Спосіб прокатки тонкостінних і особливо тонкостінних труб
Номер патенту: 77964
Опубліковано: 11.03.2013
Автори: Дудка Сергій Сергійович, Головченко Олексій Павлович, Кацапов Костянтин Миколайович, Фролов Ярослав Вікторович, Кравченко Олег Юрійович, Панченко Сергій Анатолійович, Терещенко Андрій Анатолійович

Формула / Реферат
Спосіб холодного прокатування тонкостінних і особливо тонкостінних труб, що включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою, який відрізняється тим, що труба-заготівка подається у осередок деформації товстостінним штовхачем циліндрової форми, внутрішній діаметр штовхача дорівнює зовнішньому діаметру стрижня оправки, збільшеному на 2-7 мм, а його зовнішній діаметр дорівнює зовнішньому діаметру труби-заготівки, причому довжина штовхача дорівнює відстані від крайнього переднього положення патрона подачі до початку осередку деформації.
Текст
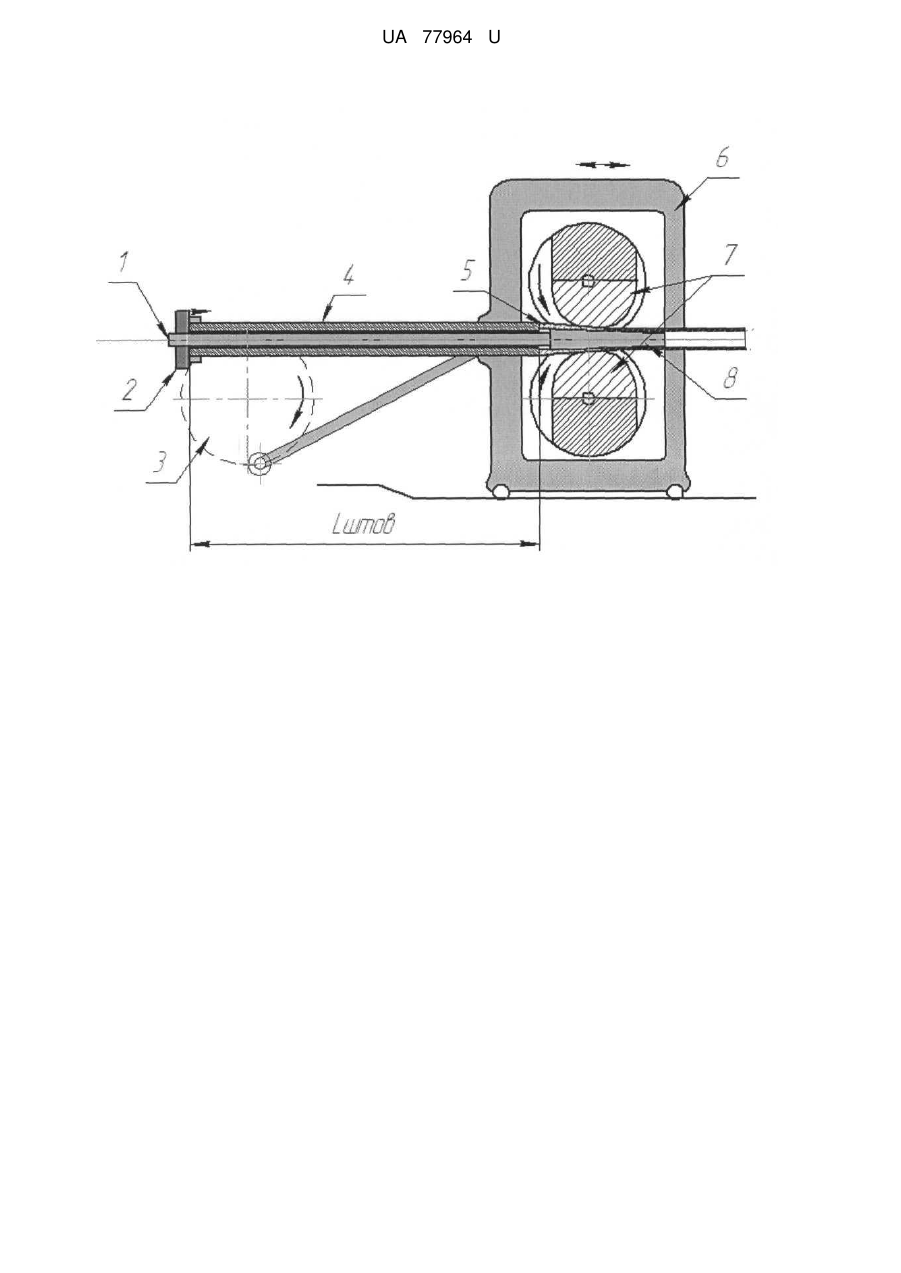
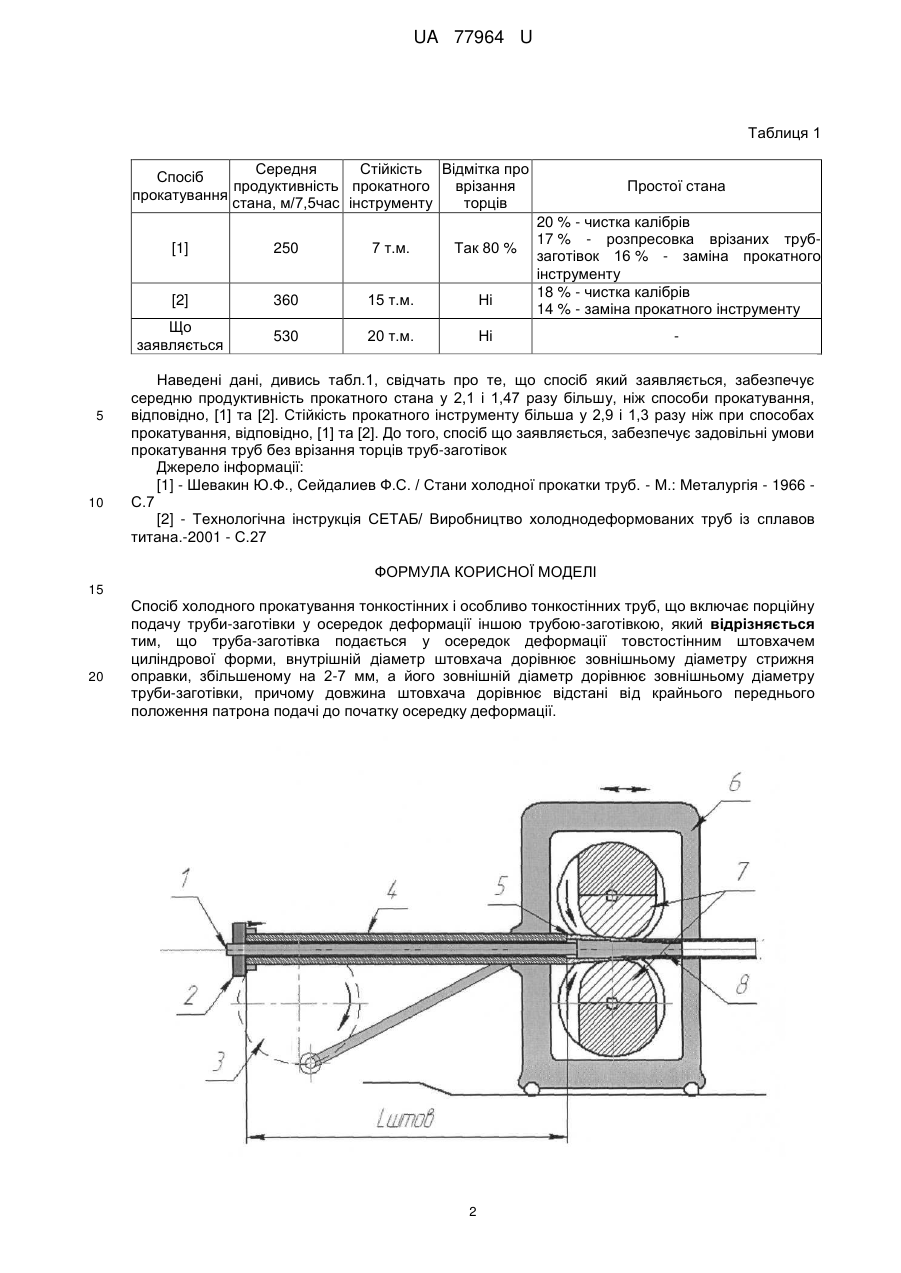
Реферат: Спосіб холодного прокатування тонкостінних і особливо тонкостінних труб включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою. Труба-заготівка подається у осередок деформації товстостінним штовхачем циліндрової форми. Внутрішній діаметр штовхача дорівнює зовнішньому діаметру стрижня оправки, збільшеному на 2-7мм, а його зовнішній діаметр дорівнює зовнішньому діаметру труби-заготівки. Довжина штовхача дорівнює відстані від крайнього переднього положення патрона подачі до початку осередку деформації. UA 77964 U (12) UA 77964 U UA 77964 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки металів тиском, зокрема до холодної прокатки труб, і може бути використаною при виготовленні тонкостінних і особливо тонкостінних труб на станах холодної прокатки труб валкового типу - станах ХПТ. Відомий спосіб холодної періодичної прокатки тонкостінних і особливо тонкостінних труб, що включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою [1]. Недоліком відомого способу є те, що він не забезпечує стабільність технологічного процесу при прокатці тонкостінних і особливо тонкостінних труб. Це обумовлено тим, що при прокатці труб як із сталі, так і з кольорових металів і сплавів проходить урізання торця однієї трубизаготівки в торець іншої. Таке урізання пов'язано з незначною площею поперечному перерізу труб-заготівок, геометричні розміри яких передбачені за діючими на підприємстві технологічними схемами прокатки. Вказані технологічні неполадки знижують продуктивність станів, призводять до небезпечних короткочасних перевантажень обладнання станів, збільшують витрати металу. До того, псується прокатний інструмент, що приводить до передчасного виходу з ладу, знижуючи його стійкість. Також відомий спосіб періодичної прокатки тонкостінних і особливо тонкостінних труб, що включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою, причому торці труб-заготівок роз'єднані товстостінним стикувачем спеціальної форми [2]. Використання товстостінного стикувача дозволяє роз'єднати два торці тонкостінних трубзаготівок і, тим самим, проводити прокатку без урізання торців. Недоліками цього способу є те, що для встановлення стикувача та його вилучення перед осередком деформації необхідно зупиняти прокатний стан. Це значно скорочує продуктивність стана. До того, дуже часто оператор стана забуває вилучити стикувач перед осередком деформації і той прокатується разом із трубами, визиваючи перенавантаження на обладнання стана і призводить до поломок та виходу з ладу прокатного інструменту. У основу корисної моделі поставлено задачу розробити заходи, що гарантують стабільність технологічного процесу прокатки тонкостінних і особливо тонкостінних труб при одночасному зростанні продуктивності прокатного стана і підвищенні стійкості прокатного інструменту. Вказане технічне завдання вирішується тим, що за відомим способом холодного прокатування тонкостінних і особливо тонкостінних труб, що включає порційну подачу трубизаготівки у осередок деформації іншою трубою-заготовкою, труба-заготівка подається у осередок деформації товстостінним штовхачем циліндрової форми. До того, внутрішній діаметр штовхача дорівнює зовнішньому діаметру стрижня оправки, збільшеному на 2-7мм, а його зовнішній діаметр дорівнює зовнішньому діаметру труби-заготівки. При цьому довжина штовхача дорівнює відстані від крайнього переднього положення патрона подачі до початку осередка деформації. Прокатка труб за способом, що заявляється, перешкоджає урізанню торця однієї заготівки в торець іншої і, таким чином, забезпечує стабільність технологічного процесу прокатки тонкостінних і особливо тонкостінних труб. До того, при використанні цього способу істотно зростає продуктивність прокатних станів та підвищується стійкість прокатного інструменту. Описаний вище спосіб прокатування тонкостінних і осоливо тонкостінних труб, пояснюється Фіг. 1. На Фіг.1. схематично показано спосіб прокатки, в якому порційну подачу труби-заготівки (5) в осередок деформації виконує товстостінний штовхач (4). До того, довжина штовхача дорівнює відстані від крайнього переднього положення патрона подачі (2) до початку осередка деформації, що утворений парою прокатних валків (7), встановлених в робочій кліті (6), яка здійснює зворотно-поступальний рух за допомогою КШМ (3), та оправкою (8), що утримується стрижнем (1). Завдяки тому що подача труби-заготівки у осередок деформації виконується не іншою тонкостінною трубою-заготівкою, а товстостінним штовхачем циліндричної форми, забезпечується стабільність процесу прокатки тонкостінних і особливо тонкостінних труб. Приклад конкретного здійснення. Були виконані порівняльні прокатки тонкостінних труб за відомими способами та способом що заявляється. Прокатки труб проводились за маршрутом 1143,0801,5гот із сталі марки 08 × 18Н10Т на стані ХПТ-75. В табл. 1 наведені дані цих прокаток. 1 UA 77964 U Таблиця 1 Середня Стійкість Відмітка про Спосіб продуктивність прокатного врізання прокатування стана, м/7,5час інструменту торців [1] Так 80 % 360 15 т.м. Ні Що заявляється 10 7 т.м. [2] 5 250 530 20 т.м. Простої стана 20 % - чистка калібрів 17 % - розпресовка врізаних трубзаготівок 16 % - заміна прокатного інструменту 18 % - чистка калібрів 14 % - заміна прокатного інструменту Ні Наведені дані, дивись табл.1, свідчать про те, що спосіб який заявляється, забезпечує середню продуктивність прокатного стана у 2,1 і 1,47 разу більшу, ніж способи прокатування, відповідно, [1] та [2]. Стійкість прокатного інструменту більша у 2,9 і 1,3 разу ніж при способах прокатування, відповідно, [1] та [2]. До того, спосіб що заявляється, забезпечує задовільні умови прокатування труб без врізання торців труб-заготівок Джерело інформації: [1] - Шевакин Ю.Ф., Сейдалиев Ф.С. / Стани холодної прокатки труб. - М.: Металургія - 1966 С.7 [2] - Технологічна інструкція СЕТАБ/ Виробництво холоднодеформованих труб із сплавов титана.-2001 - С.27 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб холодного прокатування тонкостінних і особливо тонкостінних труб, що включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою, який відрізняється тим, що труба-заготівка подається у осередок деформації товстостінним штовхачем циліндрової форми, внутрішній діаметр штовхача дорівнює зовнішньому діаметру стрижня оправки, збільшеному на 2-7 мм, а його зовнішній діаметр дорівнює зовнішньому діаметру труби-заготівки, причому довжина штовхача дорівнює відстані від крайнього переднього положення патрона подачі до початку осередку деформації. 2 UA 77964 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold rolling thin-walled and very thin-walled pipes
Автори англійськоюTereschenko Andrii Anatoliiovych, Katsapov Kostiantyn Mykolaiovych, Panchenko Serhij Anatoliiovych, Kravchenko Oleh Yuriiovych, Dudka Serhii Serhiiovych, Holovchenko Oleksii Pavlovych, Frolov Yaroslav Viktorovych
Назва патенту російськоюСпособ холодной прокатки тонкостенных и особо тонкостенных труб
Автори російськоюТерещенко Андрей Анатольевич, Кацапов Константин Николаевич, Панченко Сергей Анатольевич, Кравченко Олег Юрьевич, Дудка Сергей Сергеевич, Головченко Алексей Павлович, Фролов Ярослав Викторович
МПК / Мітки
МПК: B21C 23/08
Мітки: тонкостінних, труб, спосіб, прокатки, особливої
Код посилання
<a href="https://ua.patents.su/5-77964-sposib-prokatki-tonkostinnikh-i-osoblivo-tonkostinnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки тонкостінних і особливо тонкостінних труб</a>
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Загребельний Віктор Терентійович, Хохлов Анатолій Іванович, Куценко Олександр Іванович, Кірсанов Микола Васильович, Кекух Станіслав Миколайович, Король Микола Миколайович, Самойленко Генадій Дмитрович, Кравченко Юрій Олексійович, Смолін Олексій Миколайович, Злинько Валерій Дмитрович, Король Радимір Миколайович, Науменко Сергій Григорович, Лісовський Олександр Олександрович
МПК: B21B 21/00
Мітки: періодичної, тонкостінних, прокатки, холодної, особливої, спосіб, труб
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб виготовлення гарячекатаних тонкостінних труб

Номер патенту: 24650
Опубліковано: 04.08.1998
Автори: Буряк Юрій Григорович, Півник Юрій Вікторович, Король Микола Миколайович, Михайленко Михайло Андрійович, Король Радомір Миколайович, Журба Олександр Савельович
МПК: B21C 37/00
Мітки: гарячекатаних, спосіб, тонкостінних, виготовлення, труб
Формула / Реферат:
1. Спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготовки, її прошивки, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх редицирування, охолодження і правку, який відрізняється тим, що після обрізки задніх кінців труб виконують їх охолодження, правку, обрізку, забивку кінців труб, волочіння на...
Спосіб періодичної прокатки тонкостінних труб із нержавіючих сталей
Номер патенту: 26070
Опубліковано: 30.04.1999
Автори: Шелест Анатолій Герасимович, Кучеренко Валер'ян Романович, Чигиринський Юрій Васильович, Кекух Станіслав Миколайович, Король Микола Миколайович, Куценко Олександр Іванович, Яременко Микола Іванович, Король Радомір Миколайович, Ткаченко Микола Володимирович, Загребельний Віктор Терентійович, Цупкін Анатолій Вікторович, Самойленко Геннадій Дмитрович, Третяк Володимир Якович, Лісовський Олександр Олександрович
МПК: B21B 21/00
Мітки: тонкостінних, прокатки, спосіб, нержавіючих, труб, сталей, періодичної
Формула / Реферат:
Способ периодической прокатки тонкостенных труб из нержавеющих сталей, включающий первоначальный нагрев в индукторе трубной заготовки до 300°C, ее порционную подачу в очаг деформации и деформацию по диаметру и толщине стенки в калибре, образованном ручьями валков переменного сечения, на конической оправке, отличающийся тем, что каждый из концевых участков трубной заготовки длиной, составляющей (24 ¸ 40) величины ее подачи, нагревают до...
Спосіб холодної пільгерної прокатки труб

Номер патенту: 52658
Опубліковано: 10.09.2010
Автори: Фролов Ярослав Вікторович, Терещенко Андрій Анатолійович, Дудка Сергій Сергійович
МПК: B21C 23/00
Мітки: труб, пільгерної, прокатки, холодної, спосіб
Формула / Реферат:
Спосіб холодної пільгерної прокатки труб, що включає деформацію труби-заготовки валками з обжимом на обжимній та калібровкою на видовженій циліндричній калібруючій ділянці оправки, який відрізняється тим, що калібрують на конічній ділянці оправки, конусність якої визначають по формулі калібрують ділянкою валків з конусністю проти напрямку прокатки
Спосіб холодної періодичної прокатки труб з нержавіючої сталі
Номер патенту: 86256
Опубліковано: 10.04.2009
Автори: Чигиринський Роман Юрійович, Кучеренко Валер'ян Романович, Кекух Станіслав Миколайович, Ханін Марко Ісаакович, Кекух Сергій Станіславович, Хаустов Георгій Йосипович, Кучерський Віктор Петрович
МПК: B21B 21/00
Мітки: сталі, прокатки, труб, нержавіючої, спосіб, холодної, періодичної
Формула / Реферат:
Спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає обтискання заготовки по діаметру на ділянці вільного редукування, наступне за ним обтискання заготовки на конічній оправці по діаметру з одночасним обтисканням по товщині стінки, потовщеної від загального обтискання заготовки по діаметру, з подальшим калібруванням готової труби, який відрізняється тим, що прокатку здійснюють із заготовки з товщиною стінки,...
Попередній патент: Спосіб виготовлення труб із аустенітних сталей
Наступний патент: Спосіб різання силосованих кормів
Випадковий патент: Відкидний/складаний металевий приклад для автоматичної стрілецької зброї системи калашникова всіх модифікацій