Процес з’єднання розширюваних труб
Номер патенту: 81771
Опубліковано: 11.02.2008
Автори: Андерсон Марк Вілсон, Коул Ентоні Томас, Дімітріадіс Клістеніс, Воллебрегт Ян Ерік, Ден Боуер Йоханіс Йозефу, Зійслінг Дйюрре Ганс
Формула / Реферат
1. Процес з'єднання розширюваних труб та розширювання з'єднаних труб, який містить:
з'єднання труб шляхом ковальського зварювання, при цьому протягом принаймні частини часу процесу ковальського зварювання здійснюється обдування відновлювальним газом нагрітих торців труб таким чином, що видаляються оксиди зі зварених торців труб та обмежується кількість неоднорідностей між звареними шляхом ковальського зварювання торцями труб; та радіальне розширення з'єднаних труб, де кожна труба має середню секцію з щілинами та торцеву секцію без щілин, яка є складеною, при цьому труби з'єднуються одна з одною відповідними торцевими секціями без щілин, та торцеві секції без щілин розгортуються під час процесу розширення.
2. Процес за п. 1, який відрізняється тим, що труби містять щілини та/або інші перфораційні отвори біля торців, зварених за допомогою ковальського зварювання, і ці щілини та/або інші перфораційні отвори заповнюються теплостійким наповнювачем протягом зварювального процесу.
3. Процес за п. 2, який відрізняється тим, що торці труб нагріваються шляхом проходження струму високої частоти по колу через стінки труб біля торців труб, що повинні з'єднуватись, та теплостійкий наповнювач містить електропровідний керамічний матеріал.
4. Процес за п. 2, який відрізняється тим, що щілини та/або перфораційні отвори, що пересікають відкриті торці труб, мають збільшену ширину в області торців труб, щоб стримувати сковування бічних стінок щілин та/або перфораційних отворів, коли торці труб з'єднуються шляхом ковальського зварювання.
5. Процес за п. 1, який відрізняється тим, що торці труб як розширені, так і складені у переважно подібну увігнуту або гофровану форму перед процесом ковальського зварювання, де увігнуті або гофровані торці труб зварюються разом, та розгортаються у переважно циліндричну форму протягом наступного процесу розширення труб.
6. Процес за п. 5, який відрізняється тим, що труби мають безщілинну, переважно безперервну стінку в області зварюваних торців та містять розташовані у шаховому порядку щілини та/або інші перфораційні отвори на відстані від зварених торців у такий спосіб, що коли труба розширюється, то початково зварені увігнуті або гофровані торці труб розгортаються у переважно циліндричну форму, а щілини та/або інші перфораційні отвори розширюються.
7. Процес за п. 1, який відрізняється тим, що кінці пар принаймні частково перекритих труб, які з'єднуються ковальським зварюванням, з'єднуються шляхом нагрівання кінців труб, які перекриваються, до температури ковальського зварювання та притисканням нагрітих кінців труб, що частково перекриваються, один до одного, в той час як відновлювальний газ обдуває нагріті торці труб протягом деякого проміжку часу процесу ковальського зварювання.
8. Процес за п. 7, який відрізняється тим, що пристрій для ковальського зварювання вставляється у внутрішню трубу, нагріває кінець труби, подає відновлювальний продувний газ у проміжок, що залишається між торцями труб, що перекриваються, потім притискає зовнішню поверхню нагрітого кінця внутрішньої труби до внутрішньої поверхні зовнішньої труби, щоб з'єднати вказані кінці труб шляхом ковальського зварювання.
9. Процес за будь-яким з попередніх пунктів, який відрізняється тим, що торці труб мають зубчасту або синусоїдальну форму для зменшення сил, що прикладаються до торців, зварених шляхом ковальського зварювання, протягом розширення та/або процесу розгортання.
10. Процес за п. 1, який відрізняється тим, що продувний газ містить більш ніж 90 % за об'ємом переважно інертного газу, такого як азот, гелій або аргон, та більш ніж 2 % за об'ємом водню.
Текст
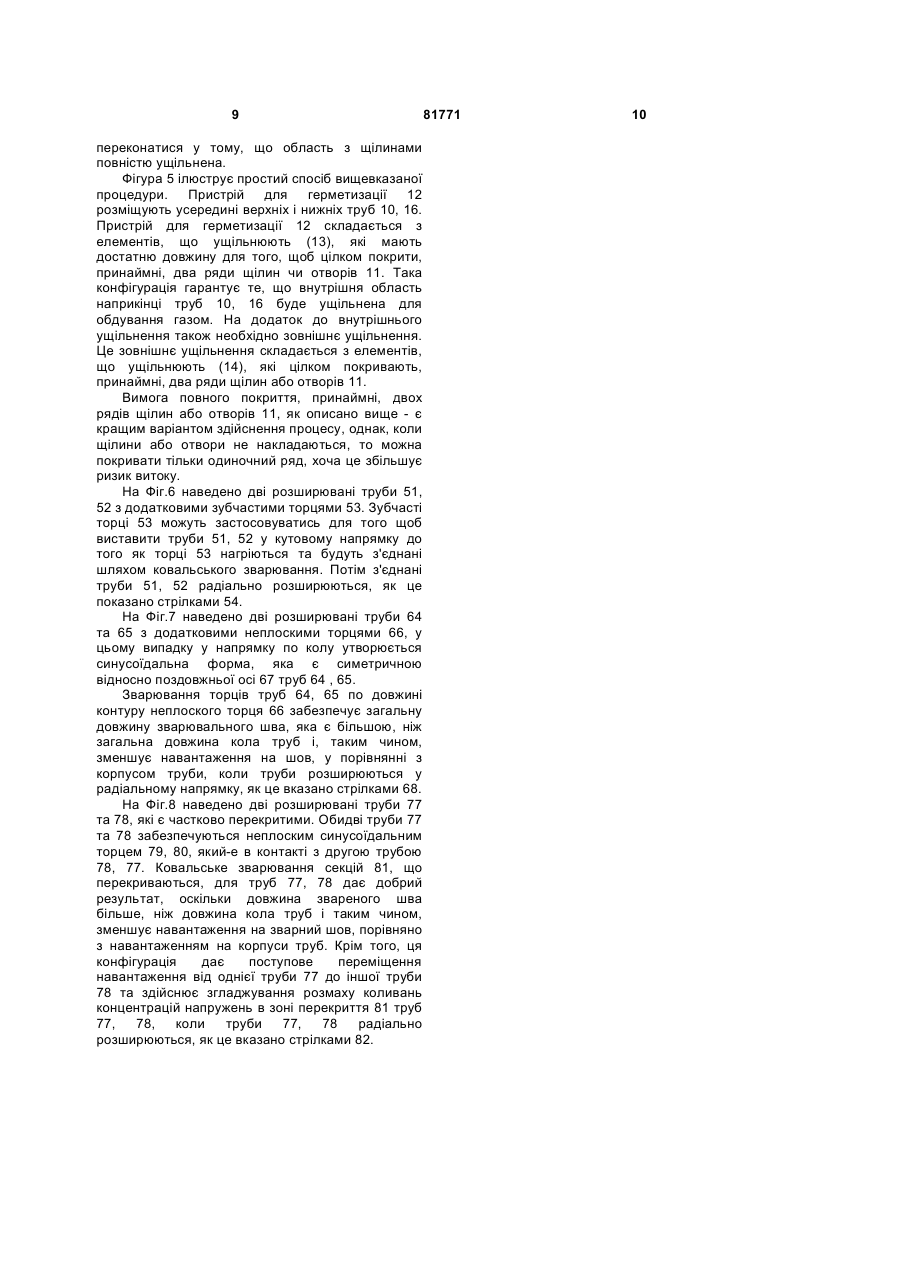
1. Процес з'єднання розширюваних труб та розширювання з'єднаних труб, який містить: з'єднання труб шляхом ковальського зварювання, при цьому протягом принаймні частини часу процесу ковальського зварювання здійснюється обдування відновлювальним газом нагрітих торців труб таким чином, що видаляються оксиди зі зварених торців труб та обмежується кількість неоднорідностей між звареними шляхом ковальського зварювання торцями труб; та радіальне розширення з'єднаних труб, де кожна труба має середню секцію з щілинами та торцеву секцію без щілин, яка є складеною, при цьому труби з'єднуються одна з одною відповідними торцевими секціями без щілин, та торцеві секції без щілин розгортуються під час процесу розширення. 2. Процес за п. 1, який відрізняється тим, що труби містять щілини та/або інші перфораційні отвори біля торців, зварених за допомогою ковальського зварювання, і ці щілини та/або інші перфораційні отвори заповнюються теплостійким наповнювачем протягом зварювального процесу. 3. Процес за п. 2, який відрізняється тим, що торці труб нагріваються шляхом проходження струму високої частоти по колу через стінки труб біля торців труб, що повинні з'єднуватись, та 2 (19) 1 3 81771 4 з'єднати вказані кінці труб шляхом ковальського зварювання. 9. Процес за будь-яким з попередніх пунктів, який відрізняється тим, що торці труб мають зубчасту або синусоїдальну форму для зменшення сил, що прикладаються до торців, зварених шляхом ковальського зварювання, протягом розширення та/або процесу розгортання. 10. Процес за п. 1, який відрізняється тим, що продувний газ містить більш ніж 90 % за об'ємом переважно інертного газу, такого як азот, гелій або аргон, та більш ніж 2 % за об'ємом водню. Цей винахід стосується процесу з'єднання розширюваних труб. Розширювані труби все більше використовуються в нафтовій та газовій експлуатаційних свердловинах і можуть містити щілини або інші перфораційні отвори, які розширюються внаслідок розширення труб або можуть мати безперервну "безщілинну" стінку, яка розтягується по колу за допомогою розширювального пристрою, такого як розширювальній конус та/або набір роликів Звичайно розширювані труби з'єднуються механічними з'єднувачами, оскільки зварювання може створити принаймні деяке підсилення та/або ослаблення стінки труби в районі звареного шва, і підсилення буде заважати або навіть порушувати процес розширення, в той час як ослаблення буде призводити трубу до стану, коли вона буде зминатись, згинатись та/або розриватись у зоні зварювання. На додаток, у цьому випадку вимагається зварювати обсадні труби із щілинами, що є особливою проблемою. По-перше, розширювані труби зі щілинами є складними для повного герметизування, щоб дозволити продування неокислювальним або відновлювальним газом або газовими сумішами, а також для видалення повітря. По-друге, зварювання торця непідготовлених обсадних колон зі щілинами буде також приводити до зварювання щілин в торці труби. Це перешкоджає розширенню та запобігає належному функціонування розширюваних труб зі щілинами. З [Міжнародної заявки WO 98/33619] відомо з'єднування розширюваних труб шляхом аморфного зв'язування та з [Міжнародної заявки WO 0230611] відомо з'єднування розширюваних труб шляхом зварювання лазером. Однак ці способи з'єднання потребують багато часу та вимагають надзвичайно точного позиціювання торців труб відносно один одного та потребують технологічної обробки торців труб для одержання надзвичайно точної плоскої форми, тому ці способи є непрактичними для використання, наприклад, на буровій вишці, морських нафтових платформах або на суднах, які підтримують трубопроводи. Метою цього винаходу є створення процесу з'єднання розширюваних труб відносно швидким та простим способом зварювання, який може функціонувати значно легше на буровій вишці, прибережній або морській платформі або на суднах, які несуть або підтримують трубопроводи, ніж попередні способи зварювання, та який створював би високоякісний зварений шов, що зменшував би коливання напружень у стінці труби в зоні зварювання до мінімального рівня. Процес, згідно з цим винаходом, містить з'єднання труб та радіальне розширення з'єднаних труб, який відрізняється тим, що труби з'єднуються шляхом ковальського зварювання, в той час як протягом принаймні частини періоду процесу ковальського зварювання вони обдуваються відновлювальним продувним газом вздовж нагрітих торців труб, при цьому з торців, зварених ковальським зварюванням, видаляються оксиди та обмежується кількість неоднорідностей між звареними торцями труб, при чому, продувний газ є невибуховою сумішшю переважно інертного газу та відновлювального газу, а торці труб нагріваються шляхом проходження струму високої частоти у напрямку по колу крізь стінки труб біля торців труб, що з'єднуються Ці труби можуть містити щілини та/або інші отвори на або біля торців, лварених-ковальським зварюванням, при чому, ці щілини та/або інші отвори є заповненими теплостійким наповнювачем протягом процесу ковальського зварювання. Теплостійкий наповнювач може містити електропровідний керамічний матеріал. На додаток, де це бажано, необхідно забезпечити газонепроникне ущільнення по всій зварювальній зоні, щоб дати можливість виконувати обдування неокислювальним або відновлювальним газом або газовою сумішшю, що поширюється у внутрішньому та зовнішньому районі ущільнення. Кінці труб, що повинні з'єднуватись, можуть бути як розширеними, так і складеними в переважно подібну зубчасту або гофровану форму до процесу ковальського зварювання, де зубчасті або гофровані торці труб зварюються разом шляхом ковальського зварювання і розгортуються у переважно циліндричну форму протягом наступного процесу розширення труби. В такому випадку, труби можуть мати стінку без щілин, переважно безперервну в області зварених торців та містить набір розташованих у шаховому порядку щілин та/або інших отворів на відстані від зварених торців так, що коли труба розширюється, то попередньо зварені зубчасті або гофровані торці труб розширюються у переважно циліндричну форму, а щілини та/або інші отвори розширюються. Труби можуть з'єднуватись, наприклад, в свердловині шляхом ковальського зварювання, де торці труб нагріваються до температури ковальського зварювання та стискаються разом, в той час як відновлювальний продувний газ обдуває нагріті торці труб протягом принаймні деякого проміжку часу процесу ковальського 5 зварювання. В такому випадку, кінці труб можуть принаймні частково перекривати один одного^ та пристрій для ковальського зварювання вставляється у внутрішню трубу, який нагріває кінець труби, подає відновлювальний продувний газ у будь-який проміжок, що залишається між перекриттями кінців труб, і який потім притискає зовнішню поверхню нагрітого кінця внутрішньої труби до внутрішньої поверхні зовнішньої труби, для того щоб з'єднати вказані кінці труб ковальським зварюванням. За вибором, торці труб є зубчастими або мають додаткову синусоїдальну форму, для того щоб зменшити сили, прикладені до торців труб, зварених шляхом ковальського зварювання, протягом процесу розширення та/або процесу розгортання. Бажано, щоб продувний газ був невибуховою сумішшю, що складається переважно з інертного газу та відновлювального газу, ця суміш може містити більш ніж 90% за об'ємом переважно інертного газу, такого як азот, гелій або аргон та більш ніж 2% за об'ємом водню. Може використовуватись велика кількість способів нагрівання, щоб зробити торці труб достатньо гарячими, щоб міг утворитись металургійний зв'язок Способи нагрівання можуть включати електричне, електромагнітне, індукційне, інфрачервоне, дугове та/або тертя нагріванням або комбінації з цих та/або інших способів нагрівання Використовуваний у цьому описі термін "ковальське зварювання" охоплює всі способи, які містять нагрів по колу кінців труб, та наступне металургійне з'єднання нагрітих торців труб, включаючи зварювальні способи, що, в основному, відомі як дифузійне зварювання, зварювання тертям, стикове зварювання за допомогою оплавлення та/або стикове зварювання за допомогою опору З [патентів США 4,566,625; 4,736,084; 4,669,650 та 5,721,413 виданих Per H. Мое] відомо, що може бути корисним саме до та протягом процесу ковальського зварювання обдування торців труб відновлювальним продувним газом, таким як водень, або монооксидом карбону у такий спосіб, що будь-який оксидний наліт видаляється з нагрітих торців труб та одержується металургійний зв'язок з мінімальною кількістю неоднорідностей. З [патентів США 2,719,207 та 4,728,760] також відоме використання невибухових сумішей, які містять близько 95% за об'ємом переважно інертного газу, такого як аргон, азот та/або гелій, та близько 5% за об'ємом відновлювального газу, такого як водень та/або монооксид вуглецю для зварювання стиків оплавленням та індукційним зварюванням стиків. Опис кращих варіантів здійснення винаходу Кращі варіанти процесу, згідно з цим винаходом, будуть описані більш детально на прикладах з посиланням на супутні фігури, на яких:На Фіг.1 зображено частково поздовжній розріз та частково бічний вид труби з щілинами розміром близько діаметру труби після інсталяції. 81771 6 На Фіг.2 зображено поперечний розріз труби, показаної на Фіг.1 після того як кінець труби був складений у гофровану форму; Фіг.3 є бічним видом труби, наведеної на Фіг.2, що показує перехід від щілинної середньої секції у напрямку до гофрованого кінця, який потім приварюється до гофрованого кінця труби, що прилягає до неї. Фіг.4 є ілюстрацією етапів, які потребуються для здійснення способу, щоб забезпечити, щоб щілини або перфораційні отвори, створені в різних розширюваних трубах, були заповненими матеріалом, що відбиває тепло, для того щоб торці труб могли зварюватись ковальським зварюванням без зварювання щілин або перфораційних отворів, На Фіг.5 зображено ущільнюючий вузол для ковальського зварювання розширюваної труби зі щілинами або отворами, в яких внутрішня та зовнішня зони ущільнення були значно розширені, ніж це відбувається для труб без отворів і щилин; На Фіг.6 зображено пару розширюваних труб, які мають взаємні зубчасті торці, що з'єднуються шляхом ковальського зварювання, На Фіг.7 зображено пару розширюваних труб, які мають у напрямку по колу торці з синусоїдальним чергуванням, що з'єднуються шляхом ковальського зварювання; та На Фіг.8 зображено пару розширюваних труб, які мають торці синусоїдальної форми, що перекриваються, і які з'єднуються шляхом ковальського зварювання. Розширювані труби зі щілинами, які наведені на Фігурах 1-8, можуть застосовуватись у нафтових та газових свердловинах, щоб контролювати, наприклад, винос піску з пласта. Для такої мети труби можуть обгортатись фільтрами зі специфічним розміром комірки, щоб запобігти попаданню піску у свердловину протягом роботи. Труби з фільтрами, що обгорнуті круг них, подаються до розміщення свердловини довжиною зазвичай 10м. З [патенту США No. 5,924,745], відомо з'єднання кінців, що перекриваються, розширюваних секцій труб за допомогою щілинного різьбового з'єднання. Щілини у обох частинах різьбових з'єднань виставляються та блокуються протягом встановлення труби на буровій платформі. Як тільки труба досягає своєї заданої глибини у свердловині, вона розширюється шляхом проштовхування конуса через трубу, щоб забезпечити тісний контакт між зовнішньою стінкою розширеної труби та свердловиною або стінкою обсадної колони. Щілинні з'єднання, відомі з [патенту США 5,924,745], розроблені у такий спосіб, щоб сила розтягування, яка потребується для конуса, щоб розширити з'єднання, була подібною до граничної межі деформації самої труби. Це є суттєвим, оскільки вона дає змогу конусу проштовхуватись вниз у свердловину без ризику згинання нерозширеної секції труби нижче конуса. Однак, відомі щілинні з'єднання є дуже дорогими елементами труби і виконання з'єднань 7 підчас завантаження труби в свердловину є дуже складною операцією. Процес ковальського зварювання згідно з цим винаходом має на меті заміну різьбового з'єднання, відомого з [патенту США No. 5,924,745] на зварене з'єднання, для того щоб подолати недоліки різьбового з'єднання. Процес згідно з винаходом може використовуватись для зварювання способом ковальського зварювання торців труб 1 з щілинами, як це показано на Фіг.1, до торців прилеглої розширюваної труби з щілинами (не показано) Нерозширювана труба 1 має діаметр D2, який є принаймні на 10% меншим, ніж діаметр розширеної труби (не показано) після її розширення у свердловині Торці 2 труби технологічно обробляються згідно з вимогами для зварювального процесу, який буде застосовуватись на буровій платформі. Середня секція труби 3 забезпечується щілинами 4, залишаючи монолітними секції 5 труби на обох кінцях трубної конструкції. Фіг 2 показує монолітну, без щілин, торцеву секцію 5, яка складена у такий спосіб, що зовнішній діаметр секції дорівнює діаметру D1 нерозширеної труби, що спущена в свердловину. Після цього, середня секція 3 також зменшується до такого ж діаметру D1 шляхом стискання щілин, зроблених механічною обробкою в корпусі труби, який представлений на Фіг.3. Це означає, що середня секція залишається циліндричною. На завершення, труба З забезпечується розширюваним фільтрувальним вузлом для захисту від піску (не показано). На буровій гофровані торцеві секції 5 двох трубних секцій зварюються разом шляхом ковальського зварювання, в той час як відновлювальний газ обдуває нагріті торці труб протягом принаймні частини періоду процесу ковальського зварювання. Як тільки колона нерозширених труб, з'єднаних ковальським зварюванням, досягає цільової глибини, конус просувається крізь цю колону труб зверху вниз чи навпаки. Корпус перфорованої труби розширюється таким чином до збільшеного діаметра D2, а гофровані кінці з'єднань, що зварені один з одним, розгортуються і знову досягають початкового діаметру, що подібний до діаметру D2 секцій розширених перфорованих труб. Переваги з'єднання ковальським зварюванням є наступними: - Обробка трубних з'єднань на монтажній площадці значно спрощена внаслідок того, що центрування трубних з'єднань легко виконується шляхом центрування гофрованих торців з'єднань. - Торці з'єднань не перфоровані, що полегшує процес нагрівання; існує нерозривний контур для електричного струму. - Сила просування конуса, що необхідна для формування монолітних торців перфорованих труб, набагато нижче сили, яка необхідна для розширення кінця труби, тому що торцеві частини 81771 8 є лише "розгорнутими"; не потрібно ніякого збільшення діаметра труб. - Наявне більше значення співвідношення між діаметром труби, коли її вставляють в свердловину, та після монтажу, тому, що це співвідношення не обмежене максимальним коефіцієнтом розширення монолітних труб. - Співвідношення діаметра залежить від ступеня насиченості щілинами по окружності труб. Альтернативний процес і варіант звареної перфорованої труби містить трубу, первісний діаметр якої дорівнює необхідному для вставляння труби в свердловину. Обидві торцеві частини цієї монолітної труби розширюють до діаметру труб після установки в свердловину. На серединній частині й обох торцевих частинах роблять щілини. Після цього, розширені торцеві частини (монолітна й перфорована частина) "згортають" для зменшення їхнього діаметру до діаметру перфорованої частини труби. Потім, процедура ідентична описаній вище. Обмеження цього процесу полягає в тому, що максимальне співвідношення між діаметром до і після розширення, яке може бути досягнуте, залежить від максимального коефіцієнта розширення монолітної труби Для запобігання того, щоб щілини чи отвори, які є необхідним елементом у різних розширюваних трубах, зварювалися при процесі ковальського зварювання, необхідно заповнити щілини чи отвори матеріалом, який не дає зварюватися і не буде заважати процесам зварювання й розширення. Фігура 4 ілюструє кроки, що необхідні для заповнення щілин чи отворів керамічною рідкою глиною, яка заповнює їх. Перший крок операції показує монолітну трубу 6, підготовлену для перфорації. Потім вирізують щілини чи отвори 7. В деяких технологічних процесах щілини та/або отвори вирізують у плоскому гладкому листі, з якого потім виробляють труби. Ці обидва альтернативні методи можуть використовуватися для виробництва перфорованих розширюваних труб. Для ковальського зварювання іноді вигідно збільшити ширину щілин, що знаходяться на вільній кінцевій поверхні труби на відстані приблизно 1 - 2мм від торця. Як тільки щілини чи отвори 7 зроблені, підводиться кесон (не показаний) до торців труб і область заповнюється керамічною рідкою глиною 8. За допомогою вібрування можна перевірити - чи заповнила керамічна рідка глина цілком отвори чи щілини 7. Кесону потрібно охопити область труби 6 від її кінця до області, що покриває, принаймні, два ряди отворів чи щілин. Звичайно, для цього потрібна глибина покриття, приблизно 100мм. Нарешті, надлишки кераміки видаляються після повного заповнення пазів чи отворів 7 керамічним наповнювачем 9. При зварюванні встик кінців труби часто корисно обдувати зону зварювання відновлювальним або неокислювальним газом або газовою сумішшю. Для проведення цього на перфорованих розширюваних трубах необхідно 9 переконатися у тому, що область з щілинами повністю ущільнена. Фігура 5 ілюструє простий спосіб вищевказаної процедури. Пристрій для герметизації 12 розміщують усередині верхніх і нижніх труб 10, 16. Пристрій для герметизації 12 складається з елементів, що ущільнюють (13), які мають достатню довжину для того, щоб цілком покрити, принаймні, два ряди щілин чи отворів 11. Така конфігурація гарантує те, що внутрішня область наприкінці труб 10, 16 буде ущільнена для обдування газом. На додаток до внутрішнього ущільнення також необхідно зовнішнє ущільнення. Це зовнішнє ущільнення складається з елементів, що ущільнюють (14), які цілком покривають, принаймні, два ряди щілин або отворів 11. Вимога повного покриття, принаймні, двох рядів щілин або отворів 11, як описано вище - є кращим варіантом здійснення процесу, однак, коли щілини або отвори не накладаються, то можна покривати тільки одиночний ряд, хоча це збільшує ризик витоку. На Фіг.6 наведено дві розширювані труби 51, 52 з додатковими зубчастими торцями 53. Зубчасті торці 53 можуть застосовуватись для того щоб виставити труби 51, 52 у кутовому напрямку до того як торці 53 нагріються та будуть з'єднані шляхом ковальського зварювання. Потім з'єднані труби 51, 52 радіально розширюються, як це показано стрілками 54. На Фіг.7 наведено дві розширювані труби 64 та 65 з додатковими неплоскими торцями 66, у цьому випадку у напрямку по колу утворюється синусоїдальна форма, яка є симетричною відносно поздовжньої осі 67 труб 64 , 65. Зварювання торців труб 64, 65 по довжині контуру неплоского торця 66 забезпечує загальну довжину зварювального шва, яка є більшою, ніж загальна довжина кола труб і, таким чином, зменшує навантаження на шов, у порівнянні з корпусом труби, коли труби розширюються у радіальному напрямку, як це вказано стрілками 68. На Фіг.8 наведено дві розширювані труби 77 та 78, які є частково перекритими. Обидві труби 77 та 78 забезпечуються неплоским синусоїдальним торцем 79, 80, який-е в контакті з другою трубою 78, 77. Ковальське зварювання секцій 81, що перекриваються, для труб 77, 78 дає добрий результат, оскільки довжина звареного шва більше, ніж довжина кола труб і таким чином, зменшує навантаження на зварний шов, порівняно з навантаженням на корпуси труб. Крім того, ця конфігурація дає поступове переміщення навантаження від однієї труби 77 до іншої труби 78 та здійснює згладжування розмаху коливань концентрацій напружень в зоні перекриття 81 труб 77, 78, коли труби 77, 78 радіально розширюються, як це вказано стрілками 82. 81771 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of joining expandable tubulars
Автори англійськоюAnderson Mark Wilson, Cole Anthony Thomas, Dimitriadis Klisthenis, Vollebregt Jan Erik, Zijsling Djurre Hans
Назва патенту російськоюПроцесс соединения расширяющихся труб
Автори російськоюАндерсон Марк Вилсон, Коул Энтони Томас, Димитриадис Клистенис, Воллебрегт Ян Эрик, Зийслинг Дйюрре Ганс
МПК / Мітки
МПК: B23K 13/00, B23K 20/02, B23K 20/00
Мітки: з'єднання, процес, розширюваних, труб
Код посилання
<a href="https://ua.patents.su/5-81771-proces-zehdnannya-rozshiryuvanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Процес з’єднання розширюваних труб</a>
Процес з’єднання труб за допомогою ковальського зварювання
Номер патенту: 80556
Опубліковано: 10.10.2007
Автори: Зійслінг Дйюрре Ганс, Мое Пер Харалд (помер), Холмраст Бьйорн, Ден Боуер Йоханіс Йозефус, Раббен Келл Магне, Коул Ентоні Томас, Дімітріадіс Клістеніс
МПК: B23K 33/00, B23K 20/02, B23K 20/14
Мітки: зварювання, ковальського, з'єднання, труб, допомогою, процес
Формула / Реферат:
1. Процес з'єднання труб за допомогою ковальського зварювання, який включає формування торців труб, що зварюються разом, з одержанням внутрішньої похилої конфігурації, який відрізняється тим, що похила конфігурація є такою, що коли торці труб нагрівають під час процесу ковальського зварювання, то вони деформуються внаслідок температурного розширення, в основному, у поздовжньо орієнтовану циліндричну форму, і похилий кут внутрішніх та...
Процес пресування труб
Номер патенту: 21073
Опубліковано: 15.02.2007
Автори: Білошенко Віктор Олександрович, Чишко В'ячеслав Валерійович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна
МПК: B21J 1/02, B21C 23/02
Мітки: пресування, процес, труб
Формула / Реферат:
1. Процес пресування труб, що включає деформацію заготовки через багатокутову систему пересічених каналів шляхом прикладення до її торця осьового деформуючого зусилля від прес-штемпеля, який відрізняється тим, що деформацію здійснюють при сполученні інтенсивного кутового пресування і прямої витяжки з витіканням металу в радіальному й осьовому напрямках через канали, утворені, відповідно, торцем оправки і плоскою ділянкою матриці, поверхнями...
Спосіб зварювання труб через м’який прошарок
Номер патенту: 37965
Опубліковано: 15.05.2001
Автори: Крижанівський Євстахій Іванович, Данилюк Ярослав Михайлович
МПК: B23K 20/12
Мітки: спосіб, прошарок, зварювання, труб, м'який
Текст:
...площі контакту у зоні зварного шва та ефекту самоцентрування, а його збільшення призводить до витискування надлишкового грату на внутрішній та зовнішній поверхнях шва, чим утр уднює його знаття. На фіг. 1 представлена реалізація способу зварювання труб через м'який прошарок. Замкова деталь 4 та тіло тр уби 2 співвісно встановлюють між собою і нерухомо закріплюють у призмах гідропатронів 1 та 3 з можливістю їх з устрічного осьового...
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням
Номер патенту: 14677
Опубліковано: 15.05.2006
Автор: Петимко Олег Павлович
МПК: B29C 65/00
Мітки: багатошарових, виготовлення, великого, труб, навиванням, спосіб, поліетиленових, спіральним, діаметра
Формула / Реферат:
Спосіб виготовлення багатошарових поліетиленових труб великого діаметра спіральним навиванням, при якому основу стінки труби формують з попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, який подають до спеціальних валків, що формують спіраль вибраного діаметра та направляють її під кутом до повздовжньої осі зварюваної труби, зварювання виконують з зовнішньої і внутрішньої поверхні труби, який...
Спосіб виготування багатошарових труб з особливотонкостінних труб-шарів
Номер патенту: 31226
Опубліковано: 15.12.2000
Автори: Сало Миколай Федорович, Беліков Юрій Михайлович, Хаустов Георгій Йосипович, Кравченко Володимир Іванович, Правдін Юрій Михайлович, Єсаулов Михайло Олексійович, Сергєєв Віктор Володимирович
МПК: B23K 20/04, B21B 21/00
Мітки: труб, спосіб, багатошарових, особливотонкостінних, виготування, труб-шарів
Текст:
...з Д/S труб-шарів 280-300 (де 76 мм - зовнішний діаметр; 0,25 мм - товщина стінки шарів). Труби шари з готовою товщиною стінки, наприклад, діаметрами 75,8; 74,7; 73,6; 72,65; 71,55; 70,5 були прокатані на стані ХПТР-60-120 на циліндричній оправці, яка стирчає за осередок деформації з виходного боку стану на довжину від 125 де 300 мм, що складає від 25 де 60% від довжини осередка деформації. Діаметри труб-шарів змінювались таким чином, що...
Попередній патент: Спосіб визначення крайового кута змочування поверхні і пристрій для його здійснення
Наступний патент: Спосіб синтезу сполук 1,3-дигідро-2н-3-бензазепін-2-ону і застосування їх у синтезі івабрадину і його адитивних солей з фармацевтично прийнятною кислотою
Випадковий патент: Система попереднього збору фруктів, наприклад яблук