Спосіб зміцнення ножа кутера
Формула / Реферат
Спосіб зміцнення ножа кутера, при якому спочатку проводять відпалювання всього ножа, потім його нормалізацію або поліпшення до твердості НВ 200-350, після чого проводять загартування леза на всю глибину до твердості HRCe 52-66 з відповідним відпуском, а також полірування леза та бокових поверхонь робочої частини ножа, який відрізняється тим, що додатково проводять поверхневе загартування з відповідним відпуском інших ділянок ножа до твердості HRCe 52-66 на глибину 0,03-2 мм та їх полірування до шорсткості, при якій середня висота мікронерівностей поверхонь не перевищує 1,0 мкм.
Текст
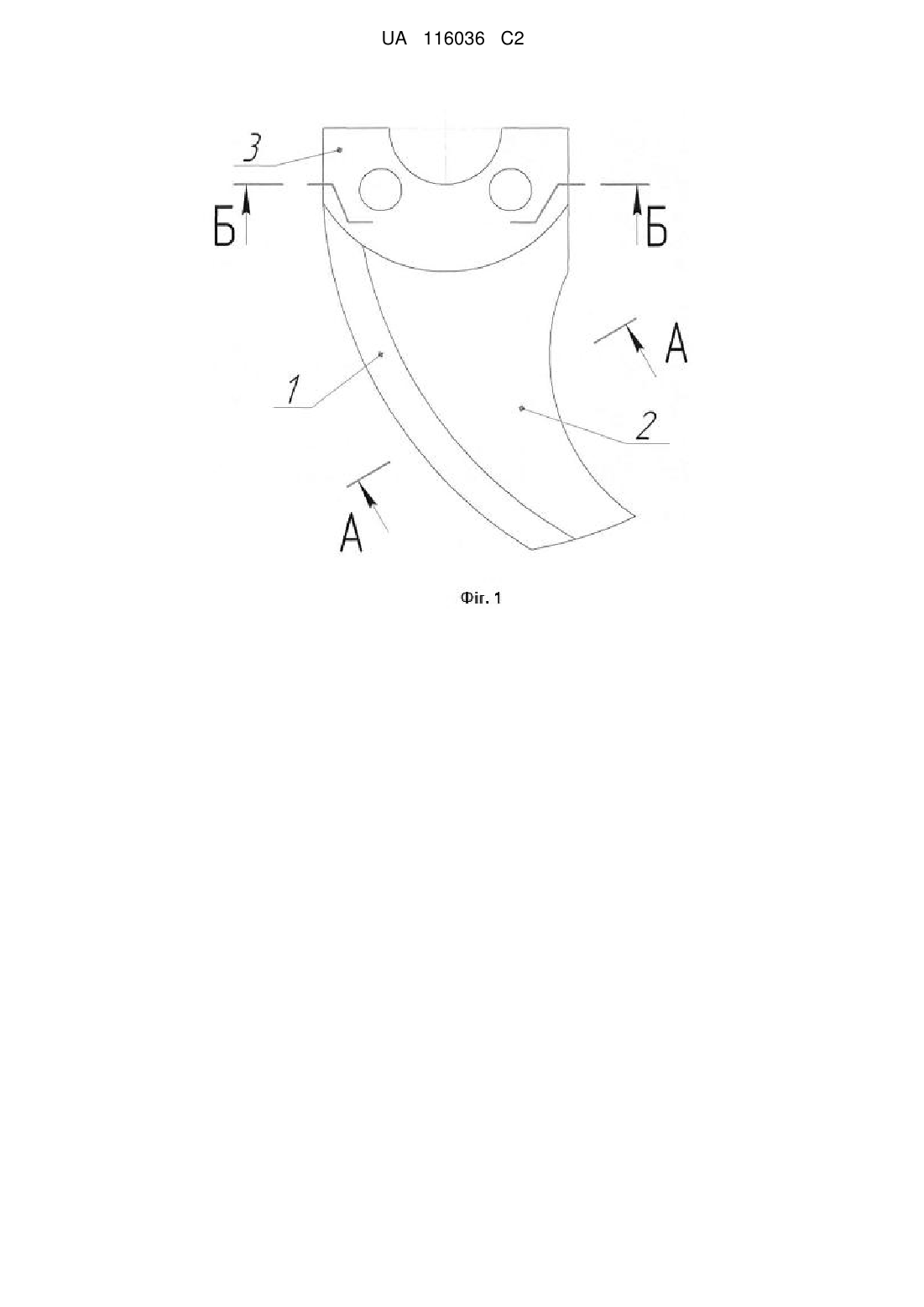
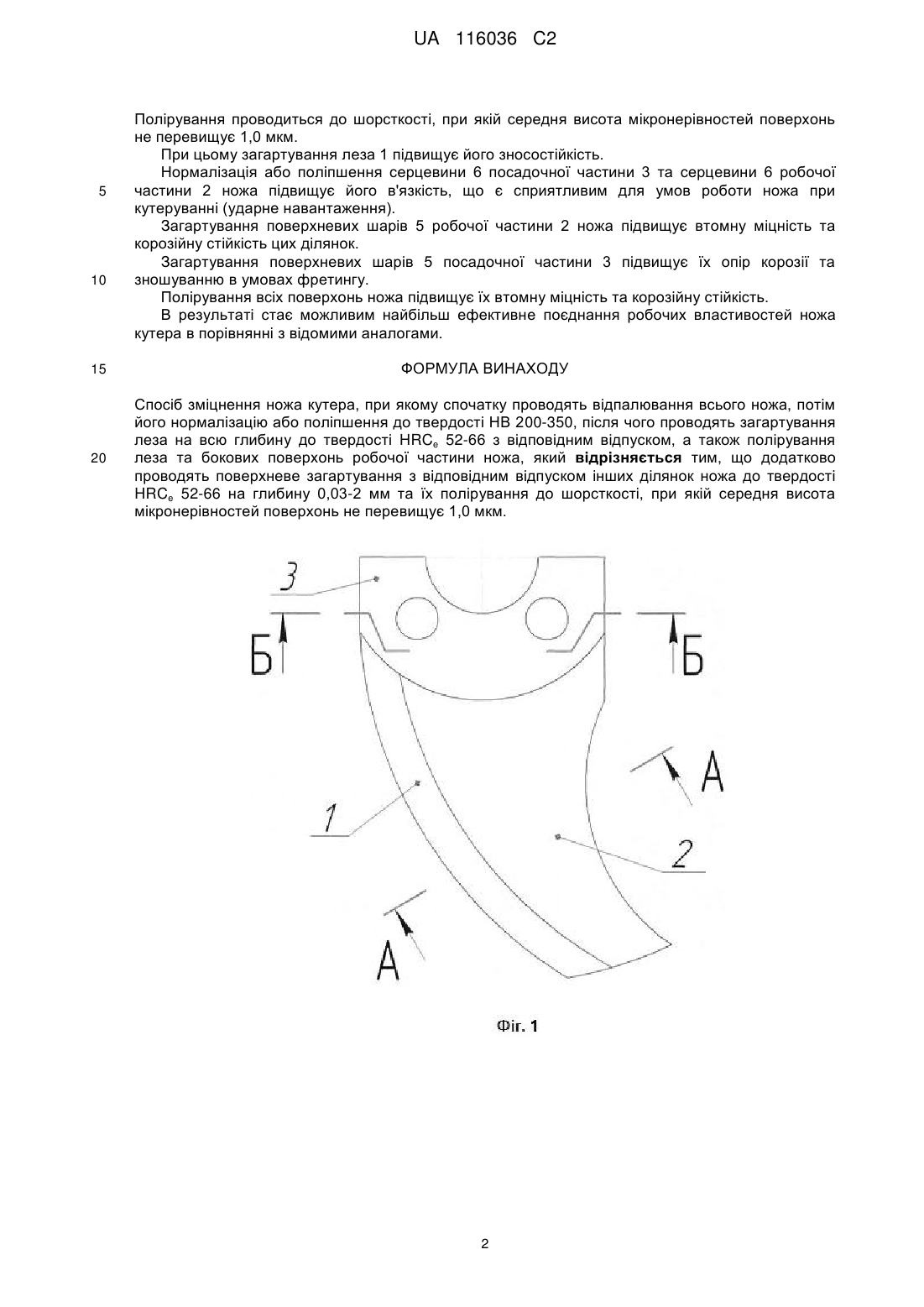
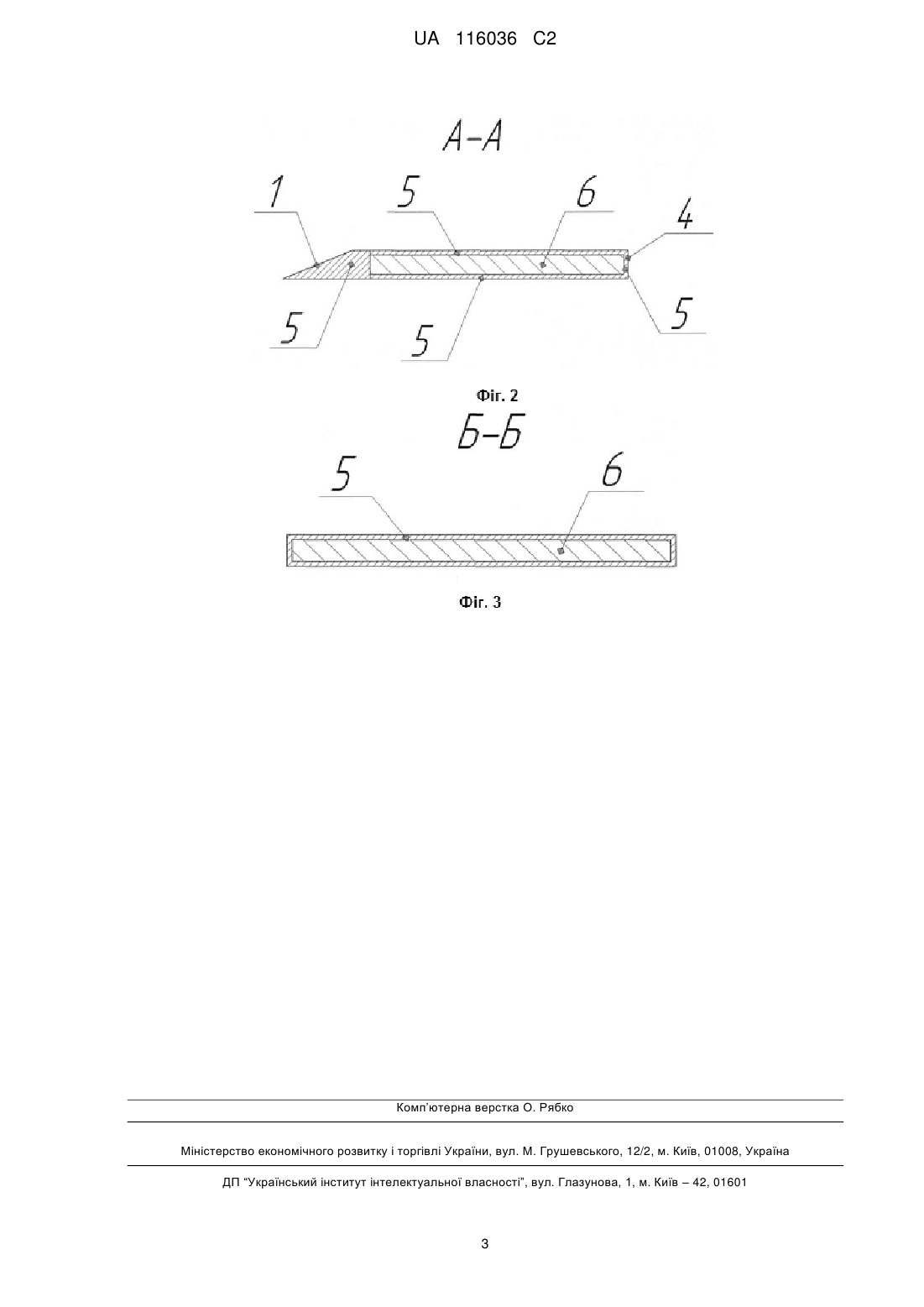
Реферат: 1. Галузь застосування: харчова промисловість. 2. Суть винаходу: спосіб зміцнення ножа кутера, при якому спочатку проводять відпалювання всього ножа, потім його нормалізацію або поліпшення до твердості НВ 200350, після чого проводять загартування леза на всю глибину до твердості HRCe 5266 з відповідним відпуском, а також полірування леза та бокових поверхонь робочої частини ножа, який відрізняється тим, що додатково проводять поверхневе загартування з відповідним відпуском інших ділянок ножа до твердості HRCe 5266 на глибину 0,032 мм та їх полірування до шорсткості, при якій середня висота мікронерівностей поверхонь не перевищує 1,0 мкм. 3. Технічний результат: підвищення міцності та корозійної стійкості ножа. UA 116036 C2 (12) UA 116036 C2 UA 116036 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до м'ясопереробної промисловості і може бути використаний в машинах для тонкого подрібнення м'ясної сировини при виробництві ковбас, сосисок, сардельок, паштетів. Відомий спосіб зміцнення ножа кутера, який полягає у загартуванні з відповідним відпуском робочої частини ножа разом із лезом до твердості HRCe 4254 на всю глибину, нормалізації або поліпшенні посадочної частини ножа до твердості HRCe 3040 на всю глибину та поліруванні леза і бокових поверхонь ножа (Маркус Л.И. Металлографические исследования причин аварийной поломки ножей высокоскоростных куттеров / Л.И. Маркус, А.Н. Шаталов, В.С. Буркин // Мясная индустрия. - 2010. - № 9. - С. 42-45.). Недоліком даного способу зміцнення ножа є недостатня міцність ножа через підвищену крихкість робочої частини. Загартування робочої частини ножа на всю глибину дозволяє забезпечити високу втомну міцність при знакозмінних навантаженнях, однак ударний характер роботи ножів кутера (особливо при переробці охолодженої, замороженої або парної кускової м'ясної сировини) призводить до появи мікротріщин у загартованому металі та до руйнування ножа. При цьому руйнування ножа призводить до пошкодження кутера та значних матеріальних збитків. Найбільш близьким до способу, що пропонується, є спосіб зміцнення ножів кутера, який полягає у відпалюванні всього ножа, нормалізації або поліпшенні його до твердості НВ 200350, після чого проводиться загартування леза на всю глибину до твердості HRCe 5266 з відповідним відпуском (наприклад, за допомогою індукційного загартування струмами високої частоти), а також полірування леза та бокових поверхонь робочої частини ножа (Куттер марки Л5-ФКБ. Техническое описание и инструкция по эксплуатации Черкассы, Редакционноиздательский отдел облполиграфиздата, 1990. - 40 с.). Загартування леза дозволяє підвищити його зносостійкість, нормалізація або поліпшення інших частин ножа дозволяє покращити в'язкість корпусу ножа, що є сприятливим в умовах ударних знакозмінних навантажень. Полірування бокових поверхонь ножа дозволяє підвищити його втомну міцність, оскільки, як відомо, чим менша шорсткість деталі тим вища її втомна міцність. Однак даний спосіб обумовлює недостатньо високу міцність ножа кутера, що призводить до можливості його руйнування під час кутерування. Недостатня міцність обумовлена двома чинниками. Незагартовані бокові поверхні ножа не мають високої втомної міцності при знакозмінних навантаженнях та складному напружено-деформованому стані ножа під час виконання різання, також вони мають недостатню корозійну стійкість. Відсутність полірування тильної кромки ножа, яка використовується для перемішування сировини, знижує втомну міцність ножа, оскільки саме в даній зоні знаходиться одна з найбільш напружених ділянок робочої частини ножа (Некоз О.І. Дослідження міцності ножів кутера при дії на них комплексного навантаження / О.І. Некоз, І.М. Литовченко, О.В. Батраченко // Вісник ЧДТУ.-2013. - № 3. - С 5461.), також знижується корозійна стійкість ножа. В основу винаходу поставлена задача отримання нового технічного результату. Технічним результатом є: підвищення міцності та корозійної стійкості ножа. Поставлена задача вирішується тим, що спосіб зміцнення ножа кутера, при якому спочатку проводять відпалювання всього ножа, потім його нормалізацію або поліпшення до твердості НВ 200350, після чого проводять загартування леза на всю глибину до твердості HRCe 5266 з відповідним відпуском, а також полірування леза та бокових поверхонь робочої частини ножа, відрізняється тим, що додатково проводять поверхневе загартування з відповідним відпуском інших ділянок ножа до твердості HRCe 5266 на глибину 0,032 мм та їх полірування до шорсткості, при якій середня висота мікронерівностей поверхонь не перевищує 1,0 мкм. Винахід пояснюється кресленнями, на яких зображено: на фіг. 1 - загальний вигляд ножа кутера за винаходом, що пропонується; на фіг. 2 - поперечний переріз робочої частини ножа кутера; на фіг. 3 - поперечний переріз посадочної частини ножа кутера. Спосіб зміцнення ножа кутера полягає в тому, що спочатку проводять відпалювання всього ножа на всю глибину, потім його нормалізацію або поліпшення до твердості НВ 200350 на всю глибину. Після цього проводять загартування леза 1 на всю глибину до твердості HRCe 5266 з відповідним відпуском (наприклад, за допомогою індукційного загартування струмами високої частоти, плазмового загартування або ін.). Після цього проводиться поверхневе загартування з відповідним відпуском інших ділянок 4, 5 ножа до твердості HRCe 5266 на глибину 0,032 мм (наприклад, за допомогою індукційного загартування струмами високої частоти, плазмового загартування або інших методів поверхневого загартування). Потім проводиться полірування всіх поверхонь ножа, включаючи лезо 1, робочу частину 2, посадочну частину 3 та тильну кромку 4, яка призначена для перемішування сировини під час реверсного обертання ножа. 1 UA 116036 C2 5 10 Полірування проводиться до шорсткості, при якій середня висота мікронерівностей поверхонь не перевищує 1,0 мкм. При цьому загартування леза 1 підвищує його зносостійкість. Нормалізація або поліпшення серцевини 6 посадочної частини 3 та серцевини 6 робочої частини 2 ножа підвищує його в'язкість, що є сприятливим для умов роботи ножа при кутеруванні (ударне навантаження). Загартування поверхневих шарів 5 робочої частини 2 ножа підвищує втомну міцність та корозійну стійкість цих ділянок. Загартування поверхневих шарів 5 посадочної частини 3 підвищує їх опір корозії та зношуванню в умовах фретингу. Полірування всіх поверхонь ножа підвищує їх втомну міцність та корозійну стійкість. В результаті стає можливим найбільш ефективне поєднання робочих властивостей ножа кутера в порівнянні з відомими аналогами. 15 ФОРМУЛА ВИНАХОДУ 20 Спосіб зміцнення ножа кутера, при якому спочатку проводять відпалювання всього ножа, потім його нормалізацію або поліпшення до твердості НВ 200-350, після чого проводять загартування леза на всю глибину до твердості HRCe 52-66 з відповідним відпуском, а також полірування леза та бокових поверхонь робочої частини ножа, який відрізняється тим, що додатково проводять поверхневе загартування з відповідним відпуском інших ділянок ножа до твердості HRCe 52-66 на глибину 0,03-2 мм та їх полірування до шорсткості, при якій середня висота мікронерівностей поверхонь не перевищує 1,0 мкм. 2 UA 116036 C2 Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 9/18, C21D 7/08, B02C 18/20
Мітки: спосіб, зміцнення, ножа, кутера
Код посилання
<a href="https://ua.patents.su/5-116036-sposib-zmicnennya-nozha-kutera.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення ножа кутера</a>
Ніж кутера перфорований

Номер патенту: 66843
Опубліковано: 25.01.2012
Автори: Микитюк Сергій Ігорович, Некоз Олександр Іванович, Батраченко Олександр Вікторович, Літовченко Ігор Миколайович
МПК: B02C 18/20
Мітки: кутера, перфорований
Формула / Реферат:
Ніж кутера перфорований, що складається із пластини, пластина має робочу та посадочну частини, робоча частина містить лезо та наскрізні отвори, який відрізняється тим, що наскрізні отвори розташовано на тій ділянці робочої частини, яка обмежена колами з радіусами та , де
Ніж кутера

Номер патенту: 88060
Опубліковано: 25.02.2014
Автори: Некоз Олександр Іванович, Батраченко Олександр Вікторович, Осипенко Василь Іванович, Кульбака Вікторія Олександрівна
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
1. Ніж кутера, який виконаний у вигляді пластини, що має посадочні поверхні, дві бокові сторони, тильну сторону та лезо, лезо має заточку та різальну кромку, висота поперечного перерізу ножа, виміряна на ділянці поміж боковими сторонами, є більшою за висоту поперечного перерізу, виміряну на ділянці з'єднання леза із боковими сторонами, причому значення висоти поперечного перерізу ножа, виміряної на ділянці поміж боковими сторонами, є...
Ніж кутера

Номер патенту: 71901
Опубліковано: 25.07.2012
Автори: Вербицький Сергій Борисович, Батраченко Олександр Вікторович, Іванов Павло Васильович, Літовченко Ігор Миколайович, Козій Олексій Антонович, Некоз Олександр Іванович
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
1. Ніж кутера, який виконаний у вигляді пластини, що має дві бокові сторони, тильну сторону та лезо, лезо має заточку, який відрізняється тим, що має таку геометричну форму, при якій висота його поперечного перерізу, виміряна на ділянці поміж боковими сторонами, є більшою за висоту поперечного перерізу, виміряну на ділянці з'єднання леза із боковими сторонами, причому значення висоти поперечного перерізу ножа, виміряної на ділянці поміж...
Ніж для кутера

Номер патенту: 3953
Опубліковано: 15.12.2004
Автори: Закалов Олександр Васильович, Бортник Андрій Ігорович
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
Ніж для кутера, який містить пластину з різальною кромкою, що складається з двох послідовно розміщених від основи опуклих дуг, розташованих під кутом одна до одної і утворюючих на стику перегин, який відрізняється тим, що одна з опуклих дуг виконана по спіралі Архімеда і розташована ближче до центру обертання ножа, а друга опукла дуга виконана по логарифмічній спіралі і розташована ближче до периферії ножа, причому кут між обома опуклими...
Ніж кутера

Номер патенту: 39791
Опубліковано: 10.03.2009
Автори: Некоз Олександр Іванович, Сунько Наталія Євгеніївна, Батраченко Олександр Вікторович, Йосипенко Вікторія Анатоліївна
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
Ніж кутера, який містить пластину з різальною кромкою, що має форму дуги кола зі зміщеним центром, який відрізняється тим, що довжина різальної кромки кратна довжині кола, у формі дуги якого виконана різальна кромка.
Попередній патент: Замок-обмежувач відкривання з тросом
Наступний патент: Ножова головка кутера
Випадковий патент: Теплообмінник для систем нагрівання та охолодження