Спосіб виробництва новорічних прикрас та пристрої для їх прикріплення при застосуванні цього способу
Формула / Реферат
1. Спосіб виробництва новорічних прикрас, при якому спочатку видувають скляний напівфабрикат (1) новорічної прикраси потрібної форми з технологічним хвостовиком, який відрізняється тим, що скляний напівфабрикат (1) прикріплюють в покривний пристрій, а потім розміщують в устаткуванні металізації, де у вакуумі на його поверхню наносять технологією вакуумної металізації або напилення шар металу, або його сплаву завтовшки 1-7 мікронів, і таким чином металізований напівфабрикат фарбують нанесенням шару прозорого або кольорового блискучого лаку або кольорової матової фарби.
2. Спосіб за п. 1, який відрізняється тим, що для виконання вакуумної металізації або напилення використовують один з таких елементів, як: алюміній, мідь, залізо, нікель, срібло, золото, олово, магній, хром, ванадій, цинк або їх сплави.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що скляний напівфабрикат (1) новорічної прикраси перед розміщенням в устаткуванні вакуумної металізації в місцях передбаченого оздоблення захищають екрануванням, а після його усунення на новорічній прикрасі залишають прозорі неметалізовані місця.
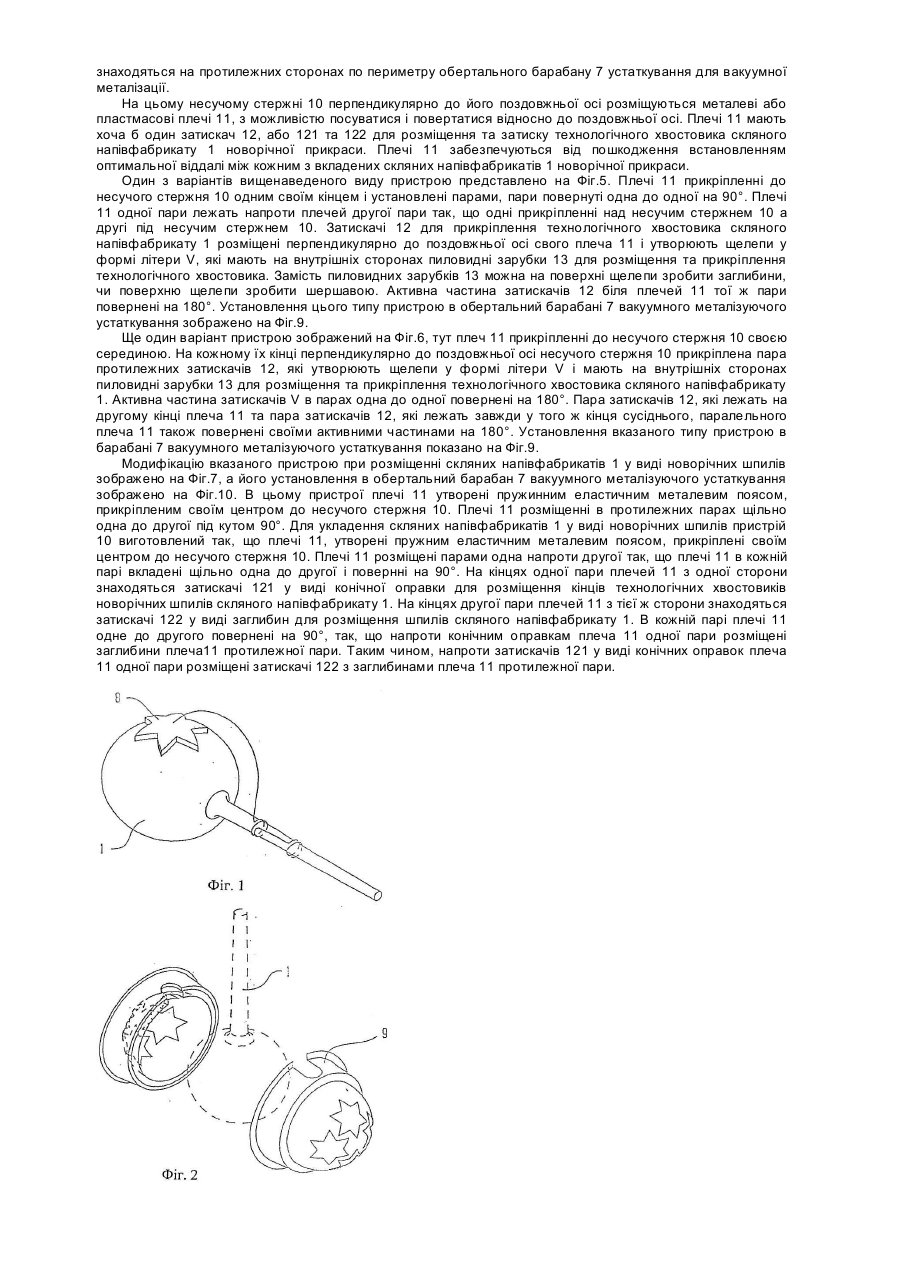
4. Спосіб за п. 3, який відрізняється тим, що для екранування скляний напівфабрикат (1) новорічної прикраси розміщують в заглибині (4) покривного пристрою (3), причому заглибина (4) точно відтворює форму і розмір скляного напівфабрикату (1) у вибраній розділяючій площині (5), частину скляного напівфабрикату (1) закладають в заглибину (4) і таким чином захищають від металізації, тоді як металізують тільки ту частину пристрою (3), яка виглядає з заглибини (4) покривного оздоблення, розділяюча площина (5) та її форма відповідають потрібному скляному напівфабрикату (1), покривний пристрій (3) з заглибиною або заглибинами (4) виконаний з пружного матеріалу, який забезпечує прилягання до скляного напівфабрикату (1) в розділяючій площині (5) та фіксацію скляного напівфабрикату (1) в цьому пристрої (3), а фарбування проводять після витягування пометалізованої новорічної прикраси з покривного пристрою (3).
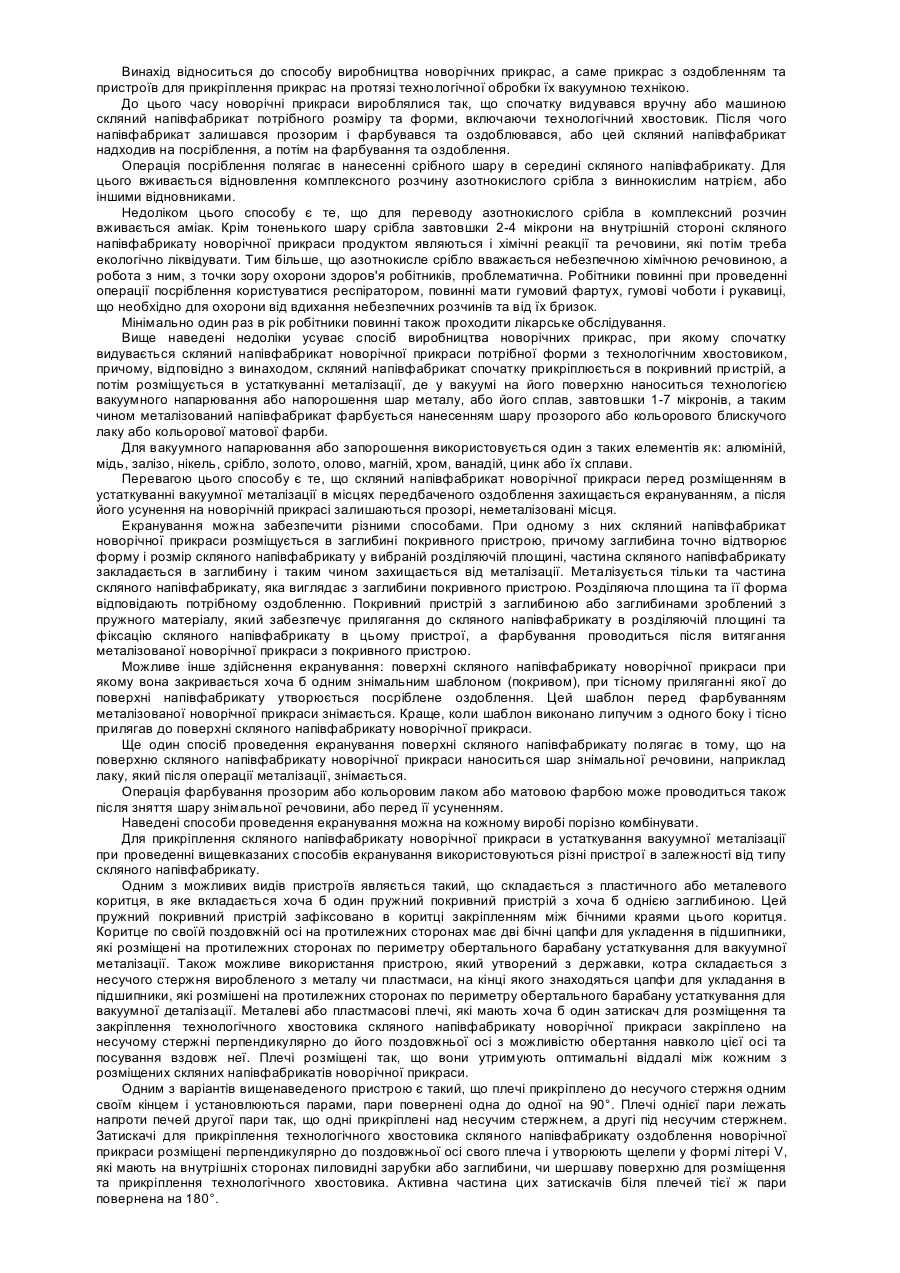
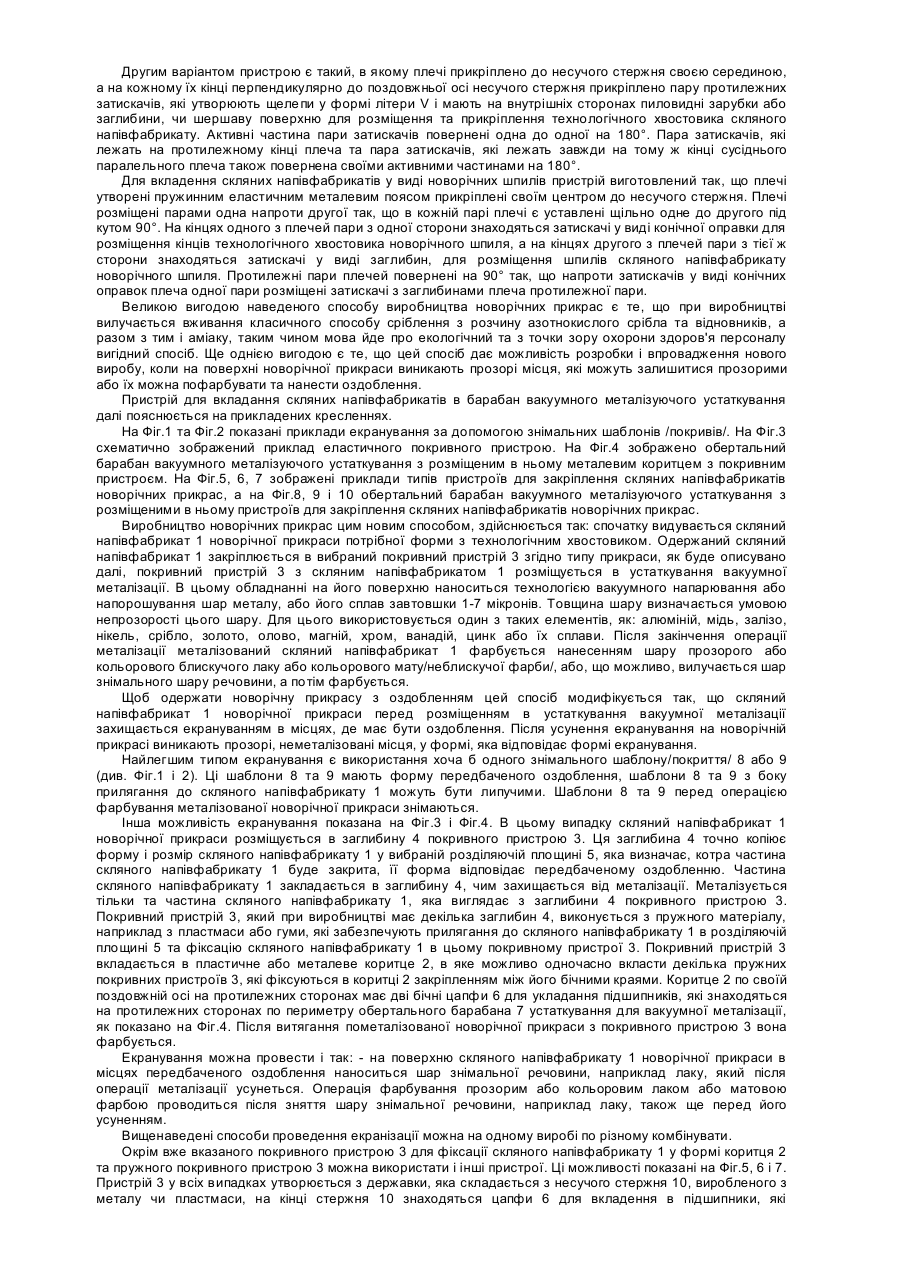
5. Спосіб за пп. 3 або 4, який відрізняється тим, що при екрануванні поверхні скляного напівфабрикату (1) новорічної прикраси останню закривають хоча б одним знімним шаблоном /покривом/ (8, 9), при тісному приляганні якого до поверхні напівфабрикату утворюється потрібне оздоблення, причому цей шаблон (8, 9) перед операцією фарбування металізованої новорічної прикраси знімають.
6. Спосіб за п. 5, який відрізняється тим, що шаблон (8, 9) виконаний липучим та з одного боку має можливість тісного прилягання до поверхні скляного напівфабрикату (1) новорічної прикраси.
7. Спосіб за п. 3, який відрізняється тим, що при екрануванні на поверхню скляного напівфабрикату (1) новорічної прикраси наносять шар знімальної речовини, наприклад лаку, який після операції металізації знімають.
8. Спосіб за п. 7, який відрізняться тим, що фарбування прозорим або кольоровим лаком, або матовою фарбою проводять після зняття шару знімальної речовини.
9. Спосіб за п. 7, який відрізняється тим, що фарбування прозорим або кольоровим лаком, або матовою фарбою проводять перед усуненням знімальної речовини.
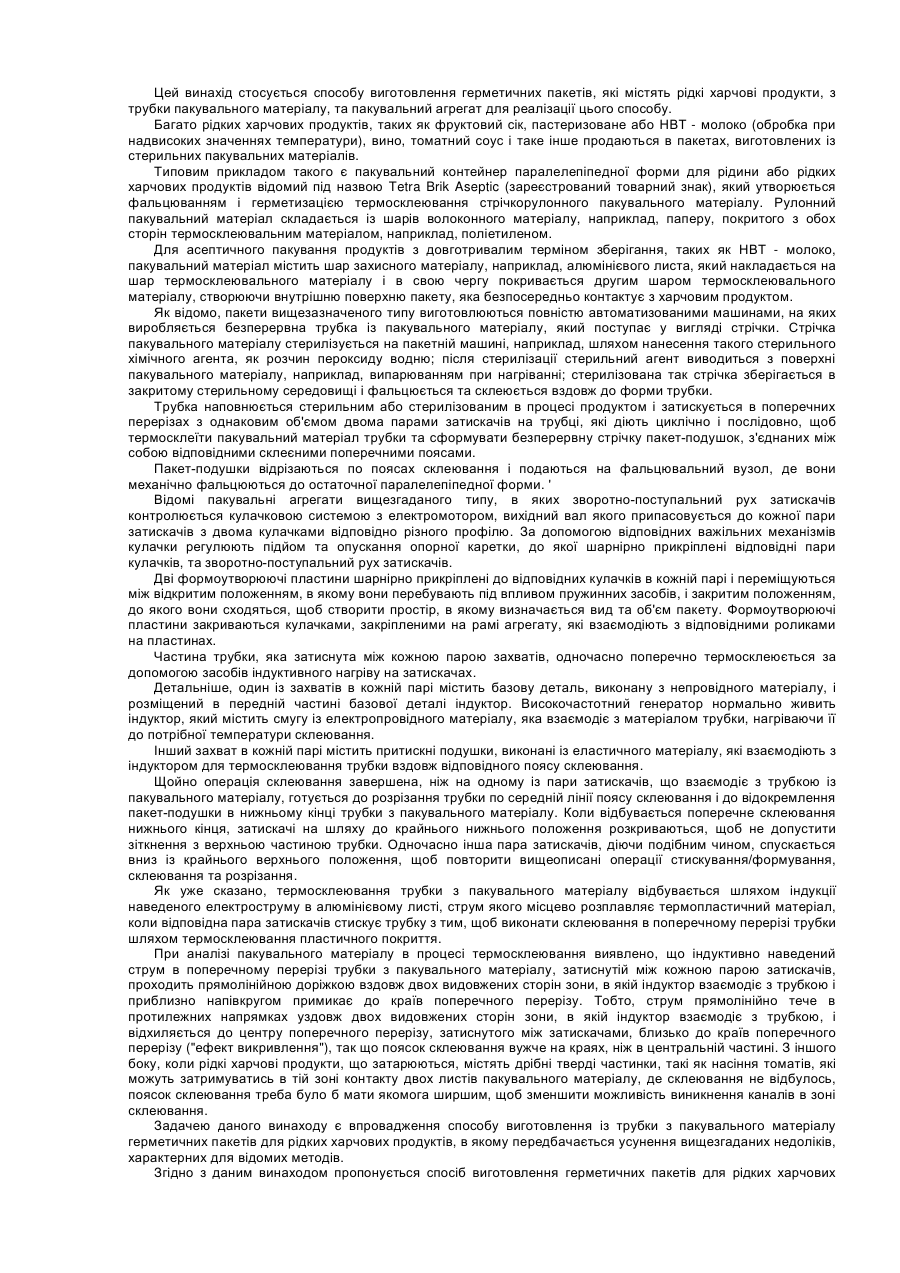
10. Пристрій для прикріплення скляних напівфабрикатів прикрас в устаткуванні вакуумної металізації при проведенні способу за пп. 1-4, який відрізняється тим, що складається з пластичного або металевого коритця (2), в яке вкладений хоча б один пружний покривний пристрій (3) з хоча б однією заглибиною (4), пружний покривний пристрій (3) зафіксовано в коритці (2) закріпленням між бічними краями коритця (2), причому коритце (2) по своїй поздовжній осі на протилежних сторонах має дві бічні цапфи (6) для укладення в підшипники, які розташовані на протилежних сторонах по периметру обертального барабана (7) устаткування для вакуумної металізації.
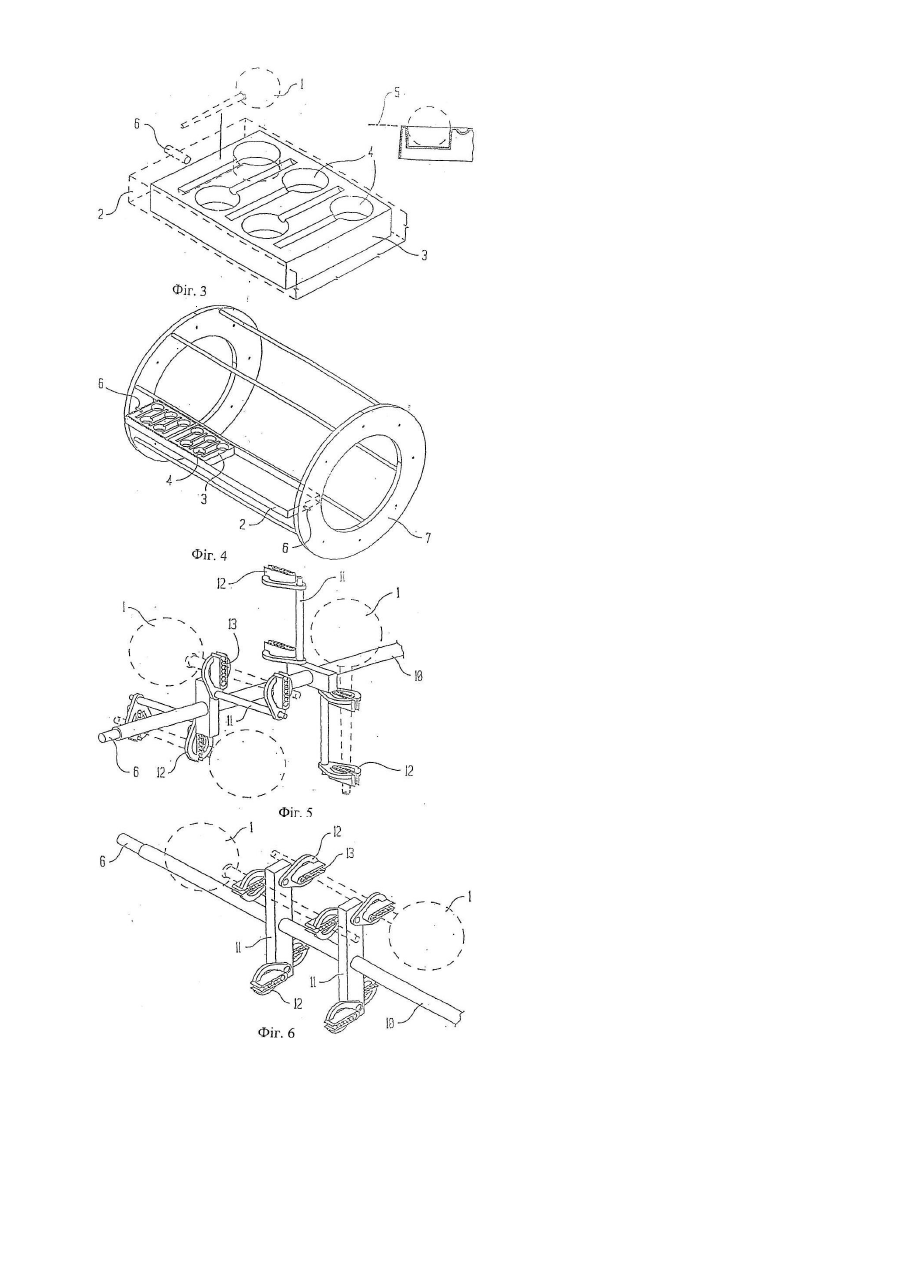
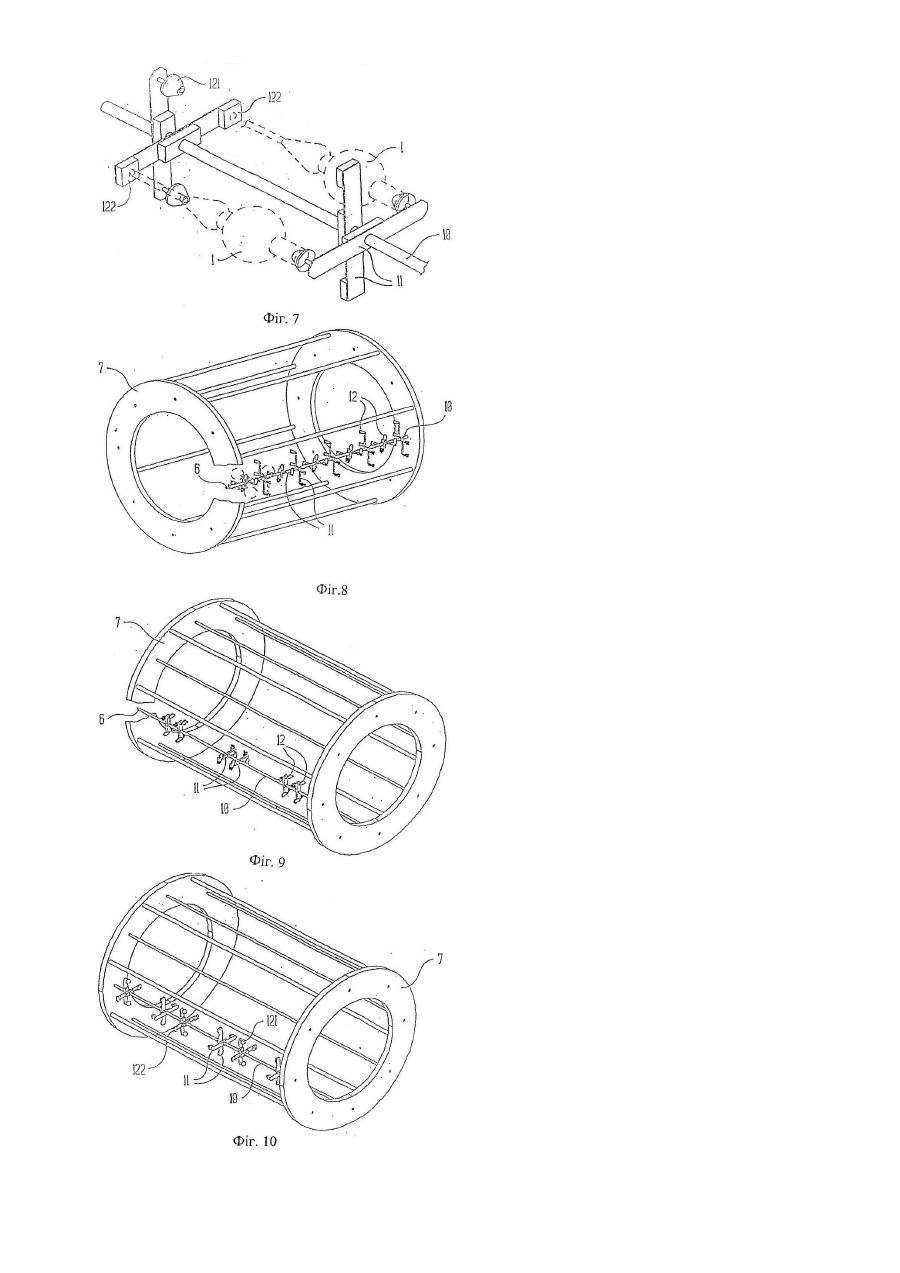
11. Пристрій для прикріплення скляних напівфабрикатів прикрас при проведенні способу за пп. 1, 2 та будь-якого з пп. 3, 5, 6, 7, 8, 9, який відрізняється тим, що утворений з державки, котра складається з несучого стержня (10), виробленого з металу чи пластмаси, на кінці якого знаходяться цапфи (6) для укладання в підшипники, які розміщені на протилежних сторонах по периметру обертального барабана (7) устаткування для вакуумної металізації, причому металеві або пластмасові плечі (11), що мають хоча б один затискач (12) для розміщення та закріплення технологічного хвостовика скляного напівфабрикату (1) новорічної прикраси закріплено на несучому стержні (10) перпендикулярно до його поздовжньої осі з можливістю обертання навколо цієї осі та посування вздовж неї, причому плечі (11) розміщено так, що вони утворюють оптимальні відстані між кожним з розміщених скляних напівфабрикатів (1) новорічної прикраси.
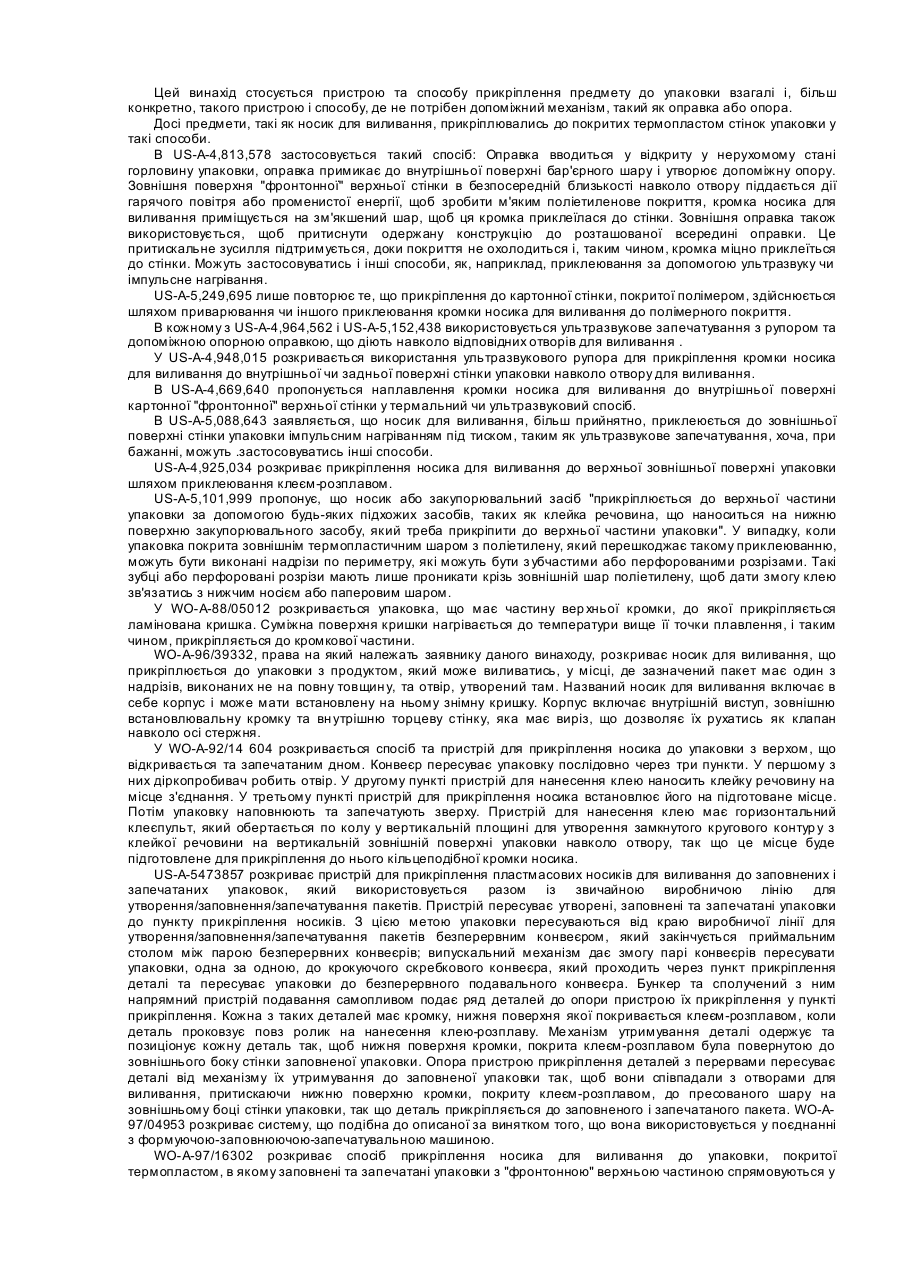
12. Пристрій за п. 11, який відрізняється тим, що плечі (11) прикріплені до несучого стержня (10) одним своїм кінцем і установлені парами, пари повернені одна до одної на кут 90°, причому плечі (11) однієї пари лежать напроти плечей (11) другої пари так, що одні прикріплені над несучим стержнем (10) а другі - під несучим стержнем (10), затискачі (12) для прикріплення технологічного хвостовика скляного напівфабрикату (1) розміщені перпендикулярно до поздовжньої осі свого плеча (11) і утворюють щелепи у формі літери V, які мають на внутрішніх сторонах пилоподібні зарубки (13) або заглибини, чи шершаву поверхню для розміщення та прикріплення технологічного хвостовика, а активна частина затискачів (12) біля плечей (11) тієї ж пари повернена на кут 180°.
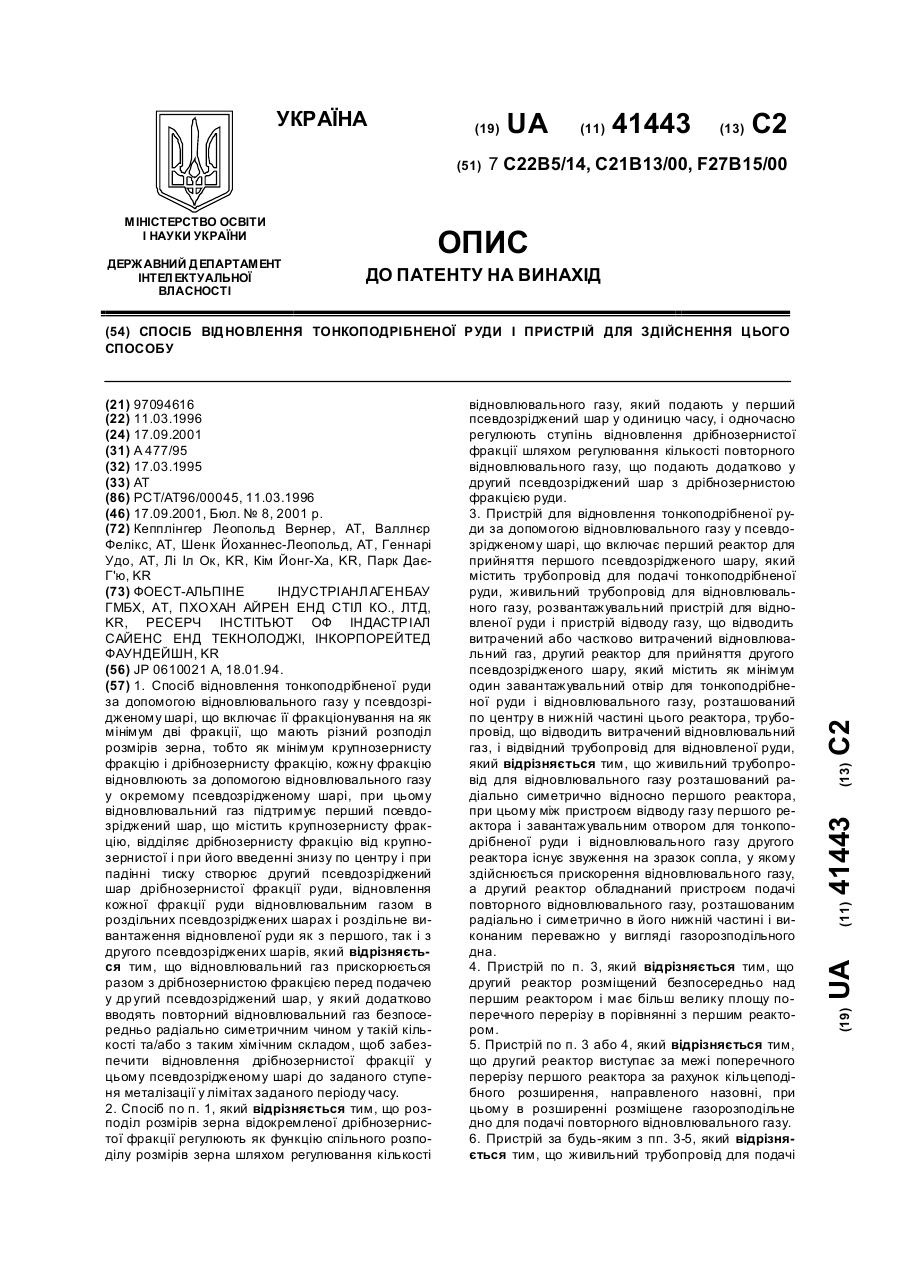
13 Пристрій за п. 11, який відрізняється тим, що плечі (11) прикріплені до несучого стержня (10) своєю серединою, а на кожному їх кінці перпендикулярно до поздовжньої осі несучого стержня (10) прикріплено пару протилежних затискачів (12), які утворюють щелепи у формі літери V і мають на внутрішніх сторонах пилоподібні зарубки (13) або заглибини, чи шершаву поверхню для розміщення та прикріплення технологічного хвостовика скляного напівфабрикату (1), причому активна частина пари затискачів (12) повернена одна до одної на кут 180°, причому пара затискачів (12), які лежать на протилежному кінці плеча (11), та пара затискачів (12), які завжди лежать на тому ж кінці сусіднього паралельного плеча (11), також повернена своїми активними частинами на кут 180°.
14. Пристрій за п. 11, який відрізняється тим, що плечі (11), утворені пружинним еластичним металевим поясом, прикріплені своїм центром до несучого стержня (10) та розміщені парами одна напроти одної так, що в кожній парі плечі (11) уставлені щільно одне до одного під кутом 90°, причому на кінцях одного з плечей пари (11) з одної сторони знаходяться затискачі (121) у вигляді конічної оправки для розміщення кінців технологічного хвостовика новорічного шпиля, а на кінцях другого з плечей пари (11) з тієї ж сторони знаходяться затискачі (122) у вигляді заглибин для розміщення шпилів скляного напівфабрикату (1) новорічного шпиля, причому протилежні пари плечей (11) повернуті на кут 90° так, що напроти затискачів (121) у вигляді конічних оправок плеча (11) одної пари розміщені затискачі (122) з заглибинами плеча (11) протилежної пари.
Текст
Винахід відноситься до способу виробництва новорічних прикрас, а саме прикрас з оздобленням та пристроїв для прикріплення прикрас на протязі технологічної обробки їх вакуумною технікою. До цього часу новорічні прикраси вироблялися так, що спочатку видувався вручну або машиною скляний напівфабрикат потрібного розміру та форми, включаючи технологічний хвостовик. Після чого напівфабрикат залишався прозорим і фарбувався та оздоблювався, або цей скляний напівфабрикат надходив на посріблення, а потім на фарбування та оздоблення. Операція посріблення полягає в нанесенні срібного шару в середині скляного напівфабрикату. Для цього вживається відновлення комплексного розчину азотнокислого срібла з виннокислим натрієм, або іншими відновниками. Недоліком цього способу є те, що для переводу азотнокислого срібла в комплексний розчин вживається аміак. Крім тоненького шару срібла завтовшки 2-4 мікрони на внутрішній стороні скляного напівфабрикату новорічної прикраси продуктом являються і хімічні реакції та речовини, які потім треба екологічно ліквідувати. Тим більше, що азотнокисле срібло вважається небезпечною хімічною речовиною, а робота з ним, з точки зору охорони здоров'я робітників, проблематична. Робітники повинні при проведенні операції посріблення користуватися респіратором, повинні мати гумовий фартух, гумові чоботи і рукавиці, що необхідно для охорони від вдихання небезпечних розчинів та від їх бризок. Мінімально один раз в рік робітники повинні також проходити лікарське обслідування. Вище наведені недоліки усуває спосіб виробництва новорічних прикрас, при якому спочатку видувається скляний напівфабрикат новорічної прикраси потрібної форми з технологічним хвостовиком, причому, відповідно з винаходом, скляний напівфабрикат спочатку прикріплюється в покривний пристрій, а потім розміщується в устаткуванні металізації, де у вакуумі на його поверхню наноситься технологією вакуумного напарювання або напорошення шар металу, або його сплав, завтовшки 1-7 мікронів, а таким чином металізований напівфабрикат фарбується нанесенням шару прозорого або кольорового блискучого лаку або кольорової матової фарби. Для вакуумного напарювання або запорошення використовується один з таких елементів як: алюміній, мідь, залізо, нікель, срібло, золото, олово, магній, хром, ванадій, цинк або їх сплави. Перевагою цього способу є те, що скляний напівфабрикат новорічної прикраси перед розміщенням в устаткуванні вакуумної металізації в місцях передбаченого оздоблення захищається екрануванням, а після його усунення на новорічній прикрасі залишаються прозорі, неметалізовані місця. Екранування можна забезпечити різними способами. При одному з них скляний напівфабрикат новорічної прикраси розміщується в заглибині покривного пристрою, причому заглибина точно відтворює форму і розмір скляного напівфабрикату у вибраній розділяючій площині, частина скляного напівфабрикату закладається в заглибину і таким чином захищається від металізації. Металізується тільки та частина скляного напівфабрикату, яка виглядає з заглибини покривного пристрою. Розділяюча площина та її форма відповідають потрібному оздобленню. Покривний пристрій з заглибиною або заглибинами зроблений з пружного матеріалу, який забезпечує прилягання до скляного напівфабрикату в розділяючій площині та фіксацію скляного напівфабрикату в цьому пристрої, а фарбування проводиться після витягання металізованої новорічної прикраси з покривного пристрою. Можливе інше здійснення екранування: поверхні скляного напівфабрикату новорічної прикраси при якому вона закривається хоча б одним знімальним шаблоном (покривом), при тісному приляганні якої до поверхні напівфабрикату утворюється посріблене оздоблення. Цей шаблон перед фарбуванням металізованої новорічної прикраси знімається. Краще, коли шаблон виконано липучим з одного боку і тісно прилягав до поверхні скляного напівфабрикату новорічної прикраси. Ще один спосіб проведення екранування поверхні скляного напівфабрикату полягає в тому, що на поверхню скляного напівфабрикату новорічної прикраси наноситься шар знімальної речовини, наприклад лаку, який після операції металізації, знімається. Операція фарбування прозорим або кольоровим лаком або матовою фарбою може проводиться також після зняття шару знімальної речовини, або перед її усуненням. Наведені способи проведення екранування можна на кожному виробі порізно комбінувати. Для прикріплення скляного напівфабрикату новорічної прикраси в устаткування вакуумної металізації при проведенні вищевказаних способів екранування використовуються різні пристрої в залежності від типу скляного напівфабрикату. Одним з можливих видів пристроїв являється такий, що складається з пластичного або металевого коритця, в яке вкладається хоча б один пружний покривний пристрій з хоча б однією заглибиною. Цей пружний покривний пристрій зафіксовано в коритці закріпленням між бічними краями цього коритця. Коритце по своїй поздовжній осі на протилежних сторонах має дві бічні цапфи для укладення в підшипники, які розміщені на протилежних сторонах по периметру обертального барабану устаткування для вакуумної металізації. Також можливе використання пристрою, який утворений з державки, котра складається з несучого стержня виробленого з металу чи пластмаси, на кінці якого знаходяться цапфи для укладання в підшипники, які розмішені на протилежних сторонах по периметру обертального барабану устаткування для вакуумної деталізації. Металеві або пластмасові плечі, які мають хоча б один затискач для розміщення та закріплення технологічного хвостовика скляного напівфабрикату новорічної прикраси закріплено на несучому стержні перпендикулярно до його поздовжньої осі з можливістю обертання навколо цієї осі та посування вздовж неї. Плечі розміщені так, що вони утримують оптимальні віддалі між кожним з розміщених скляних напівфабрикатів новорічної прикраси. Одним з варіантів вищенаведеного пристрою є такий, що плечі прикріплено до несучого стержня одним своїм кінцем і установлюються парами, пари повернені одна до одної на 90°. Плечі однієї пари лежать напроти печей другої пари так, що одні прикріплені над несучим стержнем, а другі під несучим стержнем. Затискачі для прикріплення технологічного хвостовика скляного напівфабрикату оздоблення новорічної прикраси розміщені перпендикулярно до поздовжньої осі свого плеча і утворюють щелепи у формі літері V, які мають на внутрішніх сторонах пиловидні зарубки або заглибини, чи шершаву поверхню для розміщення та прикріплення технологічного хвостовика. Активна частина цих затискачів біля плечей тієї ж пари повернена на 180°. Другим варіантом пристрою є такий, в якому плечі прикріплено до несучого стержня своєю серединою, а на кожному їх кінці перпендикулярно до поздовжньої осі несучого стержня прикріплено пару протилежних затискачів, які утворюють щелепи у формі літери V і мають на внутрішніх сторонах пиловидні зарубки або заглибини, чи шершаву поверхню для розміщення та прикріплення технологічного хвостовика скляного напівфабрикату. Активні частина пари затискачів повернені одна до одної на 180°. Пара затискачів, які лежать на протилежному кінці плеча та пара затискачів, які лежать завжди на тому ж кінці сусіднього паралельного плеча також повернена своїми активними частинами на 180°. Для вкладення скляних напівфабрикатів у виді новорічних шпилів пристрій виготовлений так, що плечі утворені пружинним еластичним металевим поясом прикріплені своїм центром до несучого стержня. Плечі розміщені парами одна напроти другої так, що в кожній парі плечі є уставлені щільно одне до другого під кутом 90°. На кінцях одного з плечей пари з одної сторони знаходяться затискачі у виді конічної оправки для розміщення кінців технологічного хвостовика новорічного шпиля, а на кінцях другого з плечей пари з тієї ж сторони знаходяться затискачі у виді заглибин, для розміщення шпилів скляного напівфабрикату новорічного шпиля. Протилежні пари плечей повернені на 90° так, що напроти затискачів у виді конічних оправок плеча одної пари розміщені затискачі з заглибинами плеча протилежної пари. Великою вигодою наведеного способу виробництва новорічних прикрас є те, що при виробництві вилучається вживання класичного способу сріблення з розчину азотнокислого срібла та відновників, а разом з тим і аміаку, таким чином мова йде про екологічний та з точки зору охорони здоров'я персоналу вигідний спосіб. Ще однією вигодою є те, що цей спосіб дає можливість розробки і впровадження нового виробу, коли на поверхні новорічної прикраси виникають прозорі місця, які можуть залишитися прозорими або їх можна пофарбувати та нанести оздоблення. Пристрій для вкладання скляних напівфабрикатів в барабан вакуумного металізуючого устаткування далі пояснюється на прикладених кресленнях. На Фіг.1 та Фіг.2 показані приклади екранування за допомогою знімальних шаблонів /покривів/. На Фіг.3 схематично зображений приклад еластичного покривного пристрою. На Фіг.4 зображено обертальний барабан вакуумного металізуючого устаткування з розміщеним в ньому металевим коритцем з покривним пристроєм. На Фіг.5, 6, 7 зображені приклади типів пристроїв для закріплення скляних напівфабрикатів новорічних прикрас, а на Фіг.8, 9 і 10 обертальний барабан вакуумного металізуючого устаткування з розміщеними в ньому пристроїв для закріплення скляних напівфабрикатів новорічних прикрас. Виробництво новорічних прикрас цим новим способом, здійснюється так: спочатку видувається скляний напівфабрикат 1 новорічної прикраси потрібної форми з технологічним хвостовиком. Одержаний скляний напівфабрикат 1 закріплюється в вибраний покривний пристрій 3 згідно типу прикраси, як буде описувано далі, покривний пристрій 3 з скляним напівфабрикатом 1 розміщується в устаткування вакуумної металізації. В цьому обладнанні на його поверхню наноситься технологією вакуумного напарювання або напорошування шар металу, або його сплав завтовшки 1-7 мікронів. Товщина шару визначається умовою непрозорості цього шару. Для цього використовується один з таких елементів, як: алюміній, мідь, залізо, нікель, срібло, золото, олово, магній, хром, ванадій, цинк або їх сплави. Після закінчення операції металізації металізований скляний напівфабрикат 1 фарбується нанесенням шару прозорого або кольорового блискучого лаку або кольорового мату/неблискучої фарби/, або, що можливо, вилучається шар знімального шару речовини, а потім фарбується. Щоб одержати новорічну прикрасу з оздобленням цей спосіб модифікується так, що скляний напівфабрикат 1 новорічної прикраси перед розміщенням в устаткування вакуумної металізації захищається екрануванням в місцях, де має бути оздоблення. Після усунення екранування на новорічній прикрасі виникають прозорі, неметалізовані місця, у формі, яка відповідає формі екранування. Найлегшим типом екранування є використання хоча б одного знімального шаблону/покриття/ 8 або 9 (див. Фіг.1 і 2). Ці шаблони 8 та 9 мають форму передбаченого оздоблення, шаблони 8 та 9 з боку прилягання до скляного напівфабрикату 1 можуть бути липучими. Шаблони 8 та 9 перед операцією фарбування металізованої новорічної прикраси знімаються. Інша можливість екранування показана на Фіг.3 і Фіг.4. В цьому випадку скляний напівфабрикат 1 новорічної прикраси розміщується в заглибину 4 покривного пристрою 3. Ця заглибина 4 точно копіює форму і розмір скляного напівфабрикату 1 у вибраній розділяючій площині 5, яка визначає, котра частина скляного напівфабрикату 1 буде закрита, її форма відповідає передбаченому оздобленню. Частина скляного напівфабрикату 1 закладається в заглибину 4, чим захищається від металізації. Металізується тільки та частина скляного напівфабрикату 1, яка виглядає з заглибини 4 покривного пристрою 3. Покривний пристрій 3, який при виробництві має декілька заглибин 4, виконується з пружного матеріалу, наприклад з пластмаси або гуми, які забезпечують прилягання до скляного напівфабрикату 1 в розділяючій площині 5 та фіксацію скляного напівфабрикату 1 в цьому покривному пристрої 3. Покривний пристрій 3 вкладається в пластичне або металеве коритце 2, в яке можливо одночасно вкласти декілька пружних покривних пристроїв 3, які фіксуються в коритці 2 закріпленням між його бічними краями. Коритце 2 по своїй поздовжній осі на протилежних сторонах має дві бічні цапфи 6 для укладання підшипників, які знаходяться на протилежних сторонах по периметру обертального барабана 7 устаткування для вакуумної металізації, як показано на Фіг.4. Після витягання пометалізованої новорічної прикраси з покривного пристрою 3 вона фарбується. Екранування можна провести і так: - на поверхню скляного напівфабрикату 1 новорічної прикраси в місцях передбаченого оздоблення наноситься шар знімальної речовини, наприклад лаку, який після операції металізації усунеться. Операція фарбування прозорим або кольоровим лаком або матовою фарбою проводиться після зняття шару знімальної речовини, наприклад лаку, також ще перед його усуненням. Вищенаведені способи проведення екранізації можна на одному виробі по різному комбінувати. Окрім вже вказаного покривного пристрою 3 для фіксації скляного напівфабрикату 1 у формі коритця 2 та пружного покривного пристрою 3 можна використати і інші пристрої. Ці можливості показані на Фіг.5, 6 і 7. Пристрій 3 у всіх випадках утворюється з державки, яка складається з несучого стержня 10, виробленого з металу чи пластмаси, на кінці стержня 10 знаходяться цапфи 6 для вкладення в підшипники, які знаходяться на протилежних сторонах по периметру обертального барабану 7 устаткування для вакуумної металізації. На цьому несучому стержні 10 перпендикулярно до його поздовжньої осі розміщуються металеві або пластмасові плечі 11, з можливістю посуватися і повертатися відносно до поздовжньої осі. Плечі 11 мають хоча б один затискач 12, або 121 та 122 для розміщення та затиску технологічного хвостовика скляного напівфабрикату 1 новорічної прикраси. Плечі 11 забезпечуються від пошкодження встановленням оптимальної віддалі між кожним з вкладених скляних напівфабрикатів 1 новорічної прикраси. Один з варіантів вищенаведеного виду пристрою представлено на Фіг.5. Плечі 11 прикріпленні до несучого стержня 10 одним своїм кінцем і установлені парами, пари повернуті одна до одної на 90°. Плечі 11 одної пари лежать напроти плечей другої пари так, що одні прикріпленні над несучим стержнем 10 а другі під несучим стержнем 10. Затискачі 12 для прикріплення технологічного хвостовика скляного напівфабрикату 1 розміщені перпендикулярно до поздовжньої осі свого плеча 11 і утворюють щелепи у формі літери V, які мають на внутрішніх сторонах пиловидні зарубки 13 для розміщення та прикріплення технологічного хвостовика. Замість пиловидних зарубків 13 можна на поверхні щелепи зробити заглибини, чи поверхню щелепи зробити шершавою. Активна частина затискачів 12 біля плечей 11 тої ж пари повернені на 180°. Установлення цього типу пристрою в обертальний барабані 7 вакуумного металізуючого устаткування зображено на Фіг.9. Ще один варіант пристрою зображений на Фіг.6, тут плеч 11 прикріпленні до несучого стержня 10 своєю серединою. На кожному їх кінці перпендикулярно до поздовжньої осі несучого стержня 10 прикріплена пара протилежних затискачів 12, які утворюють щелепи у формі літери V і мають на внутрішніх сторонах пиловидні зарубки 13 для розміщення та прикріплення технологічного хвостовика скляного напівфабрикату 1. Активна частина затискачів V в парах одна до одної повернені на 180°. Пара затискачів 12, які лежать на другому кінці плеча 11 та пара затискачів 12, які лежать завжди у того ж кінця сусіднього, паралельного плеча 11 також повернені своїми активними частинами на 180°. Установлення вказаного типу пристрою в барабані 7 вакуумного металізуючого устаткування показано на Фіг.9. Модифікацію вказаного пристрою при розміщенні скляних напівфабрикатів 1 у виді новорічних шпилів зображено на Фіг.7, а його установлення в обертальний барабан 7 вакуумного металізуючого устаткування зображено на Фіг.10. В цьому пристрої плечі 11 утворені пружинним еластичним металевим поясом, прикріпленим своїм центром до несучого стержня 10. Плечі 11 розміщенні в протилежних парах щільно одна до другої під кутом 90°. Для укладення скляних напівфабрикатів 1 у виді новорічних шпилів пристрій 10 виготовлений так, що плечі 11, утворені пружним еластичним металевим поясом, прикріплені своїм центром до несучого стержня 10. Плечі 11 розміщені парами одна напроти другої так, що плечі 11 в кожній парі вкладені щільно одна до другої і повернні на 90°. На кінцях одної пари плечей 11 з одної сторони знаходяться затискачі 121 у виді конічної оправки для розміщення кінців технологічних хвостовиків новорічних шпилів скляного напівфабрикату 1. На кінцях другої пари плечей 11 з тієї ж сторони знаходяться затискачі 122 у виді заглибин для розміщення шпилів скляного напівфабрикату 1. В кожній парі плечі 11 одне до другого повернені на 90°, так, що напроти конічним оправкам плеча 11 одної пари розміщені заглибини плеча11 протилежної пари. Таким чином, напроти затискачів 121 у виді конічних оправок плеча 11 одної пари розміщені затискачі 122 з заглибинами плеча 11 протилежної пари.
ДивитисяДодаткова інформація
Назва патенту англійськоюA manufacturing process of christmas tree decorations and devices for fixing thereof in the application of this method
Назва патенту російськоюСпособ производства новогодних украшений и устройства для их прикрепления при применении этого способа
МПК / Мітки
МПК: C03C 17/06, A47G 33/00, C03C 17/00
Мітки: спосіб, застосуванні, способу, новорічних, пристрої, прикрас, виробництва, цього, прикріплення
Код посилання
<a href="https://ua.patents.su/5-73318-sposib-virobnictva-novorichnikh-prikras-ta-pristro-dlya-kh-prikriplennya-pri-zastosuvanni-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва новорічних прикрас та пристрої для їх прикріплення при застосуванні цього способу</a>
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Бенедетті Паоло, Сельберг Ханс
МПК: B65B 9/10, B65B 51/26
Мітки: агрегат, трубки, пакет, харчові, продукти, містять, рідкі, реалізації, цього, виготовлення, герметичних, пакувальний, матеріалу, герметичний, пакувального, спосіб, способу, пакетів
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Спосіб прикріплення деталі до упаковки, спосіб виробництва пакета та пристрій для його здійснення, пристрій для використання у виробництві пакета, спосіб прикріплення деталей до стінок упаковок, пристрій для пр
Номер патенту: 66786
Опубліковано: 15.06.2004
Автори: Уебер Джон, Рочел Роберт Едвін, Скіннер Едвард Алберт
МПК: B65B 61/18
Мітки: спосіб, виробництва, деталі, стінок, упаковок, пакета, упаковки, прикріплення, виробництві, пристрій, використання, здійснення, деталей
Формула / Реферат:
1. Спосіб прикріплення деталі до упаковки, який включає утворення першого пакета шляхом формування першої упаковки, наповнення упаковки продуктом, запечатування заповненої упаковки і, потім, переміщення першої упаковки засобами пересування, який відрізняється тим, що далі у зазначених засобах пересування встановлюють засоби прикріплення без зміни названих засобів пересування, утворюють другий пакет шляхом формування другої упаковки,...
Спосіб відновлення тонкоподрібненої руди і пристрій для здійснення цього способу
Номер патенту: 41443
Опубліковано: 17.09.2001
Автори: ГЕННАРІ Удо, Парк Дає-Г'ю, Лі Іл Ок, ВАЛЛНЄР Фелікс, Кім Йонг Ха, ШЕНК Йоханнес-Леопольд, КЕППЛІНГЕР Леопольд Вернер
МПК: F27B 15/00, C21B 13/00, C22B 5/14
Мітки: способу, цього, руди, спосіб, пристрій, здійснення, тонкоподрібненої, відновлення
Формула / Реферат:
1. Спосіб відновлення тонкоподрібненої руди за допомогою відновлювального газу у псевдозрідженому шарі, що включає її фракціонування на як мінімум дві фракції, що мають різний розподіл розмірів зерна, тобто як мінімум крупнозернисту фракцію і дрібнозернисту фракцію, кожну фракцію відновлюють за допомогою відновлювального газу у окремому псевдозрідженому шарі, при цьому відновлювальний газ підтримує перший псевдозріджений шар, що містить...
Спосіб отримання рідкого чавуну або рідких напівфабрикатів сталі та установка для здійснення цього способу
Номер патенту: 45459
Опубліковано: 15.04.2002
Автори: КЕППЛІНГЕР Леопольд Вернер, Лі Іл Ок, ВАЛЛНЄР Фелікс, Кім Йонг Ха, ШЕНК Йоханнес
МПК: C21B 13/14
Мітки: напівфабрикатів, цього, сталі, способу, спосіб, рідких, установка, здійснення, рідкого, отримання, чавуну
Формула / Реферат:
1.Спосіб отримання рідкого чавуну (43) або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються із залізняку (5) і флюсів і принаймні які частково містять дрібнодисперсну фракцію, згідно з яким залізняк піддають прямому відновленню в губчасте залізо як мінімум на двох стадіях відновлення (1, 2) з псевдозрідженим шаром, в плавильно-газифікаційній зоні (39) при подачі носіїв вуглецю і кисневмісного газу плавлять губчасте...
Спосіб перевірки повноважень та пристрій для здійснення цього способу
Номер патенту: 57082
Опубліковано: 16.06.2003
Автор: Поккрандт Вольфганг
МПК: H04L 29/06, G06F 1/00, G06F 21/00
Мітки: спосіб, способу, здійснення, цього, повноважень, перевірки, пристрій
Формула / Реферат:
1. Спосіб перевірки повноважень, за якими здійснюють обмін даними між щонайменше двома зв'язаними між собою пристроями (1, 2) обробки даних, причому у відповідь на пусковий сигнал у кожному з двох пристроїв (1, 2) обробки даних формують перевірочні дані, до одного із щонайменше двох пристроїв (1, 2) обробки даних передають перевірочні дані від щонайменше одного іншого пристрою обробки даних, перевірочні дані, сформовані у...
Попередній патент: Пристрій для відокремлення твердих частинок від газового потоку
Наступний патент: Композиція для підвищення біосумісності імплантатів з організмом реципієнта та спосіб підготовки імплантанта/трансплантанта
Випадковий патент: Підставка для ножів