Спосіб та система для обробки довгих продуктів різних розмірів
Формула / Реферат
1. Спосіб обробки довгих продуктів різних розмірів, які доставляються з прокатного стана, який має у своєму складі:
формування продуктів в перших межах розмірів у перші спіральні утворення з кілець і альтернативно формування продуктів у других межах розмірів, більших ніж найбільший розмір продукту в перших межах, у другі спіральні утворення з кілець;
укладання згаданих спіральних формувань з кілець на конвеєр для транспортування до місця переформування; і
збирання згаданих спіральних утворень з кілець у спіральні намотки на згаданому місці переформування,
який відрізняється тим, що кільця згаданого другого спірального утворення мають діаметр, більший, ніж діаметр кілець згаданого першого спірального утворення.
2. Спосіб за п. 1, який відрізняється тим, що згадані продукти сформовані у згадані спіральні утворення з кілець шляхом проходження згаданих продуктів через вигнуту укладальну трубку, яка обертається, укладальної головки для створення витків.
3. Спосіб за п. 2, який відрізняється тим, що згадані перший та другий діаметри кілець досягнуті за допомогою альтернативного використання взаємозамінних першої та другої укладальних трубок, які мають різну конфігурацію.
4. Спосіб за п. 2, який відрізняється тим, що згадані перший та другий діаметри кілець досягнуті за допомогою забезпечення сегментованої укладальної трубки, яка має єдину вхідну секцію і альтернативно використані першу та другу секції для випуску продукції, які мають різну конфігурацію.
5. Спосіб за п. 4, який відрізняється тим, що згадані перша та друга секції випуску продукції закріплені відносно одна одної, і тим, що згадана вхідна секція відрегульована так, що вона може обертатись, щоб альтернативно з'єднуватись з однією або іншою із згаданих секцій випуску продукції.
6. Спосіб за п. 1, який відрізняється тим, що згаданий перший та другий діаметри досягнуті шляхом проходження згаданих продуктів через одну або іншу з двох альтернативно використовуваних укладальних головок для створення витків, які мають укладальні трубки для створення витків, що мають різну конфігурацію.
7. Система для обробки довгих продуктів різних розмірів, які доставляються від прокатного стана, яка має у своєму складі:
укладальну головку для формування продуктів в перших межах розмірів у перше спіральне утворення з кілець і альтернативно для формування продуктів в других межах розмірів, більших ніж найбільший розмір продукту в згаданих перших межах, у друге спіральне утворення з кілець;
конвеєр для одержання згаданого спірального утворення з кілець зі згаданого укладального засобу і для транспортування згаданого спірального утворення з кілець від згаданого укладального засобу; і
камеру для переформування для одержання згаданого спірального утворення з кілець від згаданого конвеєрного засобу і для збирання згаданих спіральних утворень з кілець у спіральні намотки,
яка відрізняється тим, що кільця згаданого другого спірального утворення мають діаметр, більший, ніж діаметр кілець згаданого першого спірального утворення.
8. Система за п. 7, яка відрізняється тим, що згадана укладальна головка для створення витків забезпечена вигнутою укладальною трубкою для створення витків, яка обертається, через яку згадані продукти спрямовуються, утворюючи згадані спіральні утворення з кілець.
9. Система за п. 7, яка відрізняється тим, що згадана укладальна головка для створення витків забезпечена взаємозамінними першою та другою укладальними головками, що мають різну конфігурацію, які можуть бути альтернативно використані, щоб одержати згадані перший та другий діаметри кілець.
10. Система за п. 7, яка відрізняється тим, що укладальна трубка для створення витків має єдину вхідну секцію і першу та другу секцію випуску продукції, що мають різну конфігурацію, які можна альтернативно використовувати, щоб досягти першого та другого діаметрів кілець.
11. Система за п. 10, яка відрізняється тим, що згадані перша та друга секції випуску продукції закріплені відносно одна одної, і тим, що згадана вхідна секція відрегульована так, що вона може обертатись, щоб альтернативно (у різний час) зв'язуватись з однією або іншою зі згаданих секцій для випуску продукції.
12. Система за п. 8, яка відрізняється тим, що одна або інша з двох згаданих укладальних головок для створення витків, які мають укладальні трубки для створення витків, що мають різну конфігурацію, використовуються альтернативно для досягнення згаданих першого та другого діаметрів кілець.
Текст
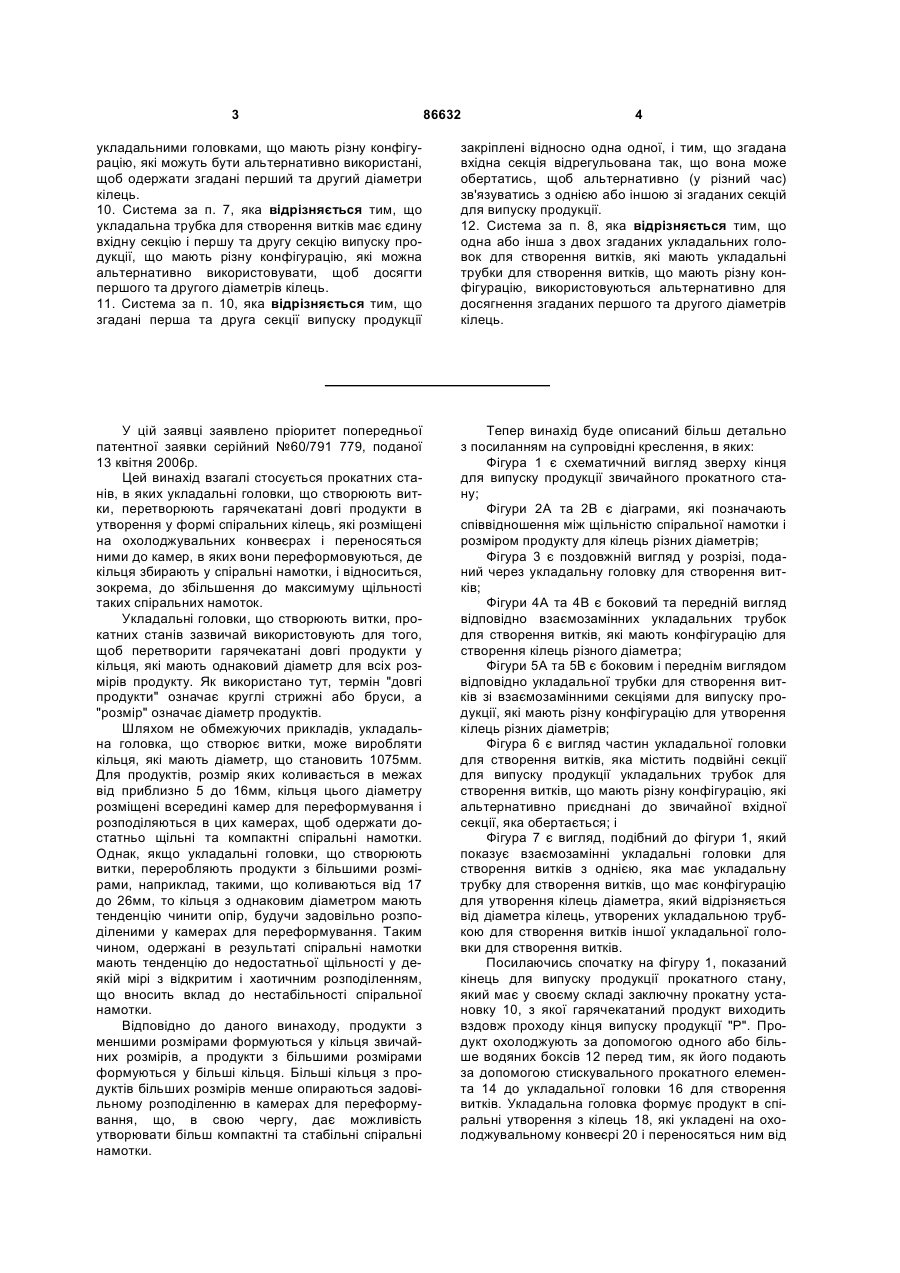
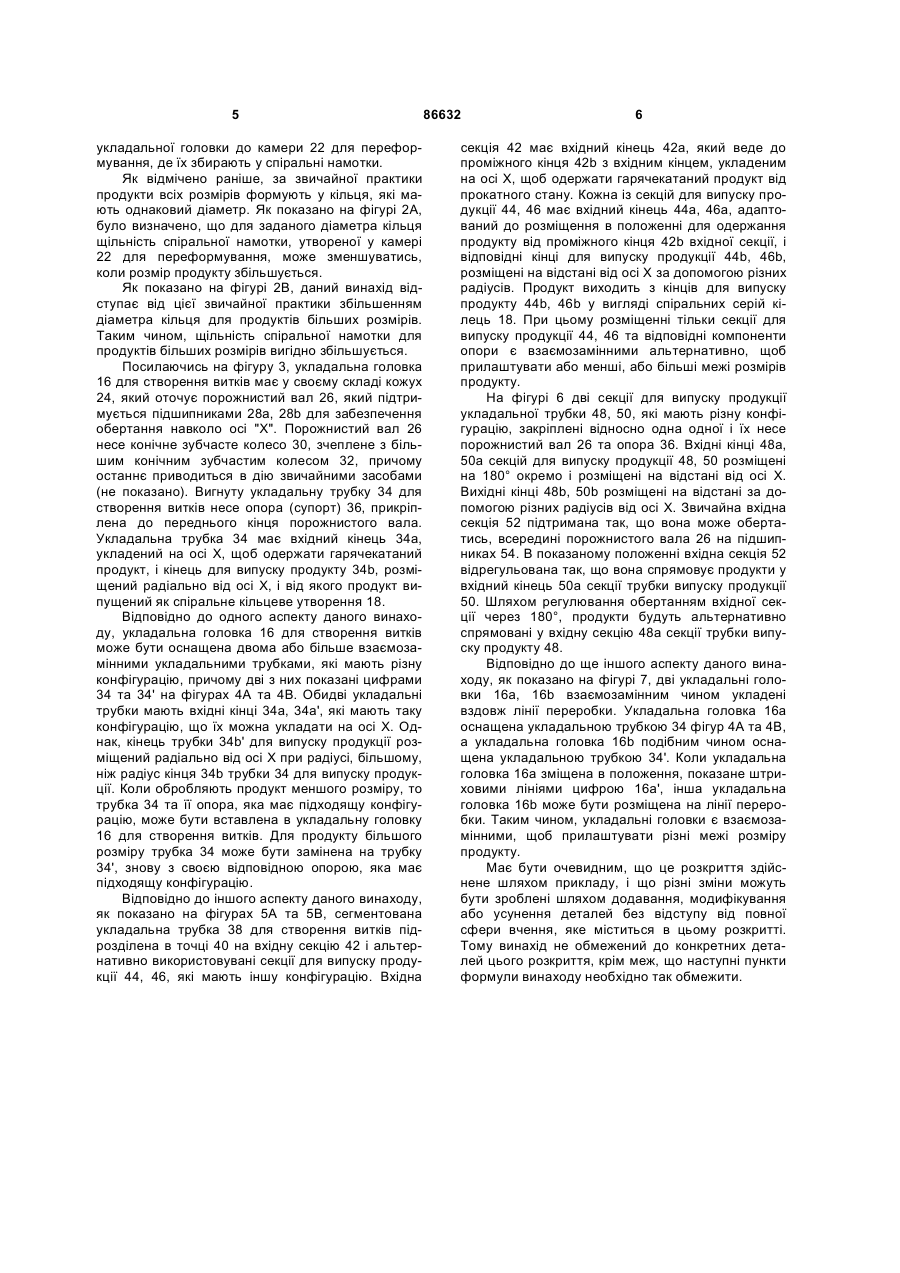
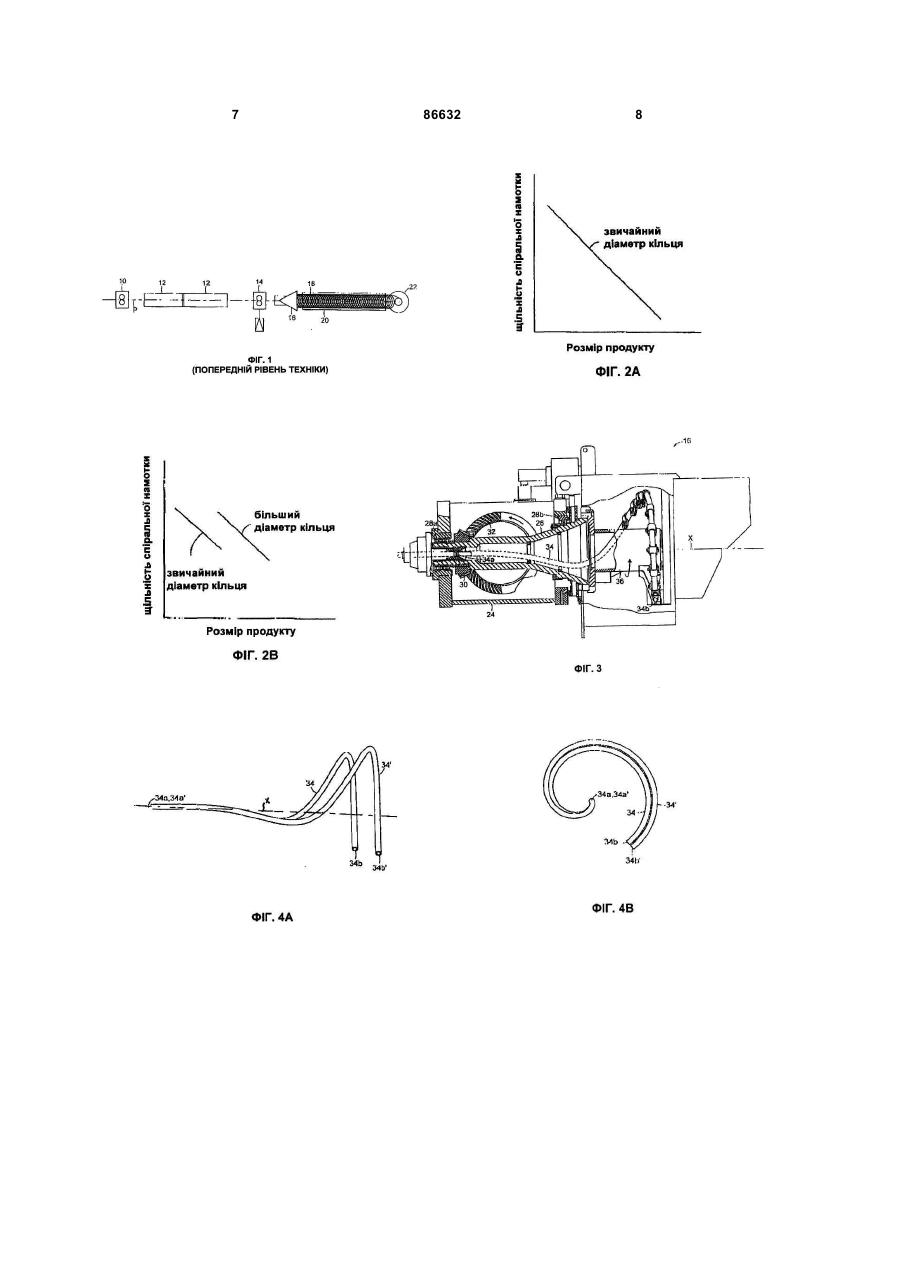
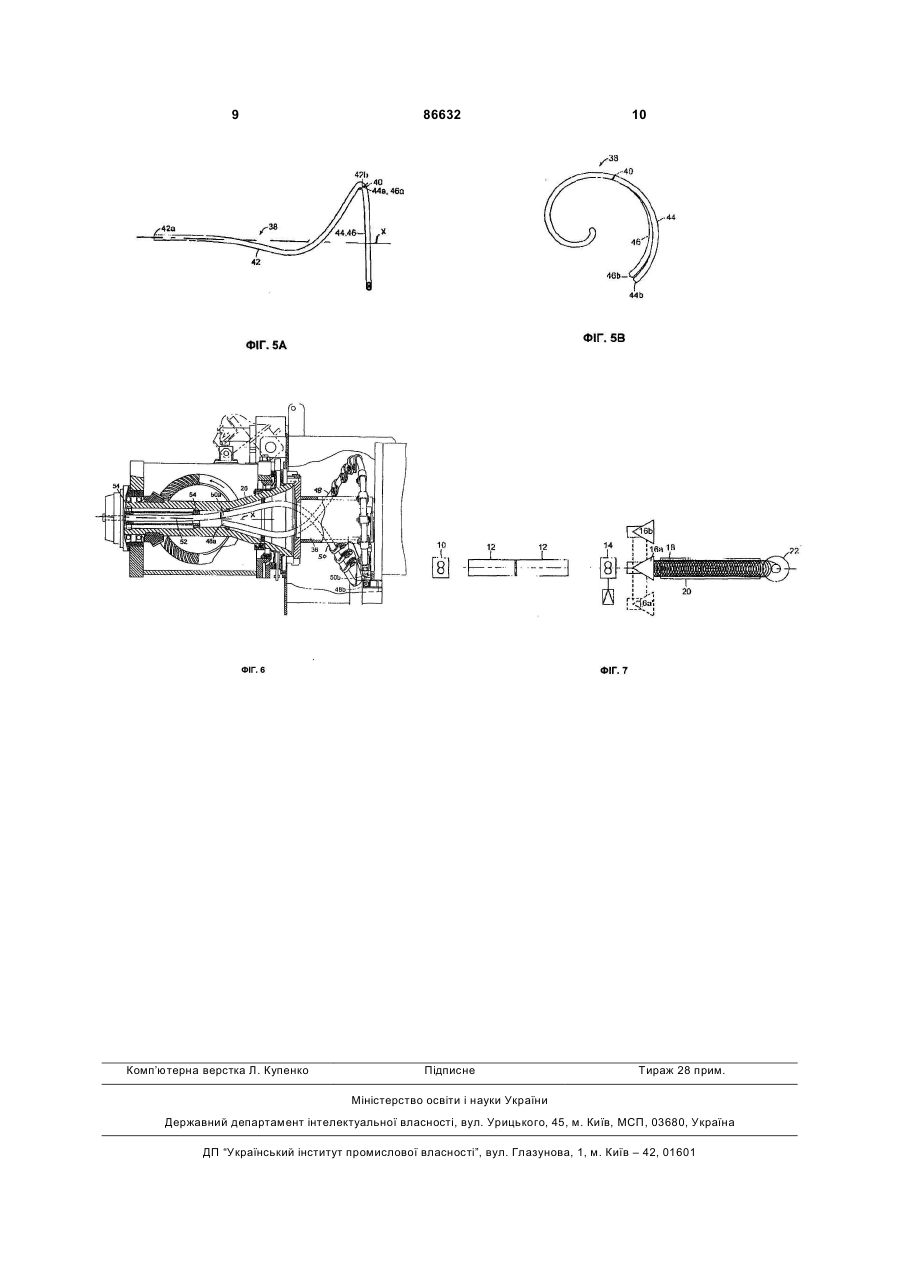
1. Спосіб обробки довгих продуктів різних розмірів, які доставляються з прокатного стана, який має у своєму складі: формування продуктів в перших межах розмірів у перші спіральні утворення з кілець і альтернативно формування продуктів у других межах розмірів, більших ніж найбільший розмір продукту в перших межах, у другі спіральні утворення з кілець; укладання згаданих спіральних формувань з кілець на конвеєр для транспортування до місця переформування; і збирання згаданих спіральних утворень з кілець у спіральні намотки на згаданому місці переформування, який відрізняється тим, що кільця згаданого другого спірального утворення мають діаметр, більший, ніж діаметр кілець згаданого першого спірального утворення. 2. Спосіб за п. 1, який відрізняється тим, що згадані продукти сформовані у згадані спіральні утворення з кілець шляхом проходження згаданих продуктів через вигнуту укладальну трубку, яка обертається, укладальної головки для створення витків. 3. Спосіб за п. 2, який відрізняється тим, що згадані перший та другий діаметри кілець досягнуті за допомогою альтернативного використання взаємозамінних першої та другої укладальних трубок, які мають різну конфігурацію. 4. Спосіб за п. 2, який відрізняється тим, що згадані перший та другий діаметри кілець досягнуті за допомогою забезпечення сегментованої уклада 2 (19) 1 3 86632 4 укладальними головками, що мають різну конфігурацію, які можуть бути альтернативно використані, щоб одержати згадані перший та другий діаметри кілець. 10. Система за п. 7, яка відрізняється тим, що укладальна трубка для створення витків має єдину вхідну секцію і першу та другу секцію випуску продукції, що мають різну конфігурацію, які можна альтернативно використовувати, щоб досягти першого та другого діаметрів кілець. 11. Система за п. 10, яка відрізняється тим, що згадані перша та друга секції випуску продукції закріплені відносно одна одної, і тим, що згадана вхідна секція відрегульована так, що вона може обертатись, щоб альтернативно (у різний час) зв'язуватись з однією або іншою зі згаданих секцій для випуску продукції. 12. Система за п. 8, яка відрізняється тим, що одна або інша з двох згаданих укладальних головок для створення витків, які мають укладальні трубки для створення витків, що мають різну конфігурацію, використовуються альтернативно для досягнення згаданих першого та другого діаметрів кілець. У цій заявці заявлено пріоритет попередньої патентної заявки серійний №60/791 779, поданої 13 квітня 2006р. Цей винахід взагалі стосується прокатних станів, в яких укладальні головки, що створюють витки, перетворюють гарячекатані довгі продукти в утворення у формі спіральних кілець, які розміщені на охолоджувальних конвеєрах і переносяться ними до камер, в яких вони переформовуються, де кільця збирають у спіральні намотки, і відноситься, зокрема, до збільшення до максимуму щільності таких спіральних намоток. Укладальні головки, що створюють витки, прокатних станів зазвичай використовують для того, щоб перетворити гарячекатані довгі продукти у кільця, які мають однаковий діаметр для всіх розмірів продукту. Як використано тут, термін "довгі продукти" означає круглі стрижні або бруси, а "розмір" означає діаметр продуктів. Шляхом не обмежуючих прикладів, укладальна головка, що створює витки, може виробляти кільця, які мають діаметр, що становить 1075мм. Для продуктів, розмір яких коливається в межах від приблизно 5 до 16мм, кільця цього діаметру розміщені всередині камер для переформування і розподіляються в цих камерах, щоб одержати достатньо щільні та компактні спіральні намотки. Однак, якщо укладальні головки, що створюють витки, переробляють продукти з більшими розмірами, наприклад, такими, що коливаються від 17 до 26мм, то кільця з однаковим діаметром мають тенденцію чинити опір, будучи задовільно розподіленими у камерах для переформування. Таким чином, одержані в результаті спіральні намотки мають тенденцію до недостатньої щільності у деякій мірі з відкритим і хаотичним розподіленням, що вносить вклад до нестабільності спіральної намотки. Відповідно до даного винаходу, продукти з меншими розмірами формуються у кільця звичайних розмірів, а продукти з більшими розмірами формуються у більші кільця. Більші кільця з продуктів більших розмірів менше опираються задовільному розподіленню в камерах для переформування, що, в свою чергу, дає можливість утворювати більш компактні та стабільні спіральні намотки. Тепер винахід буде описаний більш детально з посиланням на супровідні креслення, в яких: Фігура 1 є схематичний вигляд зверху кінця для випуску продукції звичайного прокатного стану; Фігури 2А та 2В є діаграми, які позначають співвідношення між щільністю спіральної намотки і розміром продукту для кілець різних діаметрів; Фігура 3 є поздовжній вигляд у розрізі, поданий через укладальну головку для створення витків; Фігури 4А та 4В є боковий та передній вигляд відповідно взаємозамінних укладальних трубок для створення витків, які мають конфігурацію для створення кілець різного діаметра; Фігури 5А та 5В є боковим і переднім виглядом відповідно укладальної трубки для створення витків зі взаємозамінними секціями для випуску продукції, які мають різну конфігурацію для утворення кілець різних діаметрів; Фігура 6 є вигляд частин укладальної головки для створення витків, яка містить подвійні секції для випуску продукції укладальних трубок для створення витків, що мають різну конфігурацію, які альтернативно приєднані до звичайної вхідної секції, яка обертається; і Фігура 7 є вигляд, подібний до фігури 1, який показує взаємозамінні укладальні головки для створення витків з однією, яка має укладальну трубку для створення витків, що має конфігурацію для утворення кілець діаметра, який відрізняється від діаметра кілець, утворених укладальною трубкою для створення витків іншої укладальної головки для створення витків. Посилаючись спочатку на фігуру 1, показаний кінець для випуску продукції прокатного стану, який має у своєму складі заключну прокатну установку 10, з якої гарячекатаний продукт виходить вздовж проходу кінця випуску продукції "Р". Продукт охолоджують за допомогою одного або більше водяних боксів 12 перед тим, як його подають за допомогою стискувального прокатного елемента 14 до укладальної головки 16 для створення витків. Укладальна головка формує продукт в спіральні утворення з кілець 18, які укладені на охолоджувальному конвеєрі 20 і переносяться ним від 5 укладальної головки до камери 22 для переформування, де їх збирають у спіральні намотки. Як відмічено раніше, за звичайної практики продукти всіх розмірів формують у кільця, які мають однаковий діаметр. Як показано на фігурі 2А, було визначено, що для заданого діаметра кільця щільність спіральної намотки, утвореної у камері 22 для переформування, може зменшуватись, коли розмір продукту збільшується. Як показано на фігурі 2В, даний винахід відступає від цієї звичайної практики збільшенням діаметра кільця для продуктів більших розмірів. Таким чином, щільність спіральної намотки для продуктів більших розмірів вигідно збільшується. Посилаючись на фігуру 3, укладальна головка 16 для створення витків має у своєму складі кожух 24, який оточує порожнистий вал 26, який підтримується підшипниками 28а, 28b для забезпечення обертання навколо осі "X". Порожнистий вал 26 несе конічне зубчасте колесо 30, зчеплене з більшим конічним зубчастим колесом 32, причому останнє приводиться в дію звичайними засобами (не показано). Вигнуту укладальну трубку 34 для створення витків несе опора (супорт) 36, прикріплена до переднього кінця порожнистого вала. Укладальна трубка 34 має вхідний кінець 34а, укладений на осі X, щоб одержати гарячекатаний продукт, і кінець для випуску продукту 34b, розміщений радіально від осі X, і від якого продукт випущений як спіральне кільцеве утворення 18. Відповідно до одного аспекту даного винаходу, укладальна головка 16 для створення витків може бути оснащена двома або більше взаємозамінними укладальними трубками, які мають різну конфігурацію, причому дві з них показані цифрами 34 та 34' на фігурах 4А та 4В. Обидві укладальні трубки мають вхідні кінці 34а, 34а', які мають таку конфігурацію, що їх можна укладати на осі X. Однак, кінець трубки 34b' для випуску продукції розміщений радіально від осі X при радіусі, більшому, ніж радіус кінця 34b трубки 34 для випуску продукції. Коли обробляють продукт меншого розміру, то трубка 34 та її опора, яка має підходящу конфігурацію, може бути вставлена в укладальну головку 16 для створення витків. Для продукту більшого розміру трубка 34 може бути замінена на трубку 34', знову з своєю відповідною опорою, яка має підходящу конфігурацію. Відповідно до іншого аспекту даного винаходу, як показано на фігурах 5А та 5В, сегментована укладальна трубка 38 для створення витків підрозділена в точці 40 на вхідну секцію 42 і альтернативно використовувані секції для випуску продукції 44, 46, які мають іншу конфігурацію. Вхідна 86632 6 секція 42 має вхідний кінець 42а, який веде до проміжного кінця 42b з вхідним кінцем, укладеним на осі X, щоб одержати гарячекатаний продукт від прокатного стану. Кожна із секцій для випуску продукції 44, 46 має вхідний кінець 44а, 46а, адаптований до розміщення в положенні для одержання продукту від проміжного кінця 42b вхідної секції, і відповідні кінці для випуску продукції 44b, 46b, розміщені на відстані від осі X за допомогою різних радіусів. Продукт виходить з кінців для випуску продукту 44b, 46b у вигляді спіральних серій кілець 18. При цьому розміщенні тільки секції для випуску продукції 44, 46 та відповідні компоненти опори є взаємозамінними альтернативно, щоб прилаштувати або менші, або більші межі розмірів продукту. На фігурі 6 дві секції для випуску продукції укладальної трубки 48, 50, які мають різну конфігурацію, закріплені відносно одна одної і їх несе порожнистий вал 26 та опора 36. Вхідні кінці 48а, 50а секцій для випуску продукції 48, 50 розміщені на 180° окремо і розміщені на відстані від осі X. Вихідні кінці 48b, 50b розміщені на відстані за допомогою різних радіусів від осі X. Звичайна вхідна секція 52 підтримана так, що вона може обертатись, всередині порожнистого вала 26 на підшипниках 54. В показаному положенні вхідна секція 52 відрегульована так, що вона спрямовує продукти у вхідний кінець 50а секції трубки випуску продукції 50. Шляхом регулювання обертанням вхідної секції через 180°, продукти будуть альтернативно спрямовані у вхідну секцію 48а секції трубки випуску продукту 48. Відповідно до ще іншого аспекту даного винаходу, як показано на фігурі 7, дві укладальні головки 16а, 16b взаємозамінним чином укладені вздовж лінії переробки. Укладальна головка 16а оснащена укладальною трубкою 34 фігур 4А та 4В, а укладальна головка 16b подібним чином оснащена укладальною трубкою 34'. Коли укладальна головка 16а зміщена в положення, показане штриховими лініями цифрою 16а', інша укладальна головка 16b може бути розміщена на лінії переробки. Таким чином, укладальні головки є взаємозамінними, щоб прилаштувати різні межі розміру продукту. Має бути очевидним, що це розкриття здійснене шляхом прикладу, і що різні зміни можуть бути зроблені шляхом додавання, модифікування або усунення деталей без відступу від повної сфери вчення, яке міститься в цьому розкритті. Тому винахід не обмежений до конкретних деталей цього розкриття, крім меж, що наступні пункти формули винаходу необхідно так обмежити. 7 86632 8 9 Комп’ютерна верстка Л. Купенко 86632 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and system for processing different sized long products
Автори англійськоюShore Michael T., Palfreman Matthew, Shen William X.
Назва патенту російськоюСпособ и система обработки длинных продуктов с разными размерами
Автори російськоюШор Майкл Т., Палфреман Мэтью, Шен Вильям К.
МПК / Мітки
МПК: B21B 1/00
Мітки: різних, обробки, довгих, продуктів, спосіб, розмірів, система
Код посилання
<a href="https://ua.patents.su/5-86632-sposib-ta-sistema-dlya-obrobki-dovgikh-produktiv-riznikh-rozmiriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та система для обробки довгих продуктів різних розмірів</a>
Система для обертання продуктів, що мають неправильну геометричну форму, система для транспортування продуктів та спосіб обертання продукту
Номер патенту: 84922
Опубліковано: 10.12.2008
Автор: Буш Фінн Мог
МПК: B65G 47/82, B65G 47/24
Мітки: продуктів, форму, продукту, транспортування, неправильну, спосіб, геометричну, система, мають, обертання
Формула / Реферат:
1. Система для обертання продуктів (11), що мають неправильну геометричну форму, яка включає:- обертальну систему, яка має утримувальну частину і засоби (8) для обертання утримувальної частини, а отже, утримуваного продукту (11), на індивідуально визначений кут обертання навколо осі обертання,- засоби для визначення орієнтації кожного продукту (11) при його надходженні до системи, і- контролюючу систему обертальної...
Спосіб експонування топографічних зображень із використанням рядів матриць із автоелектронними випромінювачами різних розмірів
Номер патенту: 24157
Опубліковано: 25.06.2007
Автори: Когут Ігор Тимофійович, Голота Віктор Іванович
МПК: H05K 3/00
Мітки: випромінювачами, автоелектронними, різних, спосіб, зображень, матриць, розмірів, експонування, використанням, рядів, топографічних
Формула / Реферат:
1. Спосіб експонування топографічних зображень із використанням рядів матриць із автоелектронними випромінювачами різних розмірів, що включає рухому напівпровідникову пластину, покриту фоторезистом, яка експонується керованим електронним випромінюванням матриці випромінювачів, який відрізняється тим, що використовують ряди матриць випромінювачів різних розмірів.2. Спосіб за п. 1, який відрізняється тим, що в рядах матриць...
Пристрій для визначення розмірів та форм довгих кісток
Номер патенту: 29924
Опубліковано: 25.01.2008
Автори: Олексюк Іван Степанович, Зіньків Олег Ігоревич, Білик Сергій Вікторович, Бєлов Михайло Євгенович, Леник Дмитро Кризонтович, Шайко-Шайковський Олександр Геннадійович, Тимофієва Єлизавета Миколаївна
МПК: A61B 17/56
Мітки: пристрій, форм, довгих, розмірів, визначення, кісток
Формула / Реферат:
Пристрій для визначення розмірів та форм довгих кісток, що містить стіл, на якому закріплено раму, крізь центральну втулку траверси якої проходить верхній центруючий шток із загостренням на нижньому кінці, вертикальна вісь штока та його загострення проходять через нижній центруючий шток, положення штока по висоті регулюється спеціальним регулюючим гвинтом, при цьому досліджувана кістка (або зразок) нижнім суглобом встановлюється на...
Пристрій для формування в’язкопластичних продуктів із різних компонентів
Номер патенту: 2657
Опубліковано: 15.07.2004
Автор: Корнійчук Ігор Андрійович
МПК: A21C 11/00, A23G 9/00, A23G 1/20, A22C 11/00
Мітки: продуктів, різних, компонентів, пристрій, в'язкопластичних, формування
Формула / Реферат:
Пристрій для формування в'язкопластичних продуктів із різних компонентів, який містить пристрої для підведення компонентів продукту у внутрішню порожнину циліндричного корпуса 1, оснащену елементами для утворення малюнка на перерізі продукту, який відрізняється тим, що у внутрішній порожнині циліндричного корпуса встановлені подовжні перегородки, виконані з безперервними стінками, і паралельні осі циліндричного корпуса, з утворенням суміжних...
Упаковка для декількох різних продуктів
Номер патенту: 29882
Опубліковано: 25.01.2008
Автор: Аптілон Юлія Володимирівна
МПК: B65D 37/00
Мітки: різних, декількох, продуктів, упаковка
Формула / Реферат:
1. Упаковка для декількох різних продуктів, що складається з пакета, практично прямокутної форми, виконаного з пакувального матеріалу, дві протилежні бічні стінки якого з'єднані уздовж крайок з утворенням замкнутої порожнини для продукту, що упаковують, після його розміщення між бічними стінками через технологічну горловину, яка відрізняється тим, що протилежні бічні стінки пакета додатково з'єднані по лінійних полях, що перетинаються, які...
Попередній патент: Пристрій для кормового траулера зі сліпом
Наступний патент: Упаковка для носія цифрової інформації у формі диска
Випадковий патент: Сполука і,і'-(2''-бром-2'-хлоретеніл)-біс-(6-метилурацил) з потенційними фізіологічними властивостями