності достатні для здійснення способу виготовлення металевих виробів із утилізованих металовідходів і досягнення позитивного результату у вирішенні поставленої задачі, а кожний окремо є необхідним для ідентифікації і відмінності способу, що заявляється, від відомих у техніці, що свідчить про суттєвість наведених ознак. Тому наведені ознаки є достатніми у всіх випадках, на які розповсюджується об'єм правової охорони. Окрім того, спосіб має і інші ознаки, які характеризують винахід у окремих випадках його застосування і створюють інші види технічного результату. На кресленні представлена схема способу, що заявляється. Запропонований спосіб включає розливку сталі у форми (кокілі) машини відцентрового лиття 1, індукційне нагрівання 2, другу прошивку відцентроволитої заготовки 3, калібрування у калібрувальному стані 4, подальшу холодну прокатку на станах холодної прокатки труб (ХПТ) 5, порізку труби 6 на патрубки, при необхідності, гарячу протяжку відводів на гідропресах на рогоподібному осерді 7, нагрівання, у міру необхідності, і формоутворення переходів 8, деформацію і отримання трійників 9. Запропонований спосіб здійснюється таким чином. Виплавлений рідкий метал згідно із планом-графіком виробничого відділу розливається у форми (кокілі) машин відцентрового лиття - 1. В міру витягування відцентрово-литих трубних заготовок із кокілів машин відцентрового лиття вони направляються до лінії індукційного нагрівання - 2, де нагріваються до температури 1200-1250 °C і набувають необхідного стану 1 UA 103423 C2 5 10 15 20 пластичності для другої прошивки на косовалковому стані 3, зі ступенем деформації 40-80 %. Далі, з прокатного нагрівання, труби задаються у калібрувальний стан 4 і деформуються зі ступенем деформації 5-20 %. Після цього труби піддаються холодній прокатці на станах ХПТ - 5 зі ступенем деформації 50-90 % за прохід до отримання високоточної труби. Далі труба - 6 ріжеться на патрубки розрахованої довжини, із яких одним із відомих способів - 7, 8 чи 9, отримують відводи - 10, або переходи - 11, чи трійники - 12. Запропонований спосіб дозволяє підвищити багатопрофільність підприємства, що в умовах нестабільної економіки за рахунок широкого асортименту забезпечить мінімальні втрати. Машини відцентрового лиття відцентроволитої заготовки мають, у порівнянні з МНЛЗ, більш високий ступінь виробничої готовності для випуску малотоннажних партій продукції, що заявляється. Спосіб, що заявляється, створює умови для народження гнучкої виробничої системи, здатної з успіхом долати усі "сюрпризи" так званого "рваного ринку", тягнучого за собою "рваний режим" роботи виробництва. Спосіб забезпечує більш високу якість металу на стадії розливки. У результаті дії відцентрових сил пригнічуються дефекти усадочного і лікваційного характеру, подрібнюються і ущільнюються стовпчасті (дендритні) кристали, знижується кількість неметалічних і газових включень. Перевагою способу є те, що вже на стадії розливки і кристалізації рідкого металу ми отримуємо порожнину у заготовці. Враховуючи той фактор, що кінцева продукція (труби, деталі трубопроводів) також містять у собі порожнину, отже, трансформація заготовки у готовий продукт у ході технологічного процесу потребує значно менше трудовитрат, енерговитрат і призведе до зниження собівартості продукції. ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Спосіб виготовлення металевих виробів із утилізованих металовідходів, що утворюються на машинобудівних та інших підприємствах, що включає переплавку металовідходів у вигляді металевих стружки і брухту у плавильній печі, розливку отриманого металу, одержання злитків і подальшу їх прокатку, який відрізняється тим, що виплавлений з металовідходів рідкий метал розливають у форми машин відцентрового лиття з антипригарним покриттям, яке забезпечує поверхню заготовки, придатну для подальшої прокатки, отриману відцентроволиту трубну заготовку індукційно підігрівають до температури пластичності, прокатують її на прошивному стані із косорозташованими валками із ступенем деформації 40-80 %, далі зазначену трубну заготовку деформують на калібрувальному стані із ступенем деформації 5-20 %, після чого заготовку піддають холодній прокатці на станах холодної прокатки труб із ступенем деформації 50-90 % за прохід до отримання високоточної трубної заготовки. 2. Спосіб за п. 1, який відрізняється тим, що отриману трубну заготовку ріжуть на патрубки, здійснюють гарячу протяжку відводів на гідропресах на рогоподібному осерді, після чого їх калібрують і обробляють торці. 3. Спосіб за п. 2, який відрізняється тим, що зазначені патрубки нагрівають у міру необхідності, деформують і отримують концентричні та ексцентричні переходи. 4. Спосіб за п. 2, який відрізняється тим, що зазначені патрубки нагрівають у міру необхідності, деформують і отримують трійники рівнопрохідні і перехідні. 2 UA 103423 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFeldman Oleksandr Isakovych, Bobukh Oleksandr Anatoliiovych, Feldman Yurii Oleksandrovych, Yurkovskyi Volodymyr Vasyliovych, Klimenko Oleksii Anatoliiovych
Автори російськоюФельдман Александр Исаакович, Бобух Александр Анатольевич, Фельдман Юрий Александрович, Юрковский Владимир Васильевич, Клименко Алексей Анатольевич
МПК / Мітки
Мітки: спосіб, металевих, утилізованих, металовідходів, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/5-103423-sposib-vigotovlennya-metalevikh-virobiv-iz-utilizovanikh-metalovidkhodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевих виробів із утилізованих металовідходів</a>
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Дрозденко Ганна Вікторівна, Петрунько Анатолій Миколайович, Тер-Погосьянц Едуард Дмитрович, Анохін Вячеслав Михайлович, Дрозденко Віктор Антонович, Ляшенко Олександр Петрович
МПК: B22F 3/16
Мітки: металевих, виготовлення, виробів, спосіб, порошків
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення високощільних виробів з металевих порошків
Номер патенту: 83696
Опубліковано: 25.09.2013
Автори: Куріхін Віктор Сергійович, Козаченко Іван Васильович, Гончарук Дмитро Андрійович, Баглюк Геннадій Анатолійович
МПК: B22F 3/17
Мітки: спосіб, виробів, порошків, високощільних, виготовлення, металевих
Формула / Реферат:
Спосіб виготовлення високощільних виробів з металевих порошків, який включає формування пористої заготовки з порошку, її нагрів в захисному газовому середовищі, штампування разом з технологічною оболонкою і наступне видалення технологічної оболонки, який відрізняється тим, що формування пористої заготовки та її нагрів під штампування проводять окремо від технологічної оболонки, яку попередньо розміщують у робочій порожнині штампа, після чого...
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Хіщенко Віктор Пилипович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/02
Мітки: тонкостінних, щільності, виробів, циліндричних, спосіб, високої, виготовлення, порошків, металевих
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 4168
Опубліковано: 17.01.2005
Автори: Циркін Аркадій Тимофійович, Потапова Інна Георгіївна, Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна
МПК: B22F 3/12
Мітки: стружки, спосіб, високощільних, гарячим, металевих, штампуванням, виробів, виготовлення, порошків
Формула / Реферат:
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що включає підготовку вихідного матеріалу, брикетування, нагрів до верхньої границі інтервалу кувальних температур, а потім пресування з витіканням заготовки в напрямку, перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, який відрізняється тим, що пористий, попередньо нагрітий у захисному середовищі до...
Спосіб виготовлення металевих профільованих виробів
Номер патенту: 57618
Опубліковано: 16.06.2003
Автори: Тома Жерар, Гурде Крістіан
МПК: B21B 1/16, B21B 3/00, B21B 1/46
Мітки: спосіб, виробів, профільованих, металевих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення металевих профільованих виробів, що мають частково або повністю багатокутний поперечний переріз, шляхом безперервного розливу на ливарне колесо з жолобом і безперервного плющення за допомогою послідовності в складі щонайменше трьох і переважно в складі від трьох до восьми пар прокатних роликів, забезпечених периферійним жолобом, причому ці прокатні ролики розташовують симетрично по відношенню до даного профільованого...
Попередній патент: Пристрій для вимірювання параметрів руху об’єктів
Наступний патент: Спосіб виробництва пшенично-житнього хліба “севастопольський”
Випадковий патент: Гусеничний транспортний засіб