Спосіб прокатки фланцевих профілів
Номер патенту: 77045
Опубліковано: 25.01.2013
Автори: Слєднєва Валентина Андріївна, Борискін Валентин Валентинович, Кривицький Дмитро Володимирович, Шум Валентин Борисович, Крикунов Борис Петрович, Цуканов Владислав Іванович, Смирнов Євген Миколайович
Формула / Реферат
Спосіб прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, який відрізняється тим, що чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після чого змінюють шляхом кантування напрям деформації підкату на 90°, потім переріз прокату обтискують в ребровому калібрі, осаджуючи висоту перерізу відповідно ширині подальшого калібру однієї з суміжних систем коритних калібрів з нижнім розташуванням фланців, перед задачею, в якій переріз прокату кантуют на 90° в тому ж напрямку, що й перед прокаткою в ребровому калібрі.
Текст
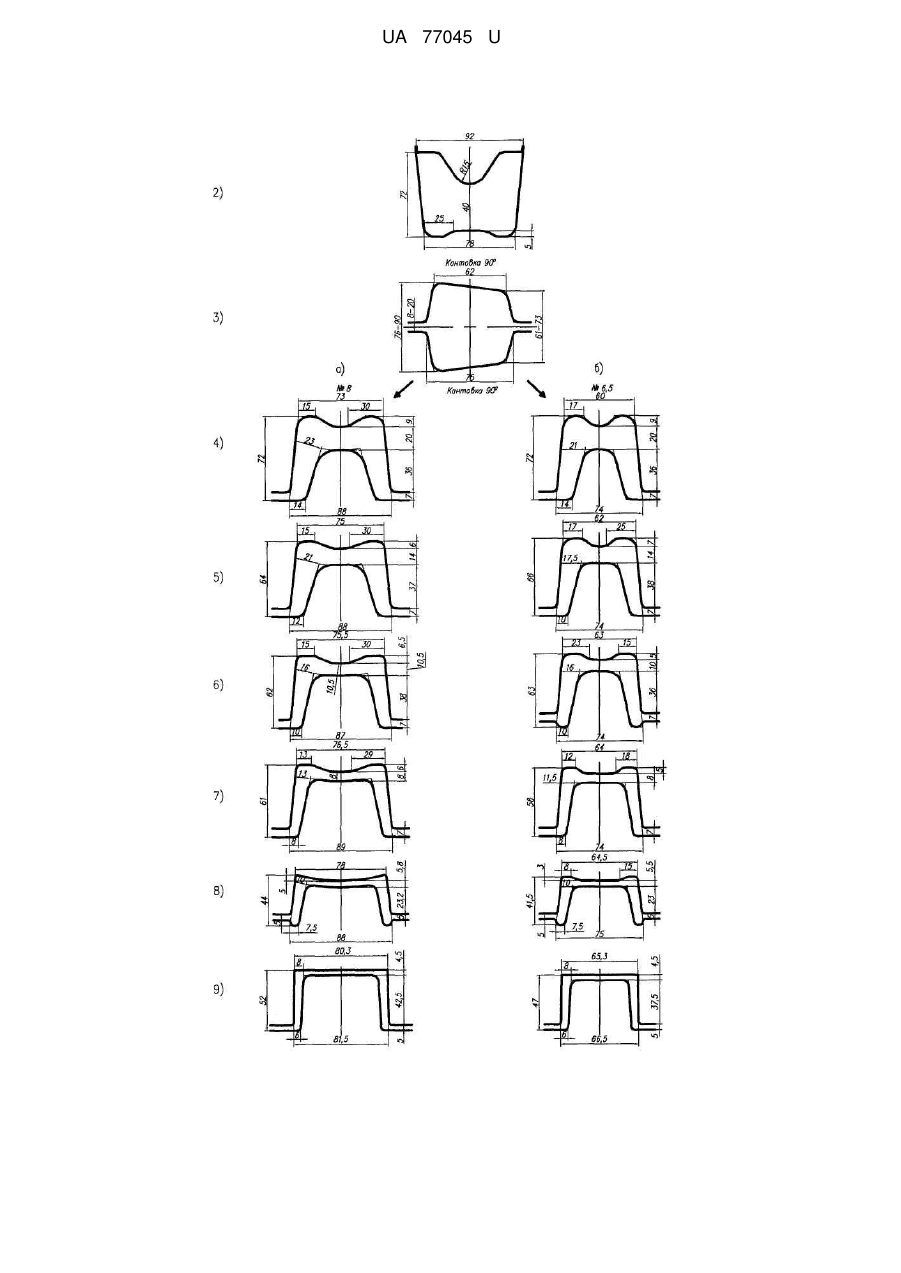
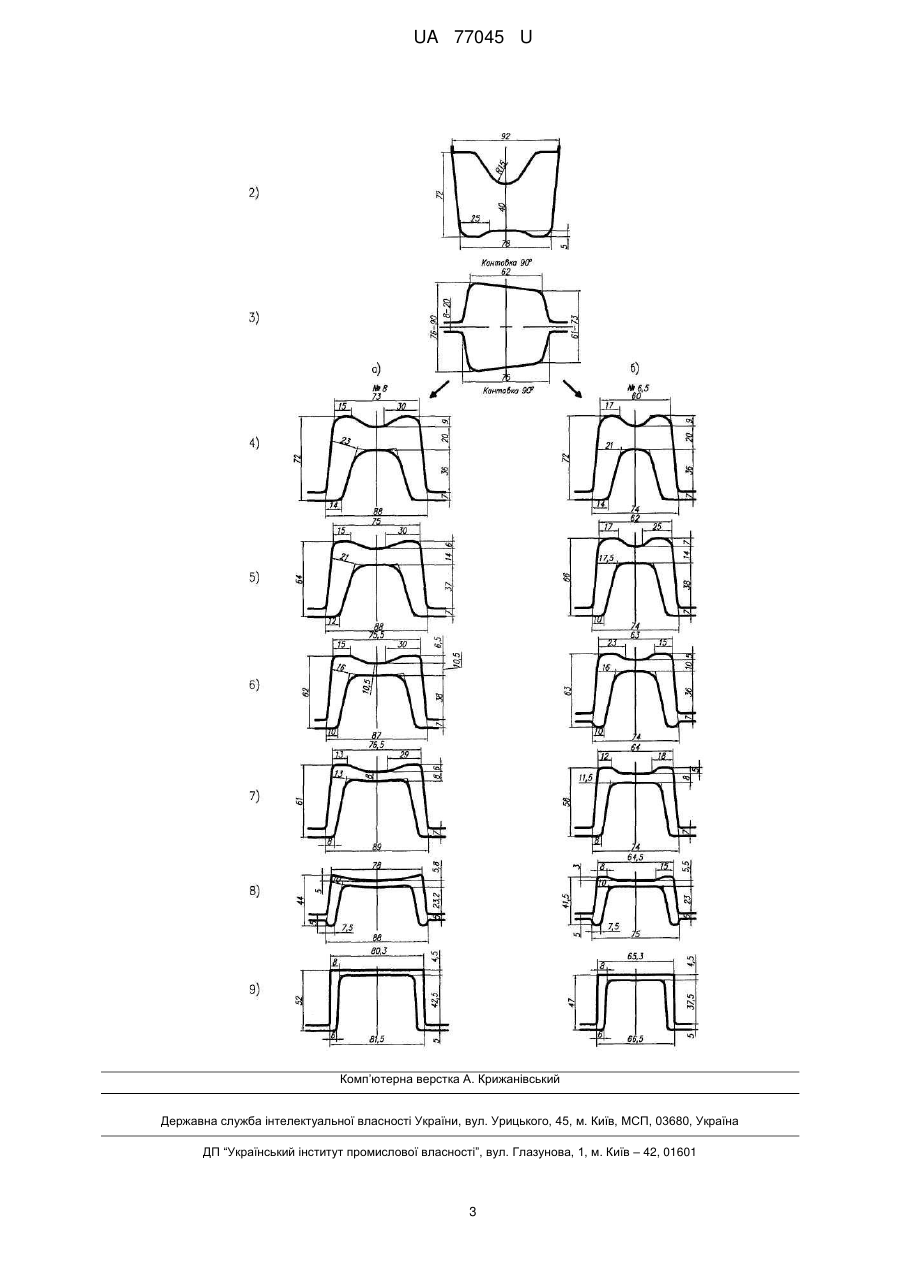
Реферат: Спосіб прокатки фланцевих профілів, переважно швелерних, включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки. Чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф. Змінюють шляхом кантування напрям деформації підкату на 90°. Переріз прокату обтискують в ребровому калібрі, осаджуючи висоту перерізу відповідно ширині подальшого калібру однієї з суміжних систем коритних калібрів з нижнім розташуванням фланців, перед задачею в якій переріз прокату кантуют на 90° в тому ж напрямку, що й перед прокаткою в ребровому калібрі. UA 77045 U (12) UA 77045 U UA 77045 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії, а саме до обробки металів тиском, і призначена для використання при виробництві фланцевих профілів, переважно швелерних, на сортових прокатних станах. Відомий спосіб виробництва фланцевих профілів, який передбачає формування швелерних профілів фланцями вниз [Скороходов И.Е., Илюкович Б.М., Шулаев И.Г. и др. Калибровка сложных профилей. - М.: Металлургия, 1979. - С. 145]. Згідно з відомим способом, формування фланців починають у першому фасонному калібрі впровадженням розрізного гребеня з боку нижнього рівчака калібру. В цьому випадку наявні обмеження можливості процесу прокатки з тиском з боку нижнього валка в свою чергу обмежують величини обтиснень і погіршують умови захоплення заготовки. Наслідком цього стає те, що ускладнюється процес формування розмірів фланців по висоті, і ускладнює настройку стана. Даний недолік можливо усунути шляхом впровадження розрізного гребеня в переріз заготовки з боку верхнього валка. Це буде сприяти проникненню гребеня на велику глибину перерізу заготовки за рахунок відносно великого тиску у вогнищі деформації. Крім того, завдяки цьому створюються умови для деформування чорнового профілю з відносно великими розмірами фланців по висоті, що дозволяє стабілізувати розміри перехідних перерізів по проходах, а також спростити настройку стана. У той же час, орієнтація всієї системи калібрів по першому фасонному калібру з фланцями вгору спричинить до скупчення води, що охолоджує валки, по дну всіх перехідних перерізів профілю. Це викличе прискорене нерівномірне охолодження розкатів по поперечному перерізу, збільшення навантаження на валки, а також прискорене нерівномірне вироблення калібрів. З цієї причини застосування систем калібрів з фланцями вгору, в тому числі і для прокатки швелерних профілів, на прокатних станах обмежена. Найбільш близьким аналогом технічного рішення, що заявляється, є спосіб прокатки швелерних профілів в системі розгорнутих калібрів [Кочетов И.М. Калибровка валков с применением систем развѐрнутых калибров. - М.: Металлургия, 1971, рис. 35, стр. 92], який включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки. Деформація в калібрах даної системи попереджає утворення утяжки металу у фланцях перехідних перерізів, що сприяє формуванню стабільної висоти фланців готового профілю. Однак відсутність контрольних калібрів, не гарантує високої якості торців фланцевих елементів швелерних профілів. Практично відсутня інформація про використання систем калібрів фланцевих профілів з елементами уніфікації для отримання складних профілерозмірів. Можливість застосування загальних чорнових калібрів для прокатки двох суміжних типорозмірів фланцевих профілів з використанням індивідуальних систем проміжних і чистового калібрів дасть можливість знизити витрату прокатних валків, скоротити кількість перевалок прокатних клітей і, як наслідок, підвищити ефективність роботи прокатного стана в цілому. В основу запропонованої корисної моделі поставлена задача удосконалення способу прокатки фланцевих профілів, переважно швелерних, в якому за рахунок створення більш раціональних умов деформації для формування розмірів фланців профілю, забезпечується можливість отримання принаймні двох різних по ширині фасонних перерізів для подальшого формування в суміжних самостійних системах коритних калібрів з нижнім розташуванням фланців, готового фланцевого профілю високої якості і дозволить підвищити ефективність роботи прокатного стана в цілому. Поставлена задача вирішується тим, що в способі прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, згідно з корисною моделлю, чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hст) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після чого змінюють шляхом кантування напрям деформації підкату на 90°, потім переріз прокату обтискують в ребровому калібрі, осаджуючи висоту перерізу відповідно ширині подальшого калібру однієї з суміжних систем коритних калібрів з нижнім розташуванням фланців, перед задачею в які переріз прокату кантуют на 90° в тому ж напрямку, що й перед прокаткою в ребровому калібрі. Межі коефіцієнта 0,85-1,0 встановлюють з метою попередження дефектів на внутрішній поверхні фланців після обтиснення в ребровому калібрі, постільки зі збільшенням висоти фланця, погіршуються умови для одностороннього обтиснення фланця з боку закритої частини калібру. З цієї причини з'являється ймовірність його відгину всередину калібру, при якій товщина фланців при бічному обтисненні в наступному, після кантування на 90°, в калібрі викликає зминання (зріз) дефектів на внутрішній (відкритій) поверхні фланця з подальшим 1 UA 77045 U 5 10 15 20 25 30 35 40 45 утворенням типу "закат". Обмеження висоти вихідної заготовки нижньою межею не менше 0,85 викликано необхідністю забезпечення умов для формування фланців кінцевого профілю заданої висоти. Суть пропонованого технічного рішення пояснюється кресленням, де представлена - схема прокатки фланцевих профілів. Приклад здійснення способу. На кресл. представлена схема послідовності калібрів і кантовок при прокатці швелерного профілю № 8 (а) і схема (б) - профілю № 6,5, де позиції 2, 3 - загальні чорнові калібри, а позиції 4-9 - індивідуальні чорнові і чистові калібри. Реалізацію пропонованого способу прокатки двох суміжних швелерних профілів № 6,5 і № 8 в умовах 4-клітьового лінійного стана 450 виконували з вихідного підкату квадратного перерізу 75 мм 75 мм. Стан включає в себе обтискну кліть "тріо" 550, 4 кліті 450, розташованих у лінію, з яких 3 кліті "тріо" і чистова "дуо". В кліті № 1(на фігурі не приведені) з квадратного підкату 75 мм 75 мм формували чорновий переріз коритом вгору, яке після кантування на 90°, осаджували в ребровому калібрі по висоті перерізу до розміру, відповідного ширині калібрів для прокатки одного з двох суміжних профілів, в залежності від його розмірів: 90/73 - для швелера № 8 (схема а), 76/61 відповідно для прокатки швелера № 6,5 (схема б). Після проходу в ребровому калібрі прокат передавали в кліть № 2, перед прокаткою в якій прокат кантувати на 90°, орієнтуючи переріз фланцями вниз відповідно до розташування калібрів, формуючи при цьому швелер № 8 по схемі (а) і швелер № 6,5 по схемі (б). Передбачено при прокатці швелера № 8 наступний розподіл калібрів по клітях: кліть № 1 ("тріо") - калібр квадратний 75 75 мм, фасонні № 2 і 3, кліть № 2 ("тріо") коритні калібри № 4,5,6, кліть № 3 ("тріо")-коритні калібри № 7 і передчистовий контрольний № 8 для ребрового обтиснення по висоті фланця, в кліті "дуо" № 4 - чистові калібри. Висоту вихідного перерізу заготовки приймають, виходячи з умови гарантованого формування висоти фланців більшого профілю № 8 при одному контрольному (передчистовому) калібрі № 8, використовуючи залежність висоти заготовки (Нзаг.) від висоти фланця профілю (hф). Нзаг = (1,8-42) hф [Чекмарѐв А.П., Мутьев М.С., Машковцев Р.А. Калибровка прокатных валков. - М.: Металлургия, 1971]. В нашому прикладі приймаємо висоту заготовки: Нзаг = 1,9 hф = 1,9 40=75 мм. При прокатці швелера № 6,5 з використанням загальної вихідної заготовки і двох загальних чорнових калібрів № 2 та № 3. З переводом прокатки відповідно в систему калібрів для швелера № 6,5 створюється необхідність в двох контрольних калібрах № 6 і № 8 (схема б), при формуванні кінцевого профілю, що гарантує підвищення точності розмірів і якості поверхні профілю. При переході на прокатку швелера № 6,5 проводиться перевалка (заміна) клітей № 2, 3 і 4. Калібри ж кліті № 1 (на кресл. не наведені) є універсальними для прокатки швелерів № 6,5 і 8. Тому валки кліті не вимагають перевалки. Завдяки запропонованому ступеню універсальності системи калібрів для прокатки суміжних швелерних профілів скорочується час на перевалку клітей і перебудову стана при переході з одного профілю на інший, знижується витрата прокатних валків, підвищується коефіцієнт використання стана. В цілому, використання пропонованого способу прокатки забезпечить можливість отримання принаймні двох різних по ширині фасонних перерізів для подальшого формування в суміжних самостійних системах коритних калібрів з нижнім розташуванням фланців, готового фланцевого профілю. Крім того забезпечить підвищення якості фланцевих профілів за рахунок стабільності розмірів фланців і підвищити ефективність роботи прокатного стана. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, який відрізняється тим, що чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після чого змінюють шляхом кантування напрям деформації підкату на 90°, потім переріз прокату обтискують в ребровому калібрі, осаджуючи висоту перерізу відповідно ширині подальшого калібру однієї з суміжних систем коритних калібрів з нижнім розташуванням фланців, перед задачею, в якій переріз прокату кантуют на 90° в тому ж напрямку, що й перед прокаткою в ребровому калібрі. 2 UA 77045 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling flange profiles
Автори англійськоюKrykunov Borys Petrovych, Shum Valentyn Borysovych, Smyrnov Yevhen Mykolaiovych, Tsukanov Vladyslav Ivanovych, Kryvytskyi Dmytro Volodymyrovych, Sliednieva Valentyna Andriivna, Boryskyn Valentyn Valentynovych
Назва патенту російськоюСпособ прокатки фланцевых профилей
Автори російськоюКрикунов Борис Петрович, Шум Валентин Борисович, Смирнов Евгений Николаевич, Цуканов Владислав Иванович, Кривицкий Дмитрий Владимирович, Следнева Валентина Андреевна, Борискин Валентин Валентинович
МПК / Мітки
МПК: B21B 1/08
Мітки: фланцевих, прокатки, спосіб, профілів
Код посилання
<a href="https://ua.patents.su/5-77045-sposib-prokatki-flancevikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки фланцевих профілів</a>
Спосіб прокатки фланцевих профілів
Номер патенту: 39993
Опубліковано: 25.03.2009
Автор: Медведев Віктор Степанович
МПК: B21B 1/08
Мітки: фланцевих, профілів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
Мітки: калібрів, профілів, система, кутових, прокатки
Формула / Реферат:
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Спосіб прокатки фланцевих профілів в останніх проходах
Номер патенту: 19777
Опубліковано: 25.12.1997
Автори: Андрійчук Сергій Андрійович, Оробцев Юрій Вікторович, Букрєєв Іван Іванович, Холодило Валерій Андрійович, Шишко Юрій Борисович, Балабєй Євген Михайлович, Альохін Вячеслав Григорович
МПК: B21B 1/085
Мітки: проходах, фланцевих, профілів, спосіб, останніх, прокатки
Формула / Реферат:
Способ прокатки фланцевых профилей в последних проходах, включающий разновременное начало деформации фланцев и стенки заготовки и преимущественное обжатие по меньшей мере двух фланцев, про-тиворасположенных по разные стороны стенки, в закрытых фланцевых ручьях двухвалкового калибра открытого типа, отличающийся тем, что деформацию стенки заготовки начинают в момент, когда высотное обжатие фланцев достигает 8-15%.
Спосіб прокатки несиметричних рейкових профілів
Номер патенту: 70582
Опубліковано: 15.12.2006
Автори: Бардусов Віктор Миколайович, Єрін Роман Миколайович, Левченко Володимир Миколайович, Клименко Ігор Георгійович, Раханський Борис Йосипович, Кулак Володимир Юрійович, Танцюра Сергій Миколайович, Пихтін Яків Михайлович
МПК: B21B 1/085, B21B 1/08
Мітки: спосіб, рейкових, прокатки, несиметричних, профілів
Формула / Реферат:
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Макаренко Олександр Анатолійович, Паламар Дмитро Григорович, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Хрустенко Юрій Михайлович, Білий Микола Павлович
МПК: B21B 1/02
Мітки: безперервному, прокатки, смугових, спосіб, стані, профілів
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Попередній патент: Трубопровідний пасажирський транспортний засіб
Наступний патент: Спосіб розподілу довжин хвиль в оптичних мережах з мультиплексуванням з розділом за довжиною хвилі
Випадковий патент: Спосіб діагностики інфікованості організму helicobacter pylori