Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі
Номер патенту: 117776
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович

Формула / Реферат
Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу на робочій платформі, періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують орієнтацію виробу на платформі на основі його тріангуляційної моделі при мінімізації функції:
![]() ,
,
де ![]() - площа трикутників, нормалі яких утворюють з вектором побудови кут
- площа трикутників, нормалі яких утворюють з вектором побудови кут ![]() ;
; ![]() - максимальне значення кута обмеженого допустимою похибкою формоутворення
- максимальне значення кута обмеженого допустимою похибкою формоутворення ![]() або
або ![]() ;
; ![]() - допустима похибка формоутворення;
- допустима похибка формоутворення; ![]() - мінімальна величина кроку побудови, обмежена технологічними можливостями установки або необхідними фізико-механічними властивостями виробу;
- мінімальна величина кроку побудови, обмежена технологічними можливостями установки або необхідними фізико-механічними властивостями виробу; ![]() - загальна кількість варіантів орієнтації виробу на робочій платформі (якщо присутні плоскі поверхні, то варіанти орієнтації визначаються за умовою їх розташування перпендикулярно вектору побудови, тобто модуль скалярного добутку векторів
- загальна кількість варіантів орієнтації виробу на робочій платформі (якщо присутні плоскі поверхні, то варіанти орієнтації визначаються за умовою їх розташування перпендикулярно вектору побудови, тобто модуль скалярного добутку векторів ![]() ;
; ![]() - загальна кількість граней тріангуляційної моделі;
- загальна кількість граней тріангуляційної моделі; ![]() - одиничний нормальний вектор і-ї грані тріангуляційної моделі;
- одиничний нормальний вектор і-ї грані тріангуляційної моделі; ![]() - одиничний вектор побудови виробу.
- одиничний вектор побудови виробу.
Текст
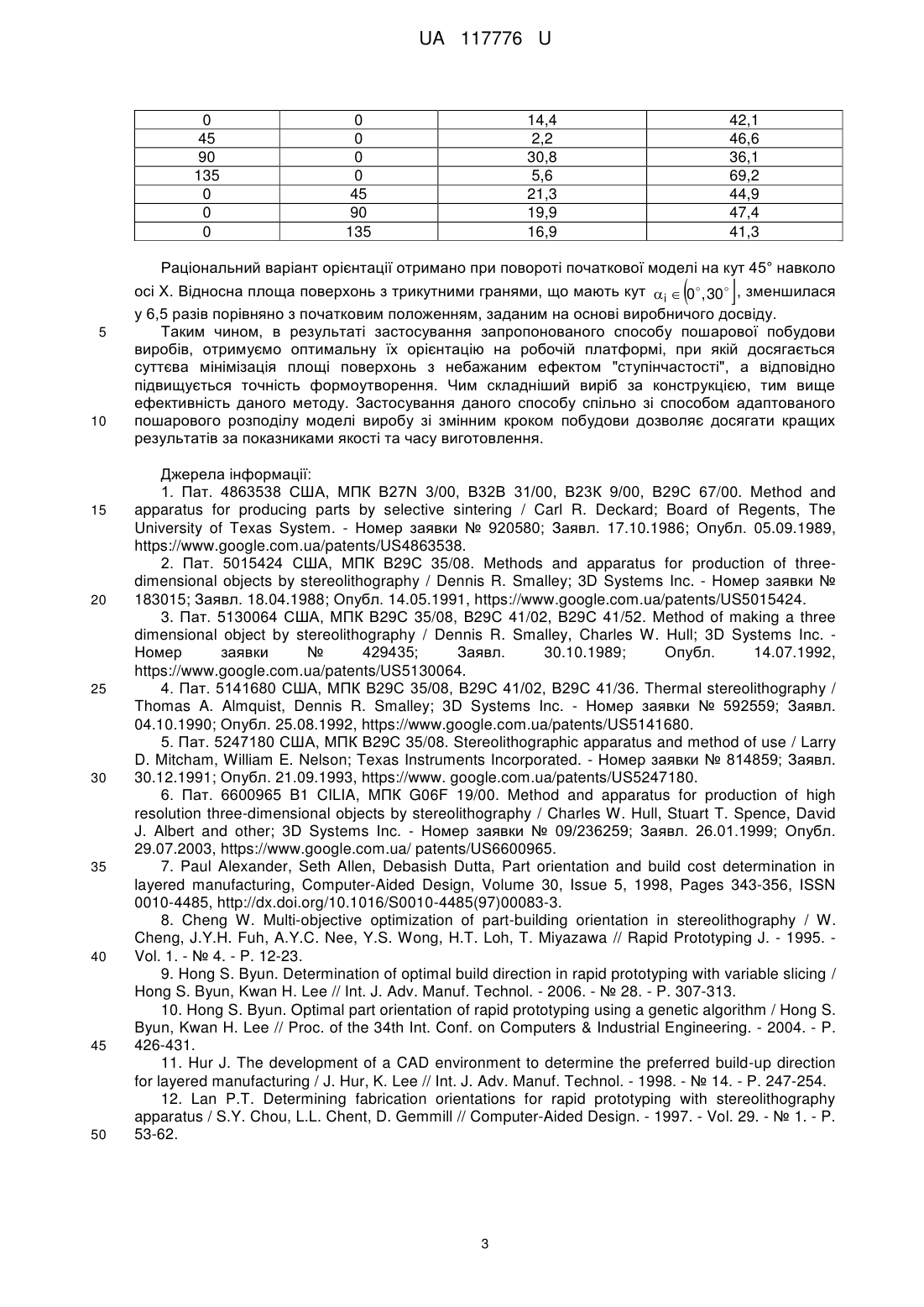
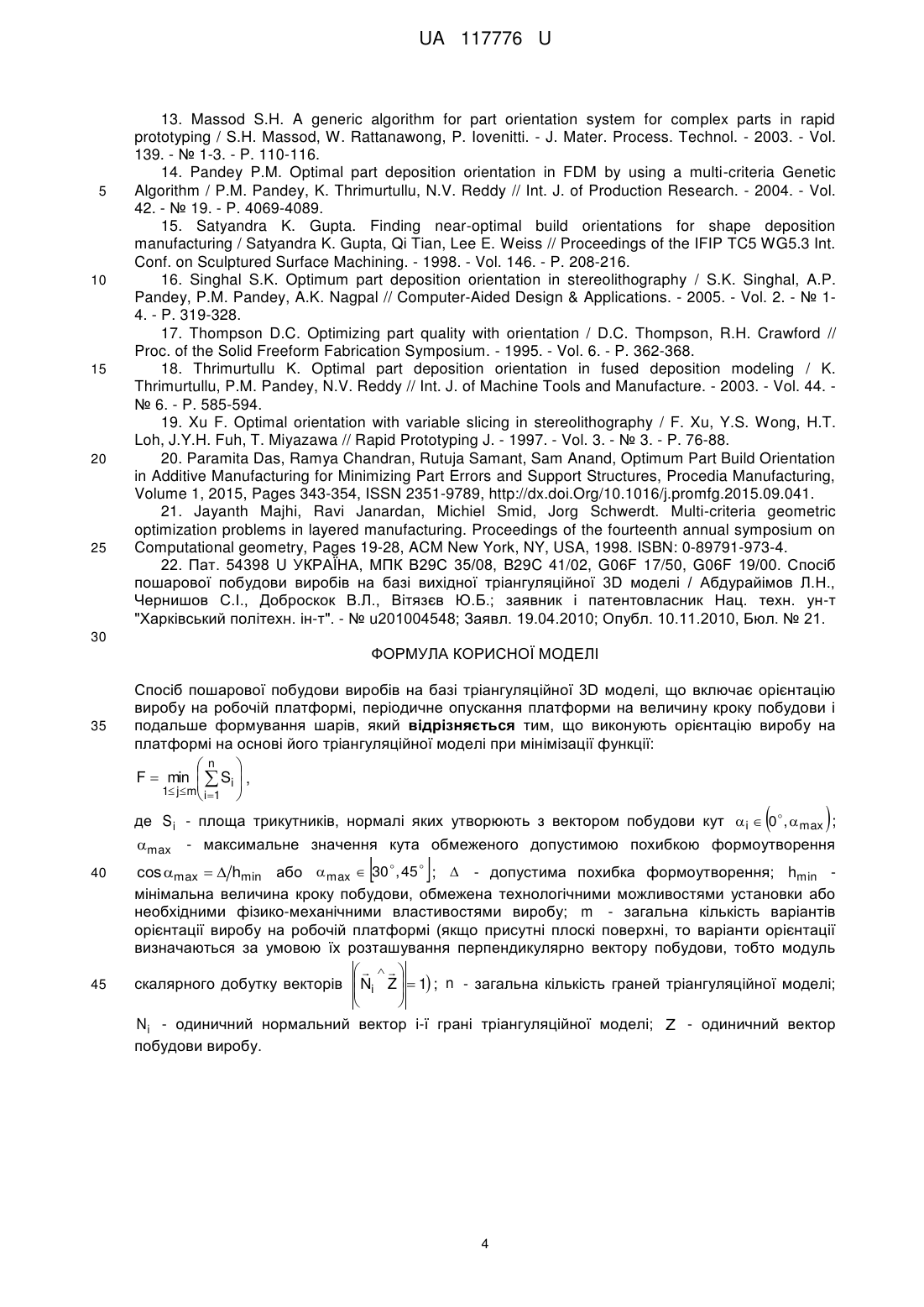
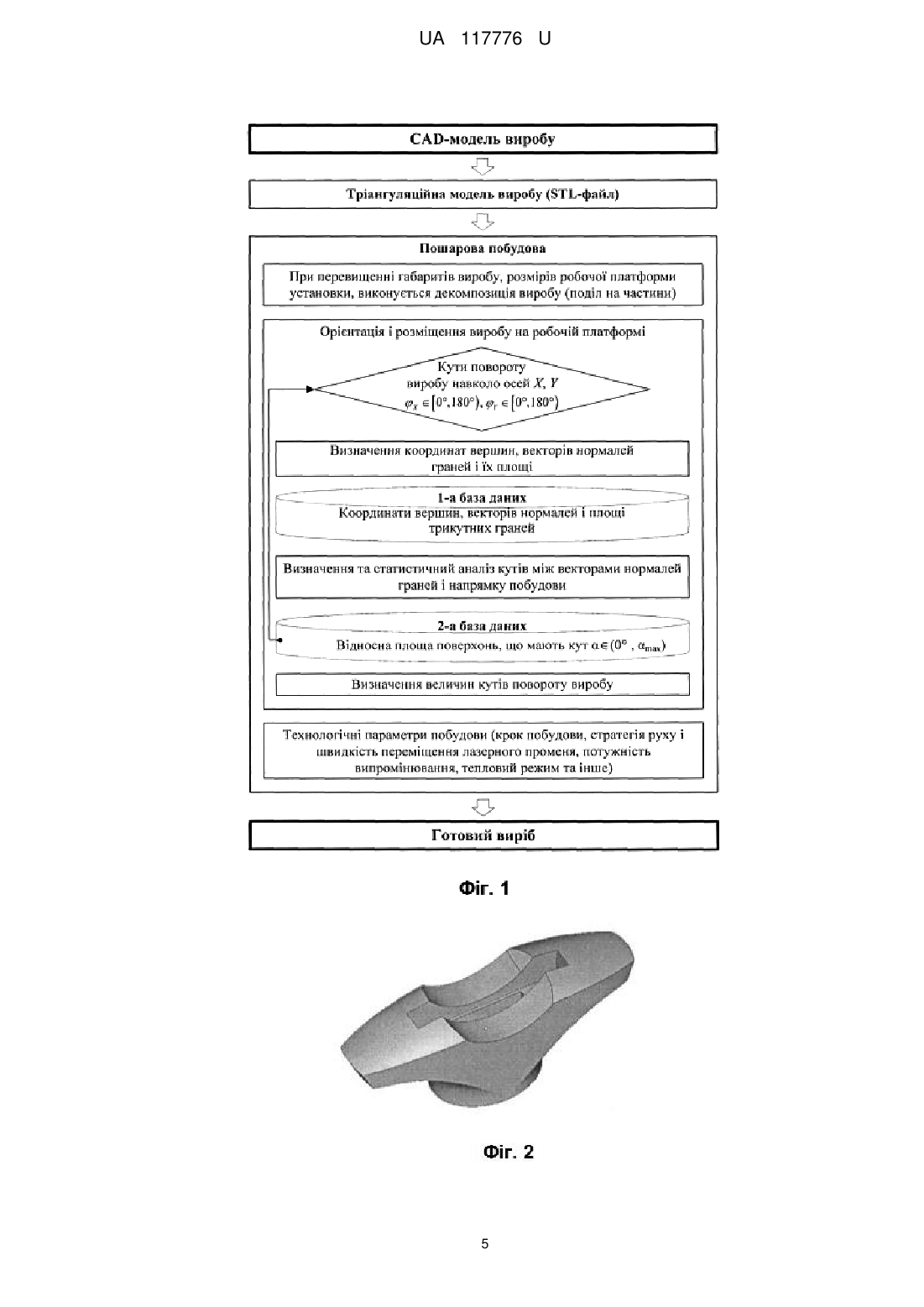
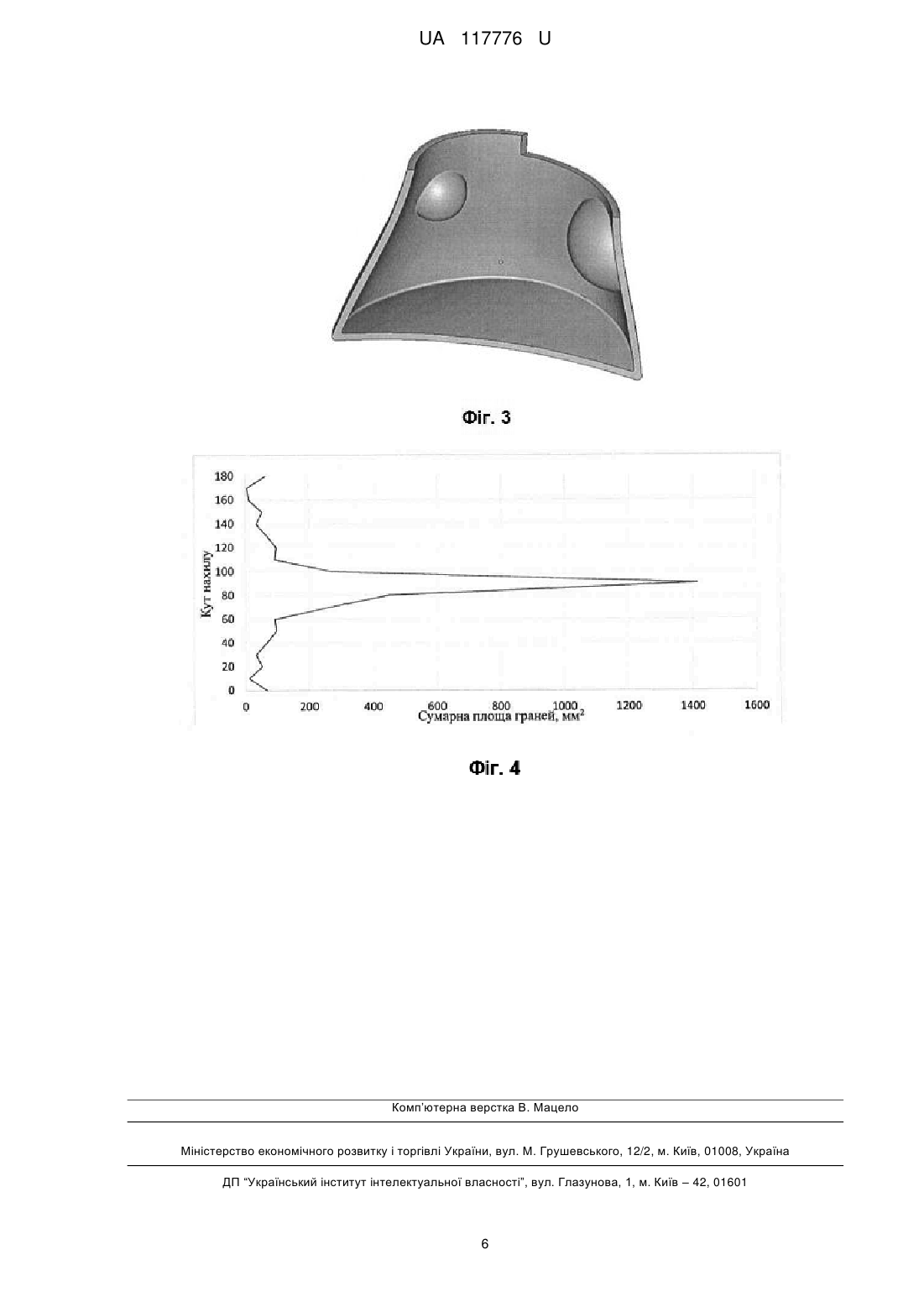
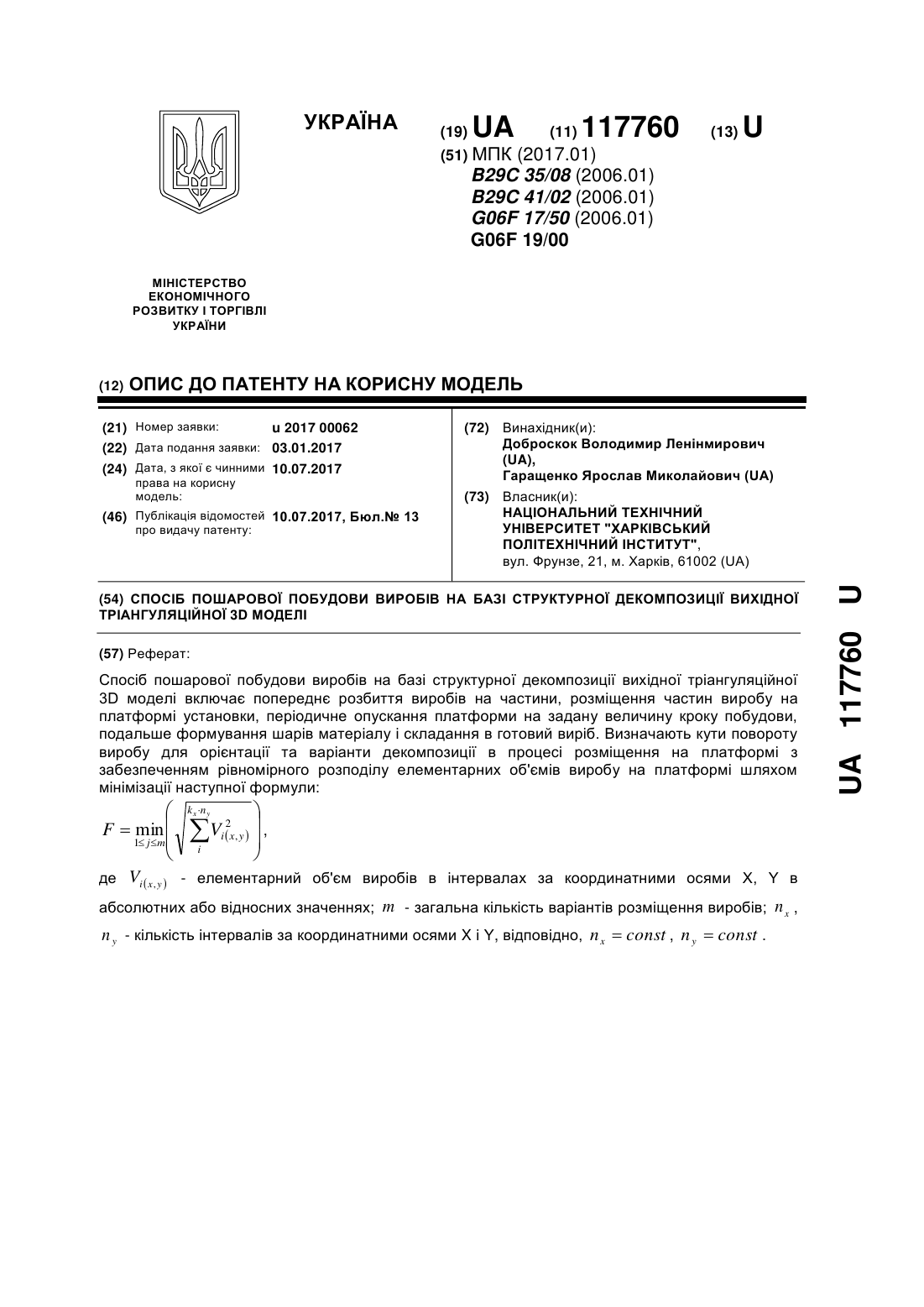
Реферат: Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі включає орієнтацію виробу на робочій платформі, періодичне опускання платформи на величину кроку побудови і подальше формування шарів. Виконують орієнтацію виробу на платформі на основі його тріангуляційної моделі. Якщо присутні плоскі поверхні, то варіанти орієнтації визначаються за умовою їх розташування перпендикулярно вектору побудови. UA 117776 U (12) UA 117776 U UA 117776 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до формоутворення, зокрема до пошарової побудови виробів на базі тріангуляційної 3D моделі, та може використовуватися в машинобудуванні. Відомі способи пошарової побудови виробів на установках адитивних технологій, на яких вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів матеріалу. Як вихідний матеріал можуть бути полімер, кераміка, папір, метал та інші [1-6]. Пошарова побудова реалізує прямий перехід від 3D CAD моделі до виробу. 3D CAD модель виробу розсікається серією досить тонких шарів - 0,025÷0,2 мм завтовшки, з заданим постійним або змінним дискретним кроком побудови. Товщина шару обмежується технологічними можливостями використовуваної установки. Точність і ефективність процесу пошарової побудови залежить від ряду технологічних параметрів, але в основному визначається товщиною шарів матеріалу і розташуванням виробу на робочій платформі установки. Вибір орієнтації виробу на робочій платформі установки визначає тривалість виготовлення і похибки формування поверхонь. Більш висока точність кривих поверхонь досягається шляхом формування їх при обводі лазерним променем контуру в січній площині шару. Похилі поверхні, нормаль яких нахилена під невеликим кутом до вектора напрямку побудови, будуть мати виражений "ступінчастий" вигляд. В області технологічної підготовки способів пошарової побудови виконано достатню кількість дослідних робіт і зокрема щодо орієнтації виробів на робочій платформі. Оптимальну орієнтацію в роботах [7-21] визначають на основі критеріїв точності, параметрів шорсткості, характеристик відхилення форми поверхонь, висоти виробу, кількості та геометричних характеристик шарів, площі контакту з підтримуючими структурами, обсягу підтримуючих структур, об'єму закритих порожнин, характеристик стійкого положення рівноваги моделі, фізико-механічних властивостей, часу і собівартості виготовлення. Роботи [8, 11, 12, 19, 20] присвячені процесам лазерної стереолітографії (SL), [7, 13, 14, 17, 18] - вибіркового лазерного спікання (SLS), моделювання пошаровим оплавленням (FDM) та ін. Існують способи пошарової побудови з попереднім орієнтуванням виробів на робочій платформі установки, описаних у [16, 22]. Спосіб [16] включає орієнтацію виробу використовуючи модель шорсткості поверхні, отриманої експериментально. Параметри шорсткості обчислюються для кожної грані тріангуляційної 3D моделі виробу. Цільовою функцією для визначення оптимальної орієнтації є середнє значення параметра шорсткості для всієї поверхні виробу. Мінімізація цільової функції здійснюється на основі методу довірчого інтервалу (Trust region method). Недоліками способу є оптимізація за середнім значенням параметра шорсткості, таким чином випускаючи з уваги поверхні з грубою шорсткістю і обмеження у застосуванні (тільки для пошарової побудови з постійним кроком). Найближчий до заявленого є спосіб [22], що включає орієнтацію виробу на робочій платформі з використанням як цільової функції сумарної площі граней тріангуляційної моделі, що мають кут між векторами напрямку побудови і їх напрямними рівним 0° або 90°. Такий спосіб дозволяє отримати мінімальну похибку, тобто усунути ефект "ступінчастості" для поверхонь перпендикулярних і паралельних вектору напрямку побудови. Недоліком способу є обмеженість у застосуванні через неврахування орієнтації всіх граней, що особливо важливо для складних виробів, які, як правило, виготовляються пошаровою побудовою. Задачею корисної моделі є розширення можливості застосування способу пошарової побудови виробів без обмежень на їх складність, підвищення точності формоутворення окремих деталей і виробу в цілому. Поставлена задача вирішується тим, що при здійсненні способу пошарової побудови виробів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу на робочій платформі, періодичне опускання платформи на величину кроку побудови і подальше формування шарів, виконують орієнтацію виробу на платформі на основі його тріангуляційної моделі при мінімізації функції: n F min Si , 1 j m i 1 (1) де S i - площа трикутників, нормалі яких утворюють з вектором побудови кут i 0 , max ; max - максимальне значення кута, обмеженого допустимою похибкою формоутворення, 55 cos max або max 30 , 45 ; hmin 1 UA 117776 U 5 10 15 20 25 30 - допустима похибка формоутворення; hmin - мінімальна величина кроку побудови, обмежена технологічними можливостями установки або необхідними фізико-механічними властивостями виробу; m - загальна кількість варіантів орієнтації виробу на робочій платформі (якщо присутні плоскі поверхні, то варіанти орієнтації визначаються за умовою їх розташування перпендикулярно вектору побудови, тобто модуль скалярного добутку векторів Ni Z 1 ; n - загальна кількість граней тріангуляційної моделі; Ni - одиничний нормальний вектор і-ї грані тріангуляційної моделі; Z - одиничний вектор побудови виробу. Характерна ознака пропонованого рішення, що описує вибір орієнтації виробу на робочій платформі установки при пошаровій його побудові за формулою (1) представляється раніше невідомим технологічним прийомом. Такий прийом дозволяє для складних виробів мінімізувати площу поверхонь з найбільшими відхиленнями формоутворення, що мають виражений ефект "ступінчастості". Наявність раніше невідомої ознаки дозволяє зробити висновок про відповідність запропонованого способу критерію "новизна". На Фіг. 1 представлена схема дій при виконанні запропонованого способу пошарової побудови. На Фіг. 2, 3 представлені тестові моделі для пошарової побудови виробів. На Фіг. 4 представлена щільність розподілу площі граней по куту між їхніми нормалями і напрямком побудови. Схема дій представлена на Фіг. 1 дозволяє одержувати виріб на основі тріангуляційної 3D моделі запропонованим способом пошарової побудови. Орієнтація виробу на робочій платформі є найбільш важливою при пошаровій побудові, що визначає шорсткість поверхні і час побудови. Перевага представленої схеми у простоті реалізації і мінімальному часі виконання порівняно з існуючими способами [7-22]. Тестова тріангуляційна модель представлена на Фіг. 2 складається з 29550 граней 2 (загальна площа S=3257 мм ), габаритні розміри за осями X, Y, Z-53,5 мм, 15,0 мм, 20,2 мм. Для початкового положення відносна площа трикутних граней, що мають кут між вектором їх 35 40 45 нормалі і вектором побудови i 0 , max , при max 30 20,4 % , а при max 45 29,7 % . На Фіг. 4 представлена гістограма розподілу сумарної площі граней в залежності від кута для заданої орієнтації виробу (Фіг. 2). Раціональний варіант орієнтації отримано при повороті початкової моделі на кут 90° навколо осі X. Відносна площа граней для орієнтованого виробу, що мають кут i 0 , max , склала при max 30 4,28 % , а при max 45 16,63 % . Таким чином, орієнтована модель має меншу площу поверхні, трикутні грані якої мають кут i 0 , 30 , тобто з найбільш вираженим ефектом "ступінчастості", в 4,75 разів порівняно з початковим положенням. Способи [16, 22] не завжди дозволяють визначити раціональні варіанти орієнтації виробу для зниження максимальної величини похибки побудови. Тому що у способі [16] завдання орієнтації виконується за середнім показником шорсткості, а у [22] забезпечується більша площа поверхні з мінімальною похибкою. Обидва способи для простих моделей достатньо достовірно визначають раціональний варіант орієнтації. Для складних моделей пропонований спосіб дозволяє з більшою вірогідністю виявляти раціональну орієнтацію завдяки мінімізації площі поверхні з найбільшими похибками. Такий спосіб також пропонує більшу кількість оптимальних варіантів, з яких можна вибирати за іншими критеріями, наприклад, за часом побудови. На Фіг. 3 тестова тріангуляційна модель іншого виробу. Результати розрахунків по визначенню орієнтації виробу наведені в табл. Тестова модель складається з 24280 трикутних 2 граней (загальна площа S=288099 мм ), габаритні її розміри за осями X, Y, Z-304,2 мм, 234,9 мм, 276,2 мм. 50 Таблиця Відносна площа трикутних граней з кутом Кут повороту навколо осі X i 0 , max , % max 30 Y 2 max 45 UA 117776 U 0 45 90 135 0 0 0 0 0 0 0 45 90 135 14,4 2,2 30,8 5,6 21,3 19,9 16,9 42,1 46,6 36,1 69,2 44,9 47,4 41,3 Раціональний варіант орієнтації отримано при повороті початкової моделі на кут 45° навколо 5 10 15 20 25 30 35 40 45 50 осі X. Відносна площа поверхонь з трикутними гранями, що мають кут i 0 , 30 , зменшилася у 6,5 разів порівняно з початковим положенням, заданим на основі виробничого досвіду. Таким чином, в результаті застосування запропонованого способу пошарової побудови виробів, отримуємо оптимальну їх орієнтацію на робочій платформі, при якій досягається суттєва мінімізація площі поверхонь з небажаним ефектом "ступінчастості", а відповідно підвищується точність формоутворення. Чим складніший виріб за конструкцією, тим вище ефективність даного методу. Застосування даного способу спільно зі способом адаптованого пошарового розподілу моделі виробу зі змінним кроком побудови дозволяє досягати кращих результатів за показниками якості та часу виготовлення. Джерела інформації: 1. Пат. 4863538 США, МПК В27N 3/00, В32В 31/00, В23К 9/00, В29С 67/00. Method and apparatus for producing parts by selective sintering / Carl R. Deckard; Board of Regents, The University of Texas System. - Номер заявки № 920580; Заявл. 17.10.1986; Опубл. 05.09.1989, https://www.google.com.ua/patents/US4863538. 2. Пат. 5015424 США, МПК В29С 35/08. Methods and apparatus for production of threedimensional objects by stereolithography / Dennis R. Smalley; 3D Systems Inc. - Номер заявки № 183015; Заявл. 18.04.1988; Опубл. 14.05.1991, https://www.google.com.ua/patents/US5015424. 3. Пат. 5130064 США, МПК В29С 35/08, В29С 41/02, В29С 41/52. Method of making a three dimensional object by stereolithography / Dennis R. Smalley, Charles W. Hull; 3D Systems Inc. Номер заявки № 429435; Заявл. 30.10.1989; Опубл. 14.07.1992, https://www.google.com.ua/patents/US5130064. 4. Пат. 5141680 США, МПК В29С 35/08, В29С 41/02, В29С 41/36. Thermal stereolithography / Thomas A. Almquist, Dennis R. Smalley; 3D Systems Inc. - Номер заявки № 592559; Заявл. 04.10.1990; Опубл. 25.08.1992, https://www.google.com.ua/patents/US5141680. 5. Пат. 5247180 США, МПК В29С 35/08. Stereolithographic apparatus and method of use / Larry D. Mitcham, William E. Nelson; Texas Instruments Incorporated. - Номер заявки № 814859; Заявл. 30.12.1991; Опубл. 21.09.1993, https://www. google.com.ua/patents/US5247180. 6. Пат. 6600965 B1 CILIA, МПК G06F 19/00. Method and apparatus for production of high resolution three-dimensional objects by stereolithography / Charles W. Hull, Stuart T. Spence, David J. Albert and other; 3D Systems Inc. - Номер заявки № 09/236259; Заявл. 26.01.1999; Опубл. 29.07.2003, https://www.google.com.ua/ patents/US6600965. 7. Paul Alexander, Seth Allen, Debasish Dutta, Part orientation and build cost determination in layered manufacturing, Computer-Aided Design, Volume 30, Issue 5, 1998, Pages 343-356, ISSN 0010-4485, http://dx.doi.org/10.1016/S0010-4485(97)00083-3. 8. Cheng W. Multi-objective optimization of part-building orientation in stereolithography / W. Cheng, J.Y.H. Fuh, A.Y.C. Nee, Y.S. Wong, H.T. Loh, T. Miyazawa // Rapid Prototyping J. - 1995. Vol. 1. - № 4. - P. 12-23. 9. Hong S. Byun. Determination of optimal build direction in rapid prototyping with variable slicing / Hong S. Byun, Kwan H. Lee // Int. J. Adv. Manuf. Technol. - 2006. - № 28. - P. 307-313. 10. Hong S. Byun. Optimal part orientation of rapid prototyping using a genetic algorithm / Hong S. Byun, Kwan H. Lee // Proc. of the 34th Int. Conf. on Computers & Industrial Engineering. - 2004. - P. 426-431. 11. Hur J. The development of a CAD environment to determine the preferred build-up direction for layered manufacturing / J. Hur, K. Lee // Int. J. Adv. Manuf. Technol. - 1998. - № 14. - P. 247-254. 12. Lan P.T. Determining fabrication orientations for rapid prototyping with stereolithography apparatus / S.Y. Chou, L.L. Chent, D. Gemmill // Computer-Aided Design. - 1997. - Vol. 29. - № 1. - P. 53-62. 3 UA 117776 U 5 10 15 20 25 13. Massod S.H. A generic algorithm for part orientation system for complex parts in rapid prototyping / S.H. Massod, W. Rattanawong, P. Iovenitti. - J. Mater. Process. Technol. - 2003. - Vol. 139. - № 1-3. - P. 110-116. 14. Pandey P.M. Optimal part deposition orientation in FDM by using a multi-criteria Genetic Algorithm / P.M. Pandey, K. Thrimurtullu, N.V. Reddy // Int. J. of Production Research. - 2004. - Vol. 42. - № 19. - P. 4069-4089. 15. Satyandra K. Gupta. Finding near-optimal build orientations for shape deposition manufacturing / Satyandra K. Gupta, Qi Tian, Lee E. Weiss // Proceedings of the IFIP TC5 WG5.3 Int. Conf. on Sculptured Surface Machining. - 1998. - Vol. 146. - P. 208-216. 16. Singhal S.K. Optimum part deposition orientation in stereolithography / S.K. Singhal, A.P. Pandey, P.M. Pandey, A.K. Nagpal // Computer-Aided Design & Applications. - 2005. - Vol. 2. - № 14. - P. 319-328. 17. Thompson D.C. Optimizing part quality with orientation / D.C. Thompson, R.H. Crawford // Proc. of the Solid Freeform Fabrication Symposium. - 1995. - Vol. 6. - P. 362-368. 18. Thrimurtullu K. Optimal part deposition orientation in fused deposition modeling / K. Thrimurtullu, P.M. Pandey, N.V. Reddy // Int. J. of Machine Tools and Manufacture. - 2003. - Vol. 44. № 6. - P. 585-594. 19. Xu F. Optimal orientation with variable slicing in stereolithography / F. Xu, Y.S. Wong, H.T. Loh, J.Y.H. Fuh, T. Miyazawa // Rapid Prototyping J. - 1997. - Vol. 3. - № 3. - P. 76-88. 20. Paramita Das, Ramya Chandran, Rutuja Samant, Sam Anand, Optimum Part Build Orientation in Additive Manufacturing for Minimizing Part Errors and Support Structures, Procedia Manufacturing, Volume 1, 2015, Pages 343-354, ISSN 2351-9789, http://dx.doi.Org/10.1016/j.promfg.2015.09.041. 21. Jayanth Majhi, Ravi Janardan, Michiel Smid, Jorg Schwerdt. Multi-criteria geometric optimization problems in layered manufacturing. Proceedings of the fourteenth annual symposium on Computational geometry, Pages 19-28, ACM New York, NY, USA, 1998. ISBN: 0-89791-973-4. 22. Пат. 54398 U УКРАЇНА, МПК В29С 35/08, B29C 41/02, G06F 17/50, G06F 19/00. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі / Абдурайімов Л.Н., Чернишов С.І., Доброскок В.Л., Вітязєв Ю.Б.; заявник і патентовласник Нац. техн. ун-т "Харківський політехн. ін-т". - № u201004548; Заявл. 19.04.2010; Опубл. 10.11.2010, Бюл. № 21. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб пошарової побудови виробів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу на робочій платформі, періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують орієнтацію виробу на платформі на основі його тріангуляційної моделі при мінімізації функції: n F min Si , 1 j m i 1 де S i - площа трикутників, нормалі яких утворюють з вектором побудови кут i 0 , max ; max - максимальне значення кута обмеженого допустимою похибкою формоутворення 40 45 cos max hmin або max 30 , 45 ; - допустима похибка формоутворення; hmin мінімальна величина кроку побудови, обмежена технологічними можливостями установки або необхідними фізико-механічними властивостями виробу; m - загальна кількість варіантів орієнтації виробу на робочій платформі (якщо присутні плоскі поверхні, то варіанти орієнтації визначаються за умовою їх розташування перпендикулярно вектору побудови, тобто модуль скалярного добутку векторів Ni Z 1 ; n - загальна кількість граней тріангуляційної моделі; Ni - одиничний нормальний вектор і-ї грані тріангуляційної моделі; Z - одиничний вектор побудови виробу. 4 UA 117776 U 5 UA 117776 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G06F 17/50, G06F 19/00, B29C 35/08
Мітки: пошарової, виробів, спосіб, побудови, базі, тріангуляційної, моделі
Код посилання
<a href="https://ua.patents.su/8-117776-sposib-posharovo-pobudovi-virobiv-na-bazi-triangulyacijjno-3d-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі</a>
Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3d моделі
Номер патенту: 117760
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: B29C 35/08, B29C 41/02, G06F 19/00, G06F 17/50
Мітки: базі, моделі, виробів, пошарової, декомпозиції, вихідної, структурної, спосіб, побудови, тріангуляційної
Формула / Реферат:
Спосіб пошарової побудови виробів на базі структурної декомпозиції вихідної тріангуляційної 3D моделі, що включає попереднє розбиття виробів на частини, розміщення частин виробу на платформі установки, періодичне опускання платформи на задану величину кроку побудови, подальше формування шарів матеріалу і складання в готовий виріб, який відрізняється тим, що визначають кути повороту виробу для орієнтації та варіанти декомпозиції в процесі...
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної моделі
Номер патенту: 117764
Опубліковано: 10.07.2017
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович
МПК: B29C 35/08, G06F 17/50
Мітки: тріангуляційної, змінною, товщиною, пошарової, спосіб, шарів, базі, побудови, моделі, виробів
Формула / Реферат:
Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної 3D моделі, що включає орієнтацію виробу плоскими поверхнями перпендикулярно напрямку побудови, періодичне опускання столу на змінну величину кроку побудови і подальше формування шарів, який відрізняється тим, що величину кроку побудови для шарів, найближчих до плоских поверхонь виробу, перпендикулярних напрямку побудови, коригують за наступним...
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 54398
Опубліковано: 10.11.2010
Автори: Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович, Чернишов Сергій Іванович, Абдурайімов Ленмар Нариманович
МПК: G06F 17/50, B29C 41/02, B29C 35/08, G06F 19/00
Мітки: виробів, вихідної, пошарової, моделі, тріангуляційної, спосіб, базі, побудови
Формула / Реферат:
1. Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає установку виробу на робочій платформі, періодичне опускання столу на величину кроку побудови і наступне формування його шарів, який відрізняється тим, що для підвищення точності формоутворення і зменшення припуску під остаточну обробку, вироби орієнтуються на платформі таким чином, щоб сума площ трикутників тріангуляційної моделі, нормалі яких...
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Абдурайімов Ленмар Нариманович, Вітязєв Юрій Борисович, Чернишов Сергій Іванович, Доброскок Володимир Ленінмирович
МПК: B29C 35/08, G06F 17/50, B29C 41/02
Мітки: моделі, вихідної, тріангуляційної, пошарової, спосіб, виробів, побудови, базі
Формула / Реферат:
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:де hi - величина кроку побудови на i-ому етапі опускання столу;
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3d моделі
Номер патенту: 117759
Опубліковано: 10.07.2017
Автори: Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович
МПК: B29C 41/02, G06F 19/00, G06F 17/50, B29C 35/08
Мітки: пошарової, побудови, використанням, спосіб, лазерного, тріангуляційної, базі, тепла, моделі, виробів, джерела
Формула / Реферат:
Спосіб пошарової побудови виробів з використанням лазерного джерела тепла на базі тріангуляційної 3D моделі, що включає періодичне опускання платформи на величину кроку побудови і подальше формування шарів, який відрізняється тим, що виконують розподіл шарів матеріалу на послідовні групи, за умови:,де
Попередній патент: Склад для борування сталевих виробів
Наступний патент: Спосіб пошарової побудови виробів на базі тріангуляційної 3d моделі за багатопрохідною стратегією обробки лазерним промінням
Випадковий патент: Спосіб визначення вмісту крохмалю в калі корів