Пристрій для прокатування-розділяння сортових заготівок
Номер патенту: 60701
Опубліковано: 25.06.2011
Автори: Нєфєдьєв Сергій Павлович, Нєфєдьєв Олександр Сергійович
Формула / Реферат
1. Пристрій для прокатування-розділяння сортових заготівок, що включає робочу кліть з приводними валками, калібр для формування багатониткового розкату, неприводний розділяючий пристрій з парою ділильних роликів, що мають робочі поверхні, який відрізняється тим, що неприводний розділяючий пристрій виконаний у вигляді, розташованих Х-подібно, чотирьох неприводних роликів, створюючих своїми робочими поверхнями центральний калібр і, розташованих по обидві сторони від нього, бічних калібрів, при цьому центральний калібр утворений внутрішніми робочими поверхнями чотирьох роликів, а бічні калібри утворені рівчаками зовнішніх робочих поверхонь лівої і правої пар роликів, кут між осями обертання верхньої пари роликів, як і нижньої, знаходиться в діапазоні 90°-130°, а осі обертання лівої і правої пар роликів лежать у вертикальних площинах, які розташовані симетрично щодо подовжньої вертикальної площини, що проходить по лінії розкатування і під кутом 82°-87° до неї, що забезпечує в процесі розкатування відхилення бічних ниток розкату від центральної в сторони до розриву міжниткових перемичок.
2. Пристрій за п. 1, який відрізняється тим, що приводні валки робочої кліті виконані гладкими або з калібром для формування багатониткового розкату.
3. Пристрій за п. 1 або 2, який відрізняється тим, що робочі поверхні роликів утворюють калібр для формування і розділення багатониткового розкату квадратної, круглої, овальної, прямокутної або ромбічної форми.
4. Пристрій за п. 1, який відрізняється тим, що два верхні ролики встановлені на осях, закріплених на верхньому коромислі, яке за допомогою стяжних регулювальних гвинтів з'єднане з нижнім коромислом, на якому закріплені на осях два нижні ролики.
Текст
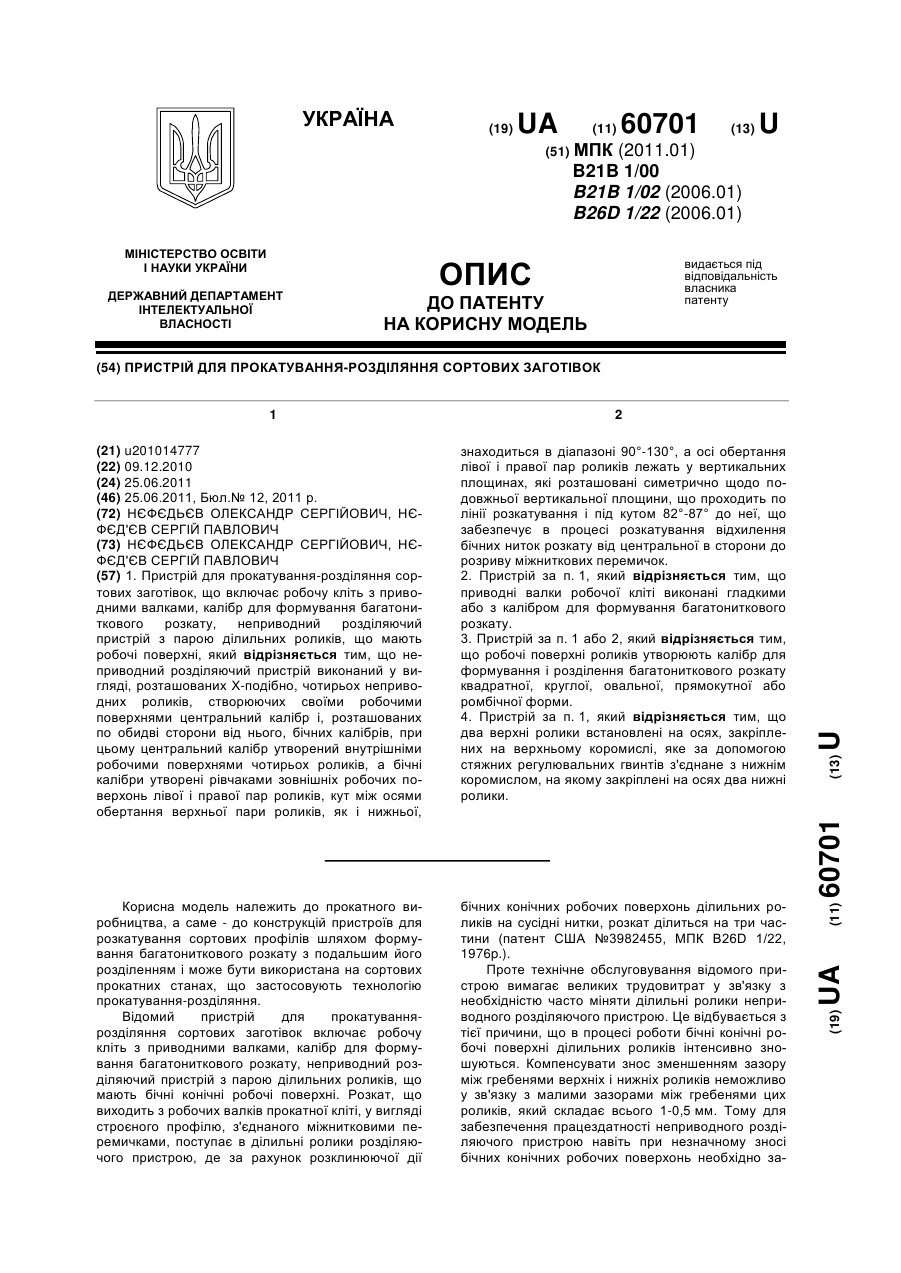
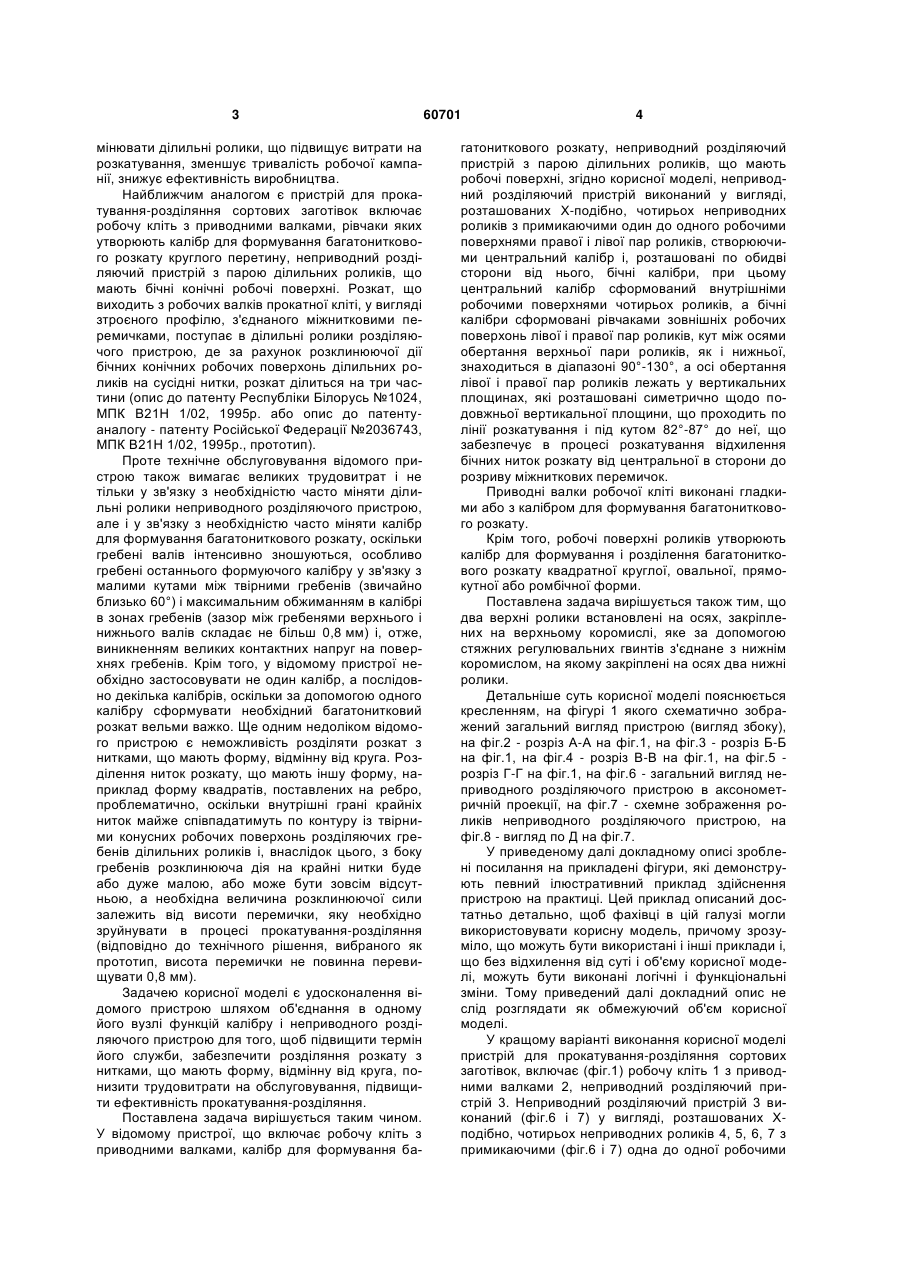
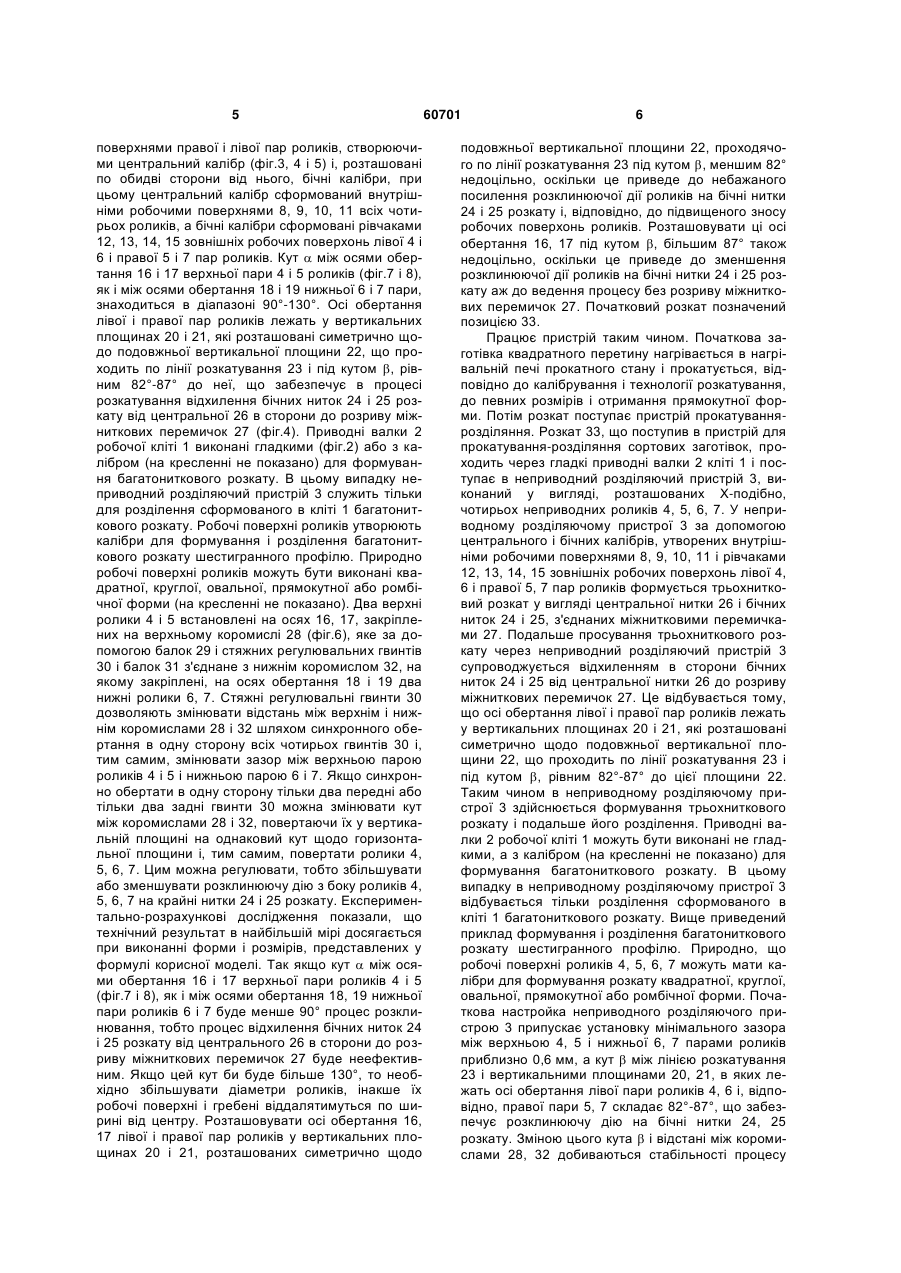
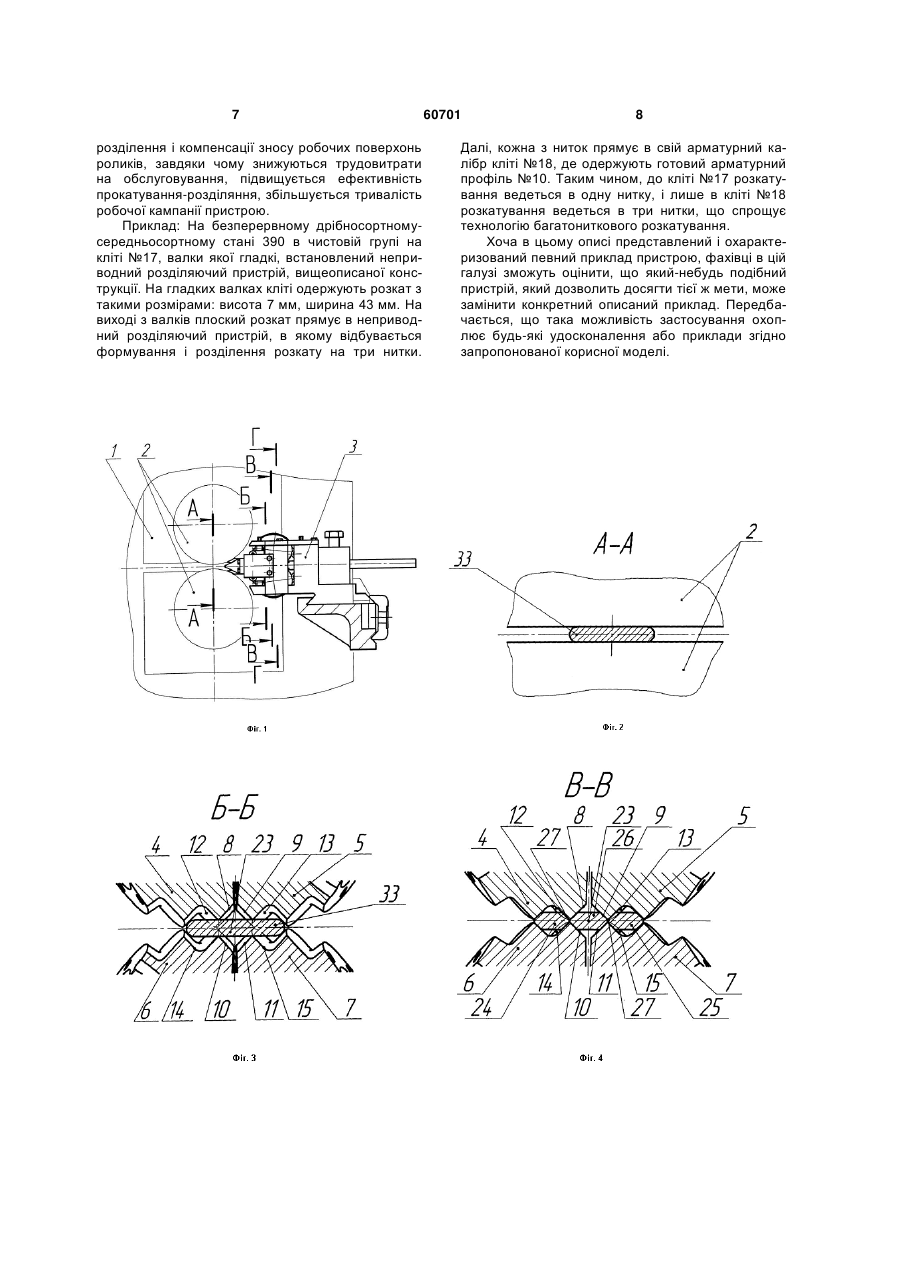
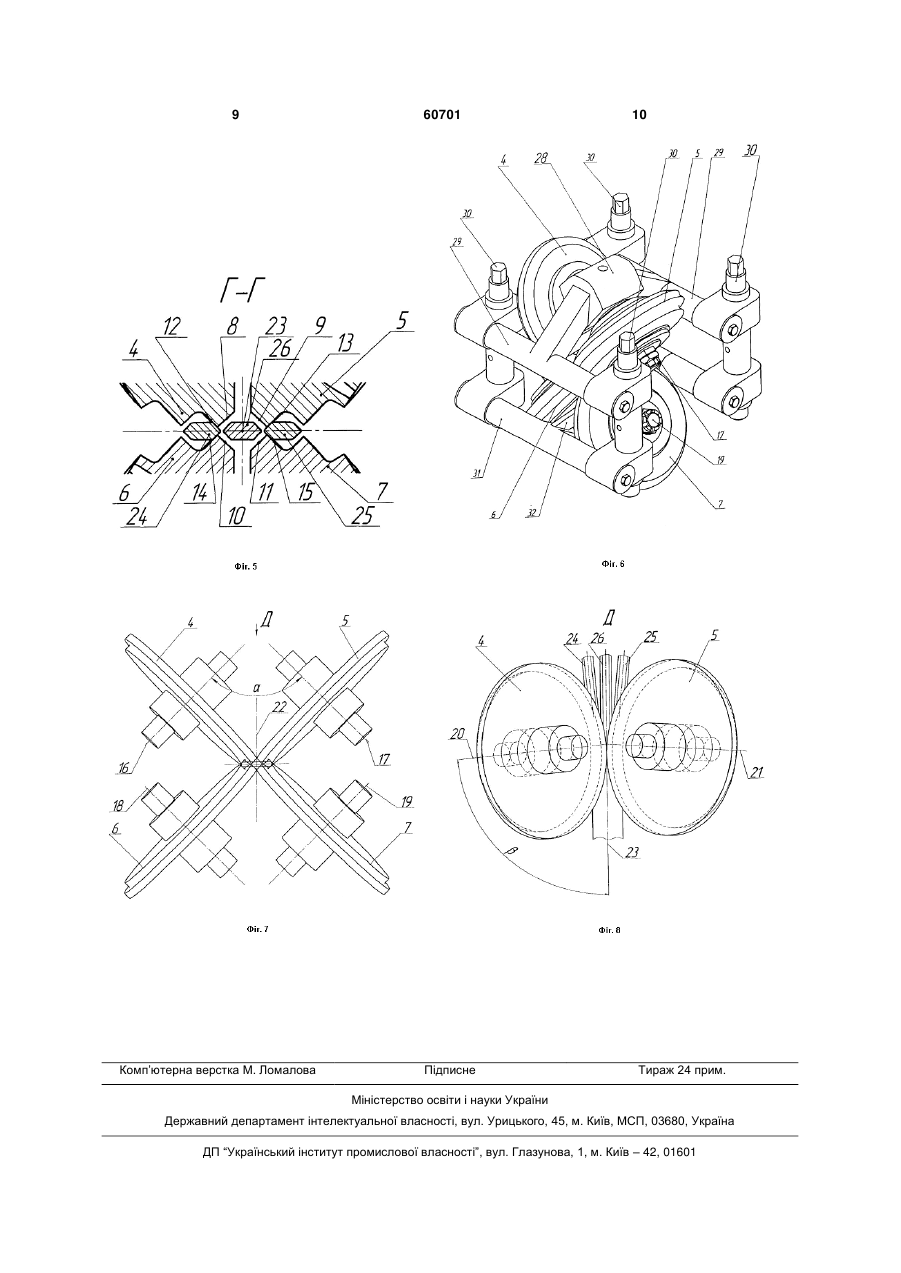
1. Пристрій для прокатування-розділяння сортових заготівок, що включає робочу кліть з приводними валками, калібр для формування багатониткового розкату, неприводний розділяючий пристрій з парою ділильних роликів, що мають робочі поверхні, який відрізняється тим, що неприводний розділяючий пристрій виконаний у вигляді, розташованих Х-подібно, чотирьох неприводних роликів, створюючих своїми робочими поверхнями центральний калібр і, розташованих по обидві сторони від нього, бічних калібрів, при цьому центральний калібр утворений внутрішніми робочими поверхнями чотирьох роликів, а бічні калібри утворені рівчаками зовнішніх робочих поверхонь лівої і правої пар роликів, кут між осями обертання верхньої пари роликів, як і нижньої, U 2 (13) 1 3 мінювати ділильні ролики, що підвищує витрати на розкатування, зменшує тривалість робочої кампанії, знижує ефективність виробництва. Найближчим аналогом є пристрій для прокатування-розділяння сортових заготівок включає робочу кліть з приводними валками, рівчаки яких утворюють калібр для формування багатониткового розкату круглого перетину, неприводний розділяючий пристрій з парою ділильних роликів, що мають бічні конічні робочі поверхні. Розкат, що виходить з робочих валків прокатної кліті, у вигляді зтроєного профілю, з'єднаного міжнитковими перемичками, поступає в ділильні ролики розділяючого пристрою, де за рахунок розклинюючої дії бічних конічних робочих поверхонь ділильних роликів на сусідні нитки, розкат ділиться на три частини (опис до патенту Республіки Білорусь №1024, МПК В21Н 1/02, 1995р. або опис до патентуаналогу - патенту Російської Федерації №2036743, МПК В21Н 1/02, 1995р., прототип). Проте технічне обслуговування відомого пристрою також вимагає великих трудовитрат і не тільки у зв'язку з необхідністю часто міняти ділильні ролики неприводного розділяючого пристрою, але і у зв'язку з необхідністю часто міняти калібр для формування багатониткового розкату, оскільки гребені валів інтенсивно зношуються, особливо гребені останнього формуючого калібру у зв'язку з малими кутами між твірними гребенів (звичайно близько 60°) і максимальним обжиманням в калібрі в зонах гребенів (зазор між гребенями верхнього і нижнього валів складає не більш 0,8 мм) і, отже, виникненням великих контактних напруг на поверхнях гребенів. Крім того, у відомому пристрої необхідно застосовувати не один калібр, а послідовно декілька калібрів, оскільки за допомогою одного калібру сформувати необхідний багатонитковий розкат вельми важко. Ще одним недоліком відомого пристрою є неможливість розділяти розкат з нитками, що мають форму, відмінну від круга. Розділення ниток розкату, що мають іншу форму, наприклад форму квадратів, поставлених на ребро, проблематично, оскільки внутрішні грані крайніх ниток майже співпадатимуть по контуру із твірними конусних робочих поверхонь розділяючих гребенів ділильних роликів і, внаслідок цього, з боку гребенів розклинююча дія на крайні нитки буде або дуже малою, або може бути зовсім відсутньою, а необхідна величина розклинюючої сили залежить від висоти перемички, яку необхідно зруйнувати в процесі прокатування-розділяння (відповідно до технічного рішення, вибраного як прототип, висота перемички не повинна перевищувати 0,8 мм). Задачею корисної моделі є удосконалення відомого пристрою шляхом об'єднання в одному його вузлі функцій калібру і неприводного розділяючого пристрою для того, щоб підвищити термін його служби, забезпечити розділяння розкату з нитками, що мають форму, відмінну від круга, понизити трудовитрати на обслуговування, підвищити ефективність прокатування-розділяння. Поставлена задача вирішується таким чином. У відомому пристрої, що включає робочу кліть з приводними валками, калібр для формування ба 60701 4 гатониткового розкату, неприводний розділяючий пристрій з парою ділильних роликів, що мають робочі поверхні, згідно корисної моделі, неприводний розділяючий пристрій виконаний у вигляді, розташованих Х-подібно, чотирьох неприводних роликів з примикаючими один до одного робочими поверхнями правої і лівої пар роликів, створюючими центральний калібр і, розташовані по обидві сторони від нього, бічні калібри, при цьому центральний калібр сформований внутрішніми робочими поверхнями чотирьох роликів, а бічні калібри сформовані рівчаками зовнішніх робочих поверхонь лівої і правої пар роликів, кут між осями обертання верхньої пари роликів, як і нижньої, знаходиться в діапазоні 90°-130°, а осі обертання лівої і правої пар роликів лежать у вертикальних площинах, які розташовані симетрично щодо подовжньої вертикальної площини, що проходить по лінії розкатування і під кутом 82°-87° до неї, що забезпечує в процесі розкатування відхилення бічних ниток розкату від центральної в сторони до розриву міжниткових перемичок. Приводні валки робочої кліті виконані гладкими або з калібром для формування багатониткового розкату. Крім того, робочі поверхні роликів утворюють калібр для формування і розділення багатониткового розкату квадратної круглої, овальної, прямокутної або ромбічної форми. Поставлена задача вирішується також тим, що два верхні ролики встановлені на осях, закріплених на верхньому коромислі, яке за допомогою стяжних регулювальних гвинтів з'єднане з нижнім коромислом, на якому закріплені на осях два нижні ролики. Детальніше суть корисної моделі пояснюється кресленням, на фігурі 1 якого схематично зображений загальний вигляд пристрою (вигляд збоку), на фіг.2 - розріз А-А на фіг.1, на фіг.3 - розріз Б-Б на фіг.1, на фіг.4 - розріз В-В на фіг.1, на фіг.5 розріз Г-Г на фіг.1, на фіг.6 - загальний вигляд неприводного розділяючого пристрою в аксонометричній проекції, на фіг.7 - схемне зображення роликів неприводного розділяючого пристрою, на фіг.8 - вигляд по Д на фіг.7. У приведеному далі докладному описі зроблені посилання на прикладені фігури, які демонструють певний ілюстративний приклад здійснення пристрою на практиці. Цей приклад описаний достатньо детально, щоб фахівці в цій галузі могли використовувати корисну модель, причому зрозуміло, що можуть бути використані і інші приклади і, що без відхилення від суті і об'єму корисної моделі, можуть бути виконані логічні і функціональні зміни. Тому приведений далі докладний опис не слід розглядати як обмежуючий об'єм корисної моделі. У кращому варіанті виконання корисної моделі пристрій для прокатування-розділяння сортових заготівок, включає (фіг.1) робочу кліть 1 з приводними валками 2, неприводний розділяючий пристрій 3. Неприводний розділяючий пристрій 3 виконаний (фіг.6 і 7) у вигляді, розташованих Хподібно, чотирьох неприводних роликів 4, 5, 6, 7 з примикаючими (фіг.6 і 7) одна до одної робочими 5 поверхнями правої і лівої пар роликів, створюючими центральний калібр (фіг.3, 4 і 5) і, розташовані по обидві сторони від нього, бічні калібри, при цьому центральний калібр сформований внутрішніми робочими поверхнями 8, 9, 10, 11 всіх чотирьох роликів, а бічні калібри сформовані рівчаками 12, 13, 14, 15 зовнішніх робочих поверхонь лівої 4 і 6 і правої 5 і 7 пар роликів. Кут між осями обертання 16 і 17 верхньої пари 4 і 5 роликів (фіг.7 і 8), як і між осями обертання 18 і 19 нижньої 6 і 7 пари, знаходиться в діапазоні 90°-130°. Осі обертання лівої і правої пар роликів лежать у вертикальних площинах 20 і 21, які розташовані симетрично щодо подовжньої вертикальної площини 22, що проходить по лінії розкатування 23 і під кутом , рівним 82°-87° до неї, що забезпечує в процесі розкатування відхилення бічних ниток 24 і 25 розкату від центральної 26 в сторони до розриву міжниткових перемичок 27 (фіг.4). Приводні валки 2 робочої кліті 1 виконані гладкими (фіг.2) або з калібром (на кресленні не показано) для формування багатониткового розкату. В цьому випадку неприводний розділяючий пристрій 3 служить тільки для розділення сформованого в кліті 1 багатониткового розкату. Робочі поверхні роликів утворюють калібри для формування і розділення багатониткового розкату шестигранного профілю. Природно робочі поверхні роликів можуть бути виконані квадратної, круглої, овальної, прямокутної або ромбічної форми (на кресленні не показано). Два верхні ролики 4 і 5 встановлені на осях 16, 17, закріплених на верхньому коромислі 28 (фіг.6), яке за допомогою балок 29 і стяжних регулювальних гвинтів 30 і балок 31 з'єднане з нижнім коромислом 32, на якому закріплені, на осях обертання 18 і 19 два нижні ролики 6, 7. Стяжні регулювальні гвинти 30 дозволяють змінювати відстань між верхнім і нижнім коромислами 28 і 32 шляхом синхронного обертання в одну сторону всіх чотирьох гвинтів 30 і, тим самим, змінювати зазор між верхньою парою роликів 4 і 5 і нижньою парою 6 і 7. Якщо синхронно обертати в одну сторону тільки два передні або тільки два задні гвинти 30 можна змінювати кут між коромислами 28 і 32, повертаючи їх у вертикальній площині на однаковий кут щодо горизонтальної площини і, тим самим, повертати ролики 4, 5, 6, 7. Цим можна регулювати, тобто збільшувати або зменшувати розклинюючу дію з боку роликів 4, 5, 6, 7 на крайні нитки 24 і 25 розкату. Експериментально-розрахункові дослідження показали, що технічний результат в найбільшій мірі досягається при виконанні форми і розмірів, представлених у формулі корисної моделі. Так якщо кут між осями обертання 16 і 17 верхньої пари роликів 4 і 5 (фіг.7 і 8), як і між осями обертання 18, 19 нижньої пари роликів 6 і 7 буде менше 90° процес розклинювання, тобто процес відхилення бічних ниток 24 і 25 розкату від центрального 26 в сторони до розриву міжниткових перемичок 27 буде неефективним. Якщо цей кут би буде більше 130°, то необхідно збільшувати діаметри роликів, інакше їх робочі поверхні і гребені віддалятимуться по ширині від центру. Розташовувати осі обертання 16, 17 лівої і правої пар роликів у вертикальних площинах 20 і 21, розташованих симетрично щодо 60701 6 подовжньої вертикальної площини 22, проходячого по лінії розкатування 23 під кутом , меншим 82° недоцільно, оскільки це приведе до небажаного посилення розклинюючої дії роликів на бічні нитки 24 і 25 розкату і, відповідно, до підвищеного зносу робочих поверхонь роликів. Розташовувати ці осі обертання 16, 17 під кутом , більшим 87° також недоцільно, оскільки це приведе до зменшення розклинюючої дії роликів на бічні нитки 24 і 25 розкату аж до ведення процесу без розриву міжниткових перемичок 27. Початковий розкат позначений позицією 33. Працює пристрій таким чином. Початкова заготівка квадратного перетину нагрівається в нагрівальній печі прокатного стану і прокатується, відповідно до калібрування і технології розкатування, до певних розмірів і отримання прямокутної форми. Потім розкат поступає пристрій прокатуваннярозділяння. Розкат 33, що поступив в пристрій для прокатування-розділяння сортових заготівок, проходить через гладкі приводні валки 2 кліті 1 і поступає в неприводний розділяючий пристрій 3, виконаний у вигляді, розташованих Х-подібно, чотирьох неприводних роликів 4, 5, 6, 7. У неприводному розділяючому пристрої 3 за допомогою центрального і бічних калібрів, утворених внутрішніми робочими поверхнями 8, 9, 10, 11 і рівчаками 12, 13, 14, 15 зовнішніх робочих поверхонь лівої 4, 6 і правої 5, 7 пар роликів формується трьохнитковий розкат у вигляді центральної нитки 26 і бічних ниток 24 і 25, з'єднаних міжнитковими перемичками 27. Подальше просування трьохниткового розкату через неприводний розділяючий пристрій 3 супроводжується відхиленням в сторони бічних ниток 24 і 25 від центральної нитки 26 до розриву міжниткових перемичок 27. Це відбувається тому, що осі обертання лівої і правої пар роликів лежать у вертикальних площинах 20 і 21, які розташовані симетрично щодо подовжньої вертикальної площини 22, що проходить по лінії розкатування 23 і під кутом , рівним 82°-87° до цієї площини 22. Таким чином в неприводному розділяючому пристрої 3 здійснюється формування трьохниткового розкату і подальше його розділення. Приводні валки 2 робочої кліті 1 можуть бути виконані не гладкими, а з калібром (на кресленні не показано) для формування багатониткового розкату. В цьому випадку в неприводному розділяючому пристрої 3 відбувається тільки розділення сформованого в кліті 1 багатониткового розкату. Вище приведений приклад формування і розділення багатониткового розкату шестигранного профілю. Природно, що робочі поверхні роликів 4, 5, 6, 7 можуть мати калібри для формування розкату квадратної, круглої, овальної, прямокутної або ромбічної форми. Початкова настройка неприводного розділяючого пристрою 3 припускає установку мінімального зазора між верхньою 4, 5 і нижньої 6, 7 парами роликів приблизно 0,6 мм, а кут між лінією розкатування 23 і вертикальними площинами 20, 21, в яких лежать осі обертання лівої пари роликів 4, 6 і, відповідно, правої пари 5, 7 складає 82°-87°, що забезпечує розклинюючу дію на бічні нитки 24, 25 розкату. Зміною цього кута і відстані між коромислами 28, 32 добиваються стабільності процесу 7 розділення і компенсації зносу робочих поверхонь роликів, завдяки чому знижуються трудовитрати на обслуговування, підвищується ефективність прокатування-розділяння, збільшується тривалість робочої кампанії пристрою. Приклад: На безперервному дрібносортномусередньосортному стані 390 в чистовій групі на кліті №17, валки якої гладкі, встановлений неприводний розділяючий пристрій, вищеописаної конструкції. На гладких валках кліті одержують розкат з такими розмірами: висота 7 мм, ширина 43 мм. На виході з валків плоский розкат прямує в неприводний розділяючий пристрій, в якому відбувається формування і розділення розкату на три нитки. 60701 8 Далі, кожна з ниток прямує в свій арматурний калібр кліті №18, де одержують готовий арматурний профіль №10. Таким чином, до кліті №17 розкатування ведеться в одну нитку, і лише в кліті №18 розкатування ведеться в три нитки, що спрощує технологію багатониткового розкатування. Хоча в цьому описі представлений і охарактеризований певний приклад пристрою, фахівці в цій галузі зможуть оцінити, що який-небудь подібний пристрій, який дозволить досягти тієї ж мети, може замінити конкретний описаний приклад. Передбачається, що така можливість застосування охоплює будь-які удосконалення або приклади згідно запропонованої корисної моделі. 9 Комп’ютерна верстка М. Ломалова 60701 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for rolling-dividing sectional billets
Автори англійськоюNiefiediev Oleksandr Serhiiovych, Niefiediev Serhii Pavlovych
Назва патенту російськоюУстройство для прокатки-разделения сортовых заготовок
Автори російськоюНефедьев Александр Сергеевич, Нефедьев Сергей Павлович
МПК / Мітки
МПК: B21B 1/02, B26D 1/22, B21B 1/00
Мітки: сортових, прокатування-розділяння, заготівок, пристрій
Код посилання
<a href="https://ua.patents.su/5-60701-pristrijj-dlya-prokatuvannya-rozdilyannya-sortovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для прокатування-розділяння сортових заготівок</a>
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 36722
Опубліковано: 10.11.2008
Автори: Бабенко Михайло Антонович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович
МПК: B21B 1/00
Мітки: заготівок, спосіб, сортових, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння сортових заготівок, відповідно до якого формують тринитковий розкат із зонами майбутнього розділяння, проводять локальне деформування зон майбутнього розділяння перед прокаткою розкату в поділяючому калібрі й відокремлюють крайні нитки від центральної в поділяючому калібрі за допомогою поперечних сил, що розтягують, створюваних на похилих внутрішніх поверхнях крайніх ниток зовнішніми конусними поверхнями...
Спосіб прокатування-розділяння сортових заготівок
Номер патенту: 52187
Опубліковано: 15.03.2005
Автори: Бенецький Олексій Геннадійович, Солод Володимир Сергійович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович, Нєфєдьєв Сергій Павлович
Мітки: заготівок, сортових, спосіб, прокатування-розділяння
Формула / Реферат:
Шахтна однобарабанна підйомна установка, що включає копрові шківи, установлені на одній геометричній осі, канати і однобарабанну піднімальну машину, яка відрізняється тим, що кріплення каната від правого копрового шківа виконано у лівого торця барабана піднімальної машини і відповідно кріплення каната від лівого копрового шківа - у правого торця барабана.
Спосіб багаторівчакового прокатування-розділяння заготівок із безперервнолитих виливків
Номер патенту: 91925
Опубліковано: 10.09.2010
Автори: Теряєв Олександр Митрофанович, Туник Олег Анатолійович, Борщов Олексій Вікторович, Онищенко Сергій Олександрович
МПК: B21B 1/02
Мітки: виливків, заготівок, безперервнолитих, багаторівчакового, спосіб, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння заготівок із безперевнолитих виливків, що включає послідовне формування із безперервнолитого виливка одночасно трьох заготівок, з'єднаних між собою перемичками, із зосередженням лікваційної зони в середній заготівці, та обтиснення на кінцевому етапі прокатування тільки в крайніх діагональних рівчаках по більшій осі поперечного перерізу лікваційної зони, який відрізняється тим, що спочатку у валках формують по...
Спосіб прокатки-поділу сортових заготівок
Номер патенту: 26922
Опубліковано: 10.10.2007
Автори: Нєфєдьєв Сергій Павлович, Нечепоренко Володимир Андрійович, Нєфєдьєв Олександр Сергійович
Мітки: спосіб, сортових, прокатки-поділу, заготівок
Формула / Реферат:
1. Спосіб прокатки-поділу сортових заготівок, що включає формування багатониткового розкату, у якому окремі нитки мають квадратний або інший профіль (круглий, овальний, ромбічний і т.д.), руйнування сполучних перемичок, який відрізняється тим, що формування багатониткового розкату й руйнування сполучних перемичок здійснюють за один прохід у чотиривалковій кліті з валками східчастої форми.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб прокатування-розділяння
Номер патенту: 93270
Опубліковано: 25.01.2011
Автори: Кузьмін Олександр Вікторович, Бенецький Олексій Геннадійович, Феофілактова Катерина Володимирівна, РЯБКІН ЮРІЙ ЮРІЙОВИЧ
Мітки: спосіб, прокатування-розділяння
Формула / Реферат:
Спосіб прокатування-розділяння, що включає формування багатониткового підкату із зонами наступного розділяння та наступне відділення крайніх ниток у прокатних валках, при якому крайні нитки відокремлюють за допомогою поперечних розтягуючих сил, утворених валками на внутрішніх похилих поверхнях крайніх робочих рівчаків, який відрізняється тим, що використовують трирівчаковий формуючий калібр для формування як триниткового, так і двониткового...
Попередній патент: Спосіб виготовлення кремнієвих діодів шотткі з охоронним кільцем
Наступний патент: Спосіб визначення ранньої стадії порушення функціональних резервів бета-клітин острівців підшлункової залози у людей літнього віку з інсулінорезистентністю
Випадковий патент: Спосіб ультразвукової оцінки колатерального артеріального кровообігу кисті при радіальному доступі в інтервенційній кардіології