Ковальський прес гарячого об’ємного штампування та засоби теплоізоляції для цього преса

Формула / Реферат
1. Ковальський прес для гарячого об'ємного штампування з робочою температурою вище температури Т, що містить дві матриці (7, 8) між двома опорними елементами (4, 5) для матриць, засоби теплоізоляції (6, 6'), які розташовані між кожною з матриць (7, 8) та їх опорними елементами (4, 5), який відрізняється тим, що зазначені засоби (6, 6') мають принаймні два накладених один на одний шари (А, В), причому перший шар (А) містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури, вищої ніж температура Т, а другий шар (В) містить другий матеріал, який має механічні та теплові властивості, придатні для роботи за температури, нижчої ніж температура Т, теплопровідність якого є нижчою, ніж температура першого матеріалу, і приблизно дорівнює 0,2 Вт/(м*К), з похибкою у межах 10 %.
2. Ковальський прес за п. 1, який відрізняється тим, що температура Т дорівнює 800 °С.
3. Ковальський прес за п. 1 або 2, який відрізняється тим, що опорні елементи матриці виконані зі сталі.
4. Ковальський прес за будь-яким з пп. 1-3, який відрізняється тим, що він розроблений для гарячого об'ємного штампування деталей, які штампуються за величини тиску, більшого ніж 20 МПа.
5. Ковальський прес за будь-яким з пп. 1-4, який відрізняється тим, що перший матеріал має теплопровідність, яка приблизно дорівнює 2 Вт/(м*К) з похибкою у межах 10 %, а також тим, що цей матеріал, зазвичай, є керамічним матеріалом.
6. Ковальський прес за будь-яким з пп. 1-5, який відрізняється тим, що другий матеріал є гарячепресованою листовою слюдою.
7. Ковальський прес за будь-яким з пп. 1-6, який відрізняється тим, що він розроблений для здійснення ізотермічного кування.
8. Ізоляційні засоби ковальського преса для гарячого штампування за будь-яким з пп. 1-6, які відрізняються тим, що ці засоби виконані у вигляді пластин, які містять принаймні два накладених один на одний шари, де перший шар містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури, вищої, ніж температура Т, а другий шар, що містить другий матеріал, має механічні та термічні властивості, придатні для роботи за температури, нижчої, ніж температура Т, і теплопровідність якого є нижчою, ніж температура першого матеріалу, та приблизно дорівнює 0,2 Вт/(м*К), з похибкою у межах 10 %.
9. Ізоляційні засоби за п. 8, які відрізняються тим, що перший матеріал є керамічним матеріалом, який має теплопровідність, яка дорівнює близько 2 Вт/(м*К) з похибкою у межах 10 %, а другий матеріал є гарячепресованою листовою слюдою і має теплопровідність, яка дорівнює близько 0,2 Вт/(м*К), з похибкою у межах 10 %.
Текст
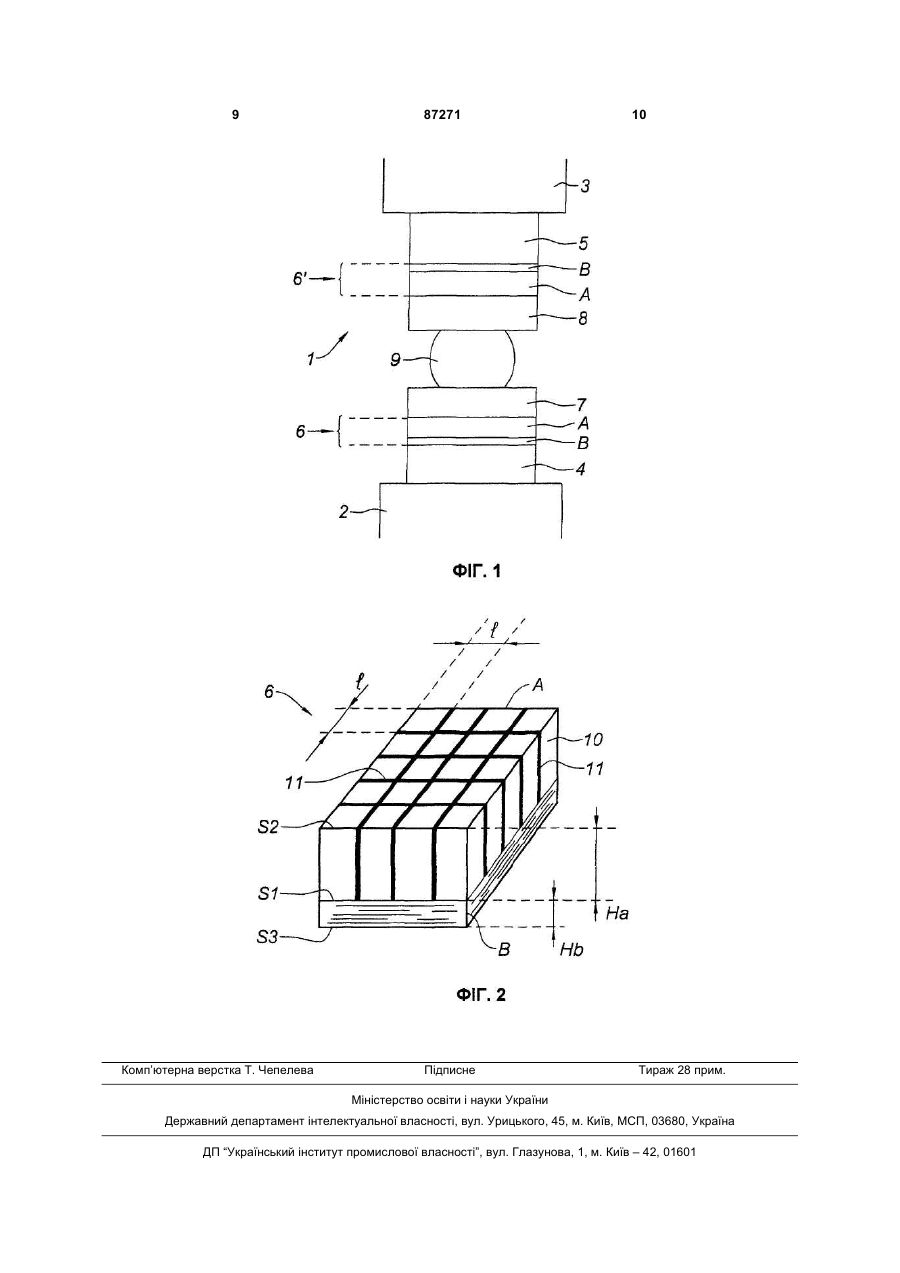
УКРАЇНА (19) UA (11) 87271 (13) C2 (51) МПК (2009) B21K 29/00 B30B 15/06 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) КОВАЛЬСЬКИЙ ПРЕС ГАРЯЧОГО ОБ'ЄМНОГО ШТАМПУВАННЯ ТА ЗАСОБИ ТЕПЛОІЗОЛЯЦІЇ ДЛЯ ЦЬОГО ПРЕСА C2 (13) 87271 (11) 4. Ковальський прес за будь-яким з пп.1-3, який відрізняється тим, що він розроблений для гарячого об'ємного штампування деталей, які штампуються за величини тиску, більшого ніж 20МПа. 5. Ковальський прес за будь-яким з пп.1-4, який відрізняється тим, що перший матеріал має теплопровідність, яка приблизно дорівнює 2Вт/(м*К) з похибкою у межах 10%, а також тим, що цей матеріал, зазвичай, є керамічним матеріалом. 6. Ковальський прес за будь-яким з пп.1-5, який відрізняється тим, що другий матеріал є гарячепресованою листовою слюдою. 7. Ковальський прес за будь-яким з пп.1-6, який відрізняється тим, що він розроблений для здійснення ізотермічного кування. 8. Ізоляційні засоби ковальського преса для гарячого штампування за будь-яким з пп.1-6, які відрізняються тим, що ці засоби виконані у вигляді пластин, які містять принаймні два накладених один на жодний шари, де перший шар містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури, вищої, ніж температура Т, а другий шар, що містить другий матеріал, має механічні та термічні властивості, придатні для роботи за температури, нижчої, ніж температура Т, і теплопровідність якого є нижчою, ніж температура першого матеріалу, та приблизно дорівнює 0,2Вт/(м*К), з похибкою у межах 10%. 9. Ізоляційні засоби за п.8, які відрізняються тим, що перший матеріал є керамічним матеріалом, який має теплопровідність, яка дорівнює близько 2Вт/(м*К) з похибкою у межах 10%, а другий матеріал є гарячепресованою листовою слюдою і має теплопровідність, яка дорівнює близько 0,2Вт/(м*К), з похибкою у межах 10%. UA (21) a200600280 (22) 11.01.2006 (24) 10.07.2009 (31) 05 50127 (32) 14.01.2005 (33) FR (46) 10.07.2009, Бюл.№ 13, 2009 р. (72) БЕРГ ЖАН-П'ЄР, FR, ЛЄКОНТ ЖІЛЬБЕР, FR (73) СНЕКМА, FR (56) JP 63171239, A, 15.07.1988 SU 1461581, A1, 28.02.1989 US 3998580, 21.12.1976 US 4212189, A, 15.07.1980 RU 2333060, C2, 20.02.2004 EP 0179228, A2, 30.04.1986 (57) 1. Ковальський прес для гарячого об'ємного штампування з робочою температурою вище температури Т, що містить дві матриці (7, 8) між двома опорними елементами (4, 5) для матриць, засоби теплоізоляції (6, 6'), які розташовані між кожною з матриць (7, 8) та їх опорними елементами (4, 5), який відрізняється тим, що зазначені засоби (6, 6') мають принаймні два накладених один на одний шари (А, В), причому перший шар (А) містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури, вищої ніж температура Т, а другий шар (В) містить другий матеріал, який має механічні та теплові властивості, придатні для роботи за температури, нижчої ніж температура Т, теплопровідність якого є нижчою, ніж температура першого матеріалу, і приблизно дорівнює 0,2Вт/(м*К), з похибкою у межах 10%. 2. Ковальський прес за п.1, який відрізняється тим, що температура Т дорівнює 800°С. 3. Ковальський прес за п.1 або 2, який відрізняється тим, що опорні елементи матриці виконані зі сталі. 2 (19) 1 3 Винахід стосується ковальського преса гарячого об'ємного штампування, зокрема для ізотермічного кування, та теплоізоляційних засобів для цього преса. В умовах гарячого об'ємного кування, верхня матриця опускається на нижню матрицю, для того щоб із збільшуваним зусиллям притиснути деталь, що піддається куванню, причому матриці нагріваються до високої температури (зазвичай, вище 800°С). У цьому типі кування матеріал деталі, що піддається куванню, нагрівається до температури, що відповідає її діапазону здатності до кування. Період кування, за умов гарячого об'ємного штампування, є відносно тривалим, і у будь-якому випадку не зменшується до короткого інтервалу, що відповідає удару. Цей спосіб кування, зазвичай, використовується для формування деталей, які важко куються, наприклад, таких, що мають великі поверхні, або містять матеріали з металургічно складною структурою. Винахід стосується, головним чином, ковальського пресу гарячого об'ємного штампування або, більш точно, пресів з ізотермічним куванням, тобто куванням, за умов якого матриці та деталь, яка піддається куванню, мають одну і ту ж температуру, яка залишається постійною протягом усього процесу кування. Винахід також стосується більш загального випадку кування гарячим об'ємним штампуванням, у якому температура в матрицях підтримується постійною, і у якому деталь перед куванням нагрівається до температури вищої, ніж матриці, і охолоджується протягом цього кування. Ковальський прес для гарячого об'ємного штампування має нижню та верхню матриці, які тримаються нижньою та верхньою подушками преса, необов'язково за допомогою опорних пластин. Оскільки температура матеріалу деталі, яка піддається куванню, має бути однаковою, для того щоб уникнути появи дефектів кування, таких як складки або тріщини, та для того щоб сприяти утворенню високоефективних мікроструктур у деталі, яка піддається куванню, матриці повинні мати дуже високу температуру (понад 800°С), оскільки подушки чи проміжні пластини, які часто виготовлені зі сталі, повинні залишатися при низькій температурі, для того, щоб зберігати їх механічні властивості. Звідси витікає, що необхідно забезпечити надійну теплоізоляцію між матрицями та їх опорними подушками або пластинами. З цією метою, на прототипі вивчається теплопередача між кожною матрицею та її опорним елементом, засоби теплоізоляції, що містять послідовність товстих пластин (зазвичай, дві або три пластини), що виготовлені з металічних сплавів та з матеріалів, що мають низьку теплопровідність, наприклад, сипкі керамічні матеріали, такі як оксид цирконію, діоксид кремнію або пірографіт, а також виготовлені з матеріалів, які мають високу механічну міцність за умов високих температур. У документі JP 63 171 239 пропонується створення шару керамічного матеріалу (Si3N4 або ZrO2) між кожною проміжною пластиною, розта 87271 4 шованою в конструкції, яка містить суміжні колони полігональної форми у поперечному перерізі. Ці ізоляційні засоби мають дуже велику товщину, оскільки градієнт теплопередачі між матрицями та їх опорними елементами має значну величину. Наприклад, товщина таких засобів для кожної подушки 4000-тонного преса може сягати 600 міліметрів, тобто повністю - 1200 міліметрів для преса, яка відповідно зменшує наявну відстань між подушками для розташування деталі, яка піддається куванню. Таким чином, не завжди є можливість використовувати звичайні преси для кування гарячим об'ємним штампуванням, і вони мають бути замінені новими пресами, більших розмірів, що значно збільшує капітальні вкладення та виробничі витрати. Більш того, ці ізоляційні засоби містять велику кількість матеріалів, які є, за способом їх виробництва, дорогими (спеціальні сплави на основі нікелю, на основі кобальту, керамічні матеріали) та важкими для технологічної обробки. Таким чином, їх застосування тягне за собою значні витрати коштів. Заявник знайшов спосіб зменшення товщини ізоляційних засобів для ковальських пресів для гарячого об'ємного штампування з тим, щоб усунути вищезгадані недоліки. Таким чином, винахід стосується ковальського пресу для гарячого об'ємного штампування з робочою температурою вище деякої температури Т, у якому є дві матриці між двома опорними елементами, з теплоізоляційними засобами, які розташовані між кожною матрицею та її опорним елементом, та відрізняється тим, що вказані засоби містять, принаймні, два шари, накладені один на один, причому перший шар містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури вищої, ніж температура Т, та другий шар, який містить другий матеріал, що має механічні та теплові властивості, придатні для роботи за температури нижчої, ніж температура Т, теплопровідність яких нижча, ніж теплопровідність першого матеріалу, та приблизно дорівнює 0,2Вт/(м*К) з похибкою у межах 10%. Оскільки матеріали з низькою теплопровідністю, зазвичай, мають низьку механічну міцність за умов високих температур, то завдяки цьому винаходу є можливість у значній мірі знизити температуру, завдяки шару першого матеріалу, для того щоб другий матеріал знаходився б у температурному діапазоні, за умов якого механічні властивості цього матеріалу були б достатніми для використання його у пресі, і цей другий матеріал, завдяки його низькій теплопровідності, дає змогу опорному елементу бути ефективно ізольованим відносно матриці. Таким чином, товщина цих засобів може бути зменшена: вистачає товщини першого шару, для того щоб достатньою мірою захистити другий шар у такий спосіб, що останній буде зберігати свої механічні властивості, і який може мати дуже малу товщину, якщо цей шар має дуже низьку теплопровідність. 5 Таким чином, шляхом поєднання механічних та теплових властивостей двох шарів можна зменшити товщину засобів теплоізоляції, розташованих між кожною матрицею та її опорним елементом. Процес відбувається у найкращий спосіб за умов, коли температура Τ дорівнює 800°С. Також бажано, щоб опорні елементи матриць були виготовлені зі сталі. Також бажано, щоб прес був розроблений для кування, яке відбувається за величин тиску більших, ніж 20МПа. Перший матеріал, переважно, має теплопровідність, яка приблизно дорівнює 2Вт/(м*К) з похибкою у межах 10%, і, зазвичай, є керамічним матеріалом. Другий матеріал, також переважно, має гарячепресовану листову слюду. Шляхом використання цих матеріалів, Заявник має можливість розробити ізоляційні засоби для 4000-тонного пресу з загальною товщиною для двох шарів у 100мм зі зменшенням, таким чином, товщини ізоляції більше, ніж на 83% стосовно попередніх технологічних рішень. У вигляді проміжного продукту, винахід також стосується засобів ізоляції для ковальського пресу для гарячого об'ємного штампування, визначеного вище, які представлені у вигляді товстого листа, який містить, принаймні, два шари, що накладені один на один, причому перший шар містить перший матеріал, який має механічні та теплові властивості, придатні для роботи за температури вищої, ніж температура Т, та другий шар, що містить другий матеріал, який має механічні та теплові властивості, придатні до роботи за температури нижчої, ніж температура Т, теплопровідність якого нижча, ніж провідність першого матеріалу і приблизно дорівнює 0,2Вт/(м*К) з похибкою у межах 10%. Винахід, зазвичай, застосовується до ізотермічного кування, але Заявник не має наміру обмежувати діапазон своїх прав лише на це застосування. Винахід буде більш повно зрозумілим за допомогою наступного опису ковальського пресу для гарячого об'ємного штампування та засобів теплоізоляції цього винаходу, з посиланням на креслення, що додаються. На них схематично зображено: Фіг.1 переріз найкращого втілення ковальського преса для гарячого об'ємного штампування цього винаходу, та Фіг.2 схематичний частковий вигляд у аксонометрії та поперечний переріз найкращого втілення засобів теплоізоляції цього винаходу. Посилаючись на Фіг.1, ковальський прес 1 для гарячого об'ємного штампування у цьому винаході має нижню подушку 2 преса та верхню подушку 3 преса, що розташовані одна напроти одної відповідними сторонами. Верхня подушка 3 преса може переміщуватись у вертикальному напрямку відносно нижньої подушки 2. Нижня подушка 2 та верхня подушка 3 тримають проміжні пластини, що названі нижньою пластиною 4 та верхньою пластиною 5 відповідно, і у цьому випадку виготовлені зі сталі. 87271 6 Кожна з проміжних пластин 4, 5 підтримує одну з матриць, що позначені як нижня матриця 7 та верхня матриця 8 відповідно, які повинні тримати та стискати деталь 9, яка піддається куванню. Деталь 9, яка піддається куванню, зазвичай, є металічним сплавом, який потребує використання ковальського процесу гарячого об'ємного штампування. Зазвичай, це ізотермічна операція кування. Бічні ізоляційні засоби, що не наведені, але добре відомі спеціалістам, які працюють у цій галузі, дають змогу здійснити такий процес. Теплоізоляційні засоби 6, 6' розташовуються між кожною з пластин 4, 5 та кожною з матриць 7, 8, які тримають ці засоби. Вказані два теплоізоляційні засоби 6, 6' у цьому випадку є ідентичними і приймають форму товстої пластинипаралелепіпеда з полігональною основою, що відповідає геометрії пластин 4, 5 та матриць 7, 8, між якими вони розташовані, і вони розташовані лицьовою стороною у одному напрямку або у протилежному, в залежності від того, знаходяться вони у нижньому положенні (6) або у верхньому положенні (6'). Форма пластин, матриць та засобів теплоізоляції наведені тут як ілюстрації, але вони не є якимсь обмеженням. Ці пластини та матриці можуть мати круглий або полігональний поперечний переріз, завдяки чому засоби ізоляції приймають форму пластини з придатною круглою або полігональною основою. Матриці 7 та 8 нагріваються до високої температури Τ вище 800°С, шляхом придатних засобів нагрівання, наприклад, електричних резисторів (не наведені), як у випадку з деталлю 9, виконаною з титанового або нікелевого сплаву, яка піддається куванню. З посиланням на Фіг.2, можна встановити, що кожний засіб теплоізоляції 6, 6' має два скомпонованих шари ізоляції А та В, виготовлених з різних матеріалів. Перший шар А містить перший матеріал, у цьому випадку, керамічний, і більш докладно, монолітну кераміку типу оксиду цирконію, яка має першу теплопровідність. У цьому випадку - це оксид магнію (МgО)-стабілізований керамічний матеріал. Чим нижче теплопровідність матеріалу, тим більше теплоізоляційна здатність цього матеріалу. Другий шар А містить другий матеріал, у даному випадку слюду, і більш докладно, слюду, що продається під торговою маркою PAMITHERM, і цей матеріал має другу теплопровідність. Кожний з теплоізоляційних засобів б, 6і, завдяки своїм двом скомпонованим шарам А, В, забезпечує теплоізоляцію між матрицями 7 та 8 та їх проміжними опорними пластинами 4, 5. Перший шар А прилягає до матриць 7, 8, а другий шар В - прилягає до проміжних пластин 4, 5. Теплопровідність другого шару В нижча за теплопровідність першого шару А. Перший шар А у цьому випадку має розташовані безпосередньо одна біля одної керамічні колони 10 полігональної або круглої форми у поперечному перерізі. Колони 10 у цьому випадку мають циліндричну форму. Ці колони можуть мати повністю каскадне розташування стосовно одна одної, як це описано у вищенаведеному документі JP 63 171 239 або, як зазвичай, розді 7 лені секціями-перегородками 11 або матеріаломнаповнювачем 11, який складається з іншого придатного матеріалу, такого як волокниста ізоляція на основі мінералів типу базальту. Цей тип поєднання між керамічними колонами 10 та теплоізоляцією матеріалу-наповнювача 11 добре відомий спеціалістам у галузі теплоізоляції. Циліндричні колони 10 у цьому випадку зміщені стосовно одна одної у такий спосіб, щоб зменшити простір між ними. Оксид-цирконієвий тип монолітного керамічного матеріалу має дуже добрі механічні властивості, особливо міцність за температур, близьких до 1200°С, та, виходячи з цього, значну здатність до збереження своїх механічних властивостей за умов робочої температури Τ матриць 7, 8, яка у цьому випадку сягає вище 800°С. Теплопровідність такого матеріалу у цьому випадку приблизно дорівнює 2Вт/(м*К) з похибкою у межах 10% (у цьому випадку теплопровідність є такою, що й у першому шарі А, який є комбінацією керамічних колон 10 та матеріалунаповнювача 11). Колони 10 побудовані таким чином, що нижня та верхні поверхні першого шару А є повністю пласкими, і тоді сили, що діють на поверхню, будуть рівномірно розподілені по всій поверхні матриць. Другий шар В у цьому випадку складається з інших шарів гаряче-пресованих листів зі слюди. Слюда має дуже низьку теплопровідність, яка приблизно дорівнює 0,2Вт/(м*К) з похибкою у межах 10%, але її механічна міцність значно зменшується за температури, яка є дещо нижчою, ніж Τ і у цьому випадку вищою, ніж То=750°С. Якщо температура, до якої слюда нагрівається, є нижчою за То, то другий шар В може зберігати свої властивості, коли застосовується у пресі, та має значну здатність до теплоізоляції. У кожному з ізоляційних засобів 6, 6' два шари А та В контактують між собою через поверхні, позначені як S1 для обох з них, шар В контактує з кожною з проміжних пластин 4, 5 через поверхню S3, а шар А - з кожною з матриць 7, 8 через поверхню S2. Керамічний шар А механічно захищає шар слюди В від високої температури Τ кожної з матриць 7, 8, яка є тією поверхнею S2, за умов температури якої керамічний шар А зберігає свої механічні властивості, і його товщина буде визначатись у такий спосіб, щоб завдяки теплопровідності, температура поверхні S1 була б нижчою за То, і у цьому випадку вона повинна дорівнювати 550°С, що відповідає температурі, за якої шар слюди В зберігає достатню механічну міцність, для того щоб бути використаним у пресі. Шар В сам по собі дає можливість значно знизити температуру між його поверхнями S1 та S3, завдяки своїй низькій теплопровідності. Температура поверхні S3 у цьому випадку становить близько 300°С. 87271 8 Іншими словами, два шари А, В обираються згідно з їх відносними механічними та тепловими властивостями і розташовуються стосовно матриць 7, 8 у такий спосіб, щоб дати можливість використати другий шар В з низькою теплопровідністю, який зберігає свої механічні властивості завдяки ізоляції, яка забезпечується першим шаром А стосовно матриць 7, 8. Для того щоб поверхня S1 мала температуру, нижчу за То, необхідно, щоб товщина першого шару А, завдяки його теплопровідності, принаймні, дорівнювала б вказаній мінімальній товщині На. Для 4000-тонного преса ця товщина На має бути меншою, ніж 80мм. За умови квадратної або прямокутної форми поперечного перерізу колон 10, вони можуть мати, як у цьому випадку, сторони довжиною від 40 до 60мм. Якщо поперечний переріз колон 10 є круглим, їх діаметр може становити близько 60мм. Товщина другого шару В обирається, принаймні, рівною мінімальній висоті НЬ, виходячи з його теплопровідності, для того щоб знизити температуру поверхні S3 до температури, яка є прийнятною для проміжних пластин 4, 5. У наведеному вище прикладі, Нb може бути менше, ніж 20мм. Товщини На та Нb обираються якомога меншими, але достатніми для виконання своєї ізолюючої функції, яка була описана вище, в залежності від температури, яку буде визначати особа, що є спеціалістом у цій галузі. Для 4000-тонного преса загальна товщина (На+Нb) ізоляційних засобів, одержана у такий спосіб, може бути меншою, ніж 100мм на матрицю, тобто 200 міліметрів загалом для двох засобів. Розміри та, зокрема, товщина системи, яка має подушки, їх внутрішні проміжні пластини та матриці, які на них опираються, є, таким чином, значно зменшені. Тобто мається можливість застосовувати ковальський процес гарячого об'ємного штампування на звичайних пресах без потреби збільшення їх розмірів та збільшення можливого вертикального простору між матрицями, який має бути достатнім для розташування деталі 9, яка піддається куванню. Два шари А та В можуть бути або просто накладені один на одного, або поєднані один з одним належним чином. Між ними може забезпечуватись механічний зв'язок, наприклад, з використанням натяжних елементів, які проходять крізь шари А та В та кріпляться до пластин 4, 5 та до відповідної матриці 7 або 8. Робота преса 1 для процесу гарячого об'ємного штампування загалом також є стандартною, де верхня подушка 3 опускається, для того щоб стиснути деталь 9, що піддається куванню між двома матрицями 7 та 8. 9 Комп’ютерна верстка Т. Чепелева 87271 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюForging press of hot-die type and thermal insulation means for the press
Автори англійськоюBergue, Jean-Pierre, Leconte, Gilbert
Назва патенту російськоюКузнечный пресс для горячего объемного штампования и средства теплоизоляции для этого пресса
Автори російськоюБерг Жан-Пьер, Леконт Жильбер
МПК / Мітки
МПК: B21K 29/00, B30B 15/06
Мітки: ковальський, теплоізоляції, об`ємного, цього, гарячого, прес, преса, штампування, засоби
Код посилання
<a href="https://ua.patents.su/5-87271-kovalskijj-pres-garyachogo-obehmnogo-shtampuvannya-ta-zasobi-teploizolyaci-dlya-cogo-presa.html" target="_blank" rel="follow" title="База патентів України">Ковальський прес гарячого об’ємного штампування та засоби теплоізоляції для цього преса</a>
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Кузьменко Олена Михайлівна, Циркін Аркадій Тимофійович, Білошицький Микола Володимирович, Рябічева Людмила Олександрівна
МПК: B22F 3/14
Мітки: штампування, штамп, деталей, порошкових, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Кирилов Генріх Леонідович, Невідомський Володимир Олександрович, Каштанов Олександр Миколайович
МПК: B21D 22/02
Мітки: плоских, гарячого, штамп, отворами, деталей, штампування
Формула / Реферат:
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах...
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Штерн Михайло Борисович, Сердюк Геннадій Георгійович, Грабчак Олексій Кирилович, Куровський Валентин Якович, Баглюк Геннадій Анатолійович
Мітки: штампування, порошкових, заготовок, гарячого, штамп
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Прес для гарячого пресування волокнистих матеріалів
Номер патенту: 29444
Опубліковано: 10.01.2008
Автори: Максименко Максим Юрійович, Марчевський Віктор Миколайович, Мельник Олександр Петрович
МПК: D21F 3/02
Мітки: гарячого, матеріалів, волокнистих, пресування, прес
Формула / Реферат:
1. Прес для гарячого пресування волокнистих матеріалів, що містить пресовий вал і встановлений на рухомих опорах з можливістю обертання гарячий верхній вал, витяжний вентилятор, пристрій для нагрівання і подачі теплоносія, який відрізняється тим, що гарячий верхній вал містить пристрій для його нагрівання, який виконаний у вигляді камери, яка огинає частину поверхні гарячого верхнього вала і утворює з нею порожнину, розділену перфорованою...
Технологічна лінія для гарячого штампування порошків карбідосталей, замкнутих в металевих пористих оболонках
Номер патенту: 27280
Опубліковано: 25.10.2007
Автори: Мартюхін Іван Дмитрович, Пломодьяло Роман Лєонідовіч, Баглюк Геннадій Анатолійович, Дмітрєнко Дмітрій Валєрьєвіч, Сердюк Геннадій Георгійович, Павлиго Тетяна Михайлівна, Свістун Лєв Івановіч, Штерн Михайло Борисович
МПК: B22F 3/16
Мітки: порошків, пористих, металевих, замкнутих, карбідосталей, лінія, оболонках, штампування, технологічна, гарячого
Формула / Реферат:
Технологічна лінія гарячого штампування порошків карбідосталей, замкнутих в металевих пористих оболонках, що включає в себе прес для пресування заготовки, електропіч для нагрівання заготовок в захисній атмосфері, прес для штампування, яка відрізняється тим, що прес для пресування заготовки оснащений двома окремими бункерами для металевого порошку і шихти карбідосталі, двома окремими живильниками металевого порошку і шихти карбідосталі,...
Попередній патент: Двотактний двигун внутрішнього згоряння
Наступний патент: Енергоекономічний посуд
Випадковий патент: Засіб "акариноцид-зеон"