Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за багатопрохідною стратегією обробки лазерним промінням
Номер патенту: 117777
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович

Формула / Реферат
Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за багатопрохідною стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, який відрізняється тим, що при формуванні кожного наступного шару матеріалу одиничні треки розбивають на парну кількість груп з почерговим розміщенням треків за групами, послідовність проходження лазерного проміння одиничних треків визначають випадковим чином для кожної групи окремо: спочатку для непарних груп, потім парних для симетричного формування матеріалу, коли сусідні ділянки для поточної траєкторії руху мають однаковий стан первинного або сформованого матеріалу.
Текст
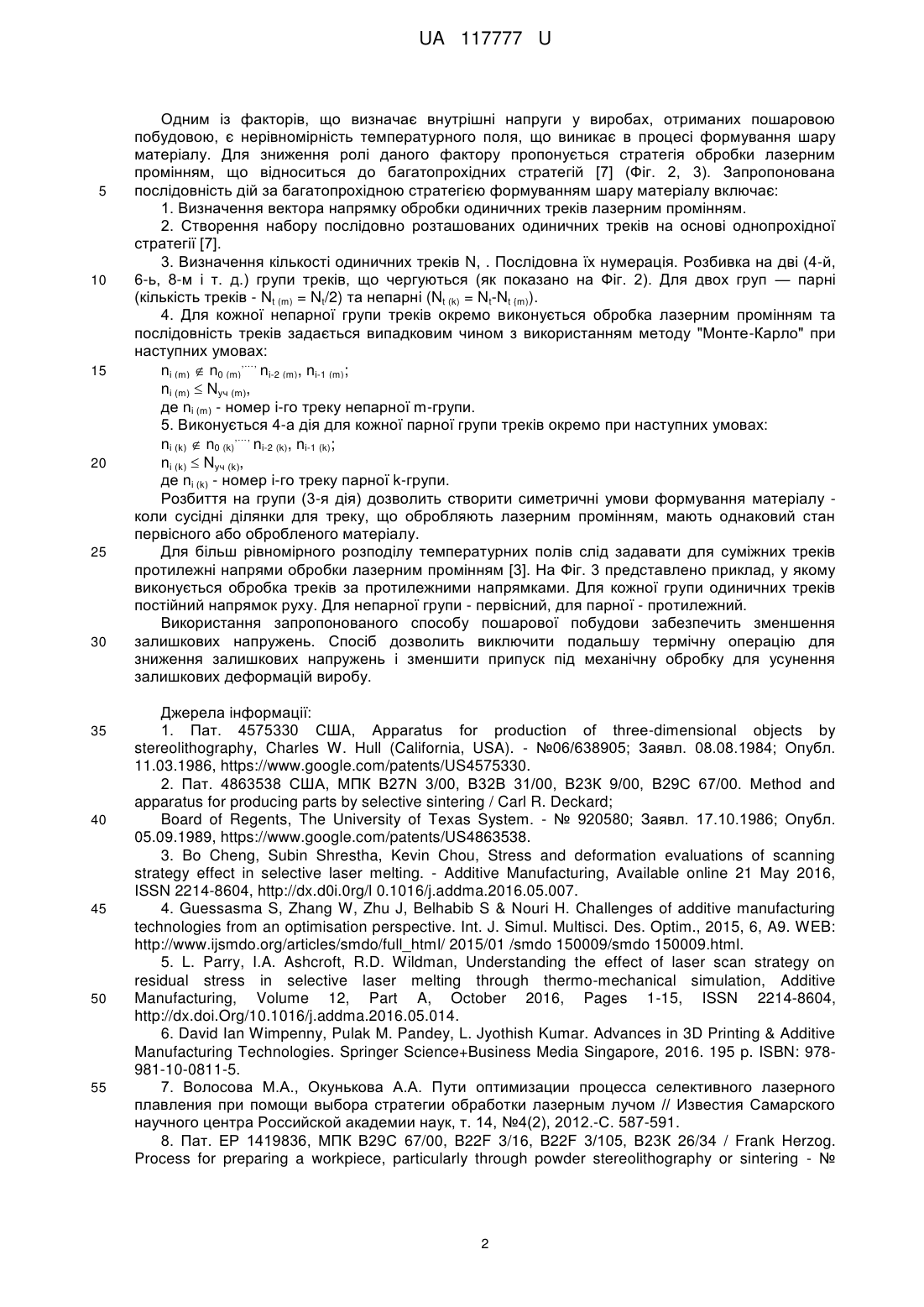
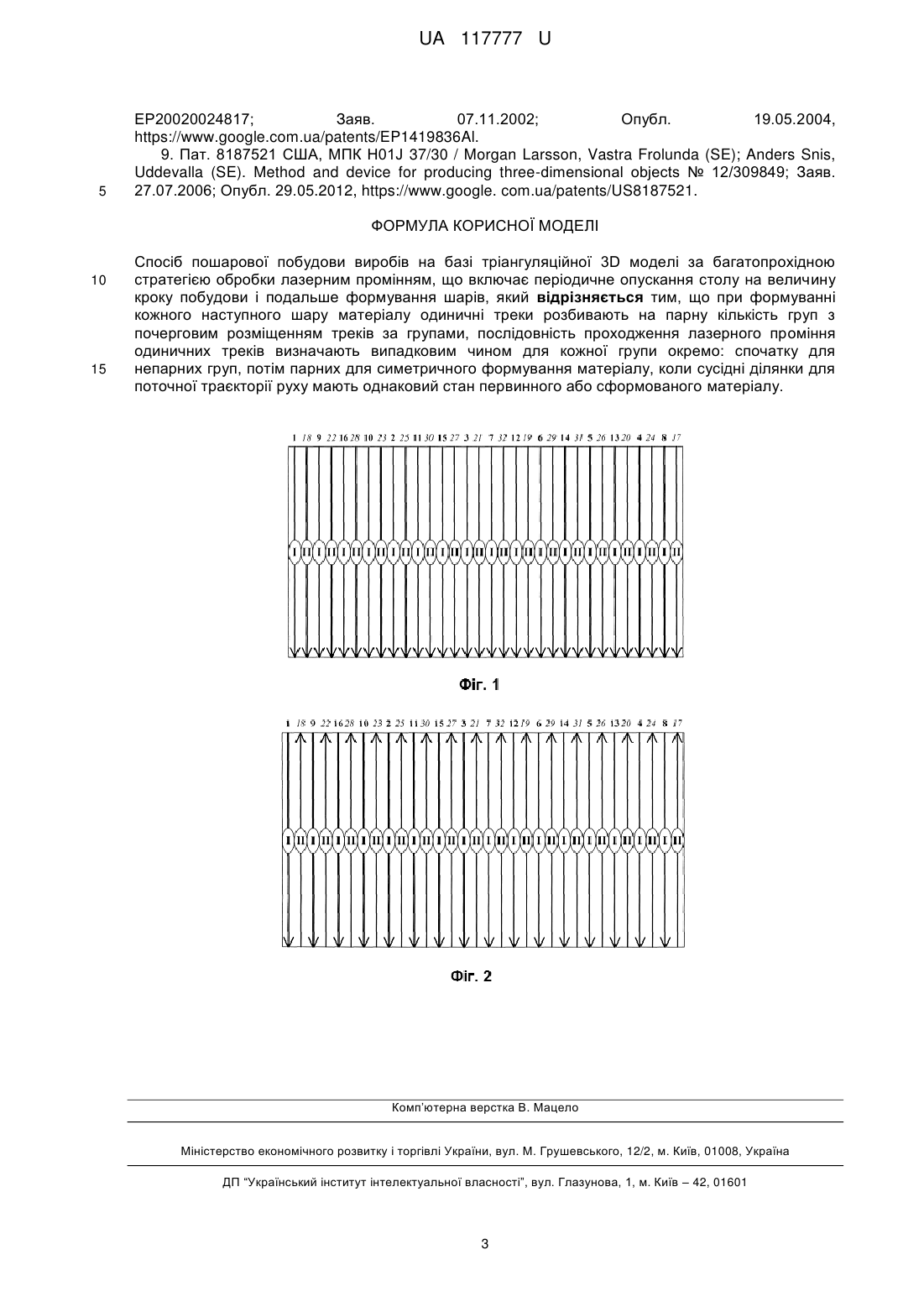
Реферат: Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за багатопрохідною стратегією обробки лазерним промінням включає періодичне опускання столу на величину кроку побудови і подальше формування шарів. При формуванні кожного наступного шару матеріалу одиничні треки розбивають на парну кількість груп з почерговим розміщенням треків за групами. Послідовність проходження лазерного проміння одиничних треків визначають випадковим чином для кожної групи окремо: спочатку для непарних груп, потім парних для симетричного формування матеріалу, коли сусідні ділянки для поточної траєкторії руху мають однаковий стан первинного або сформованого матеріалу. UA 117777 U (12) UA 117777 U UA 117777 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до формоутворення, зокрема до пошарової побудови виробів на базі тріангуляційної 3D моделі, та може використовуватися в машинобудуванні. Відомі способи побудови виробів пошаровими методами, при яких вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів матеріалу (полімеру, кераміки, металу) з використанням лазерного джерела тепла [1, 2]. Пошарові методи реалізовують прямий перехід від віртуальної CAD моделі до готового виробу. CAD модель виробу розсікається серією досить тонких шарів з отриманням набору 2D ескізів в січних площинах. Товщина шару обмежується технологічними можливостями застосовуваної установки. Фізико-механічні властивості виробів, отриманих пошаровою побудовою, залежать від ряду технологічних параметрів, але в основному визначаються станом первісного матеріалу, потужністю лазерного джерела, розмірами і швидкістю переміщення плями лазерного проміння, товщиною шарів та стратегією обробки лазерним промінням шарів матеріалу. Вибір стратегії обробки лазерним промінням безпосередньо впливає на внутрішні напруги, залишкові деформації і характеристики міцності виробу. Вплив стратегії обробки лазерним промінням і розташування моделі на робочій платформі установки на фізико-механічні властивості і залишкові деформації виробів, що виготовляють пошаровою побудовою, вивчався у достатній кількості дослідницьких робіт [3-7]. У способі пошарової побудови виробів [8] стратегія обробки істотно відрізняється від відомих способів. Багатопрохідна стратегія обробки, у якій перший прохід виконується з кроком між одиничними треками несуттєво більшим відносно діаметра плями лазерного проміння. Другий прохід лазерним промінням для взаємного скріплення спочатку сформованого шару здійснюється під заданим кутом в цьому або в наступному шарі матеріалу. Такий підхід виключає взаємний вплив робочих ділянок на процес формоутворення і більш рівномірний розподіл тепла по шару матеріалу. Додатково виконується обробка контурів зон обробки. Найближчим до заявленої корисної моделі є спосіб пошарової побудови виробів з розширеними можливостями налаштування стратегії обробки [9]. У способі [9] траєкторія руху лазерного проміння задається багатопрохідною стратегією обробки, в якій крок між одиничними треками визначається безпечною відстанню. Мінімальна безпечна відстань кратна кроку між одиничними треками і вибирається, виходячи із швидкості обробки, потужності лазерного проміння і необхідного часу для забезпечення більш рівномірного розподілу тепла в шарі матеріалу та виключення ефекту "підсумовування тепла" від найближчих треків. Подальше проходження одиничних треків виконується послідовно, покриваючи всю решту зони обробки та дотримуючись мінімальної безпечної відстані між останніми треками. Недолік способу в несиметричних умовах формування матеріалу - це коли з одного боку від поточного треку сформований, а з іншого - первісний матеріали. Такі умови, незважаючи на забезпечення мінімального градієнта температур у шарі матеріалу, також є джерелом для виникнення залишкового напруження. Недоліком найближчого способу [9] є наявність внутрішніх напружень і нерівномірних залишкових деформацій виробу. Задача корисної моделі - розширення можливостей способу пошарової побудови виробів без обмежень на їх складність, зменшення внутрішніх напружень і залишкових деформацій виробу. Технічний результат досягається тим, що при здійсненні способу пошарової побудови виробів на базі тріангуляційної 3D моделі за багатопрохідною стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, формування кожного наступного шару матеріалу одиничні треки розбиваються на парну кількість груп з почерговим розміщенням треків за групами, послідовність проходження лазерного проміння одиничних треків визначається випадковим чином для кожної групи окремо: спочатку для непарних груп, потім парних для симетричного формування матеріалу, коли сусідні ділянки для поточної траєкторії руху мають однаковий стан первинного або сформованого матеріалу. Відмітна ознака пропонованого рішення, що описує послідовність обробки одиничних треків представляється раніше невідомим технологічним прийомом. Такий прийом дозволяє складним виробам, що виготовляють способом пошарової побудови, мінімізувати внутрішні напруження в матеріалі готового виробу. На Фіг. 1 представлено приклад послідовності обходу одиничних треків рознесених на дві групи. На Фіг. 2 приклад послідовності обходу одиничних треків рознесених на дві групи з протилежним напрямком руху лазерного проміння. 1 UA 117777 U 5 10 15 20 25 30 35 40 45 50 55 Одним із факторів, що визначає внутрішні напруги у виробах, отриманих пошаровою побудовою, є нерівномірність температурного поля, що виникає в процесі формування шару матеріалу. Для зниження ролі даного фактору пропонується стратегія обробки лазерним промінням, що відноситься до багатопрохідних стратегій [7] (Фіг. 2, 3). Запропонована послідовність дій за багатопрохідною стратегією формуванням шару матеріалу включає: 1. Визначення вектора напрямку обробки одиничних треків лазерним промінням. 2. Створення набору послідовно розташованих одиничних треків на основі однопрохідної стратегії [7]. 3. Визначення кількості одиничних треків N, . Послідовна їх нумерація. Розбивка на дві (4-й, 6-ь, 8-м і т. д.) групи треків, що чергуються (як показано на Фіг. 2). Для двох груп — парні (кількість треків - Nt (m) = Nt/2) та непарні (Nt (k) = Nt-Nt {m)). 4. Для кожної непарної групи треків окремо виконується обробка лазерним промінням та послідовність треків задається випадковим чином з використанням методу "Монте-Карло" при наступних умовах: ,…, nі (m) n0 (m) nі-2 (m), nі-1 (m); nі (m) Nуч (m), де nі (m) - номер i-го треку непарної m-групи. 5. Виконується 4-а дія для кожної парної групи треків окремо при наступних умовах: ,…, nі (k) n0 (k) nі-2 (k), nі-1 (k); nі (k) Nуч (k), де nі (k) - номер i-го треку парної k-групи. Розбиття на групи (3-я дія) дозволить створити симетричні умови формування матеріалу коли сусідні ділянки для треку, що обробляють лазерним промінням, мають однаковий стан первісного або обробленого матеріалу. Для більш рівномірного розподілу температурних полів слід задавати для суміжних треків протилежні напрями обробки лазерним промінням [3]. На Фіг. 3 представлено приклад, у якому виконується обробка треків за протилежними напрямками. Для кожної групи одиничних треків постійний напрямок руху. Для непарної групи - первісний, для парної - протилежний. Використання запропонованого способу пошарової побудови забезпечить зменшення залишкових напружень. Спосіб дозволить виключити подальшу термічну операцію для зниження залишкових напружень і зменшити припуск під механічну обробку для усунення залишкових деформацій виробу. Джерела інформації: 1. Пат. 4575330 США, Apparatus for production of three-dimensional objects by stereolithography, Charles W. Hull (California, USA). - №06/638905; Заявл. 08.08.1984; Опубл. 11.03.1986, https://www.google.com/patents/US4575330. 2. Пат. 4863538 США, МПК B27N 3/00, В32В 31/00, В23К 9/00, В29С 67/00. Method and apparatus for producing parts by selective sintering / Carl R. Deckard; Board of Regents, The University of Texas System. - № 920580; Заявл. 17.10.1986; Опубл. 05.09.1989, https://www.google.com/patents/US4863538. 3. Bo Cheng, Subin Shrestha, Kevin Chou, Stress and deformation evaluations of scanning strategy effect in selective laser melting. - Additive Manufacturing, Available online 21 May 2016, ISSN 2214-8604, http://dx.d0i.0rg/l 0.1016/j.addma.2016.05.007. 4. Guessasma S, Zhang W, Zhu J, Belhabib S & Nouri H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multisci. Des. Optim., 2015, 6, A9. WEB: http://www.ijsmdo.org/articles/smdo/full_html/ 2015/01 /smdo 150009/smdo 150009.html. 5. L. Parry, I.A. Ashcroft, R.D. Wildman, Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation, Additive Manufacturing, Volume 12, Part A, October 2016, Pages 1-15, ISSN 2214-8604, http://dx.doi.Org/10.1016/j.addma.2016.05.014. 6. David Ian Wimpenny, Pulak M. Pandey, L. Jyothish Kumar. Advances in 3D Printing & Additive Manufacturing Technologies. Springer Science+Business Media Singapore, 2016. 195 p. ISBN: 978981-10-0811-5. 7. Волосова М.А., Окунькова А.А. Пути оптимизации процесса селективного лазерного плавления при помощи выбора стратегии обработки лазерным лучом // Известия Самарского научного центра Российской академии наук, т. 14, №4(2), 2012.-С. 587-591. 8. Пат. ЕР 1419836, МПК В29С 67/00, B22F 3/16, B22F 3/105, В23К 26/34 / Frank Herzog. Process for preparing a workpiece, particularly through powder stereolithography or sintering - № 2 UA 117777 U 5 EP20020024817; Заяв. 07.11.2002; Опубл. 19.05.2004, https://www.google.com.ua/patents/EP1419836Al. 9. Пат. 8187521 США, МПК H01J 37/30 / Morgan Larsson, Vastra Frolunda (SE); Anders Snis, Uddevalla (SE). Method and device for producing three-dimensional objects № 12/309849; Заяв. 27.07.2006; Опубл. 29.05.2012, https://www.google. com.ua/patents/US8187521. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за багатопрохідною стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, який відрізняється тим, що при формуванні кожного наступного шару матеріалу одиничні треки розбивають на парну кількість груп з почерговим розміщенням треків за групами, послідовність проходження лазерного проміння одиничних треків визначають випадковим чином для кожної групи окремо: спочатку для непарних груп, потім парних для симетричного формування матеріалу, коли сусідні ділянки для поточної траєкторії руху мають однаковий стан первинного або сформованого матеріалу. Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G06F 17/50, G06F 19/00, H01J 37/30, B29C 35/08
Мітки: тріангуляційної, виробів, пошарової, обробки, промінням, стратегією, моделі, лазерним, багатопрохідною, базі, побудови, спосіб
Код посилання
<a href="https://ua.patents.su/5-117777-sposib-posharovo-pobudovi-virobiv-na-bazi-triangulyacijjno-3d-modeli-za-bagatoprokhidnoyu-strategiehyu-obrobki-lazernim-prominnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за багатопрохідною стратегією обробки лазерним промінням</a>
Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за заданою стратегією обробки лазерним промінням
Номер патенту: 117768
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: H01J 37/30, B29C 35/08, G06F 19/00, B29C 41/02
Мітки: стратегією, побудови, моделі, виробів, пошарової, заданою, лазерним, обробки, базі, промінням, тріангуляційної, спосіб
Формула / Реферат:
Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі за заданою стратегією обробки лазерним промінням, що включає періодичне опускання столу на величину кроку побудови і подальше формування шарів, який відрізняється тим, що при формуванні кожного наступного шару матеріалу змінюють стратегію обробки лазерним промінням шляхом задання напрямку одиничних треків випадковим чином при забезпеченні умов:
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Номер патенту: 117759
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович
МПК: B29C 41/02, G06F 17/50, G06F 19/00, B29C 35/08
Мітки: тріангуляційної, джерела, тепла, виробів, базі, побудови, пошарової, моделі, лазерного, використанням, спосіб
Формула / Реферат:
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови:,де
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної моделі
Номер патенту: 117764
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович
МПК: G06F 17/50, B29C 35/08
Мітки: моделі, спосіб, товщиною, базі, тріангуляційної, пошарової, побудови, виробів, шарів, змінною
Формула / Реферат:
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу плоскими поверхнями перпендикулярно напрямку побудови, періодичне опускання столу на змінну величину кроку побудови і подальше формування шарів, який відрізняється тим, що величину кроку побудови для шарів, найближчих до плоских поверхонь виробу, перпендикулярних напрямку побудови, коригують за наступним...
Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі
Номер патенту: 117776
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: G06F 17/50, B29C 35/08, G06F 19/00
Мітки: базі, пошарової, тріангуляційної, моделі, виробів, побудови, спосіб
Формула / Реферат:
Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу на робочій платформі, періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують орієнтацію виробу на платформі на основі його тріангуляційної моделі при мінімізації функції:,де
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Абдурайімов Ленмар Нариманович, Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович, Чернишов Сергій Іванович
МПК: G06F 17/50, B29C 41/02, B29C 35/08
Мітки: базі, пошарової, моделі, тріангуляційної, побудови, вихідної, спосіб, виробів
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;