Спосіб керування мірним різом листового розкату
Номер патенту: 71474
Опубліковано: 10.07.2012
Автори: Петров Юрій Васильович, Кривицький Дмитро Володимирович, Бондар Анатолій Миколайович, Бережний Олексій Іванович, Єжак Олександр Євлампійович, Золотопупов Михайло Сергійович, Насадюк Андрій Миколайович
Формула / Реферат
Спосіб керування мірним різом листового розкату, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних фотоелементів, які розміщають по лінії, перпендикулярній напрямку переміщення розкату, й подачу сигналу на включення ножиців для різу кінцевих частин, який відрізняється тим, що додатково визначають моменти включення ножиців на різ усього розкату на задані мірні довжини, які здійснюють шляхом безперервного виміру в процесі переміщення розкату відстані між нерухомо встановленим стосовно розкату датчиком відстані й установлюваним на розкат відбивачем, при цьому подачу сигналу на включення ножиців на перший різ здійснюють при досягненні відстані між датчиком і відбивачем, рівної сумі зафіксованої відстані між датчиком і відбивачем у момент появи суцільності розкату й відстані між лінією розміщення відстежувальних фотоелементів і ножицями, а подачу сигналу на включення ножиців на кожний наступний різ здійснюють при досягненні цієї відстані, більшої на величину, кратну величині мірної довжини, причому при досягненні відбивачем положення перед ножицями, рольганг зупиняють, відбивач переносять у первісне положення й далі визначають моменти включення ножиців на різ розкату на задані мірні довжини, а останній різ здійснюють із урахуванням оптимальної товарної довжини розкату.
Текст
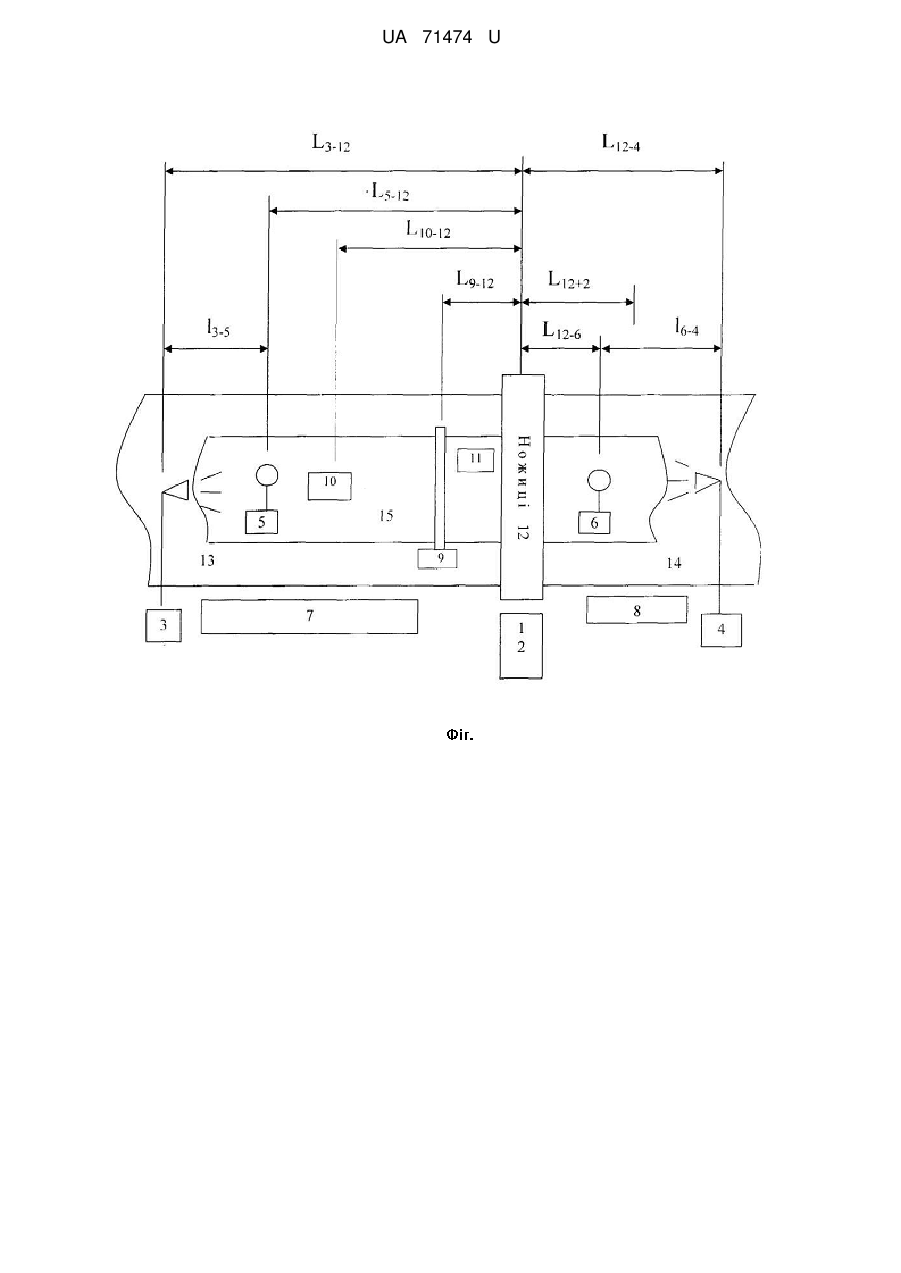
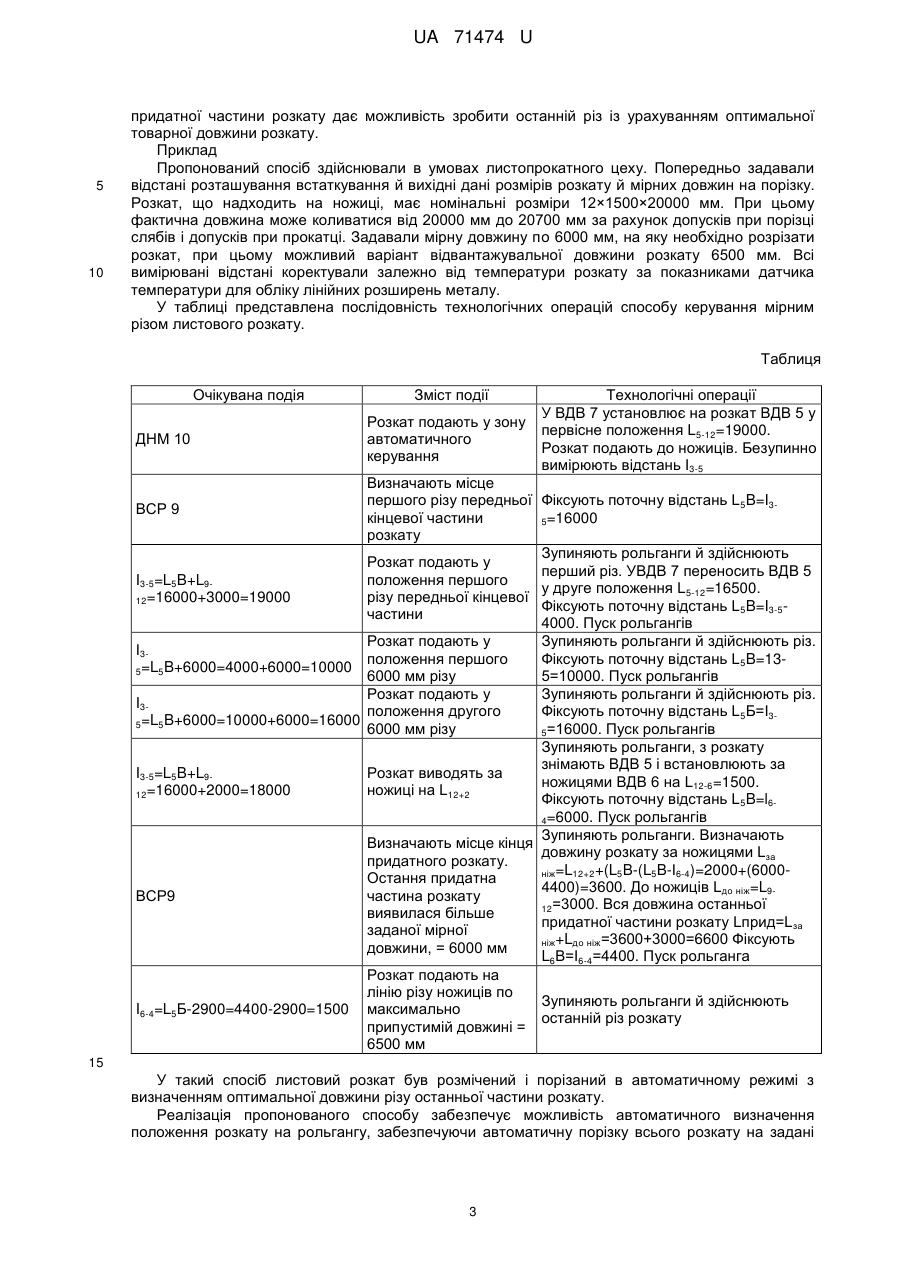
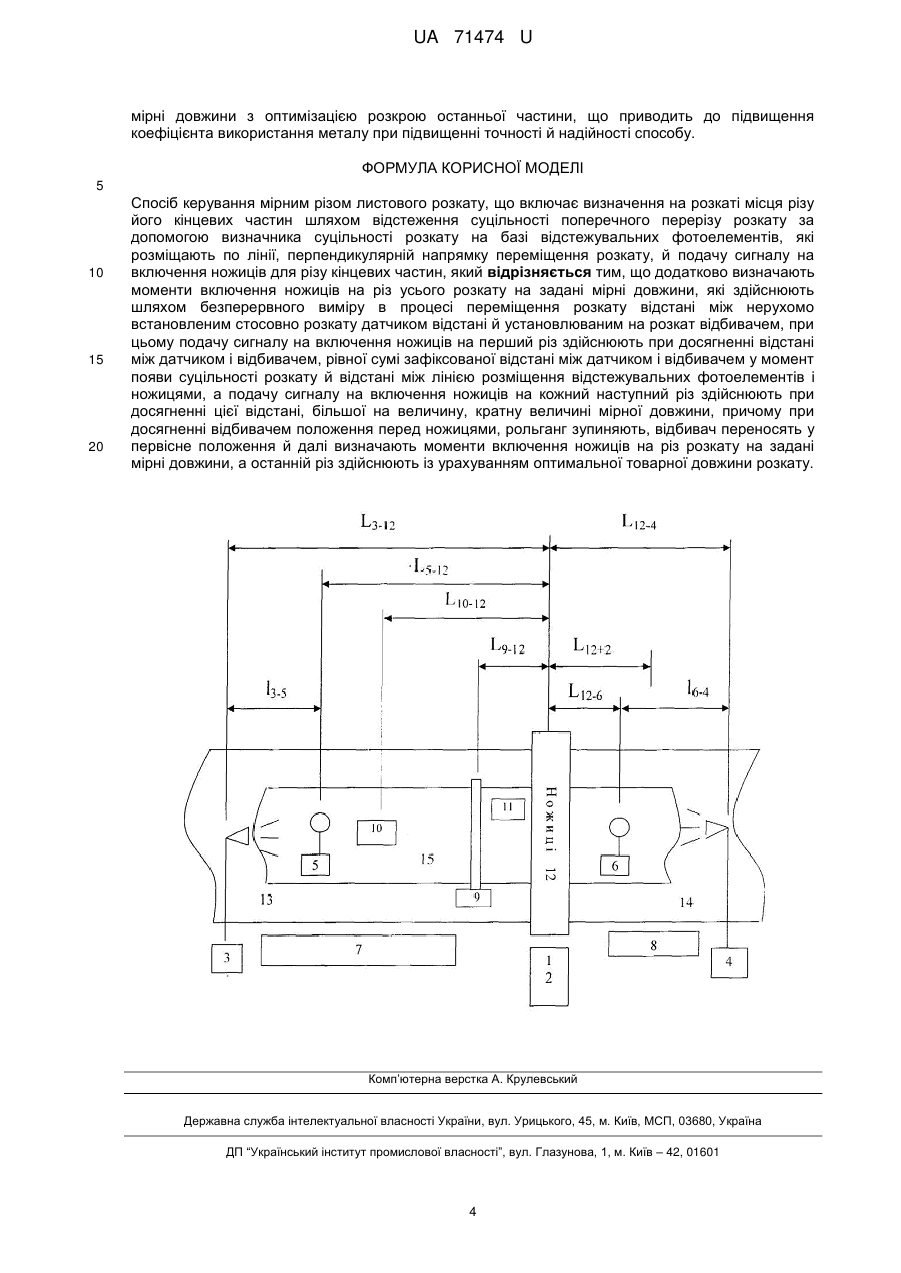
Реферат: Спосіб керування мірним різом листового розкату, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних фотоелементів, які розміщають по лінії, перпендикулярній напрямку переміщення розкату, й подачу сигналу на включення ножиців для різу кінцевих частин, причому додатково визначають моменти включення ножиців на різ усього розкату на задані мірні довжини, які здійснюють шляхом безперервного виміру в процесі переміщення розкату відстані між нерухомо встановленим стосовно розкату датчиком відстані й установлюваним на розкат відбивачем, при цьому подачу сигналу на включення ножиців на перший різ здійснюють при досягненні відстані між датчиком і відбивачем, рівної сумі зафіксованої відстані між датчиком і відбивачем у момент появи суцільності розкату й відстані між лінією розміщення відстежувальних фотоелементів і ножицями, а подачу сигналу на включення ножиців на кожний наступний різ здійснюють при досягненні цієї відстані, більшої на величину, кратну величині мірної довжини, причому при досягненні відбивачем положення перед ножицями, рольганг зупиняють, відбивач переносять у первісне положення й далі визначають моменти включення ножиців на різ розкату на задані мірні довжини, а останній різ здійснюють із урахуванням оптимальної товарної довжини розкату. UA 71474 U (12) UA 71474 U UA 71474 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, конкретно до виробництва гарячекатаного листового розкату. Відомий спосіб визначення моменту включення летучих ножиців на різ кінцевих частин розкату широкосмугового стана гарячої прокатки шляхом контрольного відстеження форми кінцевих частин за допомогою відстежувальних елементів і подачі сигналу на включення ножиців для різу, при цьому відстеження форми кінцевих частин розкату ведуть із базуванням відстежувальних елементів одночасно по обох бічних гранях заготівки, причому сигнал на включення ножиців для різу передньої кінцевої частини подають при досягненні фіксації відстежувальних елементами сталості ширини розкату, а для різу задньої кінцевої частини зменшення ширини розкату (SU, № 1692773 А1, кл. B23D 25/00, опубл. 23.11.1991). При наявності на передній або задній крайці розкату западин, глибина яких у напрямку осі розкату перевищує довжину кінцевої частини розкату із шириною, що змінюються (розриви в суцільності розкату) не представляється можливим правильно визначити момент включення ножиців, оскільки неможливий контроль за якістю поверхні розкату, тому що відстежувальні елементи розміщають по його краях, що забезпечує тільки контроль за шириною розкату. Найбільш близьким аналогом пропонованої корисної моделі є спосіб керування мірним різом листового розкату шляхом визначення моменту включення летучих ножиців на різ кінцевих частин розкату широкосмугового стана гарячої прокатки, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних, які розміщають по лінії, перпендикулярній напрямку переміщення розкату, й подачу сигналу на включення ножиців для різу передньої кінцевої частини при фіксації визначником суцільності сталості ширини розкату й нерозривності лінії його поперечного переріза, а для різу задньої кінцевої частини - при фіксації зміни ширини розкату або появи розриву на лінії його поперечного перерізу (RU, № 2130364 С1, кл. B23D 25/02, B23D 36/00, опубл. 20.05.1999 р.). Відомий спосіб не забезпечує досягнення необхідного технічного результату по наступних причинах. Реалізація відомого способу характеризується невисоким коефіцієнтом використання металу, обумовленим недостатньою точністю й надійністю способу. У відомому способі забезпечується можливість автоматичного визначення моменту включення ножиців на різ тільки передньої і задньої кінцевих частин. При цьому не передбачене автоматичне фіксування положення листового розкату на рольгангу, що не дає можливості автоматично здійснювати порізку всього листового розкату на задані мірні довжини з оптимізацією розкрою останньої частини розкату. В основу корисної моделі поставлена задача вдосконалення способу керування мірним різом листового розкату, у якому за рахунок технологічних особливостей забезпечується можливість автоматичного визначення положення розкату на рольгангу, забезпечуючи автоматичну порізку всього розкату на задані мірні довжини з оптимізацією розкрою останньої частини, що приводить до підвищення коефіцієнта використання металу при підвищенні точності й надійності способу. Поставлена задача вирішується тим, що в способі керування мірним різом листового розкату, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних фотоелементів, які розміщають по лінії, перпендикулярної напрямку переміщення розкату й подачу сигналу на включення ножиців для різу кінцевих частин, згідно з корисною моделлю додатково визначають моменти включення ножиців на різ усього розкату на задані мірні довжини, які здійснюють шляхом безперервного виміру в процесі переміщення розкату відстані між нерухомо встановленим стосовно розкату датчиком відстані й установлюваним на розкат відбивачем, при цьому подачу сигналу на включення ножиців на перший різ здійснюють при досягненні відстані між датчиком і відбивачем, рівної сумі зафіксованої відстані між датчиком і відбивачем у момент появи суцільності розкату й відстані між лінією розміщення відстежувальних фотоелементів і ножицями, а подачу сигналу на включення ножиців на кожний наступний різ здійснюють при досягненні цієї відстані, більшої на величину, кратну величині мірної довжини, причому при досягненні відбивачем положення перед ножицями, рольганг зупиняють, відбивач переносять у первісне положення й далі визначають моменти включення ножиців на різ розкату на задані мірні довжини, а останній різ здійснюють із урахуванням оптимальної товарної довжини розкату. Суть пропонованого способу пояснюється кресленням, на якому представлена схема розташування програмно-технічних засобів системи, за допомогою яких реалізується спосіб керування мірним різом листового прокату. 1 UA 71474 U 5 10 15 20 25 30 35 40 45 50 55 Блок системи керування (БСК) 1 з'єднаний з пультом системи керування (ПК) 2, які перебувають у приміщенні оператора керування ножицями. БСК 1 являє собою комплекс устаткування на базі програмувального логічного контролера, ПК 2 реалізований на базі ЕОМ. Для виміру відстані використані оптичні датчики відстані (ДВ) 3 і 4 з відбивачами (ВДВ) 5 і 6 відповідно. ВДВ являють собою конструкцію, що складається з підстави із вмонтованим електромагнітом і екрана. Відстань виміряється між безпосередньо ДВ і ВДВ. ДВ 3 і 4 закріплені нерухомо на кронштейнах стосовно рольганга на висоті 0,3-0,5 м і 1,5-2,0 м від краю і на відстані 10-25 м від ножиців залежно від загальної довжини розкату й розмірів відвантажуваних мірних довжин листової продукції. ВДВ встановлені на листовому розкаті за допомогою установників відбивача датчика відстані (УВДВ) 7 і 8 так, щоб екран попадав на лінію візування ДВ уздовж розкату, після чого на електромагніт подається напруга й відбивач датчика міцно фіксується на розкаті під час переміщення його по рольгангу. УВДВ 7 і 8 являють собою механізми, установлені з можливістю переміщення уздовж рольганга по напрямних довжиною 15-20 м і призначені для установки, зняття, керування електромагнітом ВДВ по гнучкому зв'язку й переміщенням у потрібну точку ВДВ 5 і 6. Система постачена визначником суцільності розкату (ВСР) 9 за допомогою відстежувальних фотоелементів, розташовуваних по лінії, перпендикулярної напрямку переміщення розкату для визначення початку й кінця придатної частини розкату. Для визначення моменту початку роботи системи передбачений оптичний датчик наявності металу (ДНМ) 10. Для коректування довжини відрізуваної частини залежно від температурних лінійних розширень металу передбачений датчик температури (ДТ) 11. Взаємне розташування елементів системи показано стосовно ножиців 12. ДВ 3, ВДВ 5 і УВДВ 7 установлені на подавальному рольгангу 13, аналогічні по конструкції й взаємодії ДВ 4, ВДВ 6, УВДВ 8 установлені на відводовому рольгангу 14 для здійснення автоматичного різу задньої крайки розкату. Спосіб керування мірним різом листового розкату здійснюють у такий спосіб. На подавальний рольганг 13 подають листовий розкат 15 з нерівними краями передніх і заднього кінцевих частин, загальна довжина якого має довжину декількох крат вихідних частин. Орієнтовну довжину листового розкату й мірні довжини для різу задають із ПК 2, з'єднаного із БСК 1. Після спрацьовування ДНМ 10 роботу здійснюють в автоматичному режимі по керуванню всіх виконавчих механізмів подавального й відводового рольгангів 13 і 14, ножиців 12 і механізмів автоматизації. Програма керування системою реалізована на базі контролернокомп'ютерних технічних засобів. Всі вхідні дані з датчиків і вихідні керуючи сигнали обробляються на контролері. Модель керування, розрахунки й інтерфейс із оператором здійснюються на комп'ютері. По сигналу від ДНМ 10 спрацьовує механізм УВДВ 7, що встановлює в первісне положення на листовий розкат 15 ВДВ 5 і для його міцної фіксації включає електромагніт. Після цього безперервно вимірюють відстань І3-5 між нерухомо встановленим стосовно розкату ДВ 3 І ВДВ 5 шляхом реєстрації поточних показань із ДВ 3 при переміщенні листового розкату по рольгангу. Листовий розкат 15 подають у напрямку ножиців 12, спрацьовує ВСР 9, що означає визначення початку придатної частини розкату, тобто лінії різу передньої кінцевої частини. При цьому фіксують поточне показання І3-5 як базову відстань L5Б для відліку першого різу, тобто L5Б=I3-5. Далі, при переміщенні на подавальному рольгангу 13 розкату 15 у напрямку ножиців 12 збільшується відстань I3-5. При досягненні I3-5=L5Б+L9-12, це значить, що початок розкату досяг лінії першого різу. При цьому подають сигнал на зупинку рольгангів і на привод ножиців 12 для різу передньої кінцевої частини розкату. Подачу сигналу на включення ножиців на наступний різ здійснюють за умовою I3-5=L5Б+L9+Lз, де Lз - задана мірна довжина різу. Далі роботу ведуть по циклу. 12 При досягненні ВДВ 5 крайнього правого положення перед ножицями 12, рольганг зупиняють, ВДВ 5 переносять і встановлюють у первісне положення, здійснюють перерахування координат і циклічну роботу продовжують. Керування для останнього різу, коли немає можливості встановити ВДВ 5 на розкат, здійснюють аналогічно за допомогою ВДВ 6, ДВ 4 і УВДВ 8, що перебувають на правій стороні за ножицями 12 в області відводового рольганга 14. При цьому, первісне положення для установки ВДВ 6 знаходиться відразу за ножицями 12. Придатний край задньої кінцевої частини, як і передньої, також визначають за допомогою ВСР 9. Визначення довжини останньої 2 UA 71474 U 5 10 придатної частини розкату дає можливість зробити останній різ із урахуванням оптимальної товарної довжини розкату. Приклад Пропонований спосіб здійснювали в умовах листопрокатного цеху. Попередньо задавали відстані розташування встаткування й вихідні дані розмірів розкату й мірних довжин на порізку. Розкат, що надходить на ножиці, має номінальні розміри 12×1500×20000 мм. При цьому фактична довжина може коливатися від 20000 мм до 20700 мм за рахунок допусків при порізці слябів і допусків при прокатці. Задавали мірну довжину по 6000 мм, на яку необхідно розрізати розкат, при цьому можливий варіант відвантажувальної довжини розкату 6500 мм. Всі вимірювані відстані коректували залежно від температури розкату за показниками датчика температури для обліку лінійних розширень металу. У таблиці представлена послідовність технологічних операцій способу керування мірним різом листового розкату. Таблиця Очікувана подія ДНМ 10 Зміст події Розкат подають у зону автоматичного керування Технологічні операції У ВДВ 7 установлює на розкат ВДВ 5 у первісне положення L5-12=19000. Розкат подають до ножиців. Безупинно вимірюють відстань I3-5 Визначають місце першого різу передньої Фіксують поточну відстань L5B=I3ВСР 9 кінцевої частини 5=16000 розкату Зупиняють рольганги й здійснюють Розкат подають у перший різ. УВДВ 7 переносить ВДВ 5 I3-5=L5B+L9положення першого у друге положення L5-12=16500. різу передньої кінцевої 12=16000+3000=19000 Фіксують поточну відстань L5B=I3-5частини 4000. Пуск рольгангів Розкат подають у Зупиняють рольганги й здійснюють різ. І3положення першого Фіксують поточну відстань L5B=135=L5B+6000=4000+6000=10000 6000 мм різу 5=10000. Пуск рольгангів Розкат подають у Зупиняють рольганги й здійснюють різ. I3положення другого Фіксують поточну відстань L5Б=I35=L5B+6000=10000+6000=16000 6000 мм різу 5=16000. Пуск рольгангів Зупиняють рольганги, з розкату знімають ВДВ 5 і встановлюють за I3-5=L5B+L9Розкат виводять за ножицями ВДВ 6 на L12-6=1500. ножиці на L12+2 12=16000+2000=18000 Фіксують поточну відстань L5B=l64=6000. Пуск рольгангів Зупиняють рольганги. Визначають Визначають місце кінця довжину розкату за ножицями Lзa придатного розкату. ніж=L12+2+(L5B-(L5B-І6-4)=2000+(6000Остання придатна 4400)=3600. До ножиців Lдо ніж=L9ВСР9 частина розкату 12=3000. Вся довжина останньої виявилася більше придатної частини розкату Lприд=Lзa заданої мірної ніж+Lдо ніж=3600+3000=6600 Фіксують довжини, = 6000 мм L6B=І6-4=4400. Пуск рольганга Розкат подають на лінію різу ножиців по Зупиняють рольганги й здійснюють I6-4=L5Б-2900=4400-2900=1500 максимально останній різ розкату припустимій довжині = 6500 мм 15 У такий спосіб листовий розкат був розмічений і порізаний в автоматичному режимі з визначенням оптимальної довжини різу останньої частини розкату. Реалізація пропонованого способу забезпечує можливість автоматичного визначення положення розкату на рольгангу, забезпечуючи автоматичну порізку всього розкату на задані 3 UA 71474 U мірні довжини з оптимізацією розкрою останньої частини, що приводить до підвищення коефіцієнта використання металу при підвищенні точності й надійності способу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 Спосіб керування мірним різом листового розкату, що включає визначення на розкаті місця різу його кінцевих частин шляхом відстеження суцільності поперечного перерізу розкату за допомогою визначника суцільності розкату на базі відстежувальних фотоелементів, які розміщають по лінії, перпендикулярній напрямку переміщення розкату, й подачу сигналу на включення ножиців для різу кінцевих частин, який відрізняється тим, що додатково визначають моменти включення ножиців на різ усього розкату на задані мірні довжини, які здійснюють шляхом безперервного виміру в процесі переміщення розкату відстані між нерухомо встановленим стосовно розкату датчиком відстані й установлюваним на розкат відбивачем, при цьому подачу сигналу на включення ножиців на перший різ здійснюють при досягненні відстані між датчиком і відбивачем, рівної сумі зафіксованої відстані між датчиком і відбивачем у момент появи суцільності розкату й відстані між лінією розміщення відстежувальних фотоелементів і ножицями, а подачу сигналу на включення ножиців на кожний наступний різ здійснюють при досягненні цієї відстані, більшої на величину, кратну величині мірної довжини, причому при досягненні відбивачем положення перед ножицями, рольганг зупиняють, відбивач переносять у первісне положення й далі визначають моменти включення ножиців на різ розкату на задані мірні довжини, а останній різ здійснюють із урахуванням оптимальної товарної довжини розкату. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюControl method of dimensional cutting sheet rolled product
Автори англійськоюYezhak Oleksandr Yevlampiiovych, Petrov Yurii Vasyliovych, Zolotopupov Mykhailo Serhiiovych, Nasadiuk Andrii Mykolaiovych, Bondar Anatolii Mykolaiovych, Kryvytskyi Dmytro Volodymyrovych, Berezhnyi Oleksii Ivanovych
Назва патенту російськоюСпособ управления мерным резанием листового раската
Автори російськоюЕжак Александр Евлампиевич, Петров Юрий Васильевич, Золотопупов Михаил Сергеевич, Насадюк Андрей Николаевич, Бондар Анатолий Николаевич, Кривицкий Дмитрий Владимирович, Бережной Алексей Иванович
МПК / Мітки
МПК: B23D 36/00
Мітки: спосіб, керування, мірним, розкату, листового, різом
Код посилання
<a href="https://ua.patents.su/6-71474-sposib-keruvannya-mirnim-rizom-listovogo-rozkatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування мірним різом листового розкату</a>
Ножиці з нижнім різом для різання листового прокату
Номер патенту: 69465
Опубліковано: 25.04.2012
Автори: Калашников Андрій Анатолійович, Царьов Андрій Володимирович, Семенюк Олександр Вікторович, Барабаш Андрій Володимирович, Бортник Валерій Вікторович
МПК: B23D 33/00, B23D 15/00
Мітки: різання, різом, ножиці, листового, нижнім, прокату
Формула / Реферат:
Ножиці з нижнім різом для різання листового прокату, що містять станину з верхнім нерухомим ножем, рухливий супорт із нижнім ножем, привод переміщення супорта, а також притискач, розташований перед верхнім ножем з боку подачі прокату та пружно зв'язаний зі станиною за допомогою пружини, які відрізняються тим, що вони оснащені напрямною вхідною проводкою, стаціонарна частина якої виконана у вигляді жорстко закріпленої до станини зрізаної...
Спосіб управління летючими ножицями при розкрої розкату
Номер патенту: 41687
Опубліковано: 17.09.2001
Автори: Носіков Віктор Львович, Хижняк Вячеслав Якович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Коротченков Валерій Михайлович
МПК: B23D 36/00
Мітки: розкрої, розкату, ножицями, спосіб, летючими, управління
Формула / Реферат:
Спосіб керування летючими ножицями при розкрої розкату, який включає операції виміру вихідної довжини розкату, поданого в прокатку, виміру кута повороту валків при прокатці розкату, визначення поточного коефіцієнта витяжки, прогнозування довжини розкату після виходу зі стану, розрахунку розкрійного плану, видачі в систему управління приводом ножиць керуючого сигналу на різ, виміру фактичної довжини розкату після прокатки і визначення...
Спосіб прокатування-розділяння розкату
Номер патенту: 85032
Опубліковано: 10.12.2008
Автори: Трухачов Сергій Юрійович, Отто Костянтин Валентинович, Онищенко Сергій Олександрович, Мінтус Андрій Миколайович
Мітки: прокатування-розділяння, розкату, спосіб
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою перемичками по вузьких гранях, та повздовжнє розділяння заготівок прокаткою в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемичок, який відрізняється тим, що формування розкату із прямокутних заготівок здійснюють з підкату, який має відношення товщини перемички до його висоти...
Спосіб прокатування-розділяння розкату
Номер патенту: 85031
Опубліковано: 10.12.2008
Автори: Теряєв Олександр Митрофанович, Феофілактова Катерина Володимирівна, Буров Іван Валентинович, Світличний Олексій Васильович
Мітки: спосіб, прокатування-розділяння, розкату
Формула / Реферат:
Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що перед повздовжнім розділянням заготівок здійснюють остаточне формування перемичок з радіусами закруглень до 1 мм за...
Спосіб прокатування-розділяння розкату
Номер патенту: 85033
Опубліковано: 10.12.2008
Автори: Сидоренко Денис Геннадійович, Азін Євген Леонідович, Борщов Олексій Вікторович, Туник Олег Анатолійович
Мітки: розкату, прокатування-розділяння, спосіб
Формула / Реферат:
1. Спосіб прокатування-розділяння розкату, що включає формування розкату із прямокутних заготівок, з'єднаних між собою по вузьких гранях перемичками, та повздовжнє розділяння заготівок прокатуванням в гладких валках з відносним обтисненням, рівним щонайменше дворазовій відносній товщині перемички, який відрізняється тим, що при вершинах розкату, розташованих біля перемички, на широких гранях прямокутних заготівок формують напливи шириною...
Попередній патент: Ефірний генератор-двигун
Наступний патент: Спосіб лікування синдрому подразненого кишечнику у хворих на хронічне обструктивне захворювання легень
Випадковий патент: Пристрій для вигину для двох робочих валків кліті прокатного стана