Спосіб одержання формованих виробів
Номер патенту: 25747
Опубліковано: 30.10.1998
Автори: Чистяков Валерій Васильович, Підлісна Олена Анатоліївна
Формула / Реферат
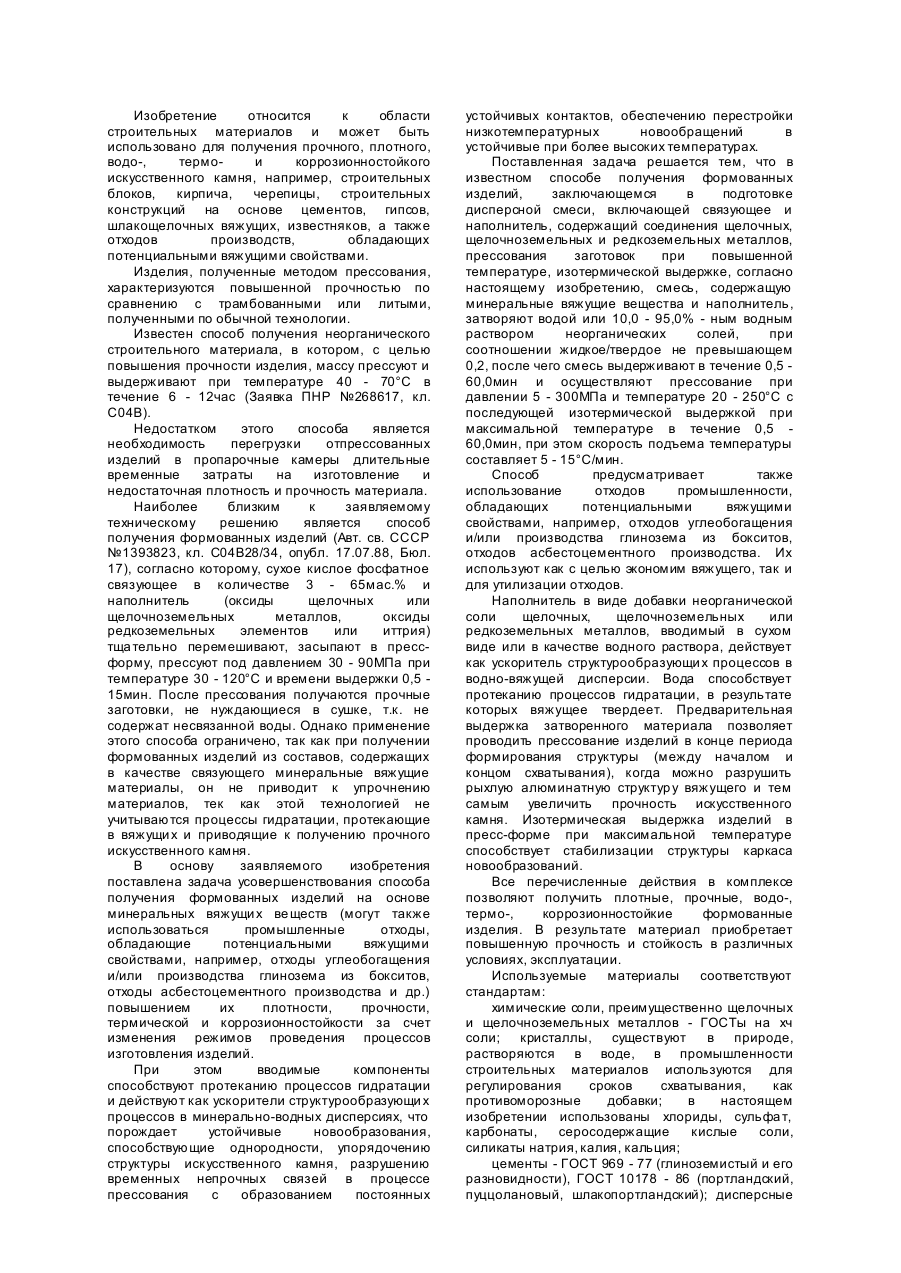
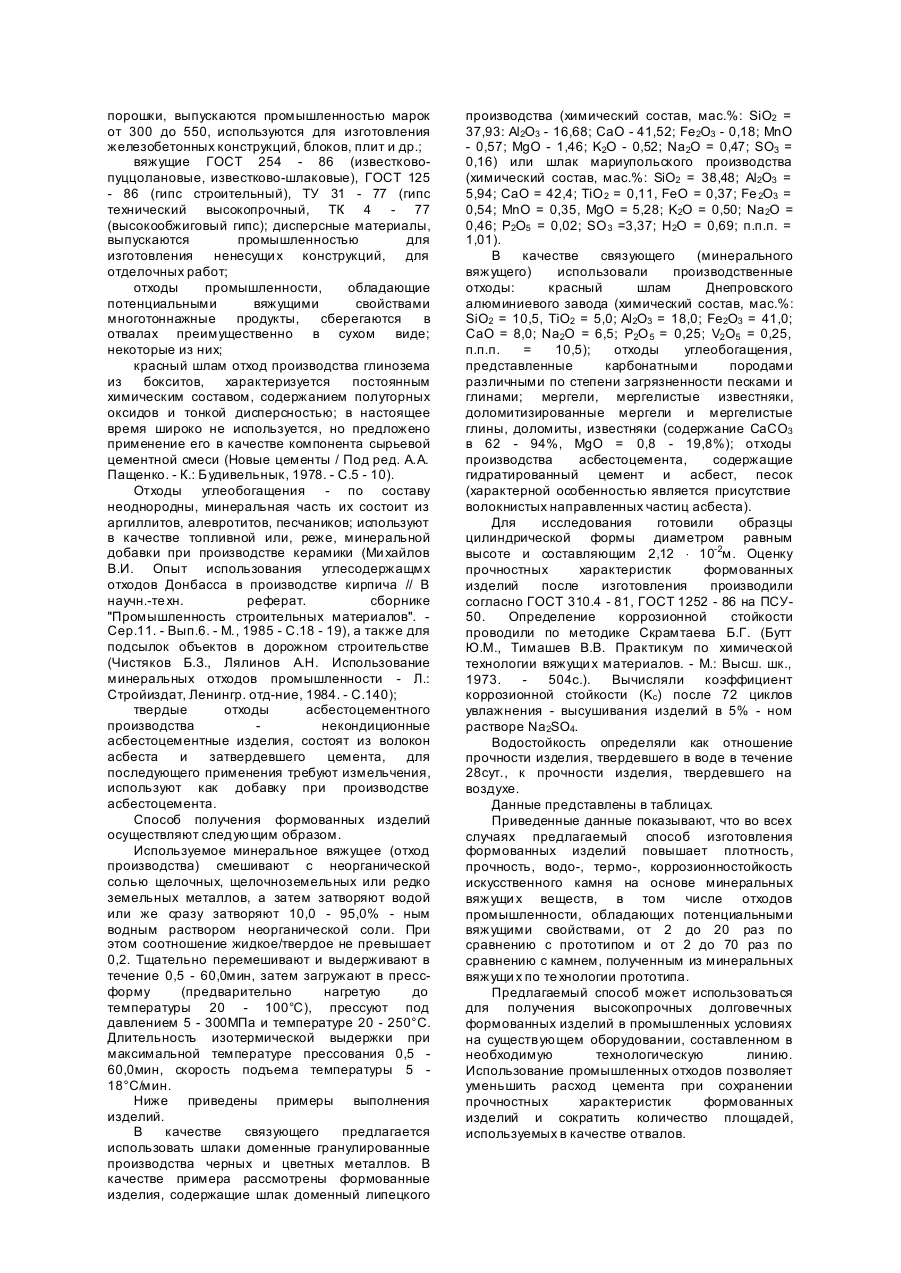
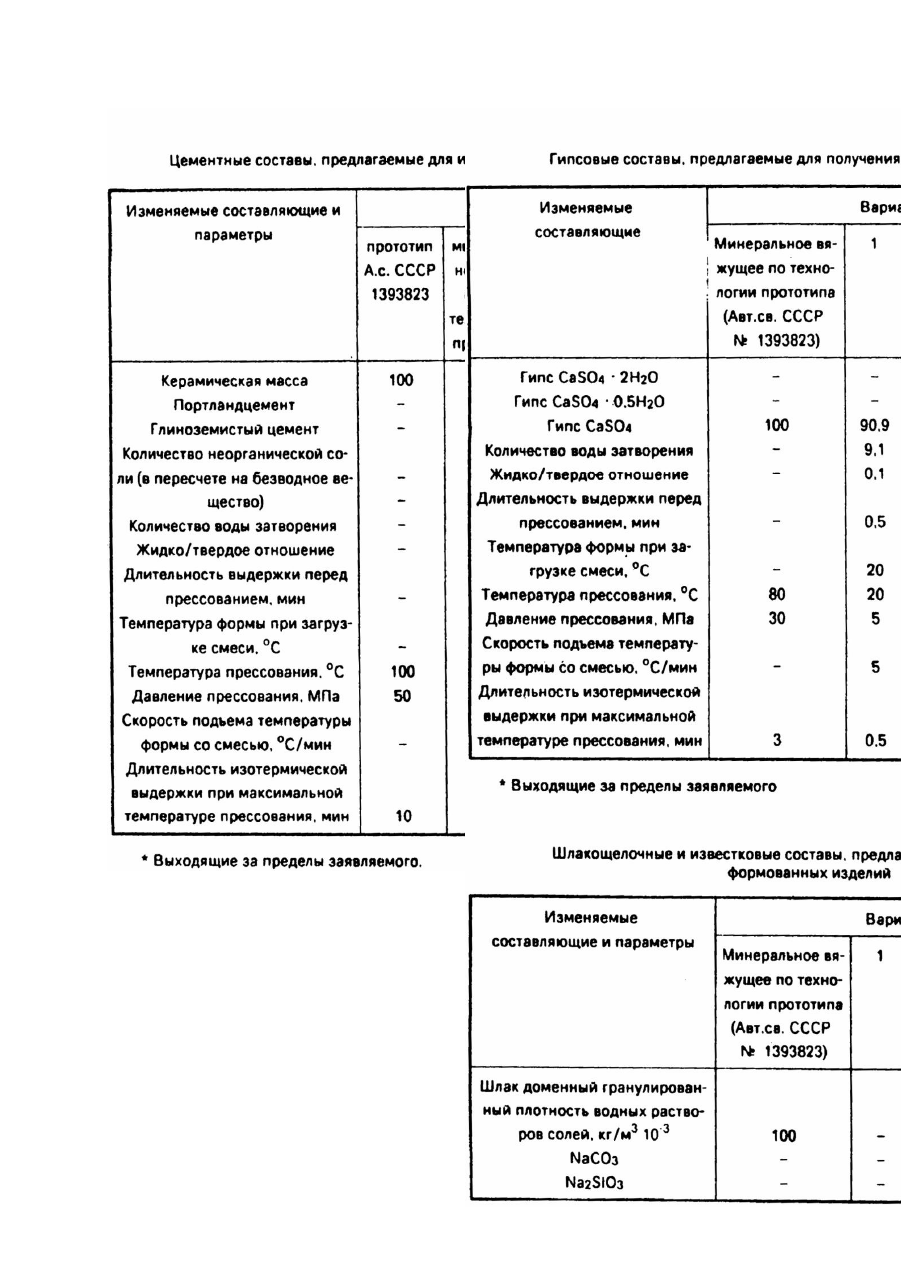
Способ получения формованных изделий, заключающийся в подготовке дисперсной смеси, включающей связующее и наполнитель, содержащий соединения щелочных, щелочноземельных и редкоземельных металлов, прессовании заготовок при повышенной температуре, изотермической выдержке, отличающийся тем, что смесь, содержащую минеральные вяжущие вещества в качестве связующего и наполнитель, затворяют водой или 10,0 - 95,0% - ным водным раствором неорганических солей при соотношении жидкое/твердое, не превышающем 0,2, после чего смесь выдерживают в течение 0,5 - 60,0мин и осуществляют прессование при давлении 5 - 300МПа и температуре 20 - 250°C с последующей выдержкой при максимальной температуре в течение 0,5 - 60,0мин, при этом скорость подъема температуры составляет 5 - 15°C/мин.
Текст
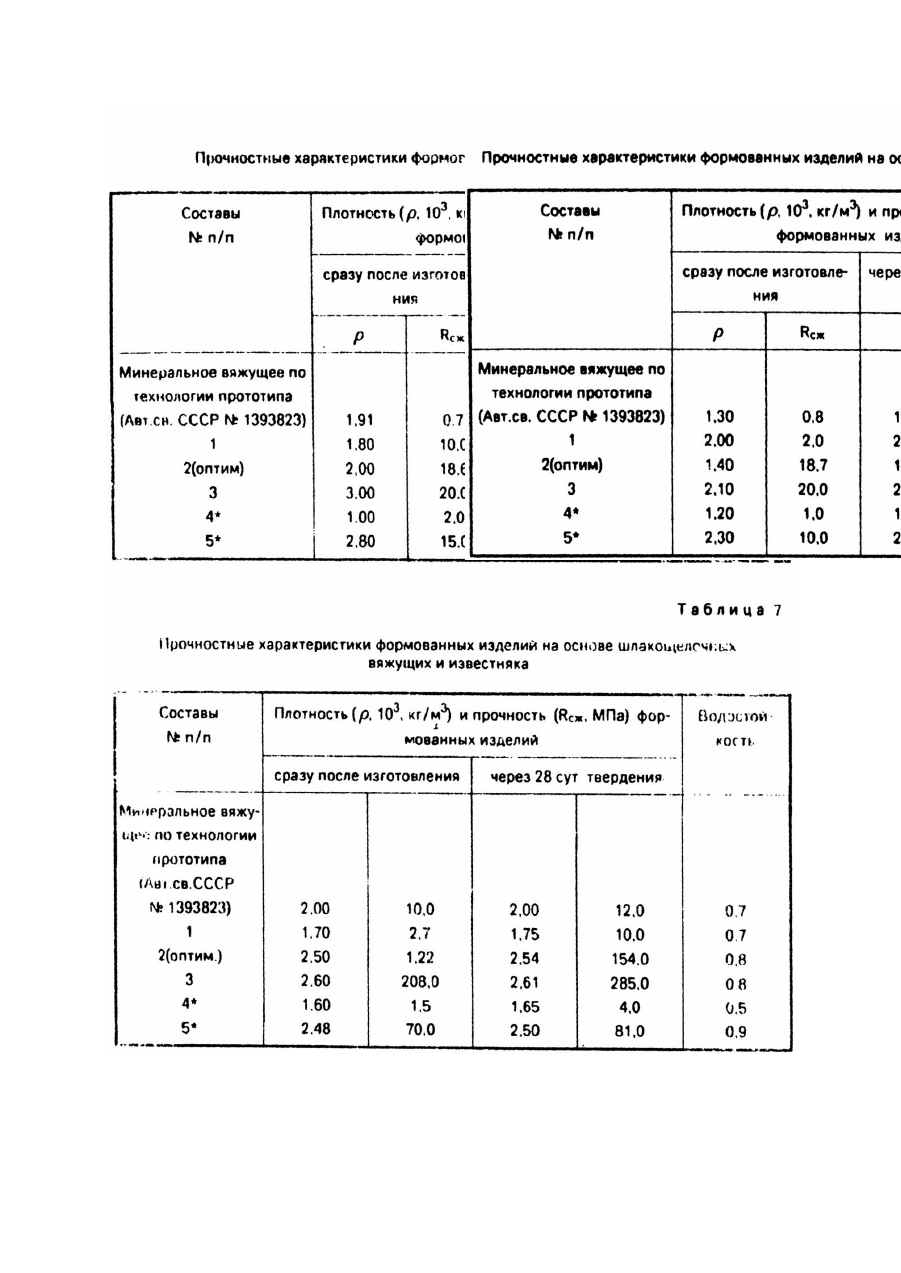
Изобретение относится к области строительных материалов и может быть использовано для получения прочного, плотного, водо-, термои коррозионностойкого искусственного камня, например, строительных блоков, кирпича, черепицы, строительных конструкций на основе цементов, гипсов, шлакощелочных вяжущих, известняков, а также отходов производств, обладающих потенциальными вяжущими свойствами. Изделия, полученные методом прессования, характеризуются повышенной прочностью по сравнению с трамбованными или литыми, полученными по обычной технологии. Известен способ получения неорганического строительного материала, в котором, с целью повышения прочности изделия, массу прессуют и выдерживают при температуре 40 - 70°C в течение 6 - 12час (Заявка ПНР №268617, кл. C04B). Недостатком этого способа является необходимость перегрузки отпрессованных изделий в пропарочные камеры длительные временные затраты на изготовление и недостаточная плотность и прочность материала. Наиболее близким к заявляемому техническому решению является способ получения формованных изделий (Авт. св. СССР №1393823, кл. C04B28/34, опубл. 17.07.88, Бюл. 17), согласно которому, сухое кислое фосфатное связующее в количестве 3 - 65мас.% и наполнитель (оксиды щелочных или щелочноземельных металлов, оксиды редкоземельных элементов или иттрия) тща тельно перемешивают, засыпают в прессформу, прессуют под давлением 30 - 90МПа при температуре 30 - 120°C и времени выдержки 0,5 15мин. После прессования получаются прочные заготовки, не нуждающиеся в сушке, т.к. не содержат несвязанной воды. Однако применение этого способа ограничено, так как при получении формованных изделий из составов, содержащих в качестве связующего минеральные вяжущие материалы, он не приводит к упрочнению материалов, тек как этой технологией не учитываются процессы гидратации, протекающие в вяжущи х и приводящие к получению прочного искусственного камня. В основу заявляемого изобретения поставлена задача усовершенствования способа получения формованных изделий на основе минеральных вяжущи х ве ществ (могут также использоваться промышленные отходы, обладающие потенциальными вяжущими свойствами, например, отходы углеобогащения и/или производства глинозема из бокситов, отходы асбестоцементного производства и др.) повышением их плотности, прочности, термической и коррозионностойкости за счет изменения режимов проведения процессов изготовления изделий. При этом вводимые компоненты способствуют протеканию процессов гидратации и действуют как ускорители структурообразующи х процессов в минерально-водных дисперсиях, что порождает устойчивые новообразования, способствующие однородности, упорядочению структуры искусственного камня, разрушению временных непрочных связей в процессе прессования с образованием постоянных устойчивых контактов, обеспечению перестройки низкотемпературных новообращений в устойчивые при более высоких температурах. Поставленная задача решается тем, что в известном способе получения формованных изделий, заключающемся в подготовке дисперсной смеси, включающей связующее и наполнитель, содержащий соединения щелочных, щелочноземельных и редкоземельных металлов, прессования заготовок при повышенной температуре, изотермической выдержке, согласно настоящему изобретению, смесь, содержащую минеральные вяжущие вещества и наполнитель, затворяют водой или 10,0 - 95,0% - ным водным раствором неорганических солей, при соотношении жидкое/твердое не превышающем 0,2, после чего смесь выдерживают в течение 0,5 60,0мин и осуществляют прессование при давлении 5 - 300МПа и температуре 20 - 250°C с последующей изотермической выдержкой при максимальной температуре в течение 0,5 60,0мин, при этом скорость подъема температуры составляет 5 - 15°C/мин. Способ предусматривает также использование отходов промышленности, обладающих потенциальными вяжущими свойствами, например, отходов углеобогащения и/или производства глинозема из бокситов, отходов асбестоцементного производства. Их используют как с целью экономим вяжущего, так и для утилизации отходов. Наполнитель в виде добавки неорганической соли щелочных, щелочноземельных или редкоземельных металлов, вводимый в сухом виде или в качестве водного раствора, действует как ускоритель структурообразующи х процессов в водно-вяжущей дисперсии. Вода способствует протеканию процессов гидратации, в результате которых вяжущее твердеет. Предварительная выдержка затворенного материала позволяет проводить прессование изделий в конце периода формирования структуры (между началом и концом схватывания), когда можно разрушить рыхлую алюминатную структур у вяжущего и тем самым увеличить прочность искусственного камня. Изотермическая выдержка изделий в пресс-форме при максимальной температуре способствует стабилизации структуры каркаса новообразований. Все перечисленные действия в комплексе позволяют получить плотные, прочные, водо-, термо-, коррозионностойкие формованные изделия. В результате материал приобретает повышенную прочность и стойкость в различных условиях, эксплуатации. Используемые материалы соответствуют стандартам: химические соли, преимущественно щелочных и щелочноземельных металлов - ГОСТы на хч соли; кристаллы, существуют в природе, растворяются в воде, в промышленности строительных материалов используются для регулирования сроков схватывания, как противоморозные добавки; в настоящем изобретении использованы хлориды, сульфа т, карбонаты, серосодержащие кислые соли, силикаты натрия, калия, кальция; цементы - ГОСТ 969 - 77 (глиноземистый и его разновидности), ГОСТ 10178 - 86 (портландский, пуццолановый, шлакопортландский); дисперсные порошки, выпускаются промышленностью марок от 300 до 550, используются для изготовления железобетонных конструкций, блоков, плит и др.; вяжущие ГОСТ 254 - 86 (известковопуццолановые, известково-шлаковые), ГОСТ 125 - 86 (гипс строительный), ТУ 31 - 77 (гипс технический высокопрочный, ТК 4 - 77 (высокообжиговый гипс); дисперсные материалы, выпускаются промышленностью для изготовления ненесущи х конструкций, для отделочных работ; отходы промышленности, обладающие потенциальными вяжущими свойствами многотоннажные продукты, сберегаются в отвалах преимущественно в сухом виде; некоторые из них; красный шлам отход производства глинозема из бокситов, характеризуется постоянным химическим составом, содержанием полуторных оксидов и тонкой дисперсностью; в настоящее время широко не используется, но предложено применение его в качестве компонента сырьевой цементной смеси (Новые цементы / Под ред. А.А. Пащенко. - К.: Будивельнык, 1978. - С.5 - 10). Отходы углеобогащения - по составу неоднородны, минеральная часть их состоит из аргиллитов, алевротитов, песчаников; используют в качестве топливной или, реже, минеральной добавки при производстве керамики (Ми хайлов В.И. Опыт использования углесодержащмх отходов Донбасса в производстве кирпича // В научн.-те хн. реферат. сборнике "Промышленность строительных материалов". Сер.11. - Вып.6. - М., 1985 - С.18 - 19), а также для подсылок объектов в дорожном строительстве (Чистяков Б.З., Лялинов А.Н. Использование минеральных отходов промышленности - Л.: Стройиздат, Ленингр. отд-ние, 1984. - С.140); твердые отходы асбестоцементного производства некондиционные асбестоцементные изделия, состоят из волокон асбеста и затвердевшего цемента, для последующего применения требуют измельчения, используют как добавку при производстве асбестоцемента. Способ получения формованных изделий осуществляют следующим образом. Используемое минеральное вяжущее (отход производства) смешивают с неорганической солью щелочных, щелочноземельных или редко земельных металлов, а затем затворяют водой или же сразу затворяют 10,0 - 95,0% - ным водным раствором неорганической соли. При этом соотношение жидкое/твердое не превышает 0,2. Тщательно перемешивают и выдерживают в течение 0,5 - 60,0мин, затем загружают в прессформу (предварительно нагретую до температуры 20 - 100°C), прессуют под давлением 5 - 300МПа и температуре 20 - 250°C. Длительность изотермической выдержки при максимальной температуре прессования 0,5 60,0мин, скорость подъема температуры 5 18°C/мин. Ниже приведены примеры выполнения изделий. В качестве связующего предлагается использовать шлаки доменные гранулированные производства черных и цветных металлов. В качестве примера рассмотрены формованные изделия, содержащие шлак доменный липецкого производства (химический состав, мас.%: SiO2 = 37,93: Al2O3 - 16,68; CaO - 41,52; Fe2O3 - 0,18; MnO - 0,57; MgO - 1,46; K2O - 0,52; Na2O = 0,47; SO3 = 0,16) или шлак мариупольского производства (химический состав, мас.%: SiO2 = 38,48; Al2O3 = 5,94; CaO = 42,4; TiO 2 = 0,11, FeO = 0,37; Fe 2O3 = 0,54; MnO = 0,35, MgO = 5,28; K2O = 0,50; Na2O = 0,46; P2O5 = 0,02; SO 3 =3,37; H2O = 0,69; п.п.п. = 1,01). В качестве связующего (минерального вяжущего) использовали производственные отходы: красный шлам Днепровского алюминиевого завода (химический состав, мас.%: SiO2 = 10,5, TiO2 = 5,0; Al2O3 = 18,0; Fe2O3 = 41,0; CaO = 8,0; Na2O = 6,5; P2O 5 = 0,25; V2 O5 = 0,25, п.п.п. = 10,5); отходы углеобогащения, представленные карбонатными породами различными по степени загрязненности песками и глинами; мергели, мергелистые известняки, доломитизированные мергели и мергелистые глины, доломиты, известняки (содержание CaCO3 в 62 - 94%, MgO = 0,8 - 19,8%); отходы производства асбестоцемента, содержащие гидратированный цемент и асбест, песок (характерной особенностью является присутствие волокнистых направленных частиц асбеста). Для исследования готовили образцы цилиндрической формы диаметром равным высоте и составляющим 2,12 × 10-2м. Оценку прочностных характеристик формованных изделий после изготовления производили согласно ГОСТ 310.4 - 81, ГОСТ 1252 - 86 на ПСУ50. Определение коррозионной стойкости проводили по методике Скрамтаева Б.Г. (Бутт Ю.М., Тимашев В.В. Практикум по химической технологии вяжущи х материалов. - М.: Высш. шк., 1973. 504с.). Вычисляли коэффициент коррозионной стойкости (Kс) после 72 циклов увлажнения - высушивания изделий в 5% - ном растворе Na2SO4. Водостойкость определяли как отношение прочности изделия, твердевшего в воде в течение 28сут., к прочности изделия, твердевшего на воздухе. Данные представлены в таблицах. Приведенные данные показывают, что во всех случаях предлагаемый способ изготовления формованных изделий повышает плотность, прочность, водо-, термо-, коррозионностойкость искусственного камня на основе минеральных вяжущи х веществ, в том числе отходов промышленности, обладающих потенциальными вяжущими свойствами, от 2 до 20 раз по сравнению с прототипом и от 2 до 70 раз по сравнению с камнем, полученным из минеральных вяжущи х по те хнологии прототипа. Предлагаемый способ может использоваться для получения высокопрочных долговечных формованных изделий в промышленных условиях на существующем оборудовании, составленном в необходимую технологическую линию. Использование промышленных отходов позволяет уменьшить расход цемента при сохранении прочностных характеристик формованных изделий и сократить количество площадей, используемых в качестве отвалов.
ДивитисяДодаткова інформація
Автори англійськоюChystiakov Valerii Vasyliovych, Pidlisna Olena Anatoliivna
Автори російськоюЧистяков Валерий Васильевич, Подлесная Елена Анатольевна
МПК / Мітки
МПК: C04B 28/02, C04B 22/00
Мітки: формованих, одержання, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/5-25747-sposib-oderzhannya-formovanikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання формованих виробів</a>
Спосіб одержання будівельних виробів
Номер патенту: 1819
Опубліковано: 25.10.1994
Автори: Фальковскій Микола Миколович, Федоркін Сергій Іванович
МПК: C04B 28/18
Мітки: виробів, одержання, будівельних, спосіб
Формула / Реферат:
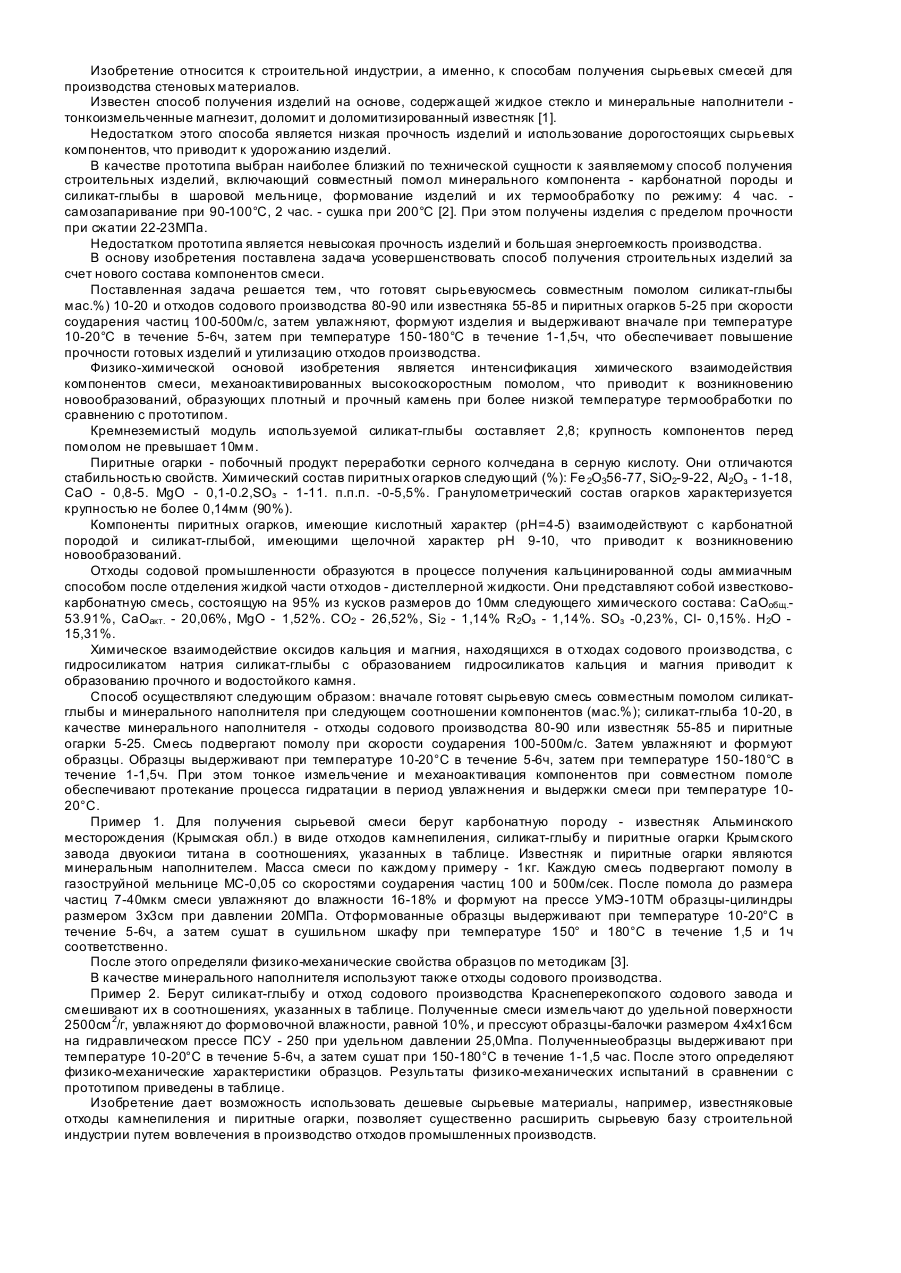
Способ получения строительных изделий, включающий приготовление сырьевой смеси совместным помолом силикат-глыбы и минерального наполнителя, формование изделий и их термообработку, отличающийся тем, что совместный помол осуществляют при скорости соударения частиц 100-500м/с, изделия после формования выдерживают при 10-20°С в течение 5-6 час, затем при 150-180°С в течение 1-1,5 час, причем смесь содержит в качестве минерального компонента...
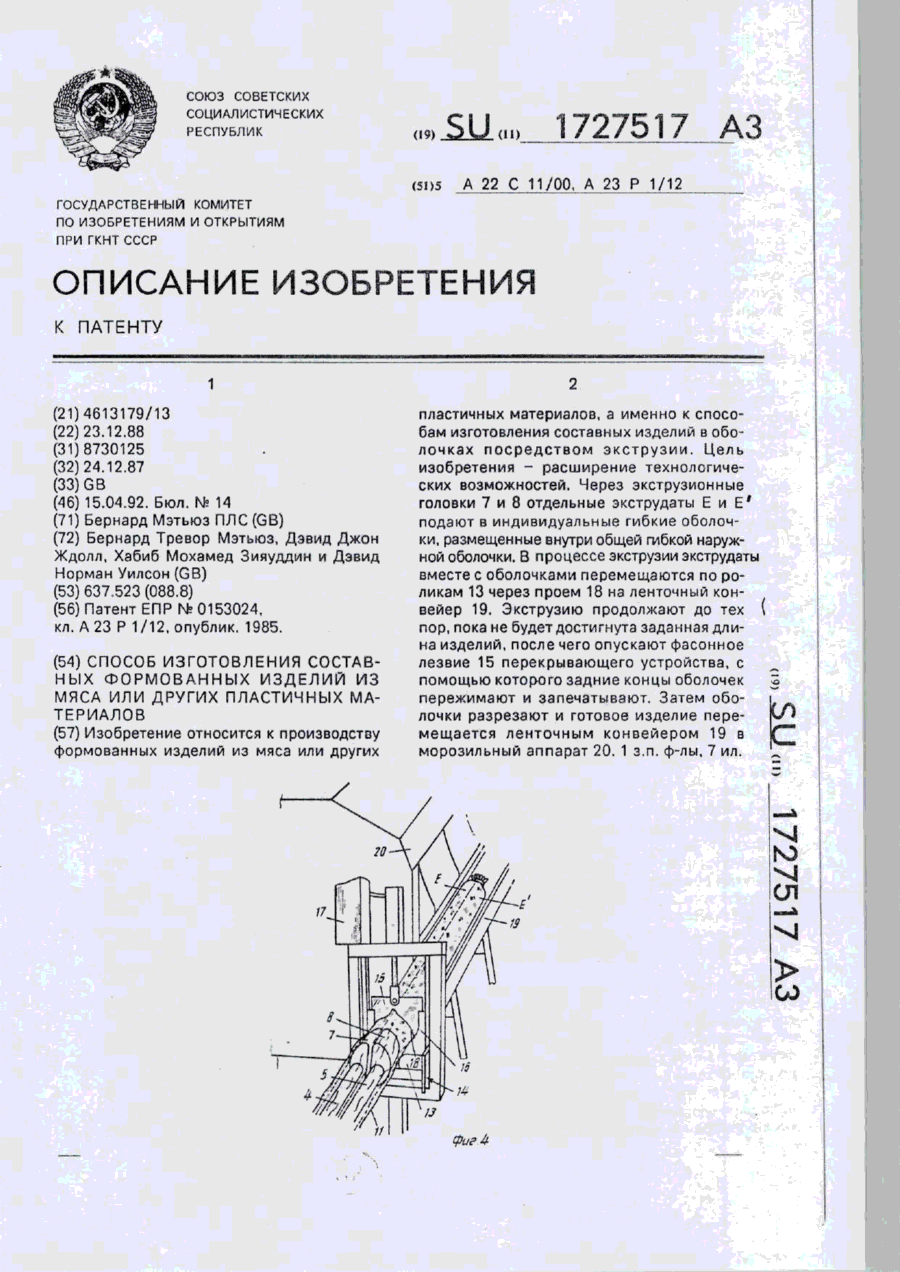
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Хабіб Мохамед Зіяуддін, Бернард Тревор Метьюз, Девід Джон Джол, Девід Норман Уилсон
МПК: A22C 11/00, A23P 1/10
Мітки: матеріалів, виготовлення, м'яса, спосіб, складених, виробів, формованих, пластичних, інших
Формула / Реферат:
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
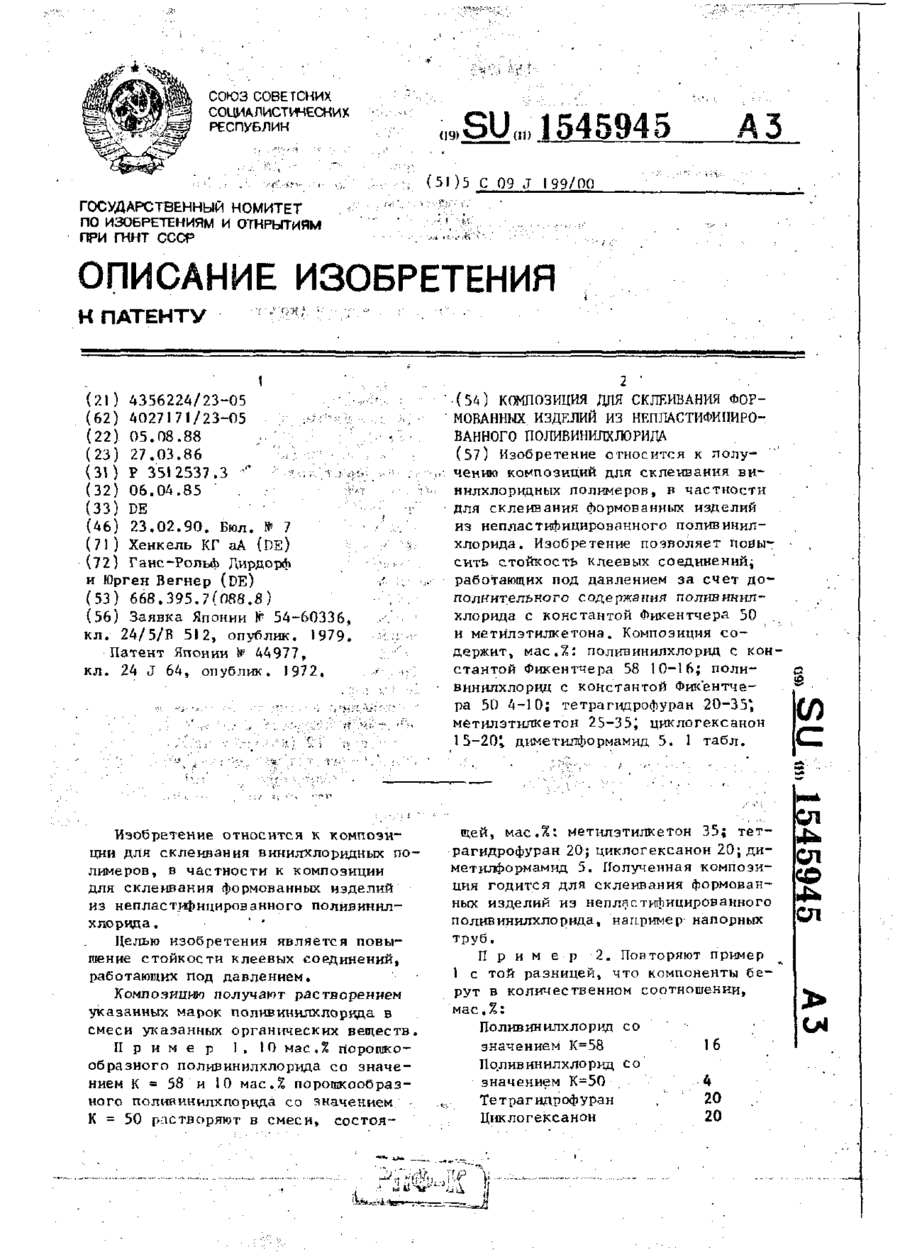
Композиція для склеювання формованих виробів з непластифіцірованого полівінілхлориду
Номер патенту: 7094
Опубліковано: 30.06.1995
Автори: Ганс-Рольф Дірдорф, Юрген Вегнер
Мітки: непластифіцірованого, формованих, полівінілхлориду, склеювання, композиція, виробів
Формула / Реферат:
Композиция для склеивания формованных изделий из непластифицированного поливинилхлорида, включающая поливинилхлорид с константой Фикентчера 58, тетрагидрофуран, циклогексанон и диметилформамид, отличающаяся тем, что, с целью повышения прочности клеевых соединений, работающих под давлением, она дополнительно содержит поливинилхлорид с константой Фикентчера 50 и метилэтилкетон при следующем соотношении компонентов, мас./%: ...
Спосіб одержання виробів із високотемпературного надпровідникового матеріалу
Номер патенту: 2291
Опубліковано: 26.12.1994
Автори: Галушко Любов Володимирівна, Левандовський Всеволод Всеволодович, Чуйко Олексій Олексійович, Горбик Петро Петрович, Дякін Віктор Васильович, Возний Петро Олексійович, Янчевський Леонід Казимирович, Огенко Володимир Михайлович, Левченко Олександр Олександрович
МПК: H01L 39/12, H01L 39/24
Мітки: одержання, високотемпературного, надпровідникового, виробів, матеріалу, спосіб
Формула / Реферат:
Способ получения изделий из высокотемпературного сверхпроводящего материала, включающий смешивание .порошка сверхпроводящего материала и полимера с последующим прессованием, отличающийся тем, что в качестве порошка сверхпроводящего материала используют порошок состава (РbхВі1-х)2Са2Sr2Сu3Оу. в качестве полимера используют полихлорт-рифторэтйлен в количестве 10-25% от массы композиции, а прессование ведут gри температуре 503-523 К и давлении...
Спосіб одержання синтетичного чавуну
Номер патенту: 10668
Опубліковано: 25.12.1996
Автори: Єременко Анатолій Павлович, Могилевцев Олег Олексійович, Ужва Микола Іванович
МПК: C21C 1/10
Мітки: спосіб, чавуну, синтетичного, одержання
Формула / Реферат:
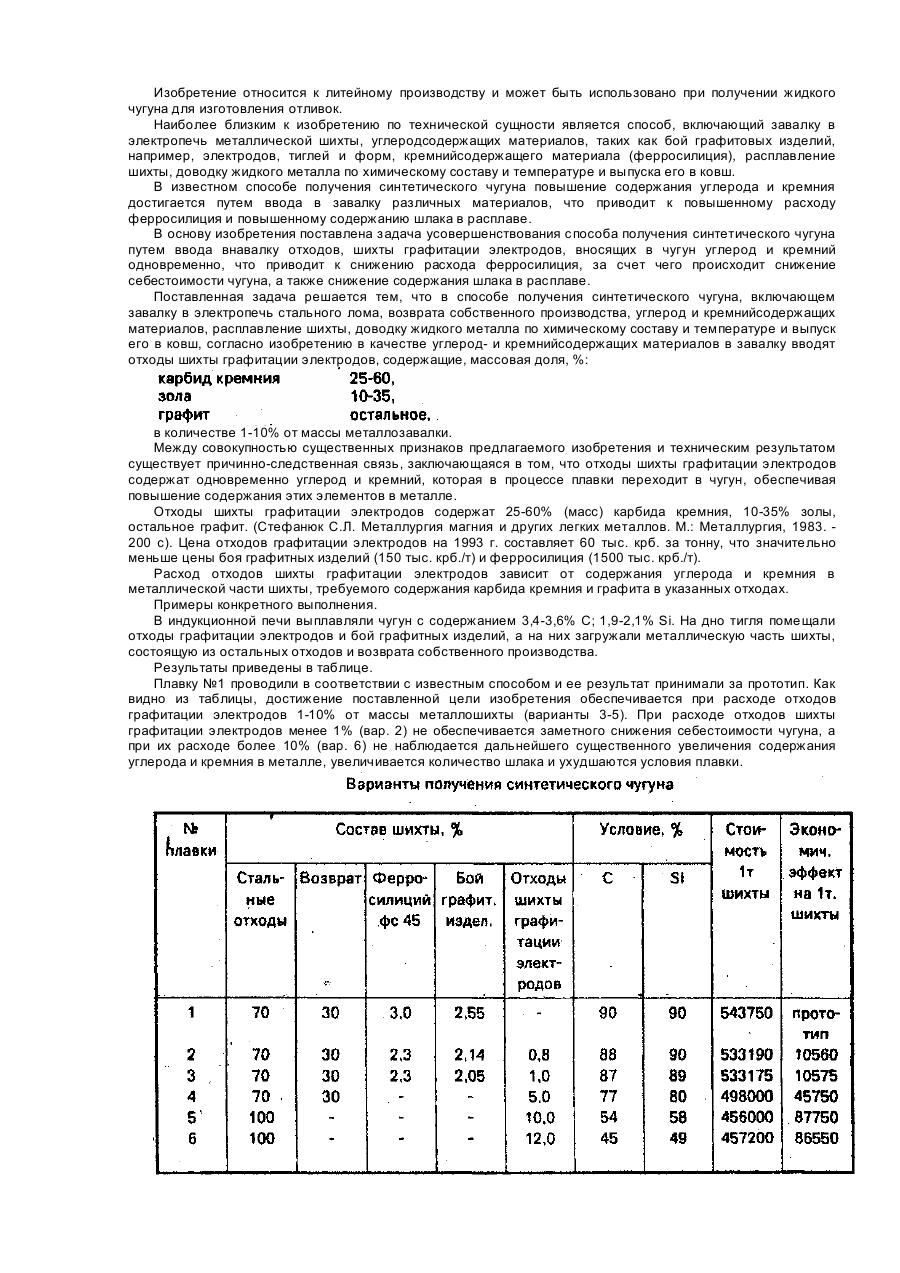
Способ получения синтетического чугуна, включающий завалку в электропечь стального лома, возврата собственного производства, углерод и кремнийсодержащих материалов, расплавление их, доводку жидкого металла по химическому составу и температуре и выпуск его в ковш, отличающийся тем, что в качестве углерод и кремнийсодержащих материалов и завалку вводят отходы графитации электродов, содержащие в мас.%:карбид кремния ...
Попередній патент: Фотолюмінесцентний матеріал на основі бромистого кадмію
Наступний патент: Спосіб лікування відкритокутової глаукоми
Випадковий патент: Електронна перемикальна схема та спосіб подачі електричної енергії в електропіч змінного струму