Спосіб прокатки прецизійних труб
Номер патенту: 85847
Опубліковано: 10.12.2013
Автори: Фролов Ярослав Вікторович, Дудка Сергій Сергійович, Терещенко Андрій Анатолійович, Кравченко Олег Юрійович, Кацапов Костянтин Миколайович, Панченко Сергій Анатолійович

Формула / Реферат
Спосіб холодного прокатування труб, що включає зупинку робочої кліті стану, затиск робочого конуса труби-заготівки, яка прокатується, і зарядку на вісь прокатування чергової труби-заготівки, який відрізняється тим, що затискається робочий конус проміжної вставки, зовнішній і внутрішній діаметри якої відповідають зовнішньому і внутрішньому діаметрам труби-заготівки, причому довжина проміжної вставки визначається як:
![]() ,
,
де:
![]() - зовнішній діаметр труби-заготівки, мм;
- зовнішній діаметр труби-заготівки, мм;
![]() - внутрішній діаметр труби-заготівки, мм;
- внутрішній діаметр труби-заготівки, мм;
![]() - зовнішній діаметр готової труби, мм;
- зовнішній діаметр готової труби, мм;
![]() - внутрішній діаметр готової труби, мм;
- внутрішній діаметр готової труби, мм;
![]() - довжина конуса, мм;
- довжина конуса, мм;
![]() - довжина готової труби на відстані від калібрувальної ділянки до переднього патрону, мм.
- довжина готової труби на відстані від калібрувальної ділянки до переднього патрону, мм.
Текст
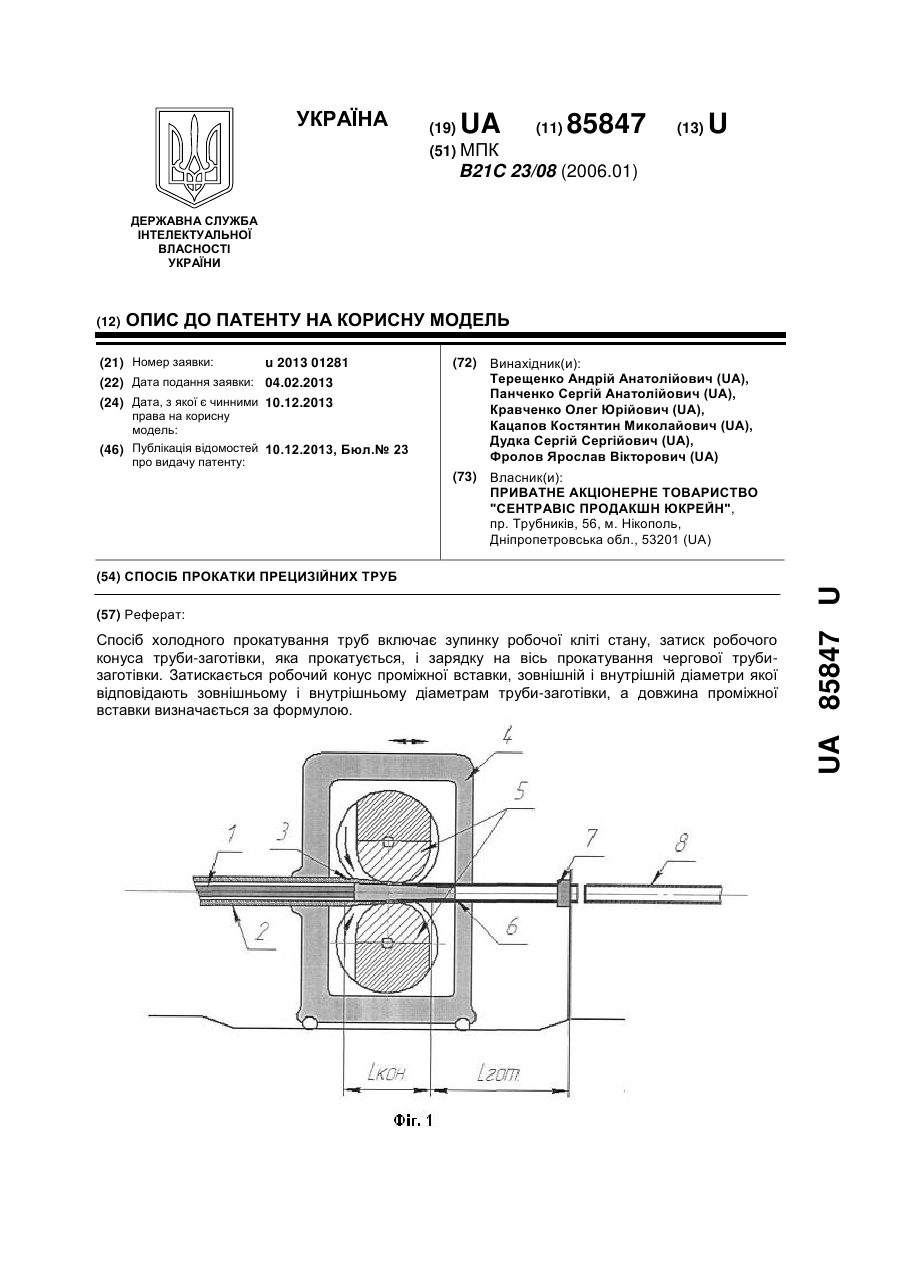
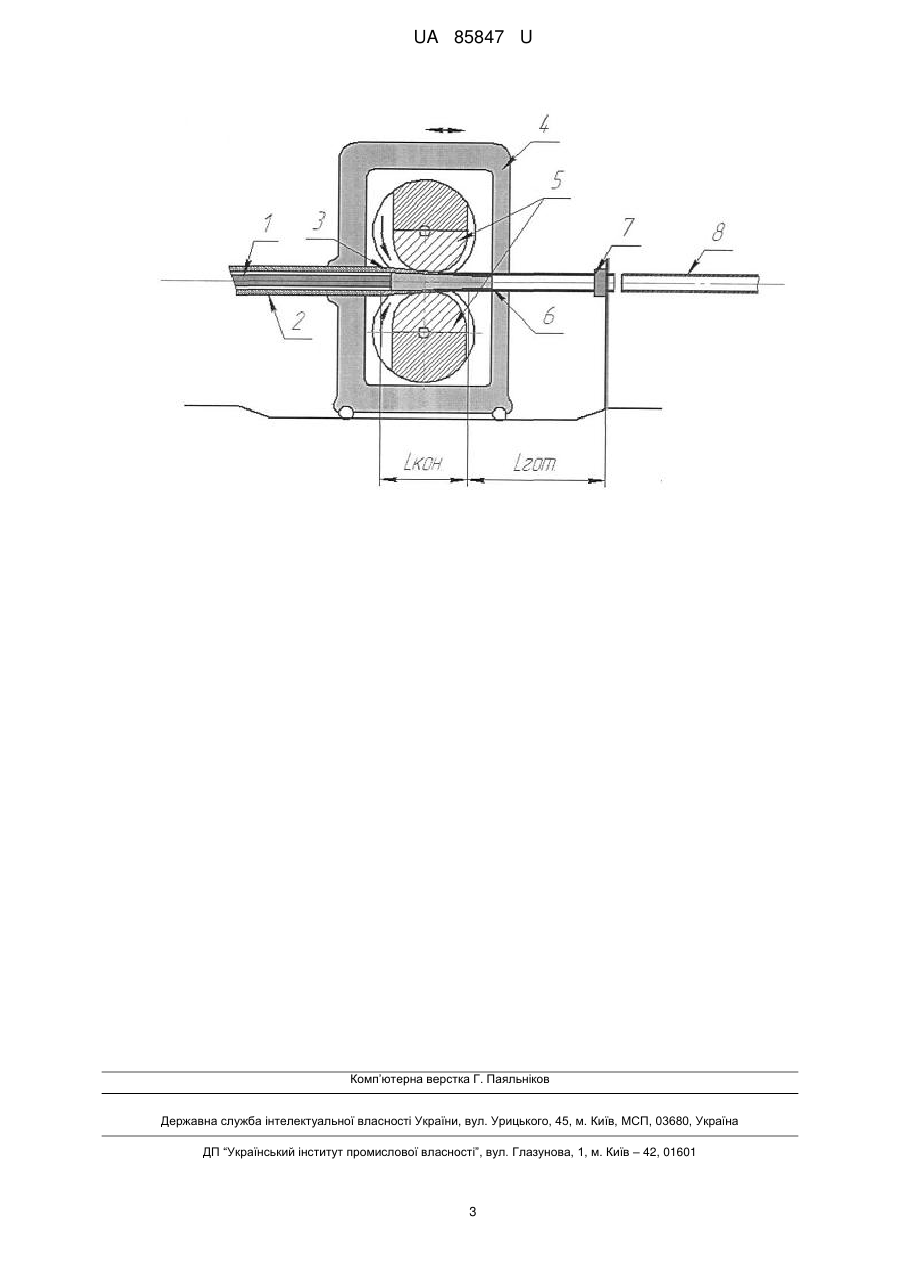
Реферат: Спосіб холодного прокатування труб включає зупинку робочої кліті стану, затиск робочого конуса труби-заготівки, яка прокатується, і зарядку на вісь прокатування чергової трубизаготівки. Затискається робочий конус проміжної вставки, зовнішній і внутрішній діаметри якої відповідають зовнішньому і внутрішньому діаметрам труби-заготівки, а довжина проміжної вставки визначається за формулою. UA 85847 U (54) СПОСІБ ПРОКАТКИ ПРЕЦИЗІЙНИХ ТРУБ UA 85847 U UA 85847 U 5 10 15 20 25 Корисна модель належить до області обробки металів тиском, зокрема до холодної прокатки труб і може бути використана при виготовленні прецизійних труб на станах холодної прокатки труб (станах ХПТ). Відомий спосіб холодної періодичної прокатки труб який включає зупинку робочої кліті стану ХПТ, затиск робочого конуса труби - заготівки що прокатується в калібрах та зарядку на вісь прокатки чергової труби-заготівки [1]. Недоліком цього способу прокатки є те, що він не забезпечує в місцях перезарядки стабільну точність геометричних розмірів прокатуваних труб на станах ХПТ з бічним завантаженням труб-заготівок на вісь прокатки. Відомо [2], що в місці перезарядки на стані ХПТ, за рахунок додаткової обкатки робочого конуса калібрами, локально збільшується внутрішній діаметр труби і зменшується товщина стінки. Наявність таких місць по довжині прецизійних труб, де потрібна підвищена точність геометричних розмірів, призводить до їх відбракування. Потім такі місця вирізаються в металобрухт і труби перерізаються на відповідну, згідно основного заказу (іншими словами - заказ на труби першого сорту), довжину. Якщо довжини труб недостатньо на довжину по основному заказу, то такі труби переводяться на інші закази, які не потребують підвищеної точності геометричних розмірів (труби другого сорту). Все це значно підвищує виробничі витрати та зменшує економічні показники виробництва. В основу корисної моделі поставлено задачу розробити заходи, що гарантують стабільність технологічного процесу прокатки та стабільну точність геометричних розмірів прецизійних труб першого сорту на станах ХПТ з бічним завантаженням труб-заготівок на вісь прокатки. Зазначена вище технічна задача досягається тим, що у відомому способу, що включає зупинку робочої кліті стану, затиск робочого конуса труби-заготівки, яка прокатується, і зарядку на вісь прокатування чергової труби-заготівки, затискається робочий конус проміжної вставки. До того, зовнішній і внутрішній діаметри проміжної вставки відповідають зовнішньому і внутрішньому діаметрам труби-заготівки, а її довжина визначається як: Lвcm 2 2 l ( Дз Дг )2 Д3 Дг d3 dг d3 dг 3lгоm Дг dг кон 3 Д2 d2 з з , (1) 2 де: Д заг - зовнішній діаметр труби-заготівки, мм; d заг - внутрішній діаметр труби-заготівки, мм; 30 Д гот - зовнішній діаметр готової труби, мм; d гот - внутрішній діаметр готової труби, мм; Ікон - довжина конуса, мм; Ігоm - довжина готової труби на відстані від калібрувальної ділянки до переднього патрону, 35 40 45 50 мм. Прокатка труб за корисною моделлю забезпечує стабільно високу точність прецизійних труб першого сорту, тому що місця перезарядки приходяться на труби другого сорту які прокатані із проміжних вставок. Недоліком цього способу прокатки буде те, що для його здійснення в плануванні виробництва необхідно мати, наряду із заказами на прецизійні труби, закази на труби другого сорту. До цього, необхідно мати ще декілька карманів для вивантаження після прокатки готових труб - кармани для труб першого сорту, та кармани для труб другого сорту. Але, ці недоліки компенсуються відповідним плануванням виробництва, та незначним доукомплектуванням вихідної сторони стану і не є якимсь обмежуючими факторами. Зазначимо, що залежність (1) дозволяє розрахувати мінімально допустиму довжину проміжної вставки. Це необхідно щоб мінімізувати довжину труб другого класу, якщо це потрібно, та мінімізувати виробничі відходи якщо в якості проміжних вставок будуть використовуватись бракові труби, які все одно будуть вирізані в металобрухт. Описаний вище спосіб прокатування прецизійних труб пояснюється кресленням, де схематично показано спосіб прокатки, в якому робоча кліть (4) зупинена для перезавантаження стану ХПТ черговою трубою - заготівкою (2), а калібри (5) здійснюють затиск робочого конусу проміжної вставки (3) на стрижні з оправкою (1). При цьому проміжна вставка (3) частково перекатана в трубу другого сорту (6), яка переднім своїм кінцем входить в передній патрон стана (7), та вивільняє з нього прокатану прецизійну трубу першого сорту (8). 1 UA 85847 U 5 10 15 Завдяки тому, що місце перезарядки приходяться на трубу другого сорту, забезпечується стабільність процесу прокатки прецизійних труб першого сорту. Приклад конкретного здійснення Були виконані порівняльні прокатки прецизійних труб за відомим способом та способом що заявляється. Прокатки труб проводились за маршрутом 34 × 3,2→ 16 × 1,5гот із сталі марки 08 × 18Н10Т на стані ХПТ-32. До готових труб висувались вимоги згідно 187-ТУ-039С. Довжина труб по основному заказу повинна становити 9-16м. Довжину проміжної вставки розрахували за допомогою залежності (1). В табл. наведені дані цих прокаток. Наведені дані, див. табл., свідчать про те, що спосіб, який заявляється, забезпечує стабільно високу точність прецизійних труб першого сорту. Так, вихід годного по трубам основного заказу, які прокатані по способу, що заявляється становить 100 %, в той час як за відомим способом, по таким трубам, вихід годного становить тільки 62,5 %. Джерело інформації: [1] - Ю.Ф. Шевакин, Ф.С. Сейдалиев / Стани холодної прокатки труб / -М.: Металургія - 1966 с. 7. [2] - В.П. Фролов, В.М. Данченко, Я.В. Фролов / Холодна пільгерна прокатка труб: Монографія, - Дніпропетровськ: Пороги, 2005. - с 194 Таблиця 1 Спосіб прокатування Кількість труб Що проконтрольовані на приборах УЗконтролю Що прокатані на ХПТ Перший Другий сорт сорт шт м шт м шт м шт м 100 1000 100 600 100 1000 100 600 годні [1] Що заявляється шт 100 100 (1сорт) 100(2сорт) Що здані на закази м 1600 1600 117 брак 100 1600 100 1600 Вихід годного по трубам основного заказу % 62,5 100 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб холодного прокатування труб, що включає зупинку робочої кліті стану, затиск робочого конуса труби-заготівки, яка прокатується, і зарядку на вісь прокатування чергової трубизаготівки, який відрізняється тим, що затискається робочий конус проміжної вставки, зовнішній і внутрішній діаметри якої відповідають зовнішньому і внутрішньому діаметрам труби-заготівки, причому довжина проміжної вставки визначається як: Lвcm 3Д 2 2 lкон ( Дз Дг )2 Д3 Дг d3 dг 2 d3 dг 3lгоm Дг dг 2 з d2 з , де: 30 Дзаг - зовнішній діаметр труби-заготівки, мм; dзаг - внутрішній діаметр труби-заготівки, мм; Дгот - зовнішній діаметр готової труби, мм; dгот - внутрішній діаметр готової труби, мм; Ікон - довжина конуса, мм; 35 Ігоm - довжина готової труби на відстані від калібрувальної ділянки до переднього патрону, мм. 2 UA 85847 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюTereschenko Andrii Anatoliiovych, Panchenko Serhii Anatoliiovych, Kravchenko Oleh Yuriiovych, Katsapov Kostiantyn Mykolaiovych, Dudka Serhii Serhiiovych, Frolov Yaroslav Viktorovych
Автори російськоюТерещенко Андрей Анатольевич, Панченко Сергей Анатольевич, Кравченко Олег Юрьевич, Кацапов Константин Николаевич, Дудка Сергей Сергеевич, Фролов Ярослав Викторович
МПК / Мітки
МПК: B21C 23/08
Мітки: спосіб, труб, прецизійних, прокатки
Код посилання
<a href="https://ua.patents.su/5-85847-sposib-prokatki-precizijjnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки прецизійних труб</a>
Спосіб прокатки тонкостінних і особливо тонкостінних труб
Номер патенту: 77964
Опубліковано: 11.03.2013
Автори: Панченко Сергій Анатолійович, Фролов Ярослав Вікторович, Терещенко Андрій Анатолійович, Дудка Сергій Сергійович, Кацапов Костянтин Миколайович, Головченко Олексій Павлович, Кравченко Олег Юрійович
МПК: B21C 23/08
Мітки: особливої, тонкостінних, прокатки, труб, спосіб
Формула / Реферат:
Спосіб холодного прокатування тонкостінних і особливо тонкостінних труб, що включає порційну подачу труби-заготівки у осередок деформації іншою трубою-заготівкою, який відрізняється тим, що труба-заготівка подається у осередок деформації товстостінним штовхачем циліндрової форми, внутрішній діаметр штовхача дорівнює зовнішньому діаметру стрижня оправки, збільшеному на 2-7 мм, а його зовнішній діаметр дорівнює зовнішньому діаметру...
Спосіб виробництва прецизійних холоднодеформованих труб
Номер патенту: 46894
Опубліковано: 11.01.2010
Автори: Турбар Валерій Павлович, Коржов Микола Микитович, Лобанов Олександр Іванович, Ханін Марк Ісаакович, Кущинський Георгій Миколайович
МПК: B21C 23/00, B21C 1/00
Мітки: виробництва, труб, холоднодеформованих, прецизійних, спосіб
Формула / Реферат:
Спосіб виробництва холоднодеформованих прецизійних труб, що включає одержання заготовки гарячою розкаткою прошитої гільзи в тривалковому стані і наступне холодне волочіння на короткій циліндричній нерухомій оправці, який відрізняється тим, що розкатку гільзи здійснюють на короткій нерухомій конічній оправці з роздачею по діаметру в межах 8-23 %, потім здійснюють волочіння на довгій рухомій конічній оправці з деформацією в межах 35-55 %, а...
Спосіб холодної періодичної прокатки труб з нержавіючої сталі
Номер патенту: 86256
Опубліковано: 10.04.2009
Автори: Кучеренко Валер'ян Романович, Ханін Марко Ісаакович, Чигиринський Роман Юрійович, Кекух Станіслав Миколайович, Кучерський Віктор Петрович, Кекух Сергій Станіславович, Хаустов Георгій Йосипович
МПК: B21B 21/00
Мітки: нержавіючої, спосіб, періодичної, сталі, холодної, труб, прокатки
Формула / Реферат:
Спосіб холодної періодичної прокатки труб з нержавіючої сталі на станах ХПТ, що включає обтискання заготовки по діаметру на ділянці вільного редукування, наступне за ним обтискання заготовки на конічній оправці по діаметру з одночасним обтисканням по товщині стінки, потовщеної від загального обтискання заготовки по діаметру, з подальшим калібруванням готової труби, який відрізняється тим, що прокатку здійснюють із заготовки з товщиною стінки,...
Спосіб холодної пільгерної прокатки труб

Номер патенту: 52658
Опубліковано: 10.09.2010
Автори: Дудка Сергій Сергійович, Фролов Ярослав Вікторович, Терещенко Андрій Анатолійович
МПК: B21C 23/00
Мітки: холодної, труб, прокатки, пільгерної, спосіб
Формула / Реферат:
Спосіб холодної пільгерної прокатки труб, що включає деформацію труби-заготовки валками з обжимом на обжимній та калібровкою на видовженій циліндричній калібруючій ділянці оправки, який відрізняється тим, що калібрують на конічній ділянці оправки, конусність якої визначають по формулі калібрують ділянкою валків з конусністю проти напрямку прокатки
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Сизюхін Василь Миколайович, Король Радомір Миколайович, Григорченко Віктор Іванович, Шерстюк Микола Прокопович, Півник Юрій Вікторович, Буряк Юрій Григорович, Король Микола Миколайович, Журба Олександр Савельович, Михайленко Михайло Андрійович
МПК: B21D 37/00
Мітки: холодної, інструмент, труб, прокатки
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Попередній патент: Спосіб моделювання постекстракційного альвеоліту у лабораторних тварин (щурів)
Наступний патент: Спосіб переміщення тягово-транспортної системи за допомогою поштовху колісного рушія в зоні його стиснення та осередку обертання
Випадковий патент: Вузол екструдера для нагрівання сировини