Спосіб виготовлення аеродинамічної поверхні інтегральної конструкції з тришаровими ділянками
Номер патенту: 80359
Опубліковано: 27.05.2013
Автори: Масько Олександр Миколайович, Сухов Віталій Вікторович

Формула / Реферат
Спосіб виготовлення аеродинамічної поверхні інтегральної конструкції з тришаровими ділянками, що полягає в формуванні препрегу та пінного наповнювача в формі за один прийом, який відрізняється тим, що викладають шар препрегу шириною 0,7…0,8 від довжини дужки контуру крила на формоутворюючу поверхню нижньої матриці і шар препрегу шириною 1,3…1,4 від довжини дужки контуру крила на формоутворюючу поверхню верхньої матриці, далі викладають наповнювач у вигляді листів пористого матеріалу на кожну поверхню і накривають шаром препрегу з геометрією, ідентичною першому шару, після чого, на останній шар препрегу наносять пінний наповнювач висотою 0,4…0,6 від товщини профілю крила і шириною 0,7…0,8 довжини дужки крила і завертають краї препрегу до прилягання з наповнювачем, після чого установлюють верхню матрицю на нижню.
Текст
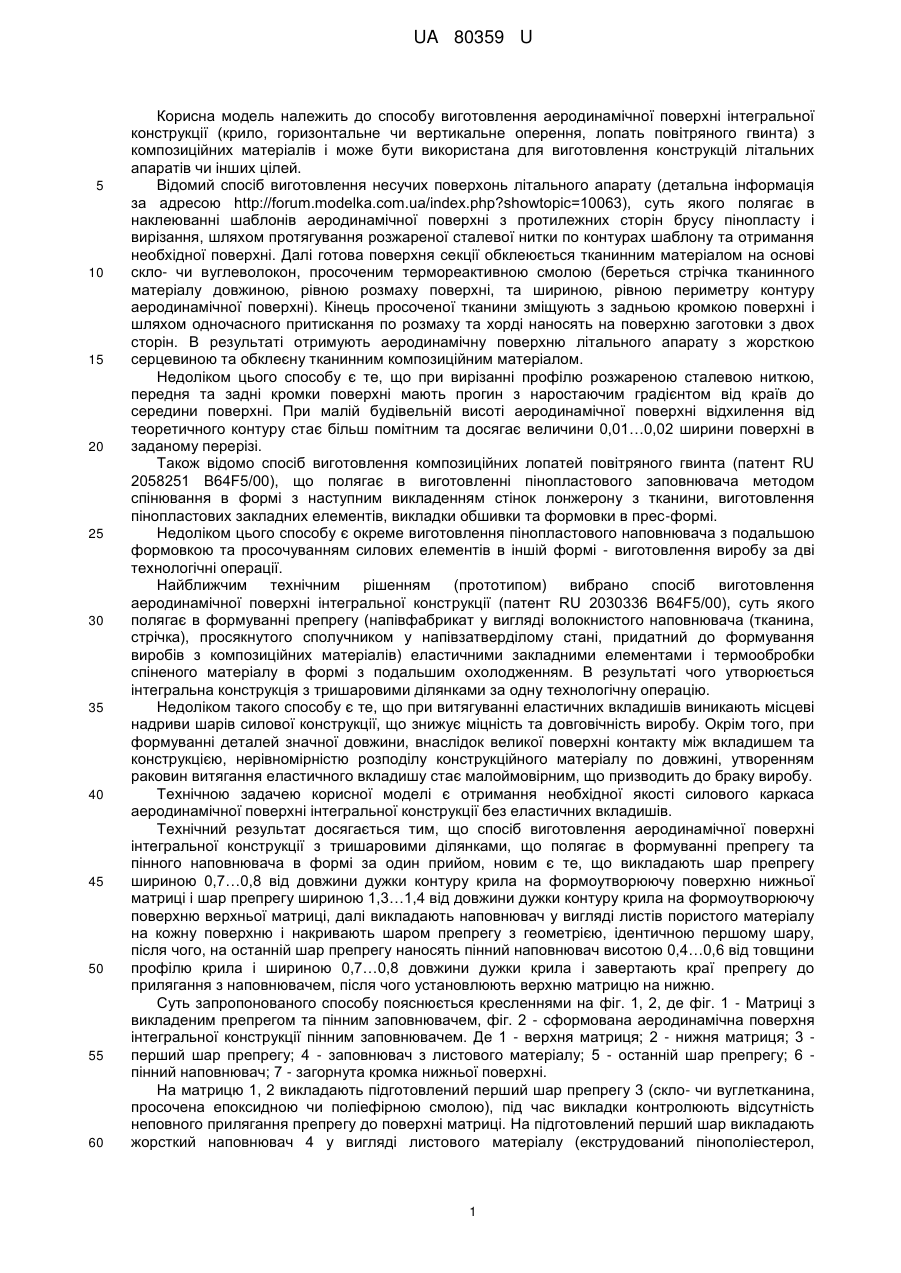
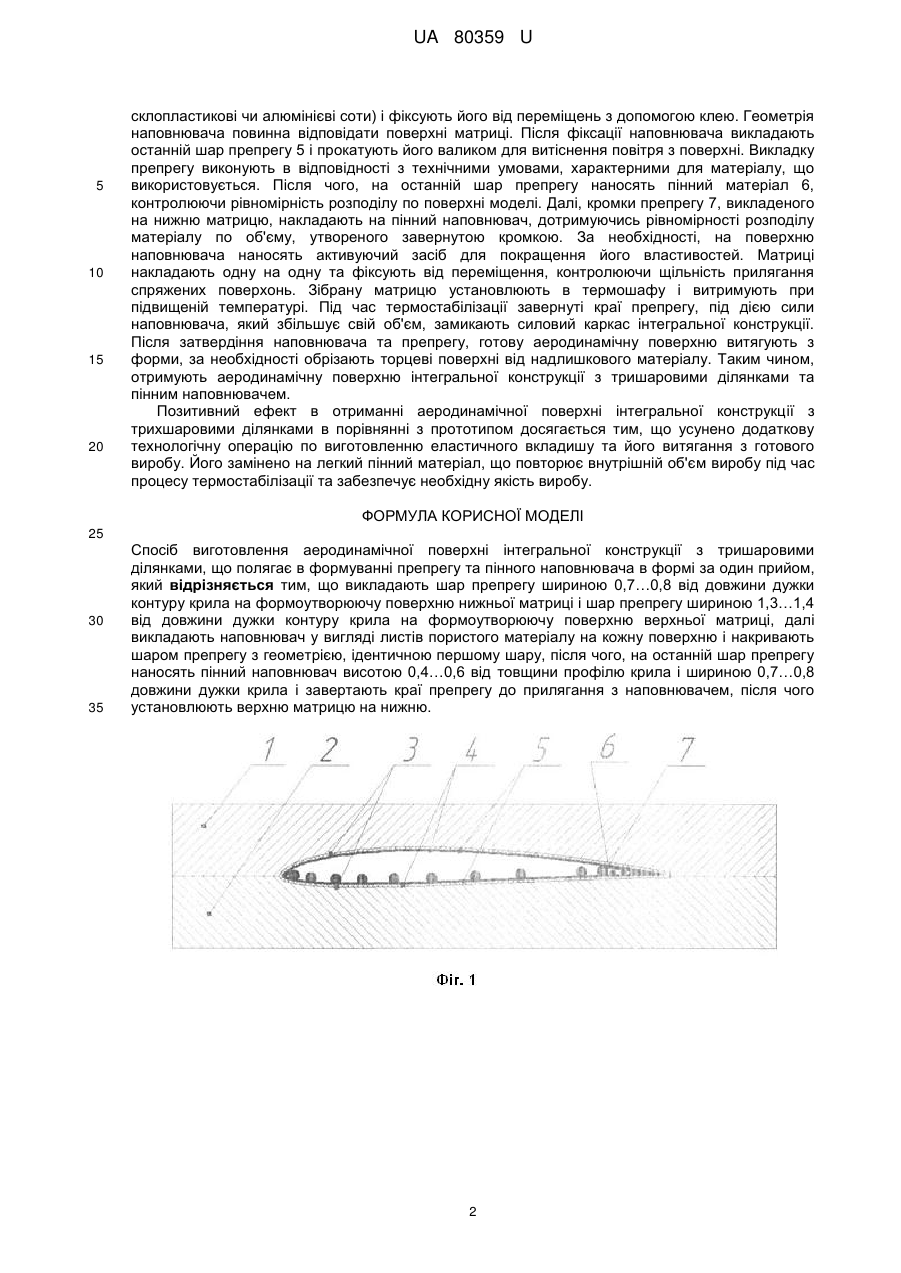
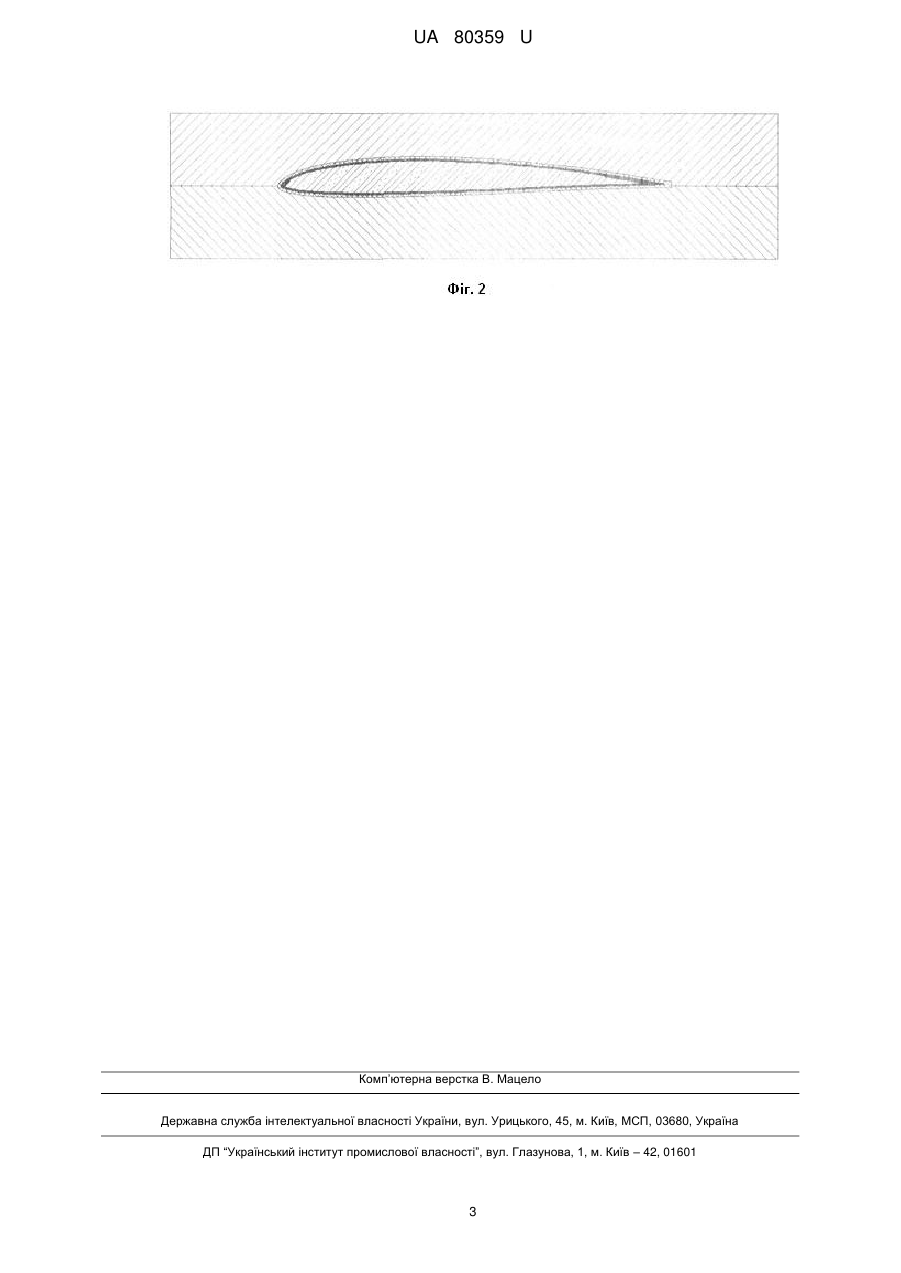
Реферат: UA 80359 U UA 80359 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способу виготовлення аеродинамічної поверхні інтегральної конструкції (крило, горизонтальне чи вертикальне оперення, лопать повітряного гвинта) з композиційних матеріалів і може бути використана для виготовлення конструкцій літальних апаратів чи інших цілей. Відомий спосіб виготовлення несучих поверхонь літального апарату (детальна інформація за адресою http://forum.modelka.com.ua/index.php?showtopic=10063), суть якого полягає в наклеюванні шаблонів аеродинамічної поверхні з протилежних сторін брусу пінопласту і вирізання, шляхом протягування розжареної сталевої нитки по контурах шаблону та отримання необхідної поверхні. Далі готова поверхня секції обклеюється тканинним матеріалом на основі скло- чи вуглеволокон, просоченим термореактивною смолою (береться стрічка тканинного матеріалу довжиною, рівною розмаху поверхні, та шириною, рівною периметру контуру аеродинамічної поверхні). Кінець просоченої тканини зміщують з задньою кромкою поверхні і шляхом одночасного притискання по розмаху та хорді наносять на поверхню заготовки з двох сторін. В результаті отримують аеродинамічну поверхню літального апарату з жорсткою серцевиною та обклеєну тканинним композиційним матеріалом. Недоліком цього способу є те, що при вирізанні профілю розжареною сталевою ниткою, передня та задні кромки поверхні мають прогин з наростаючим градієнтом від країв до середини поверхні. При малій будівельній висоті аеродинамічної поверхні відхилення від теоретичного контуру стає більш помітним та досягає величини 0,01…0,02 ширини поверхні в заданому перерізі. Також відомо спосіб виготовлення композиційних лопатей повітряного гвинта (патент RU 2058251 B64F5/00), що полягає в виготовленні пінопластового заповнювача методом спінювання в формі з наступним викладенням стінок лонжерону з тканини, виготовлення пінопластових закладних елементів, викладки обшивки та формовки в прес-формі. Недоліком цього способу є окреме виготовлення пінопластового наповнювача з подальшою формовкою та просочуванням силових елементів в іншій формі - виготовлення виробу за дві технологічні операції. Найближчим технічним рішенням (прототипом) вибрано спосіб виготовлення аеродинамічної поверхні інтегральної конструкції (патент RU 2030336 B64F5/00), суть якого полягає в формуванні препрегу (напівфабрикат у вигляді волокнистого наповнювача (тканина, стрічка), просякнутого сполучником у напівзатверділому стані, придатний до формування виробів з композиційних матеріалів) еластичними закладними елементами і термообробки спіненого матеріалу в формі з подальшим охолодженням. В результаті чого утворюється інтегральна конструкція з тришаровими ділянками за одну технологічну операцію. Недоліком такого способу є те, що при витягуванні еластичних вкладишів виникають місцеві надриви шарів силової конструкції, що знижує міцність та довговічність виробу. Окрім того, при формуванні деталей значної довжини, внаслідок великої поверхні контакту між вкладишем та конструкцією, нерівномірністю розподілу конструкційного матеріалу по довжині, утворенням раковин витягання еластичного вкладишу стає малоймовірним, що призводить до браку виробу. Технічною задачею корисної моделі є отримання необхідної якості силового каркаса аеродинамічної поверхні інтегральної конструкції без еластичних вкладишів. Технічний результат досягається тим, що спосіб виготовлення аеродинамічної поверхні інтегральної конструкції з тришаровими ділянками, що полягає в формуванні препрегу та пінного наповнювача в формі за один прийом, новим є те, що викладають шар препрегу шириною 0,7…0,8 від довжини дужки контуру крила на формоутворюючу поверхню нижньої матриці і шар препрегу шириною 1,3…1,4 від довжини дужки контуру крила на формоутворюючу поверхню верхньої матриці, далі викладають наповнювач у вигляді листів пористого матеріалу на кожну поверхню і накривають шаром препрегу з геометрією, ідентичною першому шару, після чого, на останній шар препрегу наносять пінний наповнювач висотою 0,4…0,6 від товщини профілю крила і шириною 0,7…0,8 довжини дужки крила і завертають краї препрегу до прилягання з наповнювачем, після чого установлюють верхню матрицю на нижню. Суть запропонованого способу пояснюється кресленнями на фіг. 1, 2, де фіг. 1 - Матриці з викладеним препрегом та пінним заповнювачем, фіг. 2 - сформована аеродинамічна поверхня інтегральної конструкції пінним заповнювачем. Де 1 - верхня матриця; 2 - нижня матриця; 3 перший шар препрегу; 4 - заповнювач з листового матеріалу; 5 - останній шар препрегу; 6 пінний наповнювач; 7 - загорнута кромка нижньої поверхні. На матрицю 1, 2 викладають підготовлений перший шар препрегу 3 (скло- чи вуглетканина, просочена епоксидною чи поліефірною смолою), під час викладки контролюють відсутність неповного прилягання препрегу до поверхні матриці. На підготовлений перший шар викладають жорсткий наповнювач 4 у вигляді листового матеріалу (екструдований пінополіестерол, 1 UA 80359 U 5 10 15 20 склопластикові чи алюмінієві соти) і фіксують його від переміщень з допомогою клею. Геометрія наповнювача повинна відповідати поверхні матриці. Після фіксації наповнювача викладають останній шар препрегу 5 і прокатують його валиком для витіснення повітря з поверхні. Викладку препрегу виконують в відповідності з технічними умовами, характерними для матеріалу, що використовується. Після чого, на останній шар препрегу наносять пінний матеріал 6, контролюючи рівномірність розподілу по поверхні моделі. Далі, кромки препрегу 7, викладеного на нижню матрицю, накладають на пінний наповнювач, дотримуючись рівномірності розподілу матеріалу по об'єму, утвореного завернутою кромкою. За необхідності, на поверхню наповнювача наносять активуючий засіб для покращення його властивостей. Матриці накладають одну на одну та фіксують від переміщення, контролюючи щільність прилягання спряжених поверхонь. Зібрану матрицю установлюють в термошафу і витримують при підвищеній температурі. Під час термостабілізації завернуті краї препрегу, під дією сили наповнювача, який збільшує свій об'єм, замикають силовий каркас інтегральної конструкції. Після затвердіння наповнювача та препрегу, готову аеродинамічну поверхню витягують з форми, за необхідності обрізають торцеві поверхні від надлишкового матеріалу. Таким чином, отримують аеродинамічну поверхню інтегральної конструкції з тришаровими ділянками та пінним наповнювачем. Позитивний ефект в отриманні аеродинамічної поверхні інтегральної конструкції з трихшаровими ділянками в порівнянні з прототипом досягається тим, що усунено додаткову технологічну операцію по виготовленню еластичного вкладишу та його витягання з готового виробу. Його замінено на легкий пінний матеріал, що повторює внутрішній об'єм виробу під час процесу термостабілізації та забезпечує необхідну якість виробу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб виготовлення аеродинамічної поверхні інтегральної конструкції з тришаровими ділянками, що полягає в формуванні препрегу та пінного наповнювача в формі за один прийом, який відрізняється тим, що викладають шар препрегу шириною 0,7…0,8 від довжини дужки контуру крила на формоутворюючу поверхню нижньої матриці і шар препрегу шириною 1,3…1,4 від довжини дужки контуру крила на формоутворюючу поверхню верхньої матриці, далі викладають наповнювач у вигляді листів пористого матеріалу на кожну поверхню і накривають шаром препрегу з геометрією, ідентичною першому шару, після чого, на останній шар препрегу наносять пінний наповнювач висотою 0,4…0,6 від товщини профілю крила і шириною 0,7…0,8 довжини дужки крила і завертають краї препрегу до прилягання з наповнювачем, після чого установлюють верхню матрицю на нижню. 2 UA 80359 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of aerodynamic surface of integrated design with three-layered portions
Автори англійськоюMasko Oleksandr Mykolaiovych, Sukhov Vitalii Viktorovych
Назва патенту російськоюСпособ изготовления аэродинамической поверхности интегральной конструкции с трехслойными участками
Автори російськоюМасько Александр Николаевич, Сухов Виталий Викторович
МПК / Мітки
МПК: B64F 5/00
Мітки: тришаровими, конструкції, аеродинамічної, виготовлення, ділянками, поверхні, інтегральної, спосіб
Код посилання
<a href="https://ua.patents.su/5-80359-sposib-vigotovlennya-aerodinamichno-poverkhni-integralno-konstrukci-z-trisharovimi-dilyankami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення аеродинамічної поверхні інтегральної конструкції з тришаровими ділянками</a>
Рульовий привід керованої аеродинамічної поверхні літального апарата
Номер патенту: 25834
Опубліковано: 27.08.2007
Автори: Піщухіна Ольга Олександрівна, Бандура Іван Миколайович, Фірсов Сергій Миколайович, Баглєй Олег Вікторович
МПК: B64C 13/00
Мітки: апарата, аеродинамічної, привід, літального, керованої, поверхні, рульовий
Формула / Реферат:
Рульовий привід керованої аеродинамічної поверхні літального апарата, що містить у своєму складі керуючу аеродинамічну поверхню, вісь керованої аеродинамічної поверхні, датчик кута, датчик кутової швидкості і датчик кутового прискорення повороту керованої аеродинамічної поверхні, виходи яких через підсумовуючий підсилювач, підсилювач потужності підключені до керуючої ланки рульової машини, який відрізняється тим, що в нього введені автономна...
Рульовий привід керованої аеродинамічної поверхні літального апарата
Номер патенту: 26230
Опубліковано: 10.09.2007
Автори: Жернокльов Тетяна Володимирівна, Бандура Іван Миколайович, Фірсов Сергій Миколайович, Піщухіна Ольга Олександрівна
МПК: B64C 13/00
Мітки: апарата, рульовий, привід, керованої, літального, поверхні, аеродинамічної
Формула / Реферат:
Рульовий привід керованої аеродинамічної поверхні літального апарата, що має рульову машину з керуючою ланкою та вихідним валом, датчик кута, датчик кутової швидкості, датчик кутового прискорення повороту керованої аеродинамічної поверхні, підсумовуючий підсилювач та підсилювач потужності, ведений ролик, ведучий ролик, вал, тросову проводку, зубчатий сектор, шестірню, керуючу аеродинамічну поверхню, яка механічним зв'язком з'єднана з вихідним...
Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок
Номер патенту: 74613
Опубліковано: 12.11.2012
Автори: Шкілько Анатолій Максимович, Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: ультразвукового, поверхні, кромок, виробів, ділянками, контролю, металічних, прямолінійними, електромагнітно-акустичного, спосіб
Формула / Реферат:
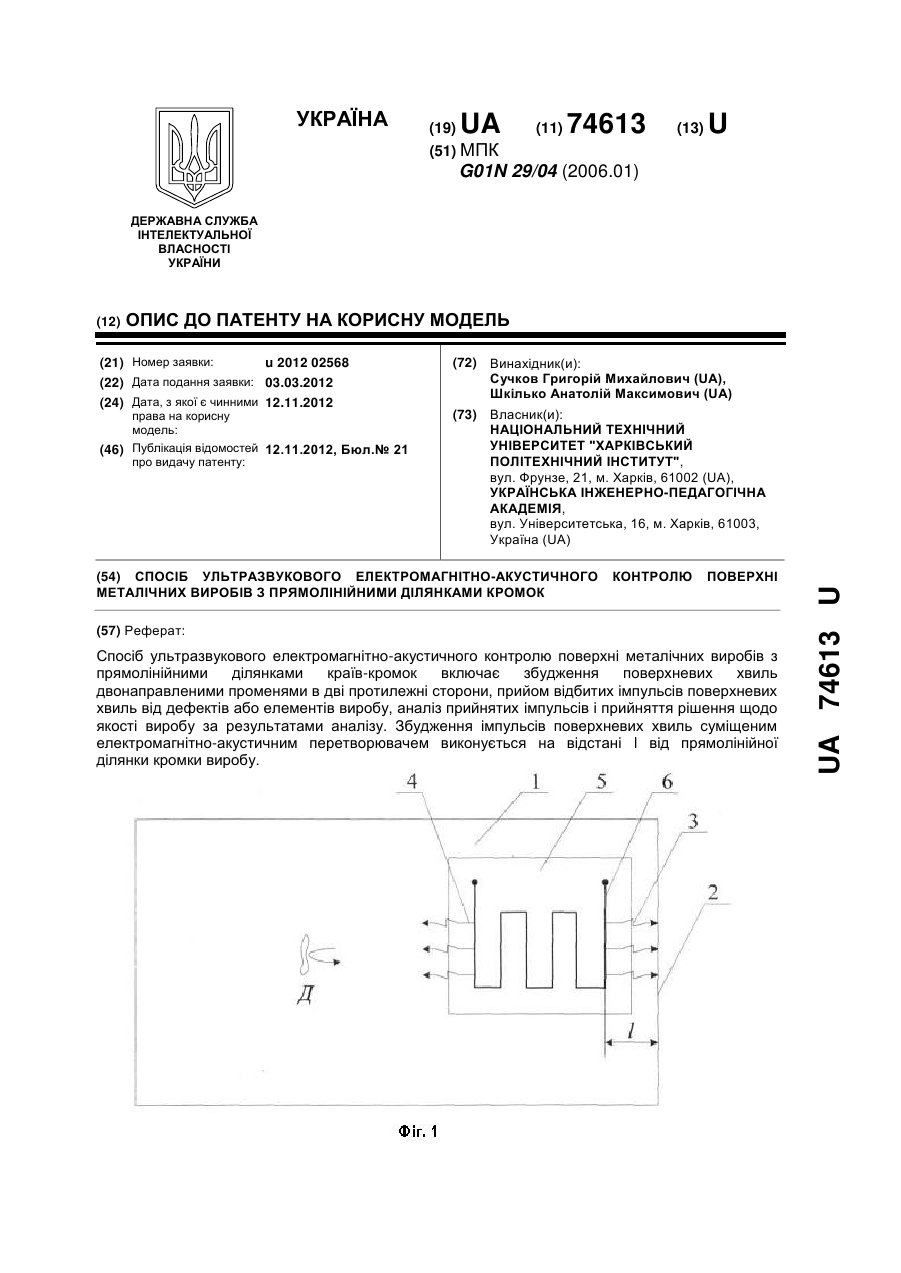
Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками країв-кромок, який включає збудження поверхневих хвиль двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу, який відрізняється тим, що збудження імпульсів...
Подібний до балки елемент конструкції, виконаний з окремих деталей, конструктивний елемент, утворений щонайменше двома елементами конструкції, а також спосіб і пристрій для виготовлення цього елемента конструкції
Номер патенту: 88505
Опубліковано: 26.10.2009
Автор: Крестел Стефан
МПК: E04C 3/12, E04C 3/29, E04C 2/34, E04C 3/04
Мітки: цього, двома, окремих, утворений, елемента, виготовлення, елементами, подібний, конструкції, також, конструктивний, спосіб, виконаний, балки, елемент, деталей, щонайменше, пристрій
Формула / Реферат:
1. Подібний до балки елемент конструкції 1; 1', виготовлений з окремих частин, що містить полицю 2 і дві стінки 3, 4; 3', 4', який відрізняється тим, що полиця 2 має по одній стінці 3, 4; 3', 4' на двох своїх подовжніх сторонах, причому кожна стінка кріпиться до подовжньої бічної стінки полиці 2 переважно за допомогою клейового матеріалу, і тим, що кінцеві зони 7; 7' стінок 3, 4; 3', 4', звернені убік від полиці 2, пласко з'єднуються...
Елемент конструкції літального апарата та спосіб його виготовлення
Номер патенту: 32654
Опубліковано: 15.02.2001
Автори: М'ялиця Анатолій Костянтинович, Іванько Юрій Федорович, Сивокозов Василь Степанович, Кашубін Юрій Якович
МПК: B64C 11/00, B64C 9/00, B64C 1/00, B64C 5/00, B64C 3/00
Мітки: виготовлення, спосіб, апарата, літального, конструкції, елемент
Текст:
...в лення завдяки необхідності попереднього опресу вання пакета листових заготовок при високій тем пературі та під тиском. Вказані недоліки прототипу призводять др збільшення циклу виготовлення, кількості необхідного обладнання, пристроїв та допоміжної оснастки, а також до потреби у додаткових виробничих площах. В основу винаходу поставлені задачі підвищення технологічності, точності теоретичного контур у, корозійної стійкості виробу, Його...
Попередній патент: Модифікатор для внутрішньоформового модифікування чавуну
Наступний патент: Функціональний перетворювач двійкових кодів
Випадковий патент: Композиційний фрикційний матеріал