Штамп для відрізки прокату з диференційованим затиском
Номер патенту: 25552
Опубліковано: 30.10.1998
Автори: Тарасов Олександр Федорович, Карнаух Сергій Григорович, Роганов Левко Леонідович
Формула / Реферат
Штамп для отрезки проката с дифференцированным зажимом содержит корпус, две пары взаимно и попарно подпружиненных ножевых вкладышей, установленных с возможностью взаимодействия по клиновым поверхностям с двумя подпружиненными ползушками, одна из которых, ведущая, контактирует с клиновой поверхностью клина, перемещаемого от ползуна пресса, а вторая, ведомая ползушка, установлена в направляющих, ориентирующих перемещение ее только в горизонтальном направлении, ползушки связаны с помощью механической связи, выполненной с возможностью совместного горизонтального смещения в направлении ножевых вкладышей и вертикального смещения ведущей ползушки относительно ведомой вдоль направляющих, при этом ведущая ползушка подпружинена с помощью буфера, а ножевые вкладыши в осевом направлении расположены между задвижкой и клином, их совместная плоскость реза размещена в пазах, выполненных в ползушках, отличающийся тем, что корпус содержит две опорные и две поперечные плиты, соединенные с помощью шпилек таким образом, что поперечные плиты установлены по краям в прямоугольных глухих выборках опорных плит, а ведущая и ведомая ползушки имеют замкнутую форму с ребром жесткости и установлены непосредственно в направляющих корпуса, при этом к ведущей ползушке с двух сторон прикреплены два буфера, выполненные в виде двух сварных рам с упругими элементами, расположенными симметрично на шпильках с возможностью регулировки предварительного сжатия буфера и определяющих начальное положение ведущей ползушки.
Текст
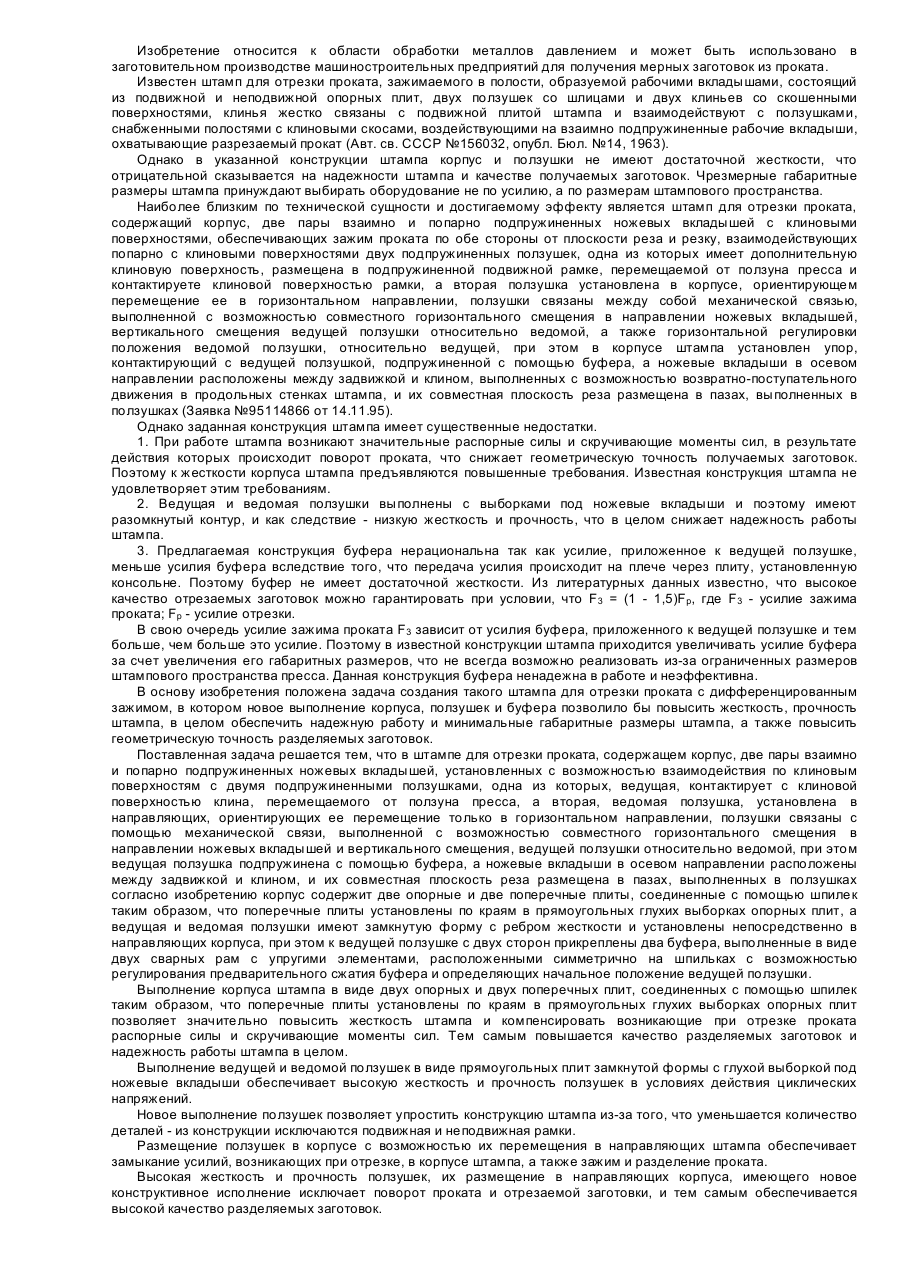
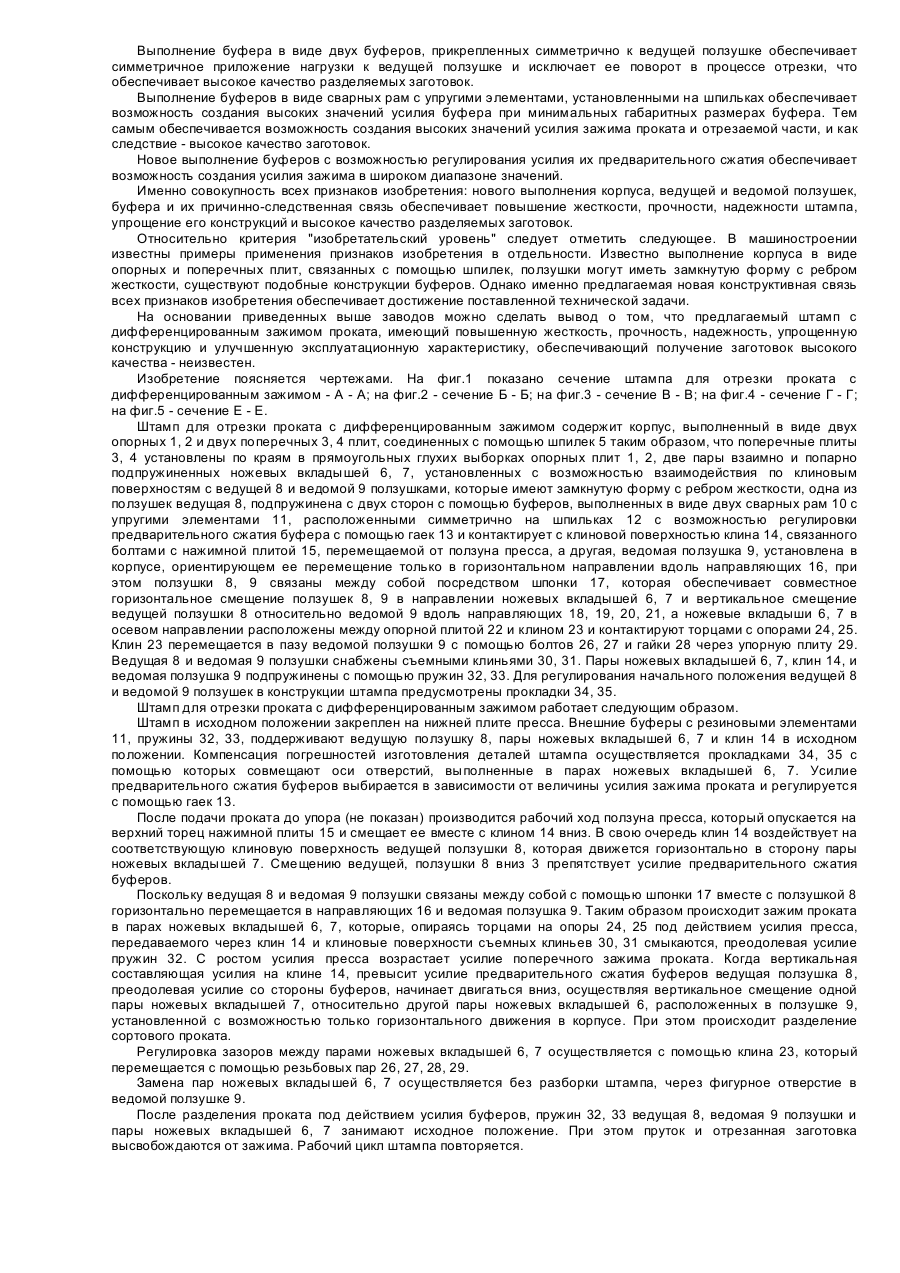
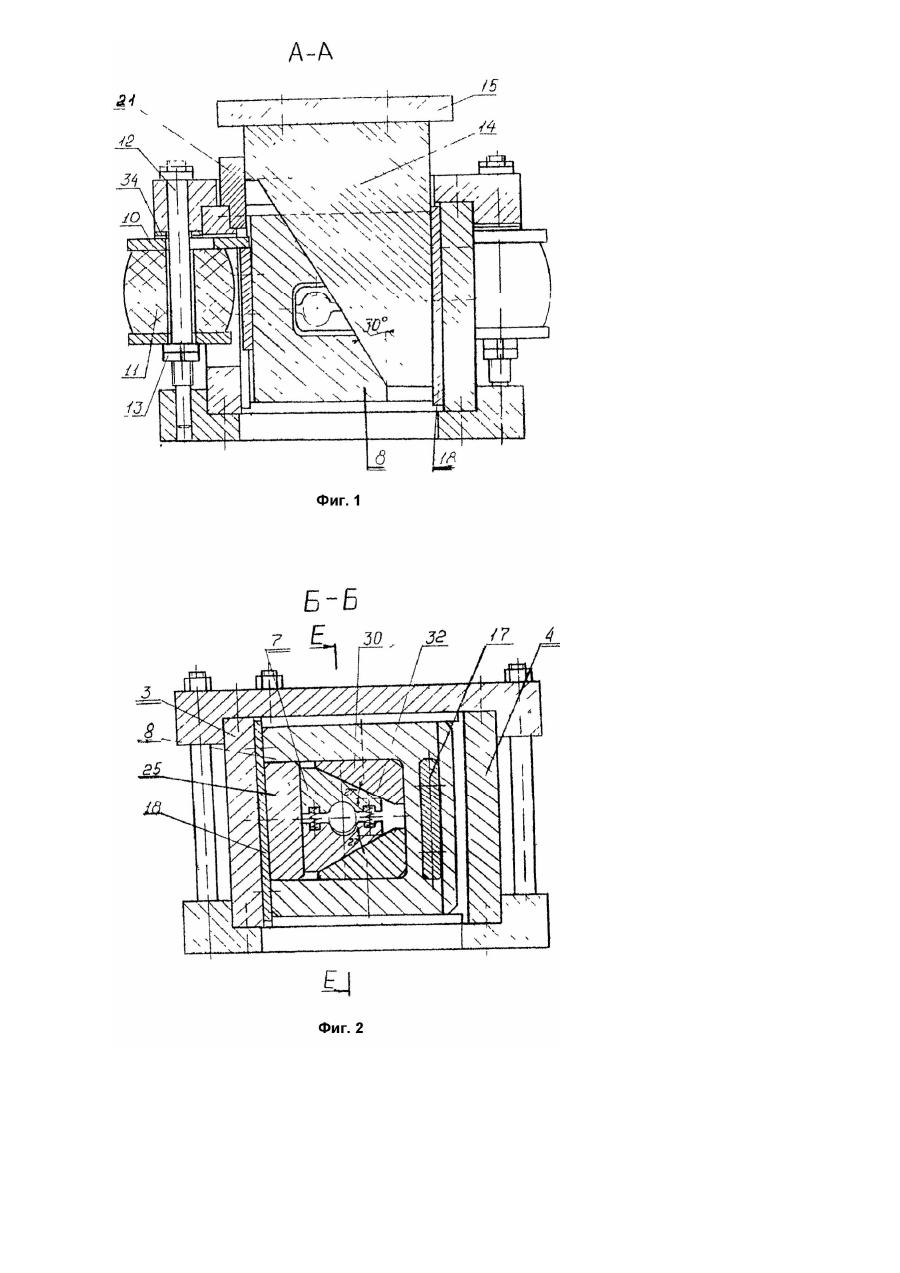
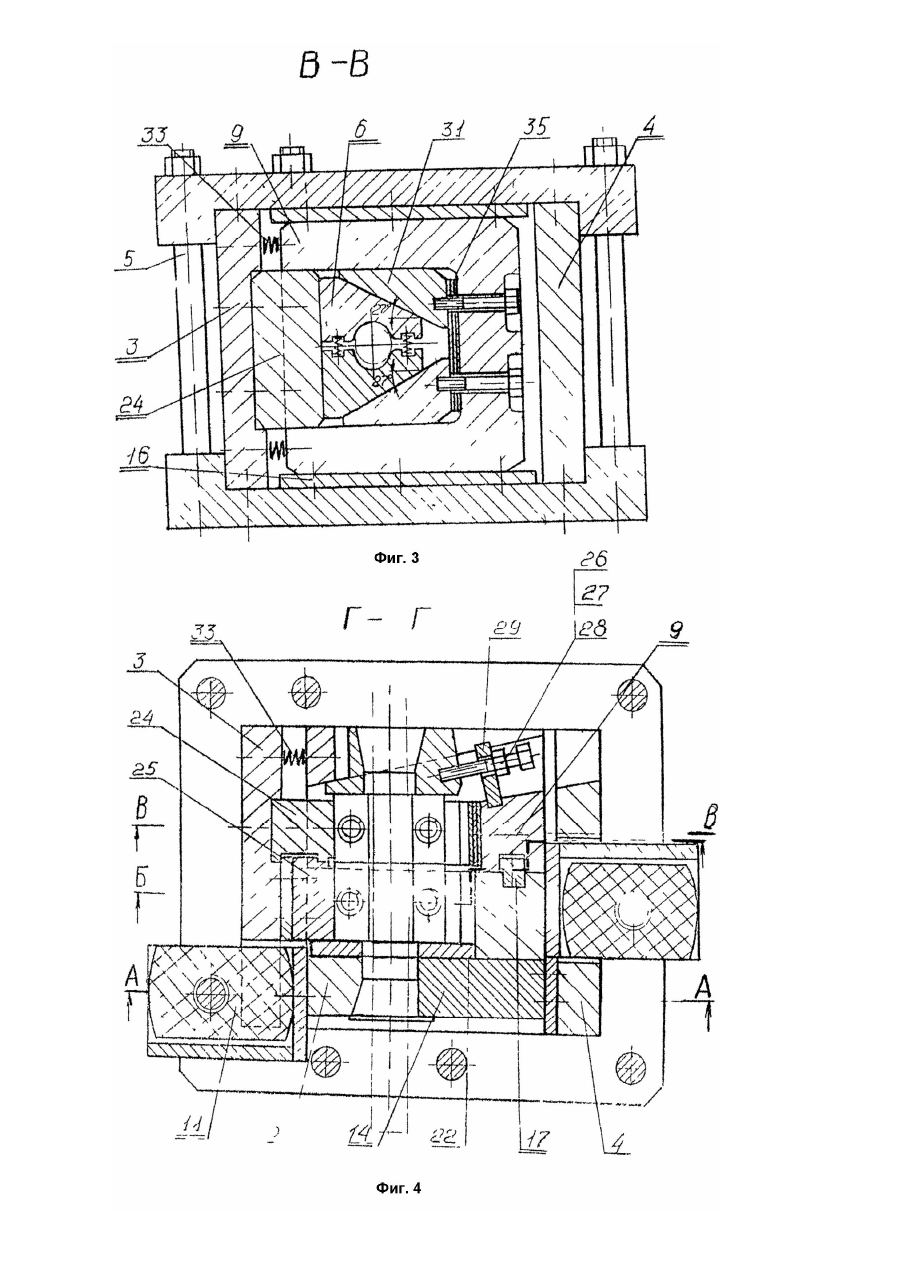
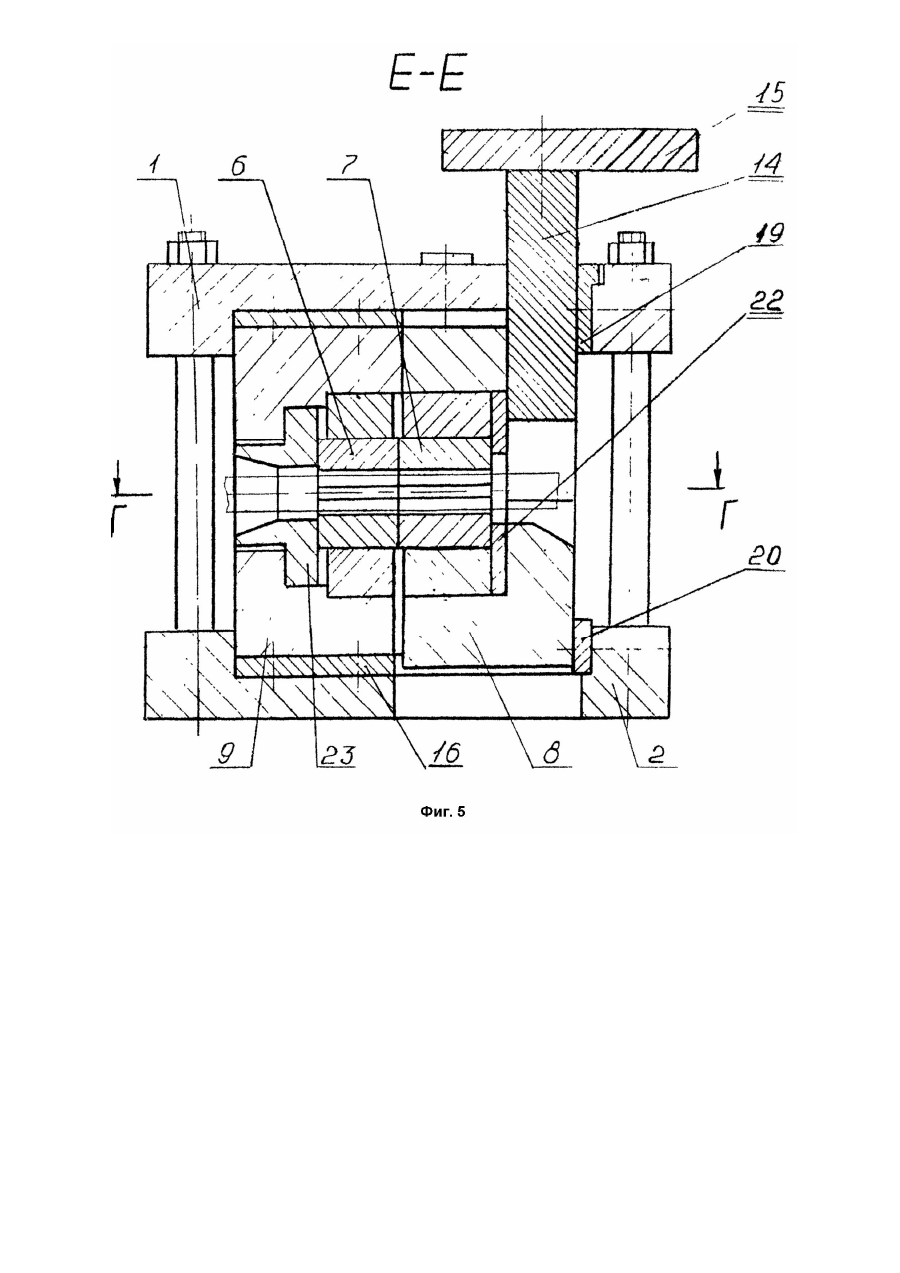
Изобретение относится к области обработки металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для получения мерных заготовок из проката. Известен штамп для отрезки проката, зажимаемого в полости, образуемой рабочими вкладышами, состоящий из подвижной и неподвижной опорных плит, двух ползушек со шлицами и двух клиньев со скошенными поверхностями, клинья жестко связаны с подвижной плитой штампа и взаимодействуют с ползушками, снабженными полостями с клиновыми скосами, воздействующими на взаимно подпружиненные рабочие вкладыши, охватывающие разрезаемый прокат (Авт. св. СССР №156032, опубл. Бюл. №14, 1963). Однако в указанной конструкции штампа корпус и ползушки не имеют достаточной жесткости, что отрицательной сказывается на надежности штампа и качестве получаемых заготовок. Чрезмерные габаритные размеры штампа принуждают выбирать оборудование не по усилию, а по размерам штампового пространства. Наиболее близким по технической сущности и достигаемому эффекту является штамп для отрезки проката, содержащий корпус, две пары взаимно и попарно подпружиненных ножевых вкладышей с клиновыми поверхностями, обеспечивающих зажим проката по обе стороны от плоскости реза и резку, взаимодействующих попарно с клиновыми поверхностями двух подпружиненных ползушек, одна из которых имеет дополнительную клиновую поверхность, размещена в подпружиненной подвижной рамке, перемещаемой от ползуна пресса и контактируете клиновой поверхностью рамки, а вторая ползушка установлена в корпусе, ориентирующем перемещение ее в горизонтальном направлении, ползушки связаны между собой механической связью, выполненной с возможностью совместного горизонтального смещения в направлении ножевых вкладышей, вертикального смещения ведущей ползушки относительно ведомой, а также горизонтальной регулировки положения ведомой ползушки, относительно ведущей, при этом в корпусе штампа установлен упор, контактирующий с ведущей ползушкой, подпружиненной с помощью буфера, а ножевые вкладыши в осевом направлении расположены между задвижкой и клином, выполненных с возможностью возвратно-поступательного движения в продольных стенках штампа, и их совместная плоскость реза размещена в пазах, выполненных в ползушках (Заявка №95114866 от 14.11.95). Однако заданная конструкция штампа имеет существенные недостатки. 1. При работе штампа возникают значительные распорные силы и скручивающие моменты сил, в результате действия которых происходит поворот проката, что снижает геометрическую точность получаемых заготовок. Поэтому к жесткости корпуса штампа предъявляются повышенные требования. Известная конструкция штампа не удовлетворяет этим требованиям. 2. Ведущая и ведомая ползушки выполнены с выборками под ножевые вкладыши и поэтому имеют разомкнутый контур, и как следствие - низкую жесткость и прочность, что в целом снижает надежность работы штампа. 3. Предлагаемая конструкция буфера нерациональна так как усилие, приложенное к ведущей ползушке, меньше усилия буфера вследствие того, что передача усилия происходит на плече через плиту, установленную консольне. Поэтому буфер не имеет достаточной жесткости. Из литературных данных известно, что высокое качество отрезаемых заготовок можно гарантировать при условии, что F3 = (1 - 1,5)Fp, где F3 - усилие зажима проката; Fp - усилие отрезки. В свою очередь усилие зажима проката F3 зависит от усилия буфера, приложенного к ведущей ползушке и тем больше, чем больше это усилие. Поэтому в известной конструкции штампа приходится увеличивать усилие буфера за счет увеличения его габаритных размеров, что не всегда возможно реализовать из-за ограниченных размеров штампового пространства пресса. Данная конструкция буфера ненадежна в работе и неэффективна. В основу изобретения положена задача создания такого штампа для отрезки проката с дифференцированным зажимом, в котором новое выполнение корпуса, ползушек и буфера позволило бы повысить жесткость, прочность штампа, в целом обеспечить надежную работу и минимальные габаритные размеры штампа, а также повысить геометрическую точность разделяемых заготовок. Поставленная задача решается тем, что в штампе для отрезки проката, содержащем корпус, две пары взаимно и попарно подпружиненных ножевых вкладышей, установленных с возможностью взаимодействия по клиновым поверхностям с двумя подпружиненными ползушками, одна из которых, ведущая, контактирует с клиновой поверхностью клина, перемещаемого от ползуна пресса, а вторая, ведомая ползушка, установлена в направляющих, ориентирующих ее перемещение только в горизонтальном направлении, ползушки связаны с помощью механической связи, выполненной с возможностью совместного горизонтального смещения в направлении ножевых вкладышей и вертикального смещения, ведущей ползушки относительно ведомой, при этом ведущая ползушка подпружинена с помощью буфера, а ножевые вкладыши в осевом направлении расположены между задвижкой и клином, и их совместная плоскость реза размещена в пазах, выполненных в ползушках согласно изобретению корпус содержит две опорные и две поперечные плиты, соединенные с помощью шпилек таким образом, что поперечные плиты установлены по краям в прямоугольных глухих выборках опорных плит, а ведущая и ведомая ползушки имеют замкнутую форму с ребром жесткости и установлены непосредственно в направляющих корпуса, при этом к ведущей ползушке с двух сторон прикреплены два буфера, выполненные в виде двух сварных рам с упругими элементами, расположенными симметрично на шпильках с возможностью регулирования предварительного сжатия буфера и определяющих начальное положение ведущей ползушки. Выполнение корпуса штампа в виде двух опорных и двух поперечных плит, соединенных с помощью шпилек таким образом, что поперечные плиты установлены по краям в прямоугольных глухих выборках опорных плит позволяет значительно повысить жесткость штампа и компенсировать возникающие при отрезке проката распорные силы и скручивающие моменты сил. Тем самым повышается качество разделяемых заготовок и надежность работы штампа в целом. Выполнение ведущей и ведомой ползушек в виде прямоугольных плит замкнутой формы с глухой выборкой под ножевые вкладыши обеспечивает высокую жесткость и прочность ползушек в условиях действия циклических напряжений. Новое выполнение ползушек позволяет упростить конструкцию штампа из-за того, что уменьшается количество деталей - из конструкции исключаются подвижная и неподвижная рамки. Размещение ползушек в корпусе с возможностью их перемещения в направляющих штампа обеспечивает замыкание усилий, возникающих при отрезке, в корпусе штампа, а также зажим и разделение проката. Высокая жесткость и прочность ползушек, их размещение в направляющих корпуса, имеющего новое конструктивное исполнение исключает поворот проката и отрезаемой заготовки, и тем самым обеспечивается высокой качество разделяемых заготовок. Выполнение буфера в виде двух буферов, прикрепленных симметрично к ведущей ползушке обеспечивает симметричное приложение нагрузки к ведущей ползушке и исключает ее поворот в процессе отрезки, что обеспечивает высокое качество разделяемых заготовок. Выполнение буферов в виде сварных рам с упругими элементами, установленными на шпильках обеспечивает возможность создания высоких значений усилия буфера при минимальных габаритных размерах буфера. Тем самым обеспечивается возможность создания высоких значений усилия зажима проката и отрезаемой части, и как следствие - высокое качество заготовок. Новое выполнение буферов с возможностью регулирования усилия их предварительного сжатия обеспечивает возможность создания усилия зажима в широком диапазоне значений. Именно совокупность всех признаков изобретения: нового выполнения корпуса, ведущей и ведомой ползушек, буфера и их причинно-следственная связь обеспечивает повышение жесткости, прочности, надежности штампа, упрощение его конструкций и высокое качество разделяемых заготовок. Относительно критерия "изобретательский уровень" следует отметить следующее. В машиностроении известны примеры применения признаков изобретения в отдельности. Известно выполнение корпуса в виде опорных и поперечных плит, связанных с помощью шпилек, ползушки могут иметь замкнутую форму с ребром жесткости, существуют подобные конструкции буферов. Однако именно предлагаемая новая конструктивная связь всех признаков изобретения обеспечивает достижение поставленной технической задачи. На основании приведенных выше заводов можно сделать вывод о том, что предлагаемый штамп с дифференцированным зажимом проката, имеющий повышенную жесткость, прочность, надежность, упрощенную конструкцию и улучшенную эксплуатационную характеристику, обеспечивающий получение заготовок высокого качества - неизвестен. Изобретение поясняется чертежами. На фиг.1 показано сечение штампа для отрезки проката с дифференцированным зажимом - А - А; на фиг.2 - сечение Б - Б; на фиг.3 - сечение В - В; на фиг.4 - сечение Г - Г; на фиг.5 - сечение Е - Е. Штамп для отрезки проката с дифференцированным зажимом содержит корпус, выполненный в виде двух опорных 1, 2 и двух поперечных 3, 4 плит, соединенных с помощью шпилек 5 таким образом, что поперечные плиты 3, 4 установлены по краям в прямоугольных глухих выборках опорных плит 1, 2, две пары взаимно и попарно подпружиненных ножевых вкладышей 6, 7, установленных с возможностью взаимодействия по клиновым поверхностям с ведущей 8 и ведомой 9 ползушками, которые имеют замкнутую форму с ребром жесткости, одна из ползушек ведущая 8, подпружинена с двух сторон с помощью буферов, выполненных в виде двух сварных рам 10 с упругими элементами 11, расположенными симметрично на шпильках 12 с возможностью регулировки предварительного сжатия буфера с помощью гаек 13 и контактирует с клиновой поверхностью клина 14, связанного болтами с нажимной плитой 15, перемещаемой от ползуна пресса, а другая, ведомая ползушка 9, установлена в корпусе, ориентирующем ее перемещение только в горизонтальном направлении вдоль направляющих 16, при этом ползушки 8, 9 связаны между собой посредством шпонки 17, которая обеспечивает совместное горизонтальное смещение ползушек 8, 9 в направлении ножевых вкладышей 6, 7 и вертикальное смещение ведущей ползушки 8 относительно ведомой 9 вдоль направляющих 18, 19, 20, 21, а ножевые вкладыши 6, 7 в осевом направлении расположены между опорной плитой 22 и клином 23 и контактируют торцами с опорами 24, 25. Клин 23 перемещается в пазу ведомой ползушки 9 с помощью болтов 26, 27 и гайки 28 через упорную плиту 29. Ведущая 8 и ведомая 9 ползушки снабжены съемными клиньями 30, 31. Пары ножевых вкладышей 6, 7, клин 14, и ведомая ползушка 9 подпружинены с помощью пружин 32, 33. Для регулирования начального положения ведущей 8 и ведомой 9 ползушек в конструкции штампа предусмотрены прокладки 34, 35. Штамп для отрезки проката с дифференцированным зажимом работает следующим образом. Штамп в исходном положении закреплен на нижней плите пресса. Внешние буферы с резиновыми элементами 11, пружины 32, 33, поддерживают ведущую ползушку 8, пары ножевых вкладышей 6, 7 и клин 14 в исходном положении. Компенсация погрешностей изготовления деталей штампа осуществляется прокладками 34, 35 с помощью которых совмещают оси отверстий, выполненные в парах ножевых вкладышей 6, 7. Усилие предварительного сжатия буферов выбирается в зависимости от величины усилия зажима проката и регулируется с помощью гаек 13. После подачи проката до упора (не показан) производится рабочий ход ползуна пресса, который опускается на верхний торец нажимной плиты 15 и смещает ее вместе с клином 14 вниз. В свою очередь клин 14 воздействует на соответствующую клиновую поверхность ведущей ползушки 8, которая движется горизонтально в сторону пары ножевых вкладышей 7. Смещению ведущей, ползушки 8 вниз 3 препятствует усилие предварительного сжатия буферов. Поскольку ведущая 8 и ведомая 9 ползушки связаны между собой с помощью шпонки 17 вместе с ползушкой 8 горизонтально перемещается в направляющих 16 и ведомая ползушка 9. Таким образом происходит зажим проката в парах ножевых вкладышей 6, 7, которые, опираясь торцами на опоры 24, 25 под действием усилия пресса, передаваемого через клин 14 и клиновые поверхности съемных клиньев 30, 31 смыкаются, преодолевая усилие пружин 32. С ростом усилия пресса возрастает усилие поперечного зажима проката. Когда вертикальная составляющая усилия на клине 14, превысит усилие предварительного сжатия буферов ведущая ползушка 8, преодолевая усилие со стороны буферов, начинает двигаться вниз, осуществляя вертикальное смещение одной пары ножевых вкладышей 7, относительно другой пары ножевых вкладышей 6, расположенных в ползушке 9, установленной с возможностью только горизонтального движения в корпусе. При этом происходит разделение сортового проката. Регулировка зазоров между парами ножевых вкладышей 6, 7 осуществляется с помощью клина 23, который перемещается с помощью резьбовых пар 26, 27, 28, 29. Замена пар ножевых вкладышей 6, 7 осуществляется без разборки штампа, через фигурное отверстие в ведомой ползушке 9. После разделения проката под действием усилия буферов, пружин 32, 33 ведущая 8, ведомая 9 ползушки и пары ножевых вкладышей 6, 7 занимают исходное положение. При этом пруток и отрезанная заготовка высвобождаются от зажима. Рабочий цикл штампа повторяется.
ДивитисяДодаткова інформація
Автори англійськоюRoganov Levko Leonidovych, Karnaukh Serhii Hryhorovych
Автори російськоюРоганов Левко Леонидович, Карнаух Сергей Григорьевич
МПК / Мітки
МПК: B23D 23/00
Мітки: відрізки, затиском, прокату, штамп, диференційованим
Код посилання
<a href="https://ua.patents.su/5-25552-shtamp-dlya-vidrizki-prokatu-z-diferencijjovanim-zatiskom.html" target="_blank" rel="follow" title="База патентів України">Штамп для відрізки прокату з диференційованим затиском</a>
Штамп для відрізання прокату
Номер патенту: 25434
Опубліковано: 30.10.1998
Автори: Карнаух Сергій Григорович, Тарасов Олександр Федорович, Роганов Левко Леонідович
МПК: B23D 23/00
Мітки: прокату, штамп, відрізання
Формула / Реферат:
Штамп для отрезки проката, содержащий корпус, в котором расположены две пары взаимно и попарно подпружиненных, ножевых вкладышей, выполненных с клиновыми поверхностями с возможностью контакта с соответствующими клиновыми поверхностями двух подпружиненных ползушек, одна из которых имеет дополнительную клиновую поверхность и размещена в подпружиненной подвижной раме, перемещаемой от ползуна пресса, с возможностью контакта с клиновой...
Штамп для чистової вирубки або пробивки
Номер патенту: 4642
Опубліковано: 28.12.1994
Автор: Совгірь Олександр Євгенович
МПК: B21D 28/02
Мітки: пробивки, вирубки, чистової, штамп
Формула / Реферат:
Штамп для чистовой вырубки или пробивки, содержащий в одной части жестко связанные с ней клинья, ползушки, имеющие каждая полость с клиновыми поверхностями и расположенные с возможностью взаимодействия с клиньями, матрицу и прижим-съемник в виде вкладышей, связанных между собой пружинами, имеющих каждый наружные клиновые поверхности и расположенных один над другим с возможностью взаимодействия с клиновыми поверхностями ползушек, а также - в...
Штамп для рубки профільного і листового прокату
Номер патенту: 9933
Опубліковано: 30.09.1996
Автор: Голубничий Іван Єгорович
МПК: B21D 28/14, B23D 23/00
Мітки: профільного, листового, штамп, рубки, прокату
Формула / Реферат:
Штамп для рубки профильного и листового проката, содержащий подвижную и неподвижную плиты, матрицу с подвижной секцией, пуансон с подвижной секцией и механизм переключения с ползушкой, отличающийся тем, что он снабжен установленной на неподвижной плите обоймой, при этом секция матрицы и пуансона подпружинена и установлена в обойме с возможностью поступательного перемещения в вертикальной плоскости на величину, равную зазору между обоймой и...
Штамп для пробивання отворів в трубах
Номер патенту: 15878
Опубліковано: 30.06.1997
Автори: Шнітман Лев Ісакович, Поданенко Володимир Ілліч
МПК: B21D 28/24
Мітки: штамп, пробивання, трубах, отворів
Формула / Реферат:
(57) Штамп для пробивки отверстий в трубах, содержащий подвижную верхню часть, неподвижную нижнюю плиту, связанный с ней ложемент для установки труб, пуансоны, установленные диаметрально противоположно с возможностью перемещения вдоль горизонтальной оси, механизм их перемещения, включающий клиновые пары с клиньями с односторонними скосами, пружины и деталь, размещенную с возможностью относительного перемещения в полости нижней плиты и...
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: прутка, штамп, деталей, виготовлення
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Попередній патент: Спосіб одержання формальдегіду
Наступний патент: Спосіб виробництва стальних тіл з замкнутими випуклими поверхнями для обробки металів
Випадковий патент: Спосіб одержання фармакологічно активної субстанції із трави вероніки лікарської