Установка для електрогідравлічного штампування
Номер патенту: 122974
Опубліковано: 12.02.2018
Автори: Зінченко Анастасія Русланівна, Князєв Михайло Климович


Формула / Реферат
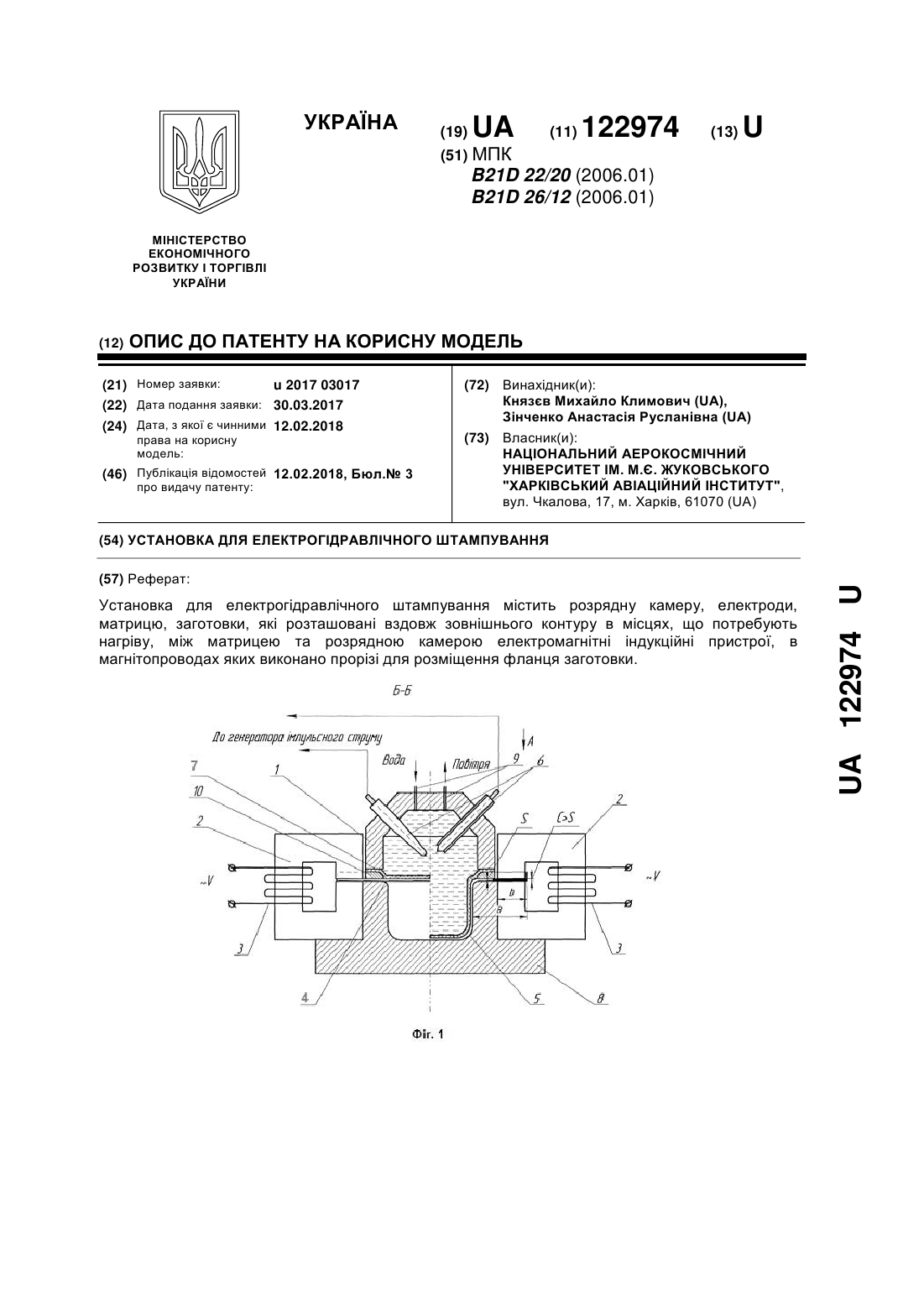
Установка для електрогідравлічного штампування, що містить розрядну камеру, електроди, матрицю, яка відрізняється тим, що має розташовані вздовж зовнішнього контуру заготовки в місцях, що потребують нагріву, між матрицею та розрядною камерою електромагнітні індукційні пристрої, в магнітопроводах яких виконано прорізі для розміщення фланця заготовки.
Текст
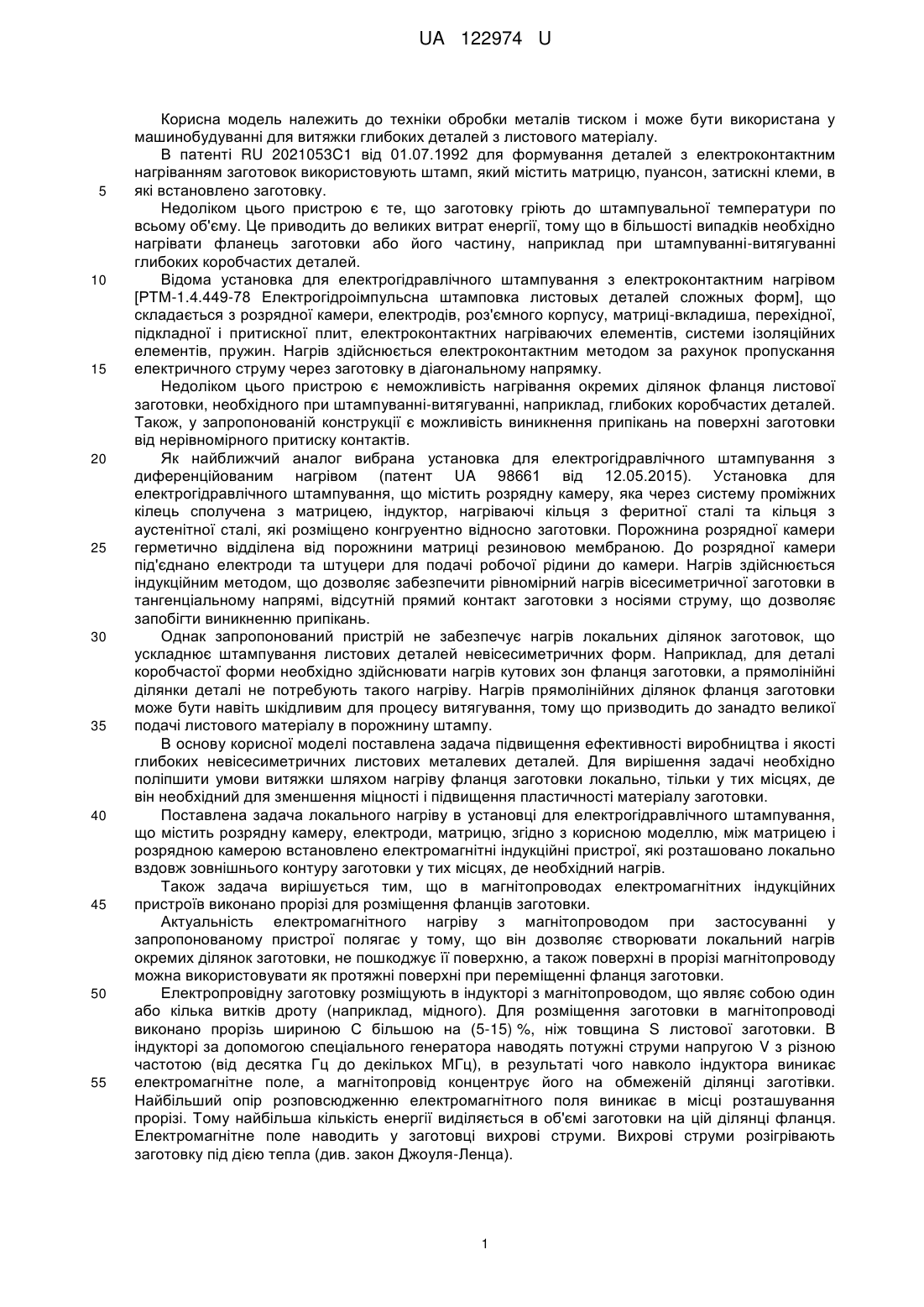
Реферат: Установка для електрогідравлічного штампування містить розрядну камеру, електроди, матрицю, заготовки, які розташовані вздовж зовнішнього контуру в місцях, що потребують нагріву, між матрицею та розрядною камерою електромагнітні індукційні пристрої, в магнітопроводах яких виконано прорізі для розміщення фланця заготовки. UA 122974 U (54) УСТАНОВКА ДЛЯ ЕЛЕКТРОГІДРАВЛІЧНОГО ШТАМПУВАННЯ UA 122974 U UA 122974 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до техніки обробки металів тиском і може бути використана у машинобудуванні для витяжки глибоких деталей з листового матеріалу. В патенті RU 2021053C1 від 01.07.1992 для формування деталей з електроконтактним нагріванням заготовок використовують штамп, який містить матрицю, пуансон, затискні клеми, в які встановлено заготовку. Недоліком цього пристрою є те, що заготовку гріють до штампувальної температури по всьому об'єму. Це приводить до великих витрат енергії, тому що в більшості випадків необхідно нагрівати фланець заготовки або його частину, наприклад при штампуванні-витягуванні глибоких коробчастих деталей. Відома установка для електрогідравлічного штампування з електроконтактним нагрівом [РТМ-1.4.449-78 Електрогідроімпульсна штамповка листовых деталей сложных форм], що складається з розрядної камери, електродів, роз'ємного корпусу, матриці-вкладиша, перехідної, підкладної і притискної плит, електроконтактних нагріваючих елементів, системи ізоляційних елементів, пружин. Нагрів здійснюється електроконтактним методом за рахунок пропускання електричного струму через заготовку в діагональному напрямку. Недоліком цього пристрою є неможливість нагрівання окремих ділянок фланця листової заготовки, необхідного при штампуванні-витягуванні, наприклад, глибоких коробчастих деталей. Також, у запропонованій конструкції є можливість виникнення припікань на поверхні заготовки від нерівномірного притиску контактів. Як найближчий аналог вибрана установка для електрогідравлічного штампування з диференційованим нагрівом (патент UA 98661 від 12.05.2015). Установка для електрогідравлічного штампування, що містить розрядну камеру, яка через систему проміжних кілець сполучена з матрицею, індуктор, нагріваючі кільця з феритної сталі та кільця з аустенітної сталі, які розміщено конгруентно відносно заготовки. Порожнина розрядної камери герметично відділена від порожнини матриці резиновою мембраною. До розрядної камери під'єднано електроди та штуцери для подачі робочої рідини до камери. Нагрів здійснюється індукційним методом, що дозволяє забезпечити рівномірний нагрів вісесиметричної заготовки в тангенціальному напрямі, відсутній прямий контакт заготовки з носіями струму, що дозволяє запобігти виникненню припікань. Однак запропонований пристрій не забезпечує нагрів локальних ділянок заготовок, що ускладнює штампування листових деталей невісесиметричних форм. Наприклад, для деталі коробчастої форми необхідно здійснювати нагрів кутових зон фланця заготовки, а прямолінійні ділянки деталі не потребують такого нагріву. Нагрів прямолінійних ділянок фланця заготовки може бути навіть шкідливим для процесу витягування, тому що призводить до занадто великої подачі листового матеріалу в порожнину штампу. В основу корисної моделі поставлена задача підвищення ефективності виробництва і якості глибоких невісесиметричних листових металевих деталей. Для вирішення задачі необхідно поліпшити умови витяжки шляхом нагріву фланця заготовки локально, тільки у тих місцях, де він необхідний для зменшення міцності і підвищення пластичності матеріалу заготовки. Поставлена задача локального нагріву в установці для електрогідравлічного штампування, що містить розрядну камеру, електроди, матрицю, згідно з корисною моделлю, між матрицею і розрядною камерою встановлено електромагнітні індукційні пристрої, які розташовано локально вздовж зовнішнього контуру заготовки у тих місцях, де необхідний нагрів. Також задача вирішується тим, що в магнітопроводах електромагнітних індукційних пристроїв виконано прорізі для розміщення фланців заготовки. Актуальність електромагнітного нагріву з магнітопроводом при застосуванні у запропонованому пристрої полягає у тому, що він дозволяє створювати локальний нагрів окремих ділянок заготовки, не пошкоджує її поверхню, а також поверхні в прорізі магнітопроводу можна використовувати як протяжні поверхні при переміщенні фланця заготовки. Електропровідну заготовку розміщують в індукторі з магнітопроводом, що являє собою один або кілька витків дроту (наприклад, мідного). Для розміщення заготовки в магнітопроводі виконано прорізь шириною С більшою на (5-15) %, ніж товщина S листової заготовки. В індукторі за допомогою спеціального генератора наводять потужні струми напругою V з різною частотою (від десятка Гц до декількох МГц), в результаті чого навколо індуктора виникає електромагнітне поле, а магнітопровід концентрує його на обмеженій ділянці заготівки. Найбільший опір розповсюдженню електромагнітного поля виникає в місці розташування прорізі. Тому найбільша кількість енергії виділяється в об'ємі заготовки на цій ділянці фланця. Електромагнітне поле наводить у заготовці вихрові струми. Вихрові струми розігрівають заготовку під дією тепла (див. закон Джоуля-Ленца). 1 UA 122974 U 5 10 15 20 25 На Фіг. 1 зображено установку для електрогідравлічного штампування з локальним електромагнітним нагрівом (переріз Б-Б); на Фіг. 2 - вид А зверху без розрядної камери і гумової мембрани. Установка електрогідравлічного штампування містить розрядну камеру 1, що через притискну плиту 10 і гумову мембрану 7 сполучена з матрицею 8. Індуктор 3 і магнітопровід 2 розміщені в спеціальних виїмках, зроблених в матриці 8 і притискній плиті 10 за формою і розмірами магнітопроводу 2 таким чином, щоб прорізі магнітопроводів 2 знаходились на рівні протяжної поверхні матриці 8. Кількість і розташування виїмок з магнітопроводами по контуру заготовки визначається кількістю і розташуванням ділянок заготовки, які потребують нагріву. Листову заготовку 4 розміщують між притискною плитою 10 і матрицею 8. При цьому фланець заготівки розміщують в прорізі магнітопроводів 2. Глибину виїмок b виконують таким чином, щоб забезпечити ефективність локального нагріву фланця b=(0,5-0,7)В, де В - ширина фланця в місці нагріву. При цьому площа поперечного перерізу магнітопроводу має бути такою, щоб накривати ділянку нагріву від зовнішнього краю фланця заготівки до глибини b. Ширину ділянки нагріву d=(1,0-2,0)b призначають в залежності від геометричних параметрів листової деталі і властивостей металевого матеріалу листової заготовки. Порожнина розрядної камери 1 герметично відділена від порожнини матриці резиновою мембраною 7. До розрядної камери 1 під'єднано електроди 6 та штуцери 9 для подачі до камери робочої рідини і видалення повітря. Установка працює наступним чином. На матрицю 8 встановлюють листову заготовку 4, а потім - магнітопроводи 2 з індукторами 3. Магнітопроводи встановлюють у виїмки матриці таким чином, щоби фланець заготовки знаходився в прорізі С. Отриману конструкцію притискують до розрядної камери 1 через притискну плиту 10 і мембрану 7. Розрядну камеру 1 через штуцер 9 наповнюють робочою рідиною. Індуктори 3 здійснюють електромагнітний нагрів тих частин заготовки 4, які того потребують, до оптимальної температури деформування. Потрібні температури отримують шляхом зміни тривалості нагрівання. Після цього виконують штампування-витяжку заготовки 4 шляхом виконання одного чи декількох розрядів енергії між електродами 6, які генерують імпульси високого тиску в робочій рідині. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Установка для електрогідравлічного штампування, що містить розрядну камеру, електроди, матрицю, яка відрізняється тим, що має розташовані вздовж зовнішнього контуру заготовки в місцях, що потребують нагріву, між матрицею та розрядною камерою електромагнітні індукційні пристрої, в магнітопроводах яких виконано прорізі для розміщення фланця заготовки. 2 UA 122974 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 22/20, B21D 26/12
Мітки: штампування, установка, електрогідравлічного
Код посилання
<a href="https://ua.patents.su/5-122974-ustanovka-dlya-elektrogidravlichnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Установка для електрогідравлічного штампування</a>
Установка для електрогідравлічного штампування з диференційованим нагрівом
Номер патенту: 98661
Опубліковано: 12.05.2015
Автори: Князєв Михайло Климович, Тимошенко Михайло Павлович
МПК: B21D 26/00, B21D 22/00
Мітки: електрогідравлічного, нагрівом, диференційованим, установка, штампування
Формула / Реферат:
Установка для електрогідравлічного штампування з диференційованим нагрівом, що містить розрядну камеру, електроди, матрицю, яка відрізняється тим, що має між матрицею та розрядною камерою систему виготовлених з матеріалів з різними тепловими властивостями коаксіально встановлених проміжних кілець, зовнішня пара яких встановлена з можливістю нагріву від індуктора та має необхідну для досягнення заданого поля температур геометрію стику з...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 54208
Опубліковано: 25.10.2010
Автори: Тищенко Федір Миколайович, Старков Микола Володимирович, Стрелковська Людмила Іванівна
МПК: B21D 26/00
Мітки: електрогідравлічного, імпульсного, штампування, пристрій
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного штампування, що містить прокачувану водою розрядну камеру з електродною системою та ущільненням, встановленим на її притискній поверхні, розташовану під нею матрицю з отворами в нижній частині для виходу повітря в атмосферу, і заготовку, розташовану між розрядною камерою й матрицею, який відрізняється тим, що він оснащений компресором і редукційним пневмоклапаном для подачі стисненого повітря від...
Спосіб імпульсного електрогідравлічного штампування
Номер патенту: 115788
Опубліковано: 25.04.2017
Автор: Косенков Віктор Михайлович
МПК: B21D 26/12
Мітки: імпульсного, електрогідравлічного, спосіб, штампування
Формула / Реферат:
Спосіб імпульсного електрогідравлічного штампування, що включає вплив імпульсів тиску рідини на заготовку в матриці, при здійсненні високовольтних імпульсних розрядів із заданою енергією в розрядній камері між електродами, які розміщені над поверхнею заготовки на відстані міжелектродного проміжку в обмеженій порожнині, що відкрита з боку заготовки, який відрізняється тим, що попередньо визначають об'єм обмеженої порожнини, в якій розміщені...
Пристрій для імпульсного електрогідравлічного штампування

Номер патенту: 116959
Опубліковано: 12.06.2017
Автори: Бичков Володимир Михайлович, Косенков Віктор Михайлович, Тищенко Федір Миколайович
МПК: B21D 26/12
Мітки: імпульсного, пристрій, електрогідравлічного, штампування
Формула / Реферат:
Пристрій для імпульсного електрогідравлічного штампування, що містить заповнену рідиною розрядну камеру з низьковольтним та високовольтним електродами, підключеними до генератора імпульсних струмів, ізолятор високовольтного електрода, який виконано у вигляді пружної електроізоляційної оболонки, що покриває бічну поверхню високовольтного електрода, частину якого розміщено поза корпусу розрядної камери, який відрізняється тим, що він оснащений...
Пристрій для імпульсного електрогідравлічного штампування
Номер патенту: 87866
Опубліковано: 25.02.2014
Автори: Аврамець Данило Ростиславович, Косенков Віктор Михайлович
МПК: B21D 26/12
Мітки: пристрій, штампування, електрогідравлічного, імпульсного
Формула / Реферат:
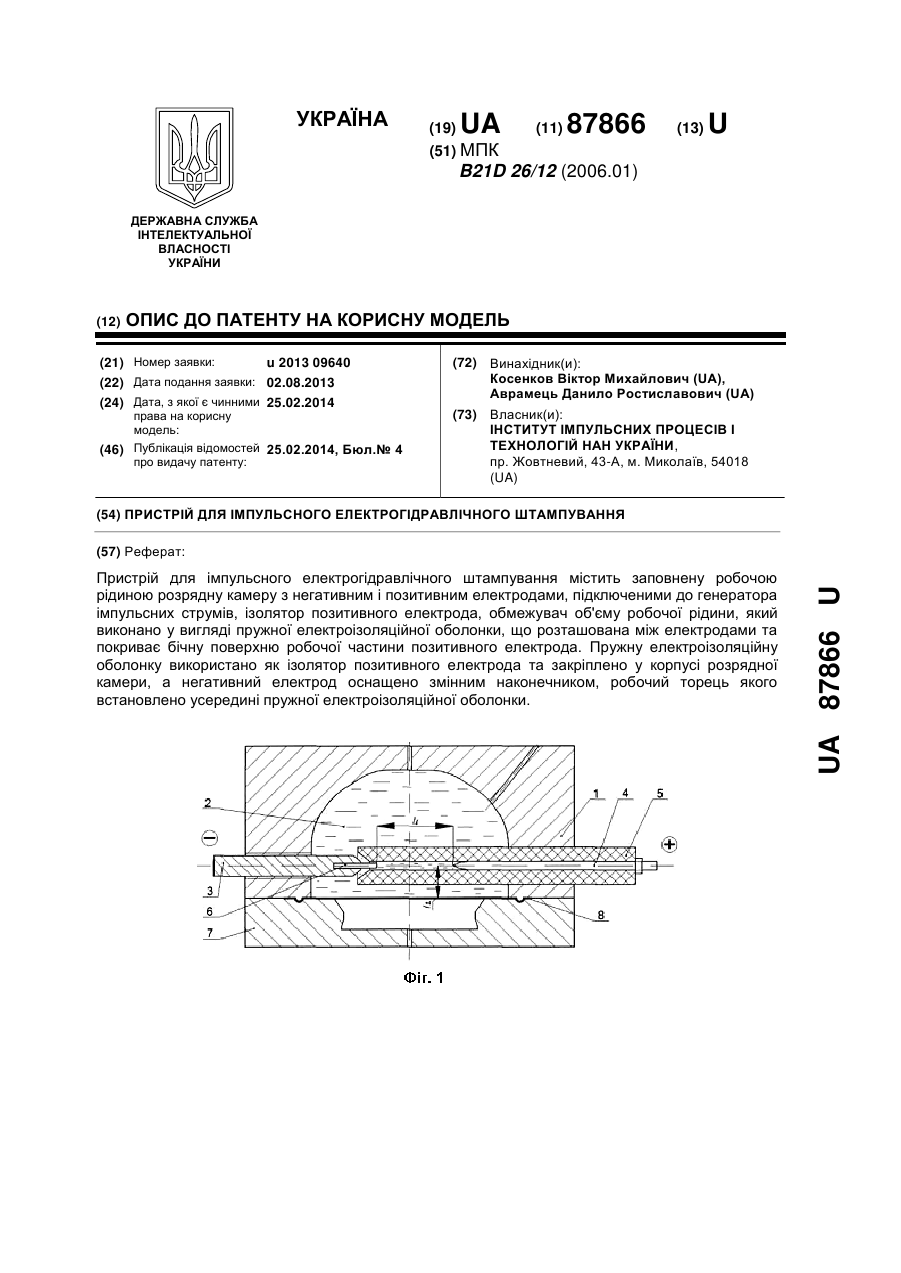
Пристрій для імпульсного електрогідравлічного штампування, що містить заповнену робочою рідиною розрядну камеру з негативним і позитивним електродами, підключеними до генератора імпульсних струмів, ізолятор позитивного електрода, обмежувач об'єму робочої рідини, який виконано у вигляді пружної електроізоляційної оболонки, що розташована між електродами та покриває бічну поверхню робочої частини позитивного електрода, який відрізняється тим,...
Попередній патент: Гідроножиці
Наступний патент: Пристрій для вимірювання крутного моменту на обертових валах натурних промислових установок
Випадковий патент: Модифікований спосіб отримання сполуки з потенційними фізіологічними властивостями 1,1-діетилкарбокси-2-трифторметил-2-(5'-бромуридил-1')-етилен