Спосіб здвоювання й устаткування здвоювання для виробництва багатошарових виробів
Формула / Реферат
1. Спосіб накатування для виготовлення багатошарового виробу, що включає не менше одного шару зносу з термопластичного полімеру поверх полімерного шару основи, який відрізняється тим, що включає наступні операції:
попереднє нагрівання шару основи, переважно до температури між 100 °С і 130 °С,
холодне нанесення шару зносу на попередньо нагрітий шар основи,
розплавлення шару зносу для забезпечення його прилипання (адгезії) до шару основи, переважно при температурі між 120 °С і 180 °С,
охолодження одержаного виробу з метою доведення його до температури, близької до кімнатної температури.
2. Спосіб за пунктом 1, який відрізняється тим, що шар зносу включає один або більше проміжних шарів.
3. Спосіб за пунктом 1 або 2, який відрізняється тим, що полімерний шар основи та шар зносу включають олефінові полімери.
4. Спосіб за будь-яким з пунктів 1-3, який відрізняється тим, що проміжний шар містить більше 5 масових частин металоцену на 100 масових частин олефінового полімеру.
5. Спосіб за будь-яким з пунктів 1-4, який відрізняється тим, що між шаром основи та проміжним шаром розташовують додатковий поліолефіновий шар етилену низької густини.
6. Спосіб за пунктом 5, який відрізняється тим, що додатковий шар включає поліетилен низької густини та, як варіант, одну або більше присадок, вибраних із групи жирних кислот і кремнезему.
7. Спосіб за будь-яким з пунктів 1-6, який відрізняється тим, що на шар зносу наносять поліуретановий поверхневий шар.
8. Спосіб за будь-яким з пунктів 1-7, який відрізняється тим, що розплавлення шару зносу, для забезпечення його адгезії до шару основи, здійснюють в печі нагрівання, що включає одну або більше газонагнітальних форсунок, при цьому тиск здійснюють на вузол у складі шару основи та шару зносу за допомогою газонагнітальної форсунки.
9. Устаткування здвоювання, що включає в себе:
пристрій подачі шару основи,
станцію попереднього нагрівання шару основи,
пристрій подачі шару зносу,
пристрій для приведення в контакт шару основи та шару зносу,
піч нагрівання, яка включає одну або більше газонагнітальних форсунок,
транспортний пристрій, який переміщає шар основи та шар зносу через зазначену піч нагрівання,
при цьому шар основи переміщується через пристрій подачі в станцію попереднього нагрівання, у якій він попередньо нагрівається до температури між 100 і 130 °С, після чого попередньо нагрітий шар основи приводиться в контакт із шаром зносу в контактному пристрої, при цьому шар основи подається пристроєм подачі шару основи, після чого шар основи та шар зносу переміщаються через піч нагрівання, усередині якої вузол у складі шару зносу та шару основи нагрівається до температури між 120 і 180 °С і транспортується через піч транспортним пристроєм, у процесі цього транспортування до вузла в складі шару основи та шару зносу прикладається тиск за допомогою газонагнітальної форсунки для того, щоб сплавити разом шар зносу та шар основи.
10. Спосіб накатування для виготовлення багатошарового виробу із застосуванням устаткування здвоювання за пунктом 9.
11. Застосування виробів, одержаних за будь-яким з пунктів 1-10, для виготовлення підлогового покриття або оздоблення стін.
Текст
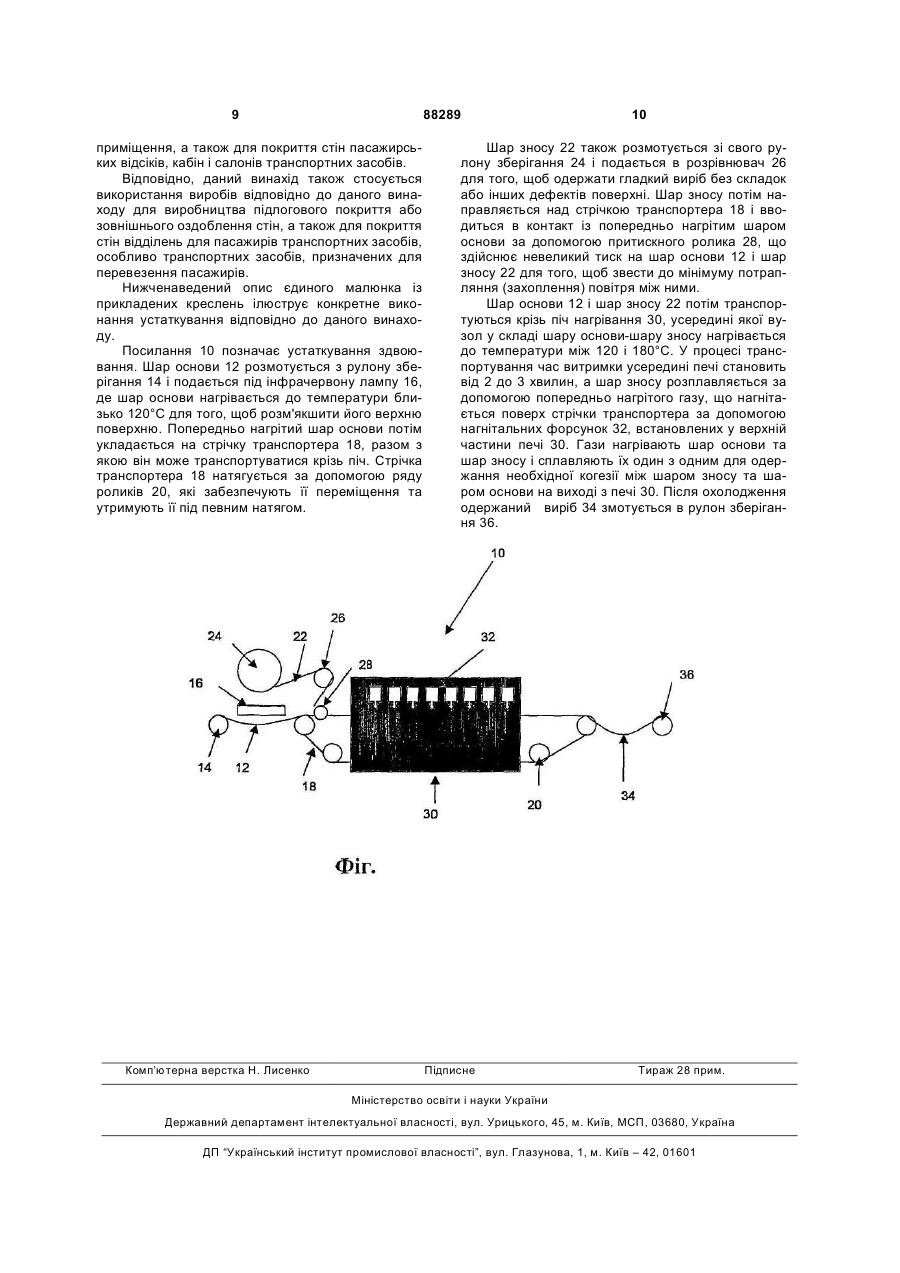
1. Спосіб накатування для виготовлення багатошарового виробу, що включає не менше одного шару зносу з термопластичного полімеру поверх полімерного шару основи, який відрізняється тим, що включає наступні операції: попереднє нагрівання шару основи, переважно до температури між 100°С і 130°С, холодне нанесення шару зносу на попередньо нагрітий шар основи, розплавлення шару зносу для забезпечення його прилипання (адгезії) до шару основи, переважно при температурі між 120°С і 180°С, охолодження одержаного виробу з метою доведення його до температури, близької до кімнатної температури. 2. Спосіб за пунктом 1, який відрізняється тим, що шар зносу включає один або більше проміжних шарів. 3. Спосіб за пунктом 1 або 2, який відрізняється тим, що полімерний шар основи та шар зносу включають олефінові полімери. 4. Спосіб за будь-яким з пунктів 1-3, який відрізняється тим, що проміжний шар містить більше 5 масових частин металоцену на 100 масових частин олефінового полімеру. 5. Спосіб за будь-яким з пунктів 1-4, який відрізняється тим, що між шаром основи та проміжним шаром розташовують додатковий поліолефіновий шар етилену низької густини. 2 (19) 1 3 88289 4 11. Застосування виробів, одержаних за будь-яким з пунктів 1-10, для виготовлення підлогового по криття або оздоблення стін. Винахід стосується способу здвоювання, а також устаткування здвоювання для виробництва багатошарових виробів, а саме таких виробів, які використовуються як підлогові покриття або зовнішнє оздоблення стін, а також як оздоблення салону транспортних засобів, які використовуються для перевезення людей, таких як автомобілі, залізничні вагони, каюти плавальних засобів і кабіни повітряних суден. Винахід спрямований, зокрема, на виробництво багатошарових виробів, які складаються з полімерної основи та шару зносу, що містить співполімер типу іоновмісний полімер (іономер). У цей час для підлогових покриттів, зовнішнього оздоблення стін і обробки пасажирських салонів транспортних засобів використовуються листові багатошарові вироби, які складаються із шару основи або підкладки та поверхневого шару зносу. Шар основи, як правило, має декоративну поверхню, на яку наноситься шар зносу. Останній використовується для захисту декоративної поверхні підкладки. Звичайно це - прозорий шар, який має достатню стійкість до механічного (удари, стирання) і хімічного впливів при нормальних умовах експлуатації. Ці функції багатошарових виробів обумовлюють вибір матеріалів, які використовуються для їх виробництва. Цей вибір далі обумовлений санітарними, екологічними та експлуатаційними міркуваннями. Зокрема, багатошарові вироби повинні бути придатні для нанесення методом накатування або гарячого формування, які звичайно пов'язані з використанням термопластичних полімерів. Взаємне зчеплення (адгезія) накладених один на одного шарів повинне бути досить міцним для забезпечення злипання (когезії) багатошарових виробів у тих застосуваннях, для яких вони призначені. Крім того, доцільно вибирати матеріали, для яких можливо повторне користування (утилізація) багатошарових виробів, що відпрацювали свій строк. Також варто уникати або зводити до мінімуму виділення летких органічних речовин (таких як пластифікатори) протягом терміну служби таких багатошарових виробів. Протягом тривалого часу для виробництва листових багатошарових виробів, призначених для підлогових покриттів, зовнішнього оздоблення стін або обробки пасажирських салонів транспортних засобів використовується полівінілхлорид (ПВХ). Однак з екологічних міркувань потрібна заміна полівінілхлориду на полімери, які не містять хлор, або співполімери. Цілком справедливо, що вибір припав на олефінові полімери та співполімери, особливо на полімери та співполімери етилену та пропілену, які мають відносно низьку собівартість і гарні хімічні та термічні властивості. Недолік олефінових полімерів при такому їх застосуванні полягає в труднощах, які виникають при здвоюванні окремих шарів для одержання багатошарового виробу. Дійсно, олефінові вироби погано піддаються накатуванню, тому що мають тенденцію прилипати до накоточних роликів. Технологія, яка традиційно використовується для ПВХ підлогових покриттів, тобто нанесення шару, потім його застигання, не придатна у випадку олефінових і іономерних виробів. Даний винахід спрямований на створення нової технології здвоювання листів для одержання багатошарового виробу, який має достатнє зчеплення між утворюючими його шарами, і високу якість зовнішнього вигляду поверхні. Отже, даний винахід стосується способу виробництва багатошарових виробів, які складаються з полімерної підкладки та, щонайменше, одного шару зносу з термопластичного полімеру поверх неї. Цей спосіб складається з наступних операцій: - попереднє нагрівання шару основи до оптимальної температури між 100°С і 130°С, - холодне нанесення шару зносу на нагрітий шар основи, - розплавлення шару зносу на шарі основи для забезпечення його адгезії до шару основи переважно при температурі між 120°С і 180°С, - охолодження одержаного виробу до температури, близької до кімнатної температури. Цей спосіб дозволяє одержати багатошаровий виріб з гарними фізичними та хімічними властивостями, особливо в тому, що стосується внутрішньої когезії, зчеплення між шарами, з яких складається виріб, теплофізичних властивостей, механічної стійкості до зносу та ударів, стійкості до хімічних впливів і прозорості поверхневого шару зносу. Виріб, одержаний таким способом, має високу якість зовнішнього вигляду поверхні. Однією з переваг цього способу є можливість холодного нанесення шару зносу (без попереднього нагрівання - при кімнатній температурі), що не перебуває в контакті з накоточними роликами. Таким чином, вдається уникнути проблем з якістю поверхні, що виникають у результаті локалізованого зчеплення поверхні з накоточними роликами. Замість створення натискного зусилля, необхідного для сполучення та щільного зчеплення шару основи та шару зносу при використанні накоточного ролика або іншого аналогічного пристрою, прилипання шару зносу досягається за рахунок плавлення останнього, яке здійснюється в печі, де відбувається обдувка верхньої поверхні виробу гарячим повітрям. На практиці, виходячи з економічних міркувань як газ використовується повітря, переважно, повітря, нагріте до температури, близької до температури усередині печі. Для конкретних застосувань можна також розглядати використання інертних газів, таких як азот або збіднене киснем повітря з метою мінімізувати можливі окисні реакції. Шар зносу не нагрівається перед нанесенням на шар основи, який нагрівається сам. Перевага нанесення холодного шару зносу (при кімнатній температурі) полягає в простоті поводження, тому 5 що шар зносу не розм'якшується нагріванням до того моменту, коли вступає в контакт із попередньо нагрітим шаром основи. Фактично шар зносу - це лист або плівка, яка накладається на шар основи, а не розплавлена маса, яка розподіляється по шару основи. Також важливо відзначити, що шар зносу розплавляється під контролем тільки в процесі проходження усередині печі та тільки при контакті із шаром основи. Отже, тиск газу, прикладений до поверхні шару зносу, не може привести до утворення дефектів, помітних у готовому виробі. Цей спосіб особливо придатний для виробництва багатошарових виробів великої ширини (+/4м), що мають на полімерній підкладці полімерний шар зносу іономерного або РО типу. Вироби можуть далі включати, між підкладкою і шаром зносу, проміжний шар з олефінового полімеру, який містить металоорганічну сполуку (металоцен). Шар основи багатошарового виробу виконує функцію механічної основи. Він може мати декоративний малюнок з однієї або двох сторін. Малюнок може бути також нанесений і на шар зносу, якщо останній є прозорим. Основа може містити мінеральний наповнювач, але, головним чином, складається з олефінової сполуки. Полімерна сполука може бути олефіновим гомополімером або співполімером. Далі для простоти викладу під терміном "полімер" буде матися на увазі гомополімер або співполімер. Як олефіновий полімер, який входить до складу шару основи виробу, одержаного відповідно до даного винаходу, може бути вибраний один з наступних полімерів: етилен, пропілен або бутилен. Він може бути гомополімером або співполімером, наприклад, співполімером етилену та пропілену, або етилену та бутилену. Краще використовувати стандартні поліетилени та металоценові поліетилени. Зокрема, рекомендуються поліетилени високої густини (ПЕВГ), поліетилени низької густини (ПЕНГ), лінійні поліетилени низької густини (ЛПЕНГ) і лінійні поліетилени дуже низької густини (ЛПЕДНГ). Олефіновий полімер, використовуваний у багатошарових виробах, переважно вільний від іонних зв'язків. Вираз "вільний від іонних зв'язків" означає, що кількість груп карбонових кислот у полімері не перевищує 25% і знаходиться, наприклад, у межах від 0% до 15%. Полімер шару основи може містити мінеральний наповнювач, використовуваний для посилення його механічних властивостей. Для шару основи використовуються мінеральні наповнювачі, що містять карбонат кальцію, карбонат магнію, сульфат кальцію, карбонат барію, сульфат барію, каолін, пірогенізований кремнезем, гідрат алюмінію та об'ємний графіт. Шар зносу виконує захисну функцію, оберігаючи шар основи від механічних і хімічних впливів у тих умовах застосування, для яких багатошарові вироби, одержані відповідно до даного винаходу, призначені. Краще, щоб цей шар містив полімер іономерного типу. 88289 6 Полімери іономерного типу широко використовуються як шар зносу в даній галузі. Це - співполімери з іонними зв'язками, які складаються з вуглеводневого ланцюжка, що містить бічні групи карбонових кислот, частково або повністю нейтралізовані катіонами. Вуглеводневий ланцюжок являє собою олефіновий, наприклад, етиленовий ланцюжок. Групи карбонових кислот складаються з етиленненасичених а та р карбоксильних кислот, а катіони можуть містити, наприклад, катіони металу або аміну. Більш докладна інформація про співполімери іономерного типу міститься в документах FR-A-1 430 478, US-A-3 264 272 і US-A-3 322 734, а також у статті "Структура та властивості іономерів" - В.Дж.Макнайт і Т/Р Ернест молодший, опублікованої в журналі "Макромолек'юлз Рев'юз" (Macromolecules Reviews), том 16, стор.41-122 (1981p.). Оптимальна товщина шару зносу залежить від декількох параметрів, таких як матеріал, використовуваний для даного шару зносу, і призначення, для якого призначений даний багатошаровий виріб. На практиці гарні результати звичайно досягаються із шарами зносу, що мають товщину не менше 30мкм (переважно - 60мкм), при цьому особливо зручна товщина між 40 і 300мкм. За іншим варіантом шар зносу може бути покритий поверхневим шаром поліуретану з метою підвищення стійкості до стирання. Шар зносу може включати один або більше проміжних шарів з олефінового полімеру, що містить металоцен. Цей проміжний шар фіксується до шару зносу таким чином, що в готовому виробі він розташовується між шаром основи та шаром зносу. Бажано, щоб цей проміжний шар був прозорим. Бажано, щоб проміжний шар включав олефіновий полімер, який рівною мірою може бути гомополімером або співполімером. Добре придатні гомополімери. Гомополімери етилену кращі, а серед останніх - поліетилен низької густини (ПЕНГ) можна рекомендувати особливо. У багатошарових виробах проміжний шар (або шари) включає одиночний олефіновий полімер або суміш різних олефінових полімерів відповідно до попереднього визначення. Отже, якщо інше не зазначене особливо, вираз "олефіновий полімер проміжного шару" означає рівною мірою одиночний олефіновий полімер або суміш не менше ніж двох різних олефінових полімерів, при цьому полімер або кожний полімер можуть рівною мірою бути гомополімером або співполімером. У складі шару зносу олефіновий полімер проміжного шару також виконує таку функцію, що дозволяє виготовляти шари зносу у вигляді листів або плівок методом екструзійного видувного формування або підвищувати їх робочі характеристики. Більш конкретно, у застосуванні зазначеного методу екструзійного видувного формування, можна стабілізувати виробництво рукавів плівки великих габаритних розмірів і достатньої товщини. Шар зносу, одержаний у такий спосіб у вигляді листа, може, у зв'язку із цим, включати зовнішній шар виробу, який використовується для формування поверхневого шару багатошарового виробу, проміжний шар з олефінового полімеру, як варі 7 ант, що включає присадки, такі як жирні кислоти і/або кремнезем, і шар з олефінового полімеру, що включає металоцен. "Металоцен" означає поліолефіни, відповідно, поліетилени, виготовлені із застосуванням каталізаторів металоцену, які добре відомі в даній галузі. Краще, щоб металоцен для застосування вибирався з поліолефінів і, більш конкретно, з поліетиленів, які мають густину нижче 0,900. Багатошарові вироби можуть включати один металоцен або суміш різних металоценів відповідно до попереднього визначення. Отже, якщо інше не зазначено спеціально, термін "металоцен" рівною мірою означає один металоцен або суміш із не менше двох різних металоценів. У багатошарових виробах металоцен виконує функцію досягнення ще більш ефективної адгезії проміжного шару до шару зносу та до шару основи. Із цією метою він присутній у проміжному шарі в кількості, яка переважно більше 1 масової частини (більш переважно - 5 масових частин) на 100 масових частин олефінового полімеру. Найкраще використовувати не менше 5 масових частин (переважно - не менше 15 масових частин) металоцену на 100 масових частин олефінового полімеру. Проте, варто уникати надмірної кількості металоцену, щоб уникнути ризику порушити стабільність процесу дуття, коли шари зносу відповідно до даного винаходу виготовляються методом видувного формування. Як правило, рекомендується, щоб кількість металоцену в олефіновому полімері проміжного шару не перевищувала 40 масових частин на 100 масових частин полімеру й була переважно менша ЗО масових частин на 100 масових частин олефінового полімеру. Об'єм металоцену від 5 до 20 (переважно - від 8 до 15) масових частин на 100 масових частин олефінового полімеру звичайно є придатним. Металоцен може бути введений в олефіновий полімер проміжного шару як наповнювач. У конкретному виконанні багатошарового шару зносу додатковий шар поліетилену низької густини (ПЕНГ) розміщається між шаром основи та вищевказаним проміжним шаром. Цей додатковий шар може також містити жирні кислоти і/або кремнезем. Ці присадки поліпшують адгезію проміжного шару до шару основи, з одного боку, і поліпшують екструзію при видувному формуванні, з іншого боку. Полімери, що входять до складу багатошарового шару зносу можуть, по можливості, містити присадки, які звичайно присутні в багатошарових виробах для того, щоб надати їм відповідні властивості або прискорити їх нанесення, наприклад, мастильні речовини, пластифікатори, пігменти або пінотвірні речовини. Багатошаровий шар зносу поєднує у собі ряд цікавих властивостей, які раніше вважалися несумісними, зокрема, високий опір до зносу стиранням і інших механічних впливів, високу стійкість до хімічних впливів і високу когезію. Даний винахід, отже, стосується устаткування здвоювання, що складається із пристрою подачі шару основи, станції попереднього нагрівання ша 88289 8 ру основи, пристрою для подачі шару зносу у вигляді листа або плівки, пристрою для приведення шару основи та шару зносу в контакт, печі нагрівання, що включає одну або більше газонагнітальних форсунок, а також транспортний пристрій, що транспортує шар основи та шар зносу крізь зазначену піч нагрівання. Шар основи транспортується через пристрій подачі - який може являти собою розмотувач рулону - наприклад, у станцію попереднього нагрівання, у якій він попередньо нагрівається до температури між 100 і 130°С. Станцією попереднього нагрівання може бути, наприклад, піч з інфрачервоним випромінюванням. Попередньо нагрітий шар основи потім приводиться в контакт із шаром зносу в контактному пристрої після транспортування туди із пристрою подачі шару зносу. Слід зазначити, що пристрій для приведення в контакт шару зносу та шару основи здійснює певний тиск на верхню поверхню шару зносу, у значній мірі зводячи до мінімуму захоплення повітря між шаром основи та шаром зносу. Контактний пристрій переважно являє собою притискний ролик, що притискає шар зносу, який має кімнатну температуру, до попередньо нагрітого шару основи. Бажано, щоб притискний ролик розташовувався над транспортним пристроєм, який переміщає шар основи та шар зносу в піч. Оскільки транспортний пристрій є гнучким (пружним), то можна стверджувати, що шар зносу притискається до шару основи під низьким тиском між 100 та 1000г/см2. Враховуючи те, що шар зносу не нагрівається попередньо, ця операція не приведе до утворення поверхневих дефектів. Однак, оскільки шар основи попередньо нагрітий, і його поверхня, отже, розм'якшена, то шар основи має певний рівень адгезії та певну в'язкість, так що шар зносу, накладений на шар основи, приклеїться до нього. Шар основи, на який наноситься шар зносу, потім транспортується крізь піч нагрівання, усередині якої вузол у складі шару зносу - шару основи нагрівається до температури між 120°С і 180°С на транспортному пристрої. У процесі транспортування шар зносу розплавляється, при цьому невеликий тиск прикладається до вузла в складі шару основи-шару зносу за допомогою газу, що видувається з форсунок - краще, гарячого газу. За допомогою устаткування відповідно до даного винаходу можна одержувати вироби, покриті багатошаровим шаром зносу, великих габаритних розмірів, ширина яких може досягати декількох метрів. Більш конкретно, за допомогою устаткування відповідно до даного винаходу можна виготовляти вироби в стрічках, ширина яких перевищує 4м, при товщині шару зносу, що перевищує 60мкм та може досягати 200мкм і навіть більше. Одержані вироби знаходять безліч застосувань. Вони застосовуються в будівельній галузі, для виробництва килимових покриттів, килимів у всю кімнату, а також зовнішнього оздоблення стін. Вони також використовуються в автомобільній промисловості, при спорудженні повітряних суден, водних плавальних засобів і залізничних вагонів для виготовлення килимових покриттів на все 9 88289 приміщення, а також для покриття стін пасажирських відсіків, кабін і салонів транспортних засобів. Відповідно, даний винахід також стосується використання виробів відповідно до даного винаходу для виробництва підлогового покриття або зовнішнього оздоблення стін, а також для покриття стін відділень для пасажирів транспортних засобів, особливо транспортних засобів, призначених для перевезення пасажирів. Нижченаведений опис єдиного малюнка із прикладених креслень ілюструє конкретне виконання устаткування відповідно до даного винаходу. Посилання 10 позначає устаткування здвоювання. Шар основи 12 розмотується з рулону зберігання 14 і подається під інфрачервону лампу 16, де шар основи нагрівається до температури близько 120°С для того, щоб розм'якшити його верхню поверхню. Попередньо нагрітий шар основи потім укладається на стрічку транспортера 18, разом з якою він може транспортуватися крізь піч. Стрічка транспортера 18 натягується за допомогою ряду роликів 20, які забезпечують її переміщення та утримують її під певним натягом. Комп’ютерна верстка Н. Лиcенко 10 Шар зносу 22 також розмотується зі свого рулону зберігання 24 і подається в розрівнювач 26 для того, щоб одержати гладкий виріб без складок або інших дефектів поверхні. Шар зносу потім направляється над стрічкою транспортера 18 і вводиться в контакт із попередньо нагрітим шаром основи за допомогою притискного ролика 28, що здійснює невеликий тиск на шар основи 12 і шар зносу 22 для того, щоб звести до мінімуму потрапляння (захоплення) повітря між ними. Шар основи 12 і шар зносу 22 потім транспортуються крізь піч нагрівання 30, усередині якої вузол у складі шару основи-шару зносу нагрівається до температури між 120 і 180°С. У процесі транспортування час витримки усередині печі становить від 2 до 3 хвилин, а шар зносу розплавляється за допомогою попередньо нагрітого газу, що нагнітається поверх стрічки транспортера за допомогою нагнітальних форсунок 32, встановлених у верхній частини печі 30. Гази нагрівають шар основи та шар зносу і сплавляють їх один з одним для одержання необхідної когезії між шаром зносу та шаром основи на виході з печі 30. Після охолодження одержаний виріб 34 змотується в рулон зберігання 36. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLining method and lining installation for production of multi-layer products
Автори англійськоюForget Luc, Siche Alexandre
Назва патенту російськоюСпособ сдваивания и оборудование сдваивания для производства многослойных изделий
Автори російськоюФоргет Люк, Сише Александр
МПК / Мітки
МПК: B32B 37/04, B32B 27/32, B32B 37/10
Мітки: спосіб, устаткування, виробництва, багатошарових, здвоювання, виробів
Код посилання
<a href="https://ua.patents.su/5-88289-sposib-zdvoyuvannya-jj-ustatkuvannya-zdvoyuvannya-dlya-virobnictva-bagatosharovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб здвоювання й устаткування здвоювання для виробництва багатошарових виробів</a>
Спосіб виробництва багатошарових листів
Номер патенту: 17123
Опубліковано: 15.09.2006
Автор: Луценко Віктор Олександрович
МПК: B21B 1/38
Мітки: виробництва, листів, багатошарових, спосіб
Формула / Реферат:
Спосіб виробництва багатошарових листів, що включає виготовлення заготовок основного і плакованого шарів, розміщення між ними проміжного підшару з металевої фольги, зварювання пакетів, їх нагрівання і прокатування, який відрізняється тим, що на контактні поверхні заготовок плакованого шару наносять нікелеве гальванічне покриття товщиною 0,07-0,11 товщини нікелевої фольги, а нікелеву фольгу укладають між заготовками основного і плакованого...
Спосіб вулканізації багатошарових виробів
Номер патенту: 64117
Опубліковано: 16.02.2004
Автори: Смирнов Олександр Генадієвич, Свердел Михайло Йосипович, Даниленко Володимир Остапович, Дзюра Євген Антонович, Вербас Віталій Володимирович, Варивода Віталій Іванович
МПК: B29C 35/04
Мітки: виробів, спосіб, вулканізації, багатошарових
Формула / Реферат:
1. Спосіб вулканізації багатошарових виробів з використанням парогазової суміші як агента для нагрівання і пресування в діафрагмі форматора-вулканізатора, який відрізняється тим, що утворення парогазової суміші здійснюють в діафрагмі шляхом подачі до неї пари і газу до отримання заданих температури і тиску за допомогою редукування регулювальним клапаном пари, що надходить з більш високим тиском, ніж тиск газу, який має в подавальному...
Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Петруняк Володимир Ярославович, Бідношея Марина Валентинівна, Бідношея Марія Олександрівна
МПК: B23K 20/10, B23K 20/04
Мітки: внутрішнім, покриттями, багатошарових, труб, металевих, плакованими, виробництва, зовнішнім, спосіб
Формула / Реферат:
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Шлапацька Валентина Василівна, Сидоренко Анатолій Михайлович, Краснюк Наталія Євгенівна
МПК: B31C 1/00, B29C 71/00, B29C 53/00
Мітки: виробів, виготовлення, трубчастих, спосіб, багатошарових
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Спосіб неперервного автоматичного складання багатошарових виробів
Номер патенту: 33536
Опубліковано: 15.08.2003
Автор: Драпак Георгій Мефодійович
МПК: A43D 111/00
Мітки: виробів, автоматичного, складання, неперервного, спосіб, багатошарових
Формула / Реферат:
Спосіб неперервного автоматичного складання багатошарових виробів, що формуються з декількох пласких деталей, який включає операції базування деталей, що складаються, із захвату по опорних точках, поштучного відокремлення від стопи, взаємного орієнтування та координування у процесі переміщення, сполучення комплекту, який відрізняється тим що операції поштучного відокремлення виконуються по паралельних горизонтальних траєкторіях, а сполучення...
Попередній патент: Мікрооптична система безпеки і відтворення зображення
Наступний патент: Пристрій “зігнута стінка”
Випадковий патент: Спосіб лікування хронічного рецидивного афтозного стоматиту у дітей