Спосіб відновлення та зміцнення зношених стальних втулок
Номер патенту: 59687
Опубліковано: 25.05.2011
Автори: Голохвастов Олександр Володимирович, Голобородько Денис Сергійович, Буравський Віталій Вікторович, Іванкова Олена Володимирівна, Галінський Віталій Володимирович, Стрелько Богдан Миколайович, Шпеньков Олексій Андрійович, Скрильник Катерина Сергіївна, Тома Ігор Миколайович, Бартош Віталій Юрійович


Формула / Реферат
1. Спосіб відновлення та зміцнення зношених стальних втулок, який включає пластичне деформування пуансоном до необхідного діаметра з наступним поліруванням поверхневого шару, який відрізняється тим, що для отримання необхідної пластичності по прошивці (роздачі) втулки здійснюються механічні коливання вібратором з амплітудою 3-5 мм, частотою 16-40 Гц, частотою обертання вала 1400хв-1, збуджуючою силою 9,4-24,5кН і пластичне деформування здійснюється на величину dDдеф, визначену при прошивці (роздачі) втулок у відповідності з умовою:
dDдеф=dDзн+dDпp,
де dDдеф - зміна діаметра втулки в процесі пластичного деформування, мм
dDзн - зміна діаметра зношеної втулки, мм;
dDпр - припуск на наступну механічну обробку, мм.
2. Спосіб відновлення та зміцнення зношених стальних втулок за п. 1, який відрізняється тим, що пластичне деформування здійснюється пуансоном, який має конічну форму з кутом нахилу конуса - 10-14° зі швидкістю 0,030-0,045 м/с з калібруючою частиною 1-7 мм, в якій є канавка для мастила (оливи).
Текст
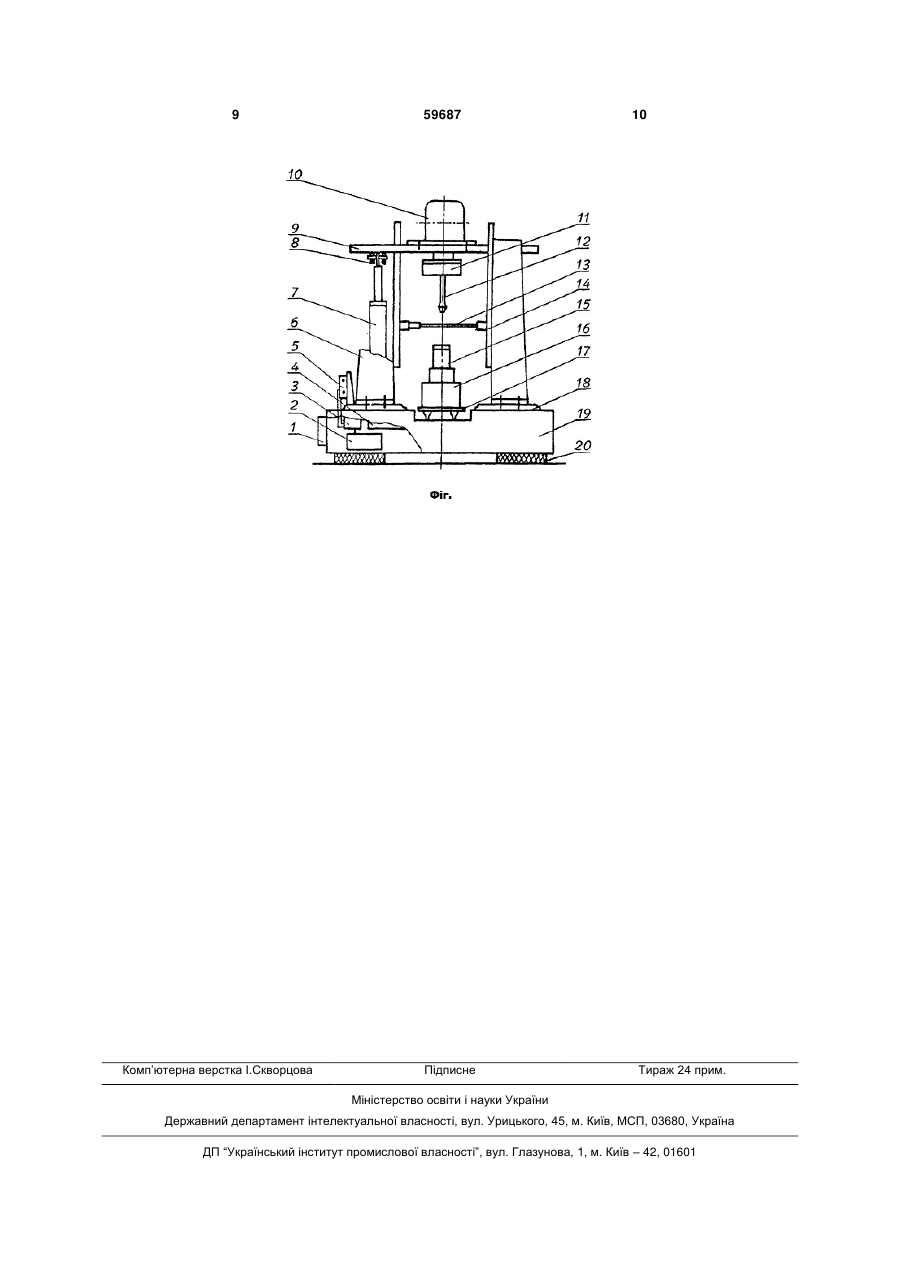
1. Спосіб відновлення та зміцнення зношених стальних втулок, який включає пластичне деформування пуансоном до необхідного діаметра з наступним поліруванням поверхневого шару, який відрізняється тим, що для отримання необхідної 3 хневих шарів, а для вуглецевих сталей - температурам, при яких поверхневі шари збіднюються на вуглець. Це приводить до погіршення якості поверхні деталі, примушує призначити великі припуски на механічну обробку, а також відбуваються зміни структури металу, збільшуються внутрішні напруги. Завдання підвищення пластичності матеріалу без попереднього нагрівання вирішується шляхом застосування ультразвуку, електрогідравлічного ефекту, деформування вибухом або з використанням імпульсних електромагнітних полів. Відомий спосіб використання ультразвуку при деформуванні викликає складний процес, який включає в себе накладання статичних і динамічних напруг, а також поглинання ультразвукової енергії, що викликає акустичне зміцнення. При цьому змінюються властивості мастилі, контактне тертя. Однак, в ремонтному виробництві цей метод не знайшов гідного застосування через складність технологічного процесу. (Северденко В. П., Клубович В. П., Степаненко А. В. Обработка металов давленим с ультразвуком. - Минск.: Наука и техника, 1973. - 418 с.) Відомий спосіб відновлення автомобільних поршневих пальців способом (роздачі) прошивки з використанням електрогідравлічного ефекту, без попередньої і подальшої термічної обробки. Суть способу полягає в створенні в середині об'єму рідини спеціально сформованого електричного розряду, в зоні якого розвивається високий гідравлічний тиск. Ударна хвиля, що виникає при цьому, викликає тиск 600...1500МПа. За роздачею пальців слідує обробка їх в три проходи на безцентровошліфувальному верстаті. Якщо відновлення з використанням електрогідравлічного ефекту поршневих пальців автомобільних двигунів з товщиною стінки 4-5 мм показали цілком задовільні результати, то для поршневих пальців тракторних дизелів, товщина стінки яких коливається в межах 8-10 мм, відновлення цим способом не привело до практичної реалізації в ремонтному виробництві. (Технология ремонта машин и оборудования / Под ред. И. С. Левитского. Изд. 2е, перераб. и доп. М.: Колос, 1975, с. 375...397). Відомий спосіб відновлення поршневих пальців гідротермічною роздачею полягає в тому, що зношений поршневий палець, виготовлений із сталі 12ХНЗА нагрівають в індукторі гартівної установки до температури 1063-1103 °К. По досягненні необхідної температури нагрів припиняють, затискають поршневий палець по торцях на установці гідротермічної роздачі і швидко охолоджують потоком води, що пропускаються через внутрішню порожнину пальця. При цьому відбувається збільшення зовнішнього діаметру з одночасним поверхневим гартуванням цементового шару. Зовнішній діаметр пальця збільшується на 0,1-0,3 мм. (Сідашенко О. І., Поліський А.Я. Ремонт машин. М.:Урожай, 1994). Недоліки: нерівномірність роздачі по довжині і ширині (корсетоподібність форми поршневих пальців) через нерівномірне охолодження внутрішньої порожнини деталі внаслідок утворення обо 59687 4 лонки пару на межі метал-рідина, що погіршує теплопередачу у середній частині пальця. Брак доходить до 30 % – це небажане збільшення довжини пальців, а також невідповідність структури металу пальців вимогам стандарту, особливо при перегріваннях, що практикуються на виробництві з метою збільшення роздачі. В основу корисної моделі поставлено завдання створення способу відновлення та зміцнення зношених стальних втулок, у якому, шляхом застосування технологічних прийомів забезпечується: зменшення зусилля деформування, зміцнення поверхні деталей, зниження затрат енергії, а також підвищення зносостійкості відновлених втулок у експлуатації. Поставлена задача згідно технічного рішення корисної моделі вирішується так, що спосіб відновлення та зміцнення зношених стальних втулок включає пластичне деформування пуансоном до необхідної діаметра з наступним поліруванням поверхневого шару і для отримання необхідної пластичності по прошивці (роздачі) втулки здійснюються механічні коливання вібратором з амплітудою 3-5мм і частотою 16-40Гц, частотою обер-1 тання вала 1450 хв , збуджуючою силою 9,4-24,5 кН та пластичне деформування здійснюється на величину dDдеф, визначену при прошивці (роздачі) втулок у відповідності з умовою: dDдеф=dDзн+dDпp де dDдеф - зміна діаметра втулки в процесі пластичного деформування, мм dDзн - зміна діаметра зношеної втулки, мм; dDпр – припуск на наступну механічну обробку, мм. Згідно технічного рішення пластичне деформування здійснюється пуансоном, який має конічну форму з кутом нахилу конуса 10-14° зі швидкістю 0,030-0, 045м/с з висотою калібруючої частинои 1-7 мм, в якій є канавка для мастила (оливи). Стальні втулки після полірування поверхні подальшій термічній обробці не піддаються. Найбільш ефективно вібраційне деформування проходить в зоні контакту пульсуючого робочого органу з поверхнею деталі, де величина питомого тиску більша, інтенсивність обробки вища. Під час пластичної деформації в металі відбувається виникнення дислокацій, що мають різні напрямки. При звичайному деформуванні спостерігається естафетна передача ковзання від одного кристала до іншого. В процесі розвантаження і повторного навантаження відбувається додаткова інформація за цикл завдяки релаксації напружень. Складання статичних напружень з циклічними призводить до того, що полегшується ковзання по багатьох площинах ковзання, при дії вібрації активізація дислокацій відбувається майже в усіх зернах металу. Після зняття навантаження внутрішня енергія об'єму врівноважується, що веде до зміцнення металу. Велика кількість мікроударів робочого органу на поверхню, що обробляється в радіальному та осьовому напрямках спричиняє перміщення частинок матеріалу деталі в напрямку деформування, що сприяє більш рівномірному проходженню деформації по всьому об'єму деталі. 5 Виконаний заявником аналіз рівня техніки, який включає пошук по іатентним і науковотехнічним джерелам інформації, виявлення джерел, які містять відомості про аналоги заявленої корисної моделі, дозволив встановити, що заявник не виявив аналог, який характеризується ознаками, ідентичними всім істотним ознакам заявленого технічного рішення. Визначення аналогу як найбільш близького до істотних ознак дозволило виявити сукупність істотних ознак по відношенню до передбаченого технічного результату відомих ознак в заявленому рішенні, яке виявлено у формулі корисної моделі. Отже, корисна модель відповідає критерію патентоспроможності - «новизна». Суть технічного рішення, що заявляється , пояснюється кресленням. На фіг. 1. показана схема установки для холодної прошивки (роздачі) з вібрацією, де позначено: 1 - пускач; 11 - патрон; 2 - бачок; 12-пуансон; 3 - гідронасос; 13 - стяжка; 4 - електродвигун; 14-напрямна; 5 - розподільник; 15 - матриця; 6 - стійка; 16 - основа; 7 - гідроциліндр; 17 - плита матриці; 8 - гумові амортизатори; 18 - опорна плита; 9 - плита вібратора; 19-підставка; 10- вібратор; 20 - амортизатори. Спосіб відновлення та зміцнення зношених стальних втулок відбувається наступним чином: пуансоном створюється пластичне деформування до необхідного діаметра з наступним поліруванням поверхневого шару і для отримання необхідної пластичності по прошивці (роздачі) втулки здійснюються механічні коливання вібратором з амплітудою 3-5 мм і частотою хв-1 16-40 Гц, частотою обертання вала 1450 збуджуючою силою 9,4-24,5 кН та пластичне деформування здійснюється на величину , визначену при прошивці (роздачі) втулок у відповідності з умовою: dDдеф=dDзн+dDпp де dDдеф - зміна діаметра втулки в процесі пластичного деформування, мм dDзн - зміна діаметра зношеної втулки, мм; dDпр – припуск на наступну механічну обробку, мм. Згідно технічного рішення деформування здійснюється пуансоном, який має конічну форму з кутом нахилу конуса 10-14° зі швидкістю 0,0300,045 м/с з калібруючою частиною 1...7 мм, в якій є канавка для мастила ( оливи ). Стальні втулки після полірування поверхонь подальшій термічній обробці не піддаються. Найбільш ефективне вібраційне деформування проходить в зоні контакту пульсуючого робочого органу з поверхнею деталі, де величина питомого тиску більша, інтенсивність обробки вища. Під час пластичної деформації в металі відбувається виникнення дислокацій, що мають різні напрямки. При звичайному деформуванні спостерігається естафетна передача ковзання від одного кристала до іншого. В процесі розвантаження і 59687 6 повторного навантаження відбувається додаткова деформація за цикл завдяки релаксації напружень. Складання статичних напружень з циклічними призводять до того, що полегшується ковзання по багатьох площинах ковзання, при дії вібрації активізація дислокацій відбувається майже в усіх зернах металу. Після зняття навантаження внутрішня енергія об'єму врівноважується, що веде до зміцнення металу. Велика кількість мікроударів робочого органу на поверхню, що обробляється в радіальному та осьовому напрямках спричиняє переміщення частинок матеріалу деталі в напрямку деформування, що спричиняє більш рівномірному проходженню деформації по всьому об'єму деталі. Послідовність операцій прошивки ( роздачі ) стальних втулок : а) на холостому ходу : 1 - вмикається пускач 1 ( кнопка гідросистеми ) у положення «вгору»; 2 - піднімається робочий вузол (плита вібратора 9, вібратор 10, патрон 11 і пуансон 12) і вмикається пускач 1. б) під час прошивки втулки : 1 - встановлюється зразок-втулка (деталь) у матрицю 15; 2-у патрон 11 встановлюється пуансон; 3 - вмикається пускач 1 (кнопка гідросистеми) у положення «вниз» і опускається робочий вузол; 4 - вмикається пускач 1 (кнопка вібратора) вібратор; 5 - при русі робочого вузла вниз відбувається прошивка деталі вібруючим пуансоном; 6 - вмикається вібратор і гідросистема; 7 - знімається пуансон з патрона і деформована стальна втулка з матриці. Технічне рішення згідно корисної моделі здійснюється таким чином. Приклад 1. Беруть поршневі пальці двигуна Д-240. Партія зношених пальців сортується по внутрішньому діаметру на три розмірні групи: 20,70-20,80; 20,80-20,90; 20,90-21,00 мм. Робоча поверхня пуансона змащується маслом М10Г2+1 %ПАФ-4. Пальці роздаються до діаметра 38,08...З8,10 мм за три проходи. Відновлення поршневих пальців двигунів проводиться на установці для вібраційного деформування. Поршневий палець встановлюється у матрицю і роздається вібруючим пуансоном з амплітудою коливань А=3, мм, частота обертання валу 1400хв 1 . Швидкість пуансона - 0,035м/с. Пуансони виготовлені зі сталі У9 з гартуванням робочої частини до твердості HRC 62-65. Кут нахилу конуса пуансона =12°. При вібраційному деформуванні зусилля деформування знижується у 2,25 рази у порівнянні з холодною прошивкою (роздачею) без вібрації. Після контролю пальців на магнітному дефек+0,02 тоскопі вони шліфувалися до діаметра 38 +0,01 -0,005 мм і полірувалися до діаметра 38 -0,015мм. Відновлені методом вібраційного деформування поршневі пальці мали відхилення форми (овальність і конусність) не більше 0,003 мм, довжину - до 97 мм, чистоту поверхні Ra=0,32 мм. 7 Структура у зоні повного загартування в одних деталях має вигляд дрібноголчастого мартенситу, а в інших вона представлена безструктурним (скритокристалічним) мартенситом. У перехідній зоні і серцевині переважними структурними складовими є низьковуглецевий мартенсит і ферит, причому кількість і розміри феритних зерен у напрямку серцевини збільшується. По внутрішньому діаметру присутня зона деформованих, здовжених по напрямках руху пуансона. Також проводили вимірювання твердості по глибині термічно зміцненого шару, що дало можливість представити товщину загартованого шару. На глибині до 1мм твердість загартованого цементованого шару становить HRC 56-63, а потім поступово знижується. Товщина загартованого шару 1,15-1,32 мм. Приклад 2. Беруть поршневі пальці двигуна УМЗ 4215 та ЗМЗ 405. Партію зношених пальців сортують по внутрішньому діаметру на три розмірні групи: 13,85-13,90; 13,90-13,95; 13,95-14,00 мм. Робочу поверхню пуансона змащують маслом М10Г2+1%ПАФ-4. Пальці роздають до діаметра 26,02-26,06 (УМ34215) і 22,02-22,06 мм (ЗМЗ 405,406) за два проходи. Відновлення поршневих пальців двигунів проводиться на установці для вібраційного деформування. Поршневий палець встановлюється у матрицю і роздається вібруючим пуансоном з амплітудою коливань А=3,0-5,0 мм, частота обертання валу -1 1450хв . Швидкість пуансона - 0,030-0,45м/с. Пуансони виготовлені із сталі У9 з гартуванням робочої частини до твердості HRC 62-65. Кут нахилу конуса пуансона складає 10°-14°. Оптимальним кутом в ході досліджень виявився =12°. При вібраційному деформуванні зусилля деформування знижується у 2,32 рази у порівнянні з холодною прошивкою (роздачею) без вібрації. Після контролю пальців на магнітному дефек+0,02 тоскопі вони шліфувалися до діаметра 26 +0,01 +0,02 мм (4215) і 22 +0,01 (ЗМЗ 405, 406) полірувалися -0,005 -0,005 до діаметра 26 -0,015 мм (УМ34215) і 22 -0,015 (ЗМЗ 405, 406). Відновлені методом вібраційного деформування поршневі пальці мали відхилення форми (овальність і конусність) не більше 0,002 мм, довжину - до 98 мм. (УМЗ-4215), 95 мм (ЗМ3405), 91 мм (ЗМЗ 406), чистоту поверхні Ra=0,32 мм. 59687 8 Структура у зоні повного загартування в одних деталях має вигляд дрібноголчастого мартенситу, а в інших вона представлена безструктурним (скритокристалічним) мартенситом. У перехідній зоні і серцевині переважними структурними складовими є низьковуглецевий мартенсит і ферит, причому кількість і розміри феритних зерен у напрямку серцевини збільшуються. По внутрішньому діаметру присутня зона деформованих, здовжених по напрямку руху пуансона. Також проводили вимірювання твердості по глибині термічно зміцненого шару, що дало можливість представити товщину загартованого шару. НА глибині до 1 мм твердість загартованого цементованого шару становить HRC=56-63, а потім поступово знижується. Товщина загартованого шару - 1,05-1,32 мм. Таким чином, технічне рішення згідно корисної моделі забезпечує: більш рівномірний розподіл зусилля деформації по довжині деформування; - зниження зусилля деформування у 2,25-2,32 рази у порівнянні з холодною прошивкою (роздачею) без вібрації; відхилення форми, чистоту поверхні в межах, встановлених стандартом; мікроструктура, яка відповідає вимогам стандарту; твердість по глибині термічно зміцненого шару (1,05-1,32 мм), яка відповідає вимогам; підвищені експлуатаційні показники відновлених зразків (поршневих пальців Д-240). Зокрема стійкість до спрацювання вище ніж аналогічних відновлених без вібрації. Наведені приклади підтверджують досягнення технічного результату при здійсненні заявленого способу. Спосіб відрізняється значним покращенням якості ремонту. Заявлене технічне рішення може бути використане в сільському господарському машинобудуванні, на ремонтному виробництві, зокрема для відновлення і зміцнення деталей двигуна внутрішнього згоряння та насосів. В матеріалах заявки воно описано, повністю, таким чином, запропоноване технічне рішення відповідає критерію патентоспроможності корисної моделі «промислова придатність». 9 Комп’ютерна верстка І.Скворцова 59687 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for recovering and strengthening worn out steel cartridges
Автори англійськоюIvankova Olena Volodymyrivna, Strelko Bohdan Mykolaiovych, Halinskyi Vitalii Volodymyrovych, Skrylnyk Kateryna Serhiivna, Holoborodko Denys Serhiiovych, Shpenkov Oleksii Andriiovych, Bartosh Vitalii Yuriiovych, Buravskyi Vitalii Viktorovych, Holohvastov Oleksandr Volodymyrovych, Toma Ihor Mykolaiovych
Назва патенту російськоюСпособ восстановления и укрепления изношенных стальных втулок
Автори російськоюИванкова Елена Владимировна, Стрелько Богдан Николаевич, Галинский Виталий Владимирович, Скрыльник Екатерина Сергеевна, Голобородько Денис Сергеевич, Шпеньков Алексей Андреевич, Бартош Виталий Юрьевич, Буравский Виталий Викторович, Голохвастов Александр Владимирович, Тома Игорь Николаевич
МПК / Мітки
Мітки: спосіб, зношених, стальних, зміцнення, відновлення, втулок
Код посилання
<a href="https://ua.patents.su/5-59687-sposib-vidnovlennya-ta-zmicnennya-znoshenikh-stalnikh-vtulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення та зміцнення зношених стальних втулок</a>
Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів
Номер патенту: 24387
Опубліковано: 25.06.2007
Автори: Бєлкін Олександр Миколайович, Бєлкіна Анна Олександрівна
МПК: B24B 1/00
Мітки: втулок, спосіб, нежорстких, обробки, напівжорстких, порожнистих, валів, цементованих, стальних, кілець
Формула / Реферат:
1. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів, що включає шліфування внутрішньої та зовнішньої поверхонь, який відрізняється тим, що додатково включає операцію шліфування зовнішньої поверхні, яку проводять спочатку перед шліфуванням внутрішньої поверхні.2. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів за п. 1, який...
Спосіб відновлення втулок бурильних насосів

Номер патенту: 52188
Опубліковано: 16.12.2002
Автори: Чмихов Анатолій Вікторович, Андрухів Ярослав Йосипович
МПК: B23P 6/00
Мітки: бурильних, спосіб, насосів, відновлення, втулок
Формула / Реферат:
Спосіб відновлення втулок бурильних насосів, що передбачає наплавлення на поверхню виробу матеріалу у вигляді суцільного кільцевого шва, який компенсує зменшення розмірів виробу, з наступною обробкою відновленої поверхні, який відрізняється тим, що перед наплавленням матеріалу проводять виправлення виробу шляхом нагрівання та розточки виробу по внутрішньому і зовнішньому діаметрах, а потім відновлювання при температурі 600-700°С, при цьому...
Спосіб зменшення зношування та перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності
Номер патенту: 43780
Опубліковано: 25.08.2009
Автори: Пасічник Віктор Олександрович, Данілов Андрій Павлович, Герасимова Ольга В'ячеславівна, Кіндрачук Мирослав Васильович, Клімін Володимир Володимирович
МПК: B23Q 11/10
Мітки: зменшення, працездатності, шестерен, мастильних, торців, відновлення, внаслідок, спосіб, гідронасосів, перегріву, зношування, втулок, опорних, тертя
Формула / Реферат:
Спосіб зменшення зношування й перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності, що включає гарячу пластичну деформацію втулки в матриці з одержанням припуску для чистової механічної обробки деформованих поверхонь, який відрізняється тим, що торець втулки з боку торця шестерні виконують у вигляді радіатора шляхом видавлювання зібраними в касету пуансонами колодязів, причому...
Спосіб відновлення та попереднього зміцнення деталей машин
Номер патенту: 59935
Опубліковано: 15.09.2003
Автори: Безносов Анатолій Єгорович, Глущак Генадій Степанович, Горбатюк Єремей Олександрович, Гончар Віталій Вітальович
МПК: C23C 18/00
Мітки: попереднього, зміцнення, машин, спосіб, деталей, відновлення
Формула / Реферат:
Спосіб відновлення та поверхневого зміцнення деталей машин шляхом нанесення зміцнювального покриття, який відрізняється тим, що на зруйновану поверхню виробу наноситься гальванічний шар заліза, на який електроіскровим способом наноситься тонкий шар твердого сплаву, який утворює сітку лунок, після чого отримана поверхня обробляється тонким шліфуванням, залишаючи пори, які утримують мастило в зоні контакту поверхонь тертя ковзання.
Спосіб відновлення та зміцнення деталей
Номер патенту: 48353
Опубліковано: 10.03.2010
Автори: Рибалко Іван Миколайович, Лоєнко Василь Васильович, Сайчук Олександр Васильович, Скобло Тамара Семенівна, Сідашенко Олександр Іванович, Тіхонов Олександр Всеволодович
МПК: B24B 39/00
Мітки: зміцнення, спосіб, деталей, відновлення
Формула / Реферат:
1. Спосіб відновлення та зміцнення деталей, який включає в себе насичення поверхневого шару зварного дроту легуючими компонентами, котрий фіксується та калібрується у направляючих роликах, який відрізняється тим, що на поверхні зварного дроту за допомогою роликів з виступами, притискна сила яких, 0,15...0,9 кН, утворюються чарунки заданої форми, глибиною 0,15...0,25 мм, з подальшим нанесенням на них тонкого рівномірного шару клейкої...
Попередній патент: Автобус аеропортний середнього класу
Наступний патент: Пружна муфта
Випадковий патент: Матеріал для термопар